






Comprendre ce qu'est le " référencement " des axes avec Mach3
Page 1 sur 4 • 1, 2, 3, 4 

 Comprendre ce qu'est le " référencement " des axes avec Mach3
Comprendre ce qu'est le " référencement " des axes avec Mach3
![]() Hervé-34 Mar 18 Aoû 2015 - 19:42
Hervé-34 Mar 18 Aoû 2015 - 19:42
Voilà, d'habitude, je travaille avec EMC2, mais j'aimerai bien avancer dans la compréhension
des " arcanes " de Mach3 !!
Pour commencer, j'aimerai comprendre ce que veut dire les " référencements des axes "
ce à quoi ça sert ou ce que ça donne comme mouvement des axes, et surtout à quoi ça sert !!
Avec EMC2, je met mes axes en place, et roule !! avec Mach3 j'ai l'impression qu'il en va autrement !!
Alors si une bonne âme pouvait m'expliquer un peut tout ça !!!!!
Merci
Hervé

Hervé-34- complétement accro

- Messages : 4608
Points : 5827
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac

Re: Comprendre ce qu'est le " référencement " des axes avec Mach3
![]() diomedea Mar 18 Aoû 2015 - 20:25
diomedea Mar 18 Aoû 2015 - 20:25
Ça n'est pas ça?

diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Comprendre ce qu'est le " référencement " des axes avec Mach3
![]() Hervé-34 Mer 19 Aoû 2015 - 12:51
Hervé-34 Mer 19 Aoû 2015 - 12:51
diomedea a écrit:Bonsoir,
Ça n'est pas ça?
Peut-être !!! mais ça m'en dit pas plus !!
Les référencements sont-ils le fait d'aller chercher les fins de courses ?
Si oui en quoi ça sert dans le travail d'une pièce ? surtout si on sais qu'elle
est bien plus petite que les limites de la machine?
Je lit et relit la " notice " de Mach3 pour comprendre tout ça, mais est-ce
l'âge ou est-ce mal expliqué ??..... je ne comprend pas tout !! loin de là !!
Alors si en quelques mots clairs on pouvait me rendre moins bête ....
Merci à tous,
Hervé
Hervé-34- complétement accro
- Messages : 4608
Points : 5827
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Comprendre ce qu'est le " référencement " des axes avec Mach3
![]() diomedea Mer 19 Aoû 2015 - 13:26
diomedea Mer 19 Aoû 2015 - 13:26
OuiHervé-34 a écrit:Les référencements sont-ils le fait d'aller chercher les fins de courses ?
Je sais pas!Hervé-34 a écrit:Si oui en quoi ça sert dans le travail d'une pièce ? surtout si on sais qu'elle
est bien plus petite que les limites de la machine?

Attend qu'un spécialiste te réponde...Hervé-34 a écrit:Je lit et relit la " notice " de Mach3 pour comprendre tout ça, mais est-ce
l'âge ou est-ce mal expliqué ??..... je ne comprend pas tout !! loin de là !!
Alors si en quelques mots clairs on pouvait me rendre moins bête ....
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Comprendre ce qu'est le " référencement " des axes avec Mach3
![]() dh42 Mer 19 Aoû 2015 - 17:35
dh42 Mer 19 Aoû 2015 - 17:35
Sur une CN, tu peux utiliser 2 types de coordonnées ; les coordonnées machine, dont le point 0,0,0 est toujours au même endroit et les coordonnées de travail (pièce) qui sont celles qui correspondent à ton Gcode et que tu vas mettre à 0 avant de lancer l'usinage en faisant correspondre le 0 sur le bout de matière au 0 que tu a défini dans ta FAO.
Le référencement sert à trouver le point 0,0,0 des coordonnées machine.
A quoi servent les coordonnées machine ?
Elles servent à pouvoir aller à un point précis de la machine elle même, sans se soucier du 0 pièce, qui lui change régulièrement de position.
Un exemple courant: faire remonter l'axe Z à sa position maxi, renvoyer les axes à une position de parking ...
En coord pièce, tu ne peux pas savoir de combien faire remonter le Z pour qu'il arrive au maxi, la course restante par rapport à ton 0 pièce dépendant de l'épaisseur de la pièce (si tu a fait ton 0 à sa surface), de la longueur de la fraise, de l'épaisseur du martyr ....
Ça permet aussi par exemple de faire aller les axes à un point spécifique de la machine, par exemple à une position de changement d'outil, de palpage si tu a un palpeur fixe etc... indépendamment de la position du 0 pièce.
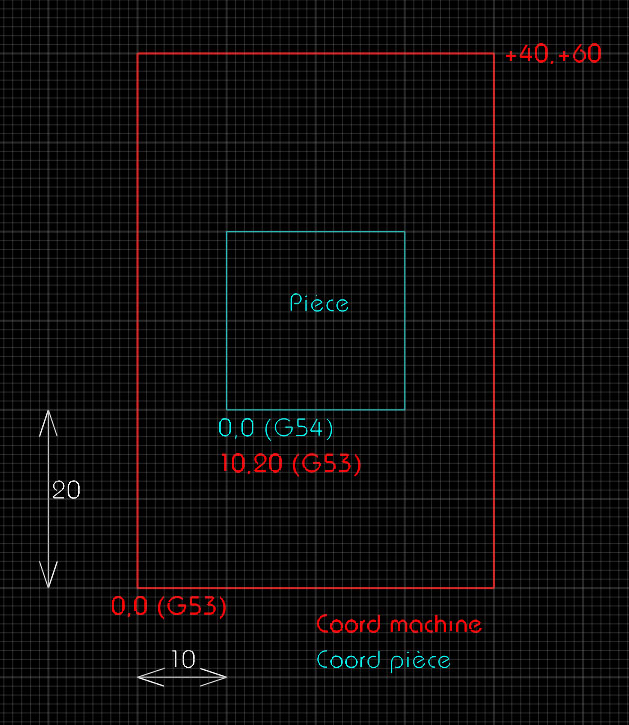
Sur le dessin ci dessus, le rectangle rouge c'est la table, ou plus précisément la course des axes, le rectangle bleu c'est la pièce.
Les coord en rouge sont les coord machine, invariables ; les coord en bleu sont les coord pièce qui changent suivant l'endroit ou tu fait ton 0 de départ.
Le 0,0 (G53) c'est le 0 machine, pris avec le référencement (donc en cherchant les contacts). Une fois ce 0 connu, et le soft connaissant aussi les courses maxi des axes, il pourra toujours ramener les axes à un point défini de la machine, savoir si une commande (Gcode ou manuelle) sort de la plage de course des axes, et même gérer un ralentissement à l'approche des butés (en déplacement manuel)
Le 0,0 (G54), c'est le 0 que tu fais avant de lancer ton usinage, pour faire correspondre le 0 de ton dessin par rapport à ton bloc de matière. (donc le même 0 que tu fais dans LinuxCNC)
Le code G54 est appelé un "décalage", car pour le soft, il correspond au décalage du 0 pièce par rapport au 0 machine ; ici le décalage enregistré pour le G54 par Mach3 serait de 10,20 par rapport au 0 machine.
Il est possible de mémoriser plusieurs décalages qui vont se nommer G54, G55, G56 etc (256 en tout), et qui sont en fait des mémoires du décalage du 0 pièce par rapport au 0 machine. Tu peux donc définir plusieurs points 0 et les mémoriser, ce qui est très utile quand tu travaille avec des montages d'usinages multiples ayant chacun leur point 0.
Le G53 quand à lui représente les coordonnées machine.
Ces décalages étant sauvés sur le disque dur à la fermeture de Mach3 (ou sur demande), une fois que tu a référencé, et donc retrouvé le 0 machine, tu peux également retrouver ton 0 pièce, étant donné que ce n'est qu'un décalage par rapport au 0 machine. (donc tous les 0,0,0 pour chaque décalage restent dispo)
Voici une vue du gestionnaire de décalage de Mach3 ou deux décalages sont enregistrés (G54 et G55)
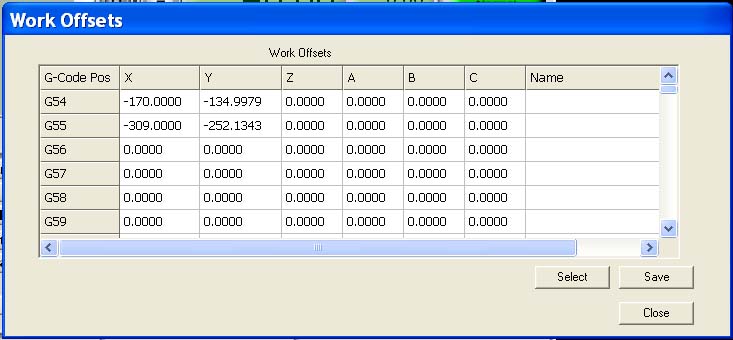
Les décalages sont négatifs, car dans mon cas (comme dans celui de JP), le 0 machine n'est pas en bas à gauche comme sur le dessin, mais en haut à droite.
Par défaut, au lancement de Mach3, tu est en G54, donc quand tu clique sur les boutons de remise à 0 des axes, c'est ce G54 que tu défini comme 0 pièce. Pour en utiliser d'autres, il suffit de changer de Gxx et de refaire un 0 pour ce nouveau décalage.
Sur mon interface, le Gxx en cours d'utilisation se sélectionne sur l'écran principal. (zone entourée en vert)
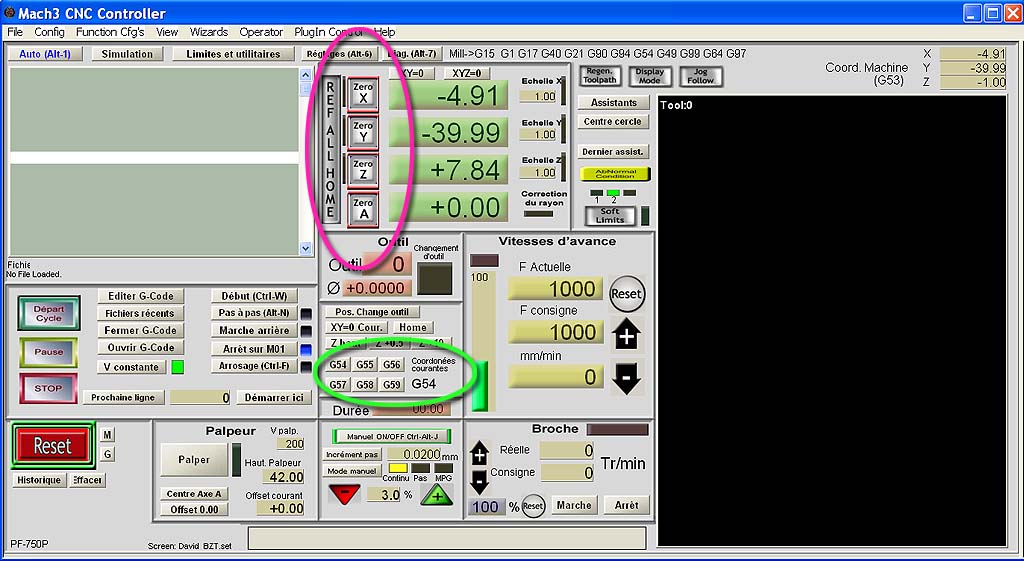
Bien sur, un décalage peut aussi être sélectionné dans le Gcode lui même, dans le code il suffit d'enter un G55 par exemple pour dire au soft d'utiliser le décalage G55.
Le G53 (coord machine) s'utilise un peu différemment car contrairement au autres Gxx, il n'est pas persistant et il faut le répéter pour chaque mouvement qui devra se faire en coord machine.
Exemple, si je veux amener mon Z à 0, puis dans un deuxième temps déplacer X et Y simultanément au point 0 en coord pièce mémorisées sur le G55, je pourrais écrire:
G55
G0 Z0
G0 X0 Y0
Maintenant, si je veux faire la même chose mais que c'est au coord machine que je fais référence, je devrais répéter le G53 pour chaque commande.
G0 G53 Z0
G0 G53 X0 Y0
Dans le cas de l'ID CNC, étant donné qu'elle n'a pas les contacts de référencement installés, les coord machine ne te servent à rien vu que tu ne peut pas retrouver ce point 0.
++
David
Dernière édition par dh42 le Mer 25 Avr 2018 - 18:58, édité 2 fois
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Comprendre ce qu'est le " référencement " des axes avec Mach3
![]() Hervé-34 Mer 19 Aoû 2015 - 20:37
Hervé-34 Mer 19 Aoû 2015 - 20:37
Bonsoir à tous,
Eh bien, quand c'est expliqué clairement, c'est lumineux !!
Désolé de t'avoir donné tout ce mal !!
Mais comme je pense installer des fins de courses sur ma petite
graveuse, si je relit bien ton explication, je devrai utiliser ces
référencements !!
Encore merci
Hervé
Hervé-34- complétement accro
- Messages : 4608
Points : 5827
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Comprendre ce qu'est le " référencement " des axes avec Mach3
![]() dh42 Mer 19 Aoû 2015 - 20:44
dh42 Mer 19 Aoû 2015 - 20:44
http://www.metabricoleur.com/t1578-mach3-branchement-et-parametrage-contacts-home-et-e-stop#19339
Ce n'est pas indispensable, mais c'est bien pratique.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Comprendre ce qu'est le " référencement " des axes avec Mach3
![]() nagut Mer 19 Aoû 2015 - 20:46
nagut Mer 19 Aoû 2015 - 20:46
pour DH42 ( David )
quant je pense qu'il y en a qui ose te critiquer !!

nagut- complétement accro
- Messages : 2558
Points : 2842
Date d'inscription : 17/08/2010
Age : 73
Localisation : Haut Jura
Re: Comprendre ce qu'est le " référencement " des axes avec Mach3
![]() jb53 Mer 19 Aoû 2015 - 21:06
jb53 Mer 19 Aoû 2015 - 21:06
nagut a écrit:salut
pour DH42 ( David )
quant je pense qu'il y en a qui ose te critiquer !!
Bonjour à tous,
Qui ose critiquer David?
Il n'y a pas plus disponible que lui pour donner des renseignements et des conseils...
Et d'ailleurs, je n'ai jamais lu un mot négatif sur David, tu as dû te tromper...
bonne soirée
joël
jb53- complétement accro
- Messages : 2187
Points : 4716
Date d'inscription : 28/11/2010
Age : 70
Localisation : 89250
Re: Comprendre ce qu'est le " référencement " des axes avec Mach3
![]() dh42 Mer 19 Aoû 2015 - 21:07
dh42 Mer 19 Aoû 2015 - 21:07
nagut a écrit:salut
pour DH42 ( David )
quant je pense qu'il y en a qui ose te critiquer !!
Liberté d'expression
Pour compléter pour les utilisateurs des jeux d'écrans de la version FR officielle ou de la version d'origine US, vous trouverez les boutons d'accès aux décalage sur l'écran Décalage (Offset)
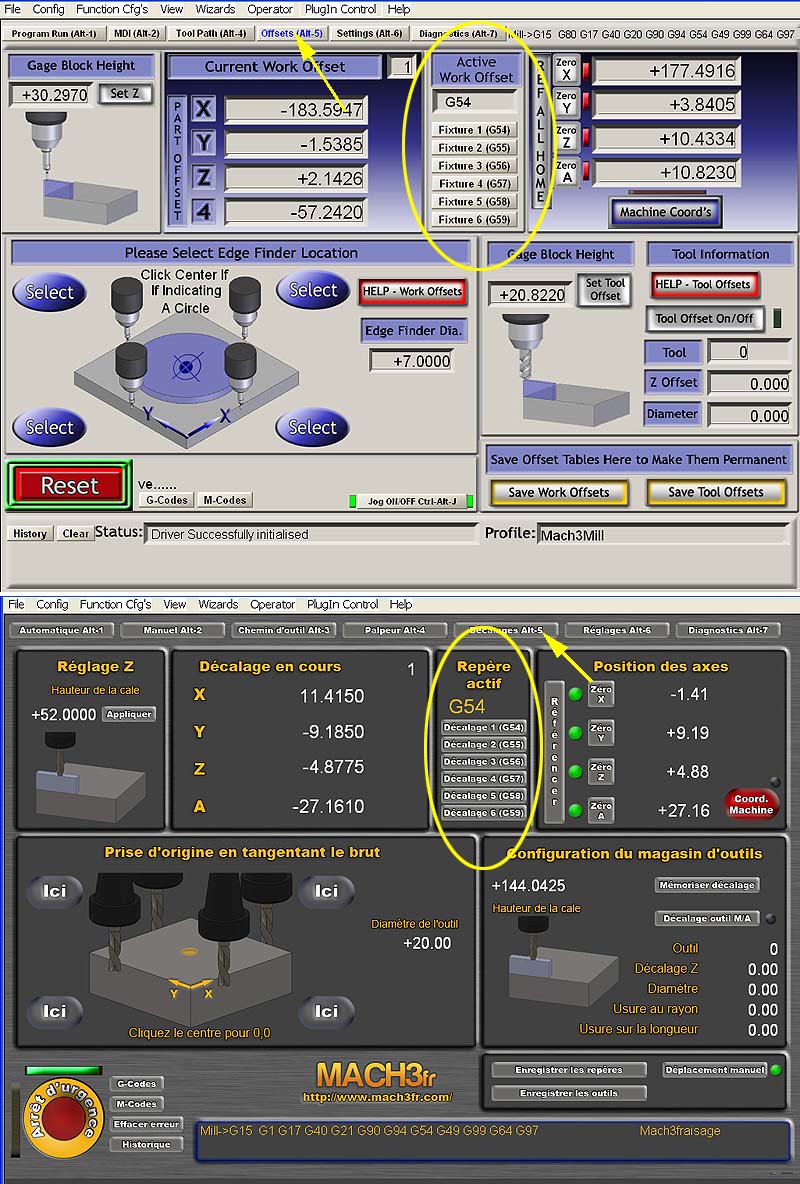
Pour ma part, ça m'agace de devoir changer d'écran et de ne pas voir quel est le réglage en cours d'un seul coup d'oeil, et en plus j'ai un 19" donc j'ai tout ramené sur l'écran principal, en plus de quelques ajouts perso.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Comprendre ce qu'est le " référencement " des axes avec Mach3
![]() Hervé-34 Jeu 20 Aoû 2015 - 12:36
Hervé-34 Jeu 20 Aoû 2015 - 12:36
Merci David !
Un beau jour, il faudra que tu t'embête encore, quand j'ouvrirai
un fil sur ce maudit machsceen !! là, pour moi ça se complique !!
Hervé
Hervé-34- complétement accro
- Messages : 4608
Points : 5827
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Comprendre ce qu'est le " référencement " des axes avec Mach3
![]() dh42 Jeu 20 Aoû 2015 - 16:38
dh42 Jeu 20 Aoû 2015 - 16:38
Hervé-34 a écrit:Bonjour à tous,
Merci David !
Un beau jour, il faudra que tu t'embête encore, quand j'ouvrirai
un fil sur ce maudit machsceen !! là, pour moi ça se complique !!
Hervé
Salut,
Oh, MachScreen n'a rien de compliqué à utiliser si tu te contente de revoir l'organisation des boutons et écrans et/ou le design ; la ou ça se complique c'est si tu veux ajouter de nouvelles fonctions, mais ce n'est pas du fait de MachScreen lui même, mais simplement qu'il faut savoir programmer en visual basic script pour créer ces nouvelles fonctions
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Comprendre ce qu'est le " référencement " des axes avec Mach3
![]() Hervé-34 Sam 28 Mai 2016 - 13:28
Hervé-34 Sam 28 Mai 2016 - 13:28
Bon, le cancre sort du fond de la classe
 !!
!!Après de longues hésitations et j'avoue un certain détachement
( comme tous les cancres !! ), je vais recevoir mes " fins de courses ".
Y-a un truc que je n'ai pas bien compris !! ;
Faut-il des fins de course, pour faire les " référencements "
PLUS des switchs pour faire des limites " machines " ??
Ou, est-ce que les fins de courses servent aussi d'empêcher d'aller
" buter " sur le châssis ? ( grâce aux limites logicielles )
Toutes mes excuses pour ces répétitions !! après je retourne au fond !!
Hervé
Hervé-34- complétement accro
- Messages : 4608
Points : 5827
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Comprendre ce qu'est le " référencement " des axes avec Mach3
![]() chris74 Sam 28 Mai 2016 - 14:49
chris74 Sam 28 Mai 2016 - 14:49

chris74- acharné du forum

- Messages : 478
Points : 860
Date d'inscription : 15/07/2012
Age : 55
Localisation : Haute savoie
Re: Comprendre ce qu'est le " référencement " des axes avec Mach3
![]() dh42 Sam 28 Mai 2016 - 17:19
dh42 Sam 28 Mai 2016 - 17:19
Sur la plupart des machines du commerce, il n'y a que les 3 contacts de référencement et pas de fin de course "physiques".
Une fois la machine référencée grâce aux 3 contacts de référencement, Mach3 connait le point 0 de départ et, si les dimensions de la machine sont renseignées correctement, il connait aussi la course maxi possible sur chaque axe, ce qui fait qu'il peut gérer des fins de course "logiciel" sans qu'il soit besoin d'ajouter en plus des FC physiques.
http://www.metabricoleur.com/t1578-mach3-branchement-et-parametrage-contacts-home-et-e-stop#19339
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Comprendre ce qu'est le " référencement " des axes avec Mach3
![]() Hervé-34 Sam 28 Mai 2016 - 20:44
Hervé-34 Sam 28 Mai 2016 - 20:44
Merci pour vos réponses !!
c'est bien ce que je pensais ! mais bon, je préfère m'en assurer !!
Au fait sur ma carte rouge je n'ai pas " grnd "
mais " COM " puis p11 p12 etc. c'est bien ça ? 1 pin ET le com ??
Merci
Hervé
Hervé-34- complétement accro
- Messages : 4608
Points : 5827
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Comprendre ce qu'est le " référencement " des axes avec Mach3
![]() dh42 Sam 28 Mai 2016 - 20:56
dh42 Sam 28 Mai 2016 - 20:56
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Comprendre ce qu'est le " référencement " des axes avec Mach3
![]() Hervé-34 Dim 29 Mai 2016 - 13:50
Hervé-34 Dim 29 Mai 2016 - 13:50
Une autre " dernière " chtite question !!
Avant d'installer mes contacts sur ma machine, j'aimerai bien
les " essayer " !! est-ce qu'une LED s’allume quand on " touche "
à ce contact ?
Si oui, ou est-elle ? ( parce que je me doute qu'elle n'est pas sur l'écran principal !!
Merci !!
Hervé
Hervé-34- complétement accro
- Messages : 4608
Points : 5827
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Comprendre ce qu'est le " référencement " des axes avec Mach3
![]() chris74 Dim 29 Mai 2016 - 13:54
chris74 Dim 29 Mai 2016 - 13:54
chris74- acharné du forum
- Messages : 478
Points : 860
Date d'inscription : 15/07/2012
Age : 55
Localisation : Haute savoie
Re: Comprendre ce qu'est le " référencement " des axes avec Mach3
![]() Hervé-34 Lun 30 Mai 2016 - 13:21
Hervé-34 Lun 30 Mai 2016 - 13:21
Bon je continue bêtement à me débattre avec mes fins de course !!
Alors, pour les ignorants comme moi, j'explique:
J'ai installé un contact sur un axe et l'ai branché sur ma carte, et puis
je l'ai essayé " a la main " ça me faisait des choses bizarre genre me mettre
en arrêt d'urgence quand je cliquais, et rebelote quand je lâchais !!
Bon, David m'a dit que c'était pas bon, que ça " marchait "
que quand on référençais !! donc j'avais faux !!
Maintenant une question; est-ce que je peut référencer qu'un seul
axe ? ou me faut-il installer mes 3 contacts avant de savoir si tout marche ?
Merci de votre patience !!
Hervé
Hervé-34- complétement accro
- Messages : 4608
Points : 5827
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Comprendre ce qu'est le " référencement " des axes avec Mach3
![]() eric44 Lun 30 Mai 2016 - 13:49
eric44 Lun 30 Mai 2016 - 13:49
Généralement les trois contacts sont sur la même entrée en // donc si le premier merde, ce sera pareil pour les suivants.
En fait pour le référencement les axes viennent les uns après les autres toucher les contacts puis repartent en arrière pour libérer le contact.
Y va à 0,0 faire la touche puis se positionne à 5,5 chez moi
Ca passe à X puis à Z.
@+
Eric

eric44- complétement accro
- Messages : 1658
Points : 2165
Date d'inscription : 04/08/2014
Age : 64
Localisation : Près de Nantes (44) -
Re: Comprendre ce qu'est le " référencement " des axes avec Mach3
![]() Hervé-34 Lun 30 Mai 2016 - 15:53
Hervé-34 Lun 30 Mai 2016 - 15:53
Merci Eric,
Ça je le savais, mais ce que je ne sais pas c'est si on ne peut
installer qu'un contact sur les trois et voir si ça marche !
Je vais mettre les trois comme ça ....
Hervé
Hervé-34- complétement accro
- Messages : 4608
Points : 5827
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Comprendre ce qu'est le " référencement " des axes avec Mach3
![]() toutikini Lun 30 Mai 2016 - 16:58
toutikini Lun 30 Mai 2016 - 16:58
enfin je pense
par contre sur l’écran diagnostique, tu devrait pouvoir voir quelque chose si tu l'actionne à la mano

toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Comprendre ce qu'est le " référencement " des axes avec Mach3
![]() dh42 Lun 30 Mai 2016 - 17:58
dh42 Lun 30 Mai 2016 - 17:58
Hervé-34 a écrit:Bonjour,
Merci Eric,
Ça je le savais, mais ce que je ne sais pas c'est si on ne peut
installer qu'un contact sur les trois et voir si ça marche !
Je vais mettre les trois comme ça ....
Hervé
Salut,
Oui, sur l'écran diagnostique, il y a des boutons pour référencer les axes individuellement (Réf X ... sur la VF)
le schéma de câblage/réglages de Mach3 en fonction du sens des contacts.
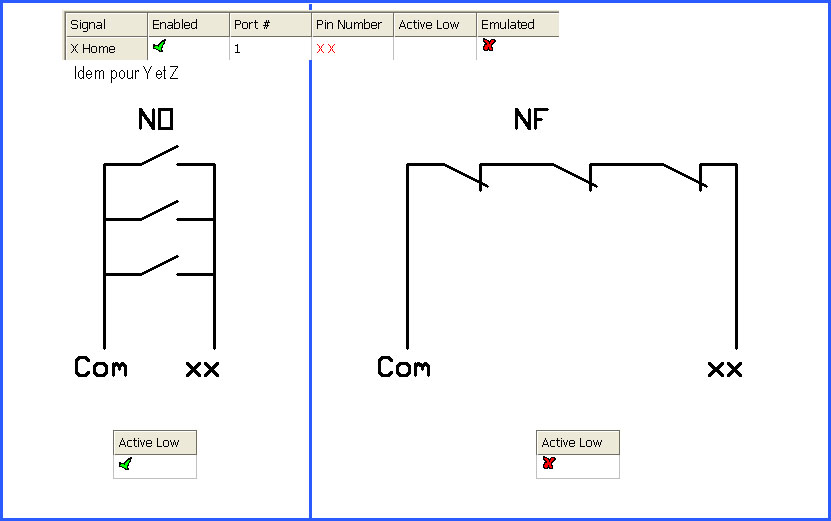
tu utilise les écrans de Mach3FR ? (marron)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Comprendre ce qu'est le " référencement " des axes avec Mach3
![]() ramses Lun 30 Mai 2016 - 23:11
ramses Lun 30 Mai 2016 - 23:11
niveau fonctionnalite, securite et facilite de recherche de defaut, je ne peux que vous inciter a fonctionner avec les contacts en serie en NF. Mai bon, ce n'est jamais que mon avis hein ...
Bien a vous tous

ramses- complétement accro
- Messages : 2018
Points : 2540
Date d'inscription : 10/07/2011
Age : 64
Localisation : Province de Namur en BELGIQUE
Contenu sponsorisé
Page 1 sur 4 • 1, 2, 3, 4

 Sujets similaires
Sujets similaires» CNC 6040 4 axes neuve et Mach3 fourni avec.
» mach3 et 5 axes
» ROTATION DES AXES MACH3
» [Mach3] Config 4eme axes