






BZT 1000 PX Installation et mise en route...
Page 11 sur 11 •  1, 2, 3 ... 9, 10, 11
1, 2, 3 ... 9, 10, 11

 Re: BZT 1000 PX Installation et mise en route...
Re: BZT 1000 PX Installation et mise en route...
![]() Tonio0072 Sam 25 Nov 2017 - 19:05
Tonio0072 Sam 25 Nov 2017 - 19:05
Ce qui veut dire qu'on ne peut pas avoir une hauteur Z pour le changement d'outil et une hauteur Z entre 2 usinages?eric44 a écrit:1 Plan de dégagement dans opération usinage cambam
Je ne veux pas. Je souhaite avoir ma pièce dans l'angle inférieur gauche des axes et du coup l'origine de ma pièce est en haut à droite.eric44 a écrit:2 Tu décales ton dessin
Non, dans Cambam. Etant donné que je travail dans l'angle inférieur gauche, c'est pour ne pas à avoir à entrer des valeurs de X et Y négatives.eric44 a écrit:3 ?? dans mach3 ?
En fait, si je veux cela c'est que quand je regarde ma CN, elle fait sont référencement en "haut" à droite et je fais coïncider mon 0 machine avec mon 0 pièce. Du coup, je veux travailler de la même façon sur Cambam que sur la CN.
Je pense que je parle un peu chinois lol
++
Tony
Tonio0072- posteur Régulier

- Messages : 135
Date d'inscription : 04/03/2017

Re: BZT 1000 PX Installation et mise en route...
![]() eric44 Sam 25 Nov 2017 - 20:24
eric44 Sam 25 Nov 2017 - 20:24
Tonio0072 a écrit:Ce qui veut dire qu'on ne peut pas avoir une hauteur Z pour le changement d'outil et une hauteur Z entre 2 usinages?eric44 a écrit:1 Plan de dégagement dans opération usinage cambamJe ne veux pas. Je souhaite avoir ma pièce dans l'angle inférieur gauche des axes et du coup l'origine de ma pièce est en haut à droite.eric44 a écrit:2 Tu décales ton dessinNon, dans Cambam. Etant donné que je travail dans l'angle inférieur gauche, c'est pour ne pas à avoir à entrer des valeurs de X et Y négatives.eric44 a écrit:3 ?? dans mach3 ?
En fait, si je veux cela c'est que quand je regarde ma CN, elle fait sont référencement en "haut" à droite et je fais coïncider mon 0 machine avec mon 0 pièce. Du coup, je veux travailler de la même façon sur Cambam que sur la CN.
Je pense que je parle un peu chinois lol
++
Tony
1/ Si en utilisant G28
2/ & 3/ retourne ta CN


Sérieusement, sujet traité, faire recherche sur le forum avec gogol reference gcode site:www.metabricoleur.com
@+
Eric

eric44- complétement accro

- Messages : 1658
Points : 2165
Date d'inscription : 04/08/2014
Age : 64
Localisation : Près de Nantes (44) -

Re: BZT 1000 PX Installation et mise en route...
![]() Tonio0072 Sam 25 Nov 2017 - 22:06
Tonio0072 Sam 25 Nov 2017 - 22:06
C'est a dire???eric44 a écrit:1/ Si en utilisant G28

Tonio0072- posteur Régulier
- Messages : 135
Points : 143
Date d'inscription : 04/03/2017
Age : 40
Localisation : Le Mans
Re: BZT 1000 PX Installation et mise en route...
![]() dh42 Dim 26 Nov 2017 - 0:32
dh42 Dim 26 Nov 2017 - 0:32
Non, dans Cambam. Etant donné que je travail dans l'angle inférieur gauche, c'est pour ne pas à avoir à entrer des valeurs de X et Y négatives.
Je pense qu'il y a quelque chose que tu n'a pas compris dans l'utilisation des coordonnées et du point 0 ; c'est en coord machine que tu a des valeurs négatives, car le 0 machine d'une BZT est en X++ et Y++, mais on n'utilise pas les coordonnées machine pour travailler mais les coordonnées pièces ; et le 0 des coordonnées pièce, tu le met ou tu veux sur la machine.
http://www.metabricoleur.com/t401-cn-du-dessin-a-la-piece-debutants
http://www.metabricoleur.com/t5314p25-fabrication-cnc-coffret-electrique-en-mdf#89192
http://www.metabricoleur.com/t9895-comprendre-ce-qu-est-le-referencement-des-axes-avec-mach3#188703
Ce qui veut dire qu'on ne peut pas avoir une hauteur Z pour le changement d'outil et une hauteur Z entre 2 usinages?
Le comportement de la machine lors d'un changement d'outil ne se gère pas via Cambam, mais via le soft de pilotage (Mach3) ; c'est les macros M6start.m1s et M6end.m1s qui se trouvent dans le dossier Mach3/macro/nom_de_ta_config qui doivent être éditées pour y ajouter un comportement spécifique.
Pour ma part, je n'ai pas modifié ces macro, mais j'ai ajouté un bouton sur Mach3 qui me déplace la fraise à l'endroit voulu lors du changement d'outil.
Note que sur Mach3, tu peux parfaitement déplacer tes axes manuellement (via les flèches du clavier) lorsque la machine est en attente d'un changement d'outil.
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: BZT 1000 PX Installation et mise en route...
![]() Tonio0072 Dim 26 Nov 2017 - 12:59
Tonio0072 Dim 26 Nov 2017 - 12:59
dh42 a écrit:Je pense qu'il y a quelque chose que tu n'a pas compris dans l'utilisation des coordonnées et du point 0 ; c'est en coord machine que tu a des valeurs négatives, car le 0 machine d'une BZT est en X++ et Y++, mais on n'utilise pas les coordonnées machine pour travailler mais les coordonnées pièces ; et le 0 des coordonnées pièce, tu le met ou tu veux sur la machine.
Je l'ai bien compris. Pour tout de dire, cela fait 13 ans que je travail sur une CN. Je travail dans l'ameublement et nous usinons essentiellement du panneau. Contrairement à toi je pense, nous ne mettons pas le panneau dans le milieu de la table et nous ne faisons pas le 0 des coordonnées pièce.
Le 0 pièce est toujours au même endroit sur la table soit dans un angle de celle ci.
Voici comment je veux procéder:

Sur l'image, on peut voir que là ou il y a le panneau j'ai défoncer et surfacer un rectangle allant jusqu'aux limites machines. Là ou il y a le pied à coulisse, je suis plus haut de 5 mm.

Je peux ainsi mettre mon panneau en butée et avoir mon 0 panneau qui coïncide avec mon 0 machine.
C'est donc pour cela que je peux travailler en négatif. J'ai l'habitude de travailler avec WOODWOP et l'origine du panneau est, là aussi, en haut à droite.
++
Tony
Tonio0072- posteur Régulier
- Messages : 135
Points : 143
Date d'inscription : 04/03/2017
Age : 40
Localisation : Le Mans
Re: BZT 1000 PX Installation et mise en route...
![]() Tonio0072 Dim 26 Nov 2017 - 13:21
Tonio0072 Dim 26 Nov 2017 - 13:21
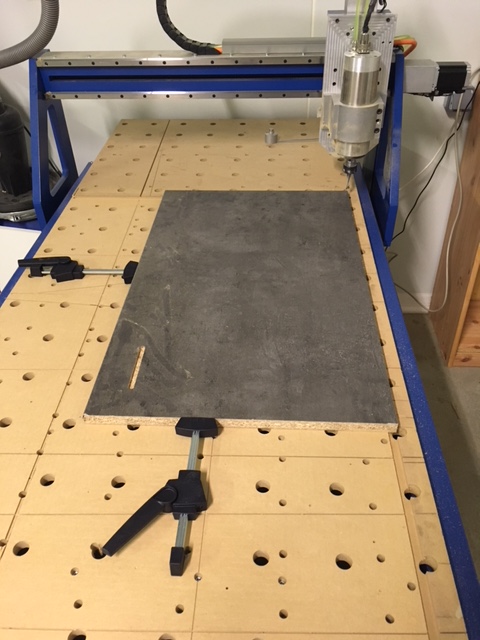
La broche est à son point de référencement et il concorde avec le point d'origine de ma pièce.
Je ne veux pas faire mon 0 pièce à l’œil étant donné que mes pièces sont en cotes finies. Venir à taton dans l'angle de la pièce est pour moi inconcevable.
PS, Merci David pour tes vidéos, elles me servent beaucoup.
++
Tony
Tonio0072- posteur Régulier
- Messages : 135
Points : 143
Date d'inscription : 04/03/2017
Age : 40
Localisation : Le Mans
Re: BZT 1000 PX Installation et mise en route...
![]() Pulco Dim 26 Nov 2017 - 15:26
Pulco Dim 26 Nov 2017 - 15:26
Si sur ta machine avec ta référence en haut à droite tu travaille avec de valeurs positives.
Sur Cambam tu laisses ta ref en bas à gauche et tout se fera normalement sur la cnc mais retourné de 180°.
Tonio0072 a écrit:
3. Dans CAMBAM toujours, peut on inverser les axes? Je voudrais que X- devienne X+ et Y- devienne Y+.
Si sur ta machine avec ta référence en haut à droite tu travaille avec de valeurs négatives.
Sur Cambam tu passes par outils/option /Grille/Minimum (- ton X) , (-ton Y) et pour Maximum tu met 0,0 tu auras ton point de référence sur ta grille en haut à droite et tes valeurs seront négatives.
Pulco
Pulco- très actif

- Messages : 247
Points : 263
Date d'inscription : 07/05/2015
Age : 62
Re: BZT 1000 PX Installation et mise en route...
![]() Tonio0072 Dim 26 Nov 2017 - 18:10
Tonio0072 Dim 26 Nov 2017 - 18:10
Je ne savais pas que la CNC allait retourner de 180°. Du coup, ça me règle beaucoup de problèmes. Je pensais qu'en faisant ainsi, la broche allait partir du mauvais coté. Je vais donc essayer ce que tu me dis.Pulco a écrit:Bonjour,
Si sur ta machine avec ta référence en haut à droite tu travaille avec de valeurs positives.
Sur Cambam tu laisses ta ref en bas à gauche et tout se fera normalement sur la cnc mais retourné de 180°.Tonio0072 a écrit:
3. Dans CAMBAM toujours, peut on inverser les axes? Je voudrais que X- devienne X+ et Y- devienne Y+.
Si sur ta machine avec ta référence en haut à droite tu travaille avec de valeurs négatives.
Sur Cambam tu passes par outils/option /Grille/Minimum (- ton X) , (-ton Y) et pour Maximum tu met 0,0 tu auras ton point de référence sur ta grille en haut à droite et tes valeurs seront négatives.
Pulco
Merci
++
Tony
Tonio0072- posteur Régulier
- Messages : 135
Points : 143
Date d'inscription : 04/03/2017
Age : 40
Localisation : Le Mans
Re: BZT 1000 PX Installation et mise en route...
![]() dh42 Lun 27 Nov 2017 - 0:17
dh42 Lun 27 Nov 2017 - 0:17
option 1 ; image du haut
mettre ton brut aligné en bas à gauche de la croix des axes de CamBam sur le dessin, ainsi ton 0 sera en haut à droite.
option 2 image du bas
faire ton dessin aligné en haut à droite de la croix comme on le fait habituellement (ou n'importe ou ça te chante), et changer le 0 du Gcode de place pour le mettre à l'angle supérieur gauche de ton brut.
Pour ça, dans le dossier Usinage, clique sur la ligne Origine Usinage, puis sur le |...| qui apparait, et clique l'endroit ou tu veux ton nouveau 0 ; il sera matérialisé par une petite croix rouge. (ici, en haut à droite sur l'image du bas)
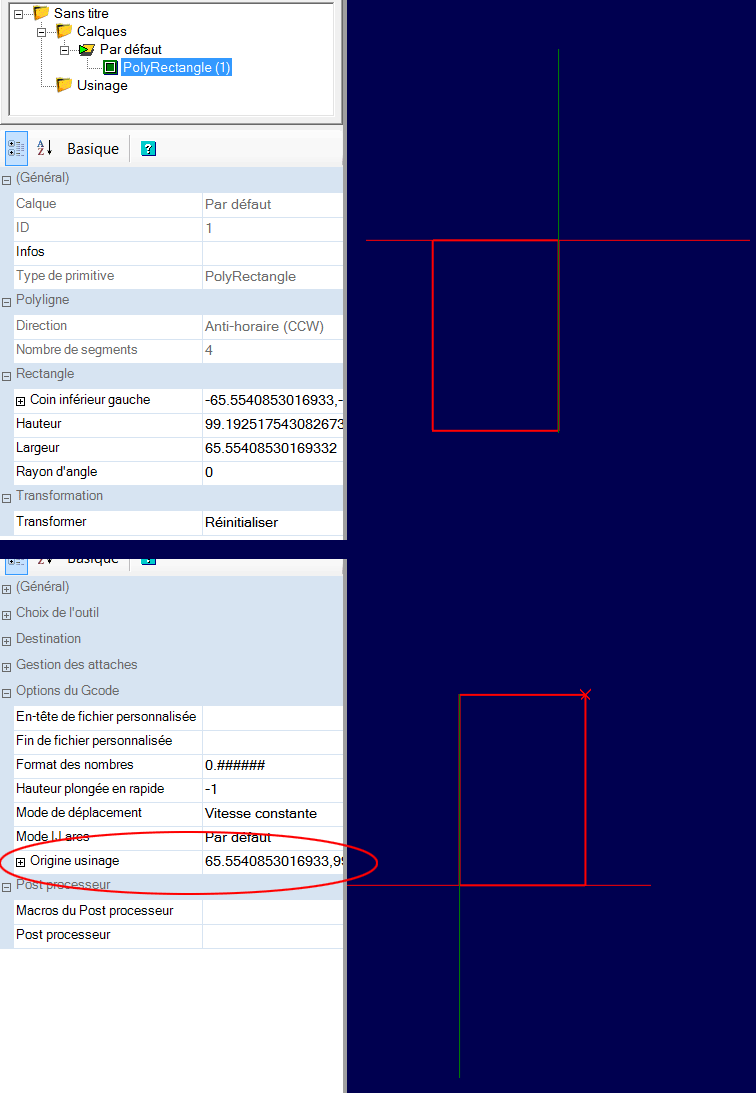
Note: chaque groupe d'usinage peut avoir un 0 différent si nécessaire.
Dans CAMBAM toujours, peut on inverser les axes? Je voudrais que X- devienne X+ et Y- devienne Y+.
Non, le sens des axes ne peut être modifié, il est normalisé ; le X c'est toujours l'axe gauche/droite, le Y avant/arrière et le sens +/- ne peut pas non plus être changé, par contre ça ne gène en rien de travailler en coord négatives avec le 0 en haut à droite ; le tout étant que le 0 corresponde entre le dessin et la machine.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: BZT 1000 PX Installation et mise en route...
![]() Tonio0072 Mar 28 Nov 2017 - 12:55
Tonio0072 Mar 28 Nov 2017 - 12:55
dh42 a écrit:option 1 ; image du haut
mettre ton brut aligné en bas à gauche de la croix des axes de CamBam sur le dessin, ainsi ton 0 sera en haut à droite.
C'est effectivement la 1ere solution que j'ai trouvée. Cependant, cela m'oblige à rentrer des coordonnées négatives.
dh42 a écrit:option 2 image du bas
faire ton dessin aligné en haut à droite de la croix comme on le fait habituellement (ou n'importe ou ça te chante), et changer le 0 du Gcode de place pour le mettre à l'angle supérieur gauche de ton brut.
Ce serait une bonne solution. N'y a t'il pas un moyen pour ne pas avoir à le faire à chaque nouveau programme? Il faudrait que le 0 du Gcode soit directement mis dans l'angle supérieur droite pour ne pas à le renseigner à chaque fois.
Je sens qu'on cerne le problème lol
++
Tony
Tonio0072- posteur Régulier
- Messages : 135
Points : 143
Date d'inscription : 04/03/2017
Age : 40
Localisation : Le Mans
Re: BZT 1000 PX Installation et mise en route...
![]() dh42 Mar 28 Nov 2017 - 22:06
dh42 Mar 28 Nov 2017 - 22:06
Ce serait une bonne solution. N'y a t'il pas un moyen pour ne pas avoir à le faire à chaque nouveau programme? Il faudrait que le 0 du Gcode soit directement mis dans l'angle supérieur droite pour ne pas à le renseigner à chaque fois.
Ça dépend, si tu utilise toujours des bruts de même format, tu peux dessiner ton brut, mettre le 0 du Gcode à l'angle, et sauver ton fichier comme un modèle (tu le sauve normalement , par exemple dans ton dossier Documents)
à partir de la tu a 2 options
1) tj ouvrir cambam avec ce brut et ce réglage, dans ce cas vas dans outils/options > Fichier modèle, clique sur le |...| qui apparait quand tu clique dans cette ligne, et sélectionne le fichier CB créé plus haut.
2) si tu veux tu peux aussi utiliser le menu Fichier/nouveau depuis un modèle, ce qui te permet de choisir un modèle particulier ; donc tu peux te faire plusieurs modèles avec des formats de brut que tu utilise couramment.
CB vas chercher les modèles dans le dossier Templates du système de Cambam, tu peux le trouver via le menu outils/explorer le dossier système.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: BZT 1000 PX Installation et mise en route...
![]() Tonio0072 Ven 1 Déc 2017 - 16:13
Tonio0072 Ven 1 Déc 2017 - 16:13
Pulco a écrit:Bonjour,
Si sur ta machine avec ta référence en haut à droite tu travaille avec de valeurs positives.
Sur Cambam tu laisses ta ref en bas à gauche et tout se fera normalement sur la cnc mais retourné de 180°.
Le test n'est pas concluant. En ayant fait mon programme dans la partie en haut à droite de CAMBAM, la CN ne l'a pas retourné de 180° et du coup, elle s'est mise en butée directement.
Ne devrais je pas modifier quelque chose dans mach3?
++
Tony
Tonio0072- posteur Régulier
- Messages : 135
Points : 143
Date d'inscription : 04/03/2017
Age : 40
Localisation : Le Mans
Re: BZT 1000 PX Installation et mise en route...
![]() dh42 Ven 1 Déc 2017 - 21:23
dh42 Ven 1 Déc 2017 - 21:23
la CN ne l'a pas retourné de 180°
pourquoi devrait elle retourner la pièce de 180°
si tu met ton dessin en haut à droite, que tu met ton origine usinage dans le coin du haut à droite de ton brut aussi (la petite croix rouge), alors ton Gcode sera conforme à un 0,0 pris en haut à droite de la machine (tes coord machine si j'ai bien compris), et donc toutes les valeurs en X du Gcode varierons de 0 à -xxx et toutes les valeurs en Y de 0 à -yyy, mais la pièce reste bien sûr dans le même sens sur la machine que sur l'affichage.
évidement, après référencement, tes coord machine seront à 0 en haut à gauche, et il faut aussi mettre les coord pièce à 0 dans la foulée (donc au même endroit), tu clique juste sur zéro X et zéro Y. Dans tous les cas, CB comme Mach3 ne travaillent qu'en coord pièce pour la lecture du Gcode, jamais en coordonnée machine.
Une fois le zéro pièce fait, si optional offset save est coché dans la config générale, lorsque tu quittera Mach3, il te demandera Fixture save ?, répond OUI et tes coord pièce seront mémorisés sur le DD ; et seront tj à la même place lorsque tu relancera Mach3 pour une prochaine session. Seul le 0 en Z devra être fait à chaque changement de fraise, en fonction de sa longueur, et/ou du point en Z ou tu met ton 0 (surface de la pièce, surface de la table, axe du 4 ieme axe, etc)
http://www.metabricoleur.com/t9895-comprendre-ce-qu-est-le-referencement-des-axes-avec-mach3#188703
Autre possibilité, un peu "exotique" ; Tu travaille normalement dans CamBam, c.a.d dessin en haut à droite de la croix des axes, et donc le centre de la croix (0 du Gcode) en bas à gauche, et tu inverse le sens des axes X et Y dans Mach3, autrement dit le X ne vas pas de 0 coté gauche à ++ coté droit, mais l'inverse ; ce n'est pas normalisé, mais si ça te conviens
Ça devrait marcher, mais le problème c'est justement que la pièce vas être à l'envers sur la machine (tournée de 180° par rapport à ce que tu vois sur l'écran) ce qui peut être perturbant.
pour inverser les axes dans Mach3, menu config/homing limits > première colonne, coche ou décoche reversed pour X et Y
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: BZT 1000 PX Installation et mise en route...
![]() Tonio0072 Sam 2 Déc 2017 - 10:44
Tonio0072 Sam 2 Déc 2017 - 10:44
dh42 a écrit:Autre possibilité, un peu "exotique" ; Tu travaille normalement dans CamBam, c.a.d dessin en haut à droite de la croix des axes, et donc le centre de la croix (0 du Gcode) en bas à gauche, et tu inverse le sens des axes X et Y dans Mach3, autrement dit le X ne vas pas de 0 coté gauche à ++ coté droit, mais l'inverse ; ce n'est pas normalisé, mais si ça te conviens
Ça devrait marcher, mais le problème c'est justement que la pièce vas être à l'envers sur la machine (tournée de 180° par rapport à ce que tu vois sur l'écran) ce qui peut être perturbant.
pour inverser les axes dans Mach3, menu config/homing limits > première colonne, coche ou décoche reversed pour X et Y
++
David
C'est effectivement ce que j'avais fait. Il me faut par contre inverser mes touches clavier car elles sont inversées à présent.
Merci David pour toutes ces réponses. Même si je ne me sers pas de tout, j'apprend beaucoup au passage sur le logiciel et ses fonctionnalités.
Autre question, dans CAMBAM, peut on faire ce qu'on appel des "blocs" ou des "composants?
Je m'explique: un bloc c'est pour moi un ensemble d'usinage tel qu'un perçage 3 trous pour une charnière invisible par exemple. Le but étant de ne pas refaire ces 3 usinages à chaque fois que je fais un nouveau programme mais d'appeler ce bloc et d'entrée les coordonnées du bloc et non pas les coordonnées pour chacun des 3 usinages.
++ et bon week end
Tony
Tonio0072- posteur Régulier
- Messages : 135
Points : 143
Date d'inscription : 04/03/2017
Age : 40
Localisation : Le Mans
Re: BZT 1000 PX Installation et mise en route...
![]() dh42 Sam 2 Déc 2017 - 19:30
dh42 Sam 2 Déc 2017 - 19:30
Autre question, dans CAMBAM, peut on faire ce qu'on appel des "blocs" ou des "composants?
Je m'explique: un bloc c'est pour moi un ensemble d'usinage tel qu'un perçage 3 trous pour une charnière invisible par exemple. Le but étant de ne pas refaire ces 3 usinages à chaque fois que je fais un nouveau programme mais d'appeler ce bloc et d'entrée les coordonnées du bloc et non pas les coordonnées pour chacun des 3 usinages.
Non, ou en tout cas pas quelque chose de pratique pour ce que tu veux faire je pense (mais à tester). Il y a bien les répétitions d'usinage, mais c'est plus pour reproduire plusieurs fois une pièce à partir d'un seul set d'opérations d'usinage (et d'un seul set d'objets de dessin) ..
http://www.atelier-des-fougeres.fr/Cambam/Aide/cam/Nesting.html
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: BZT 1000 PX Installation et mise en route...
![]() Tonio0072 Mer 6 Déc 2017 - 17:36
Tonio0072 Mer 6 Déc 2017 - 17:36
J'ai un message d'erreur sur mach3.
Je m'explique. Je souhaite faire une poche de profondeur 10 mm. J'ai fait un calque circulaire avec un usinage poche. Cependant, quand le prend le gcode sur mach3, j'ai le message "Radius to end differs from radius to start..."
Je n'arrive pas à lire la suite du message.
Je précise que j'ai déjà fait ce genre d'usinage sans problème mais seulement avec un calque rectangle.
Quelqu'un a déjà eu ce soucis?
++
Tony
Tonio0072- posteur Régulier
- Messages : 135
Points : 143
Date d'inscription : 04/03/2017
Age : 40
Localisation : Le Mans
Re: BZT 1000 PX Installation et mise en route...
![]() dh42 Mer 6 Déc 2017 - 20:45
dh42 Mer 6 Déc 2017 - 20:45
Oui, c'est un message courant.
La plupart du temps c'est un problème d'incompatibilité entre le réglage du mode de gestion des arcs sur le post pro de CamBam et le réglage de Mach3.
Si tu n'a rien touché au post pro ni aux réglages de Mach3 et que ça ne le fait qu’occasionnellement, alors c'est un autre problème, liée à une limite de Mach3 qui ne peut interpréter des arcs avec un trop grand rayon, ou qui sont trop courts.
Assure toi que tu à les réglages suivants dans ton post processeur Mach3 (ou celui que tu utilise), onglet système:
- Mode IJ arcs: Incremental (C-P1)
- Longueur minimale des arcs: 0.01
- Rayon maximal des arcs: 10 000
assure toi que dans le dossier Usinage de ton projet CamBam, Mode IJ Arcs soit sur "par défaut" (afin qu'il utilise le réglage du PP vu plus haut)
Dans Mach3, menu Config/general config ; en milieu de page IJ mode > inc doit être coché
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: BZT 1000 PX Installation et mise en route...
![]() Tonio0072 Jeu 7 Déc 2017 - 18:10
Tonio0072 Jeu 7 Déc 2017 - 18:10
Tu modifies ça ou? Je ne trouve pas d'onglet "système", ni dans CB ni dans Mach3...dh42 a écrit:Assure toi que tu à les réglages suivants dans ton post processeur Mach3 (ou celui que tu utilise), onglet système:
- Mode IJ arcs: Incremental (C-P1)
- Longueur minimale des arcs: 0.01
- Rayon maximal des arcs: 10 000
Malgré cela j'ai réussit à trouver l'erreur. (Merci les vidéo de David
Nouvelle question:
Au travail avec Woodwop, je peux rentrer des formules/calculs sans pour autant entrer une ordonnée avec un chiffre entier. Je veux dire que pour renseigner l'emplacement d'un perçage je peux mettre X=20+40 au lieu d'écrire 60 ou encore L-70. (L étant la longueur du panneau). Est ce possible avec CB aussi?
++
Tony
Tonio0072- posteur Régulier
- Messages : 135
Points : 143
Date d'inscription : 04/03/2017
Age : 40
Localisation : Le Mans
Re: BZT 1000 PX Installation et mise en route...
![]() dh42 Jeu 7 Déc 2017 - 21:58
dh42 Jeu 7 Déc 2017 - 21:58
Tu modifies ça ou? Je ne trouve pas d'onglet "système", ni dans CB ni dans Mach3...
http://www.atelier-des-fougeres.fr/Cambam/Aide/DrawingAndSystemTabs.htm
http://www.atelier-des-fougeres.fr/Cambam/Aide/cam/PostProcessor.htm
Au travail avec Woodwop, je peux rentrer des formules/calculs sans pour autant entrer une ordonnée avec un chiffre entier. Je veux dire que pour renseigner l'emplacement d'un perçage je peux mettre X=20+40 au lieu d'écrire 60 ou encore L-70. (L étant la longueur du panneau). Est ce possible avec CB aussi?
Non, la seule chose que CB accepte, en dehors des valeurs numériques, c'est les fractions (genre 3/16) pour les utilisateurs des pouces.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: BZT 1000 PX Installation et mise en route...
![]() Tonio0072 Lun 15 Oct 2018 - 12:50
Tonio0072 Lun 15 Oct 2018 - 12:50
Pour ceux qui ne le savent pas je vends ma CN.
On me demande si les moteurs sont en Close loop ou pas... je réponds quoi?
Bonne journée à tous.
Tonio0072- posteur Régulier
- Messages : 135
Points : 143
Date d'inscription : 04/03/2017
Age : 40
Localisation : Le Mans
Re: BZT 1000 PX Installation et mise en route...
![]() dh42 Lun 15 Oct 2018 - 19:06
dh42 Lun 15 Oct 2018 - 19:06
Non, je ne pense pas (c'est une option) ; le meilleur moyen de le savoir c'est d'ouvrir le contrôleur pour voir ce que tu a comme drivers ... ou de regarder ta facture, des moteur closed loop + les drivers qui vont bien, c'est pas donné ! (~1000€ de plus sur la facture), mais au vu des photos, il semble que ce soit des PàP standard BZT que tu a.
edit: d'après cette photo, ce sont des M542 ou des DM556 tout à fait standards, donc pas de closed loop.

++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Page 11 sur 11 • 1, 2, 3 ... 9, 10, 11

 Sujets similaires
Sujets similaires» mise en route de la torsadeuse
» Mise en route Schaublin 102
» Mise en route d'une 6040 chinoise modèle 2021
» mise en route d un variateur hy plus broche 1.5