






ROTATION DES AXES MACH3
2 participants
Page 1 sur 1

 ROTATION DES AXES MACH3
ROTATION DES AXES MACH3
![]() WF Dim 14 Avr 2024 - 11:00
WF Dim 14 Avr 2024 - 11:00
bonjour à Tous et à DH42 en particulier
Voila je fais une serie de piece ( Gcode fusion ) dans une plaque d alu et il reste une bande de metal pas suffisament large pour prendre la piece en largeur axe x-- x++
donc le vais sur la page midi bouton systeme de rotation d axe je rentre 90° une partie seul du programme tourne je fais -90° idem
etrange
merci d avance pour votre aide
Voila je fais une serie de piece ( Gcode fusion ) dans une plaque d alu et il reste une bande de metal pas suffisament large pour prendre la piece en largeur axe x-- x++
donc le vais sur la page midi bouton systeme de rotation d axe je rentre 90° une partie seul du programme tourne je fais -90° idem
etrange
merci d avance pour votre aide

WF- très actif

- Messages : 281
Points : 398
Date d'inscription : 17/09/2018
Age : 72
Localisation : Bondy

ROTATION DES AXES MACH3
![]() WF Dim 14 Avr 2024 - 11:04
WF Dim 14 Avr 2024 - 11:04
voila les photos d ecrans
une partie du gcode ( Fusion 360 ) tourne le reste fait des trucs bizares
merci pour vos lumiere
à bientot
une partie du gcode ( Fusion 360 ) tourne le reste fait des trucs bizares
merci pour vos lumiere
à bientot
WF- très actif
- Messages : 281
Points : 398
Date d'inscription : 17/09/2018
Age : 72
Localisation : Bondy
Re: ROTATION DES AXES MACH3
![]() dh42 Dim 14 Avr 2024 - 20:07
dh42 Dim 14 Avr 2024 - 20:07
Salut
C'est le G18 ligne N120 qui pose problème, le Gcode change de plan de travail (G18 = plan XZ) pour faire une courbe sur le plan XZ ... et la rotation de GCode ne fonctionne QUE sur le plan XY (G17), donc ça la désactive pour tout ce qui est usiné en G18.

Il faudrait que tu trouves si, dans Fusion, il y a un moyen d'interdire le changement de plan(*) ou de supprimer ce rayon en XZ, je ne sais pas ce que c'est, peut être une "entrée" dans la matière, à moins que ce ne soit ton modèle qui ai ce congé en fond d'usinage ...
Si on supprime simplement le G18 ligne 120, bien sur, la courbe disparait dans le plan XZ et ça descend en biais, mais ça fait une courbure dans le plan XY. Par contre la rotation fonctionne dans ce cas. Si on supprime purement et simplement la ligne 120 (et les autres rayons en XZ concernés), ça ne le fait pas non plus car dans ce cas l'usinage suivant (G1 X90.5) ne se fait pas à la bonne profondeur vu qu'il manque le rayon. (Z = 0.1 au lieu de -0.4 avec le rayon de 0.5)
toute la partie Face2 est usinée en G18, on ne repasse en G17 qu'à la ligne 810
Les courbes affectées par la suppression du G18 ligne 120 sont aux lignes 120, 250, 300, 430, 480, 610, 660, 790
(*) si on reste en plan XY, les arcs qui sont sur le plan XZ ou YZ seront fait sous forme de micro segments droits car il n'y a que pour les arcs que le changement de plan est nécessaire, une droite quand à elle peut être tracé de n'importe quel point vers n'importe quel autre, qu'elle soit // au plan en cours ou non, y compris si elle n'est // à aucun plan. (et ce que l'on soit en G17, G18 ou G19)
++
David
C'est le G18 ligne N120 qui pose problème, le Gcode change de plan de travail (G18 = plan XZ) pour faire une courbe sur le plan XZ ... et la rotation de GCode ne fonctionne QUE sur le plan XY (G17), donc ça la désactive pour tout ce qui est usiné en G18.

Il faudrait que tu trouves si, dans Fusion, il y a un moyen d'interdire le changement de plan(*) ou de supprimer ce rayon en XZ, je ne sais pas ce que c'est, peut être une "entrée" dans la matière, à moins que ce ne soit ton modèle qui ai ce congé en fond d'usinage ...
Si on supprime simplement le G18 ligne 120, bien sur, la courbe disparait dans le plan XZ et ça descend en biais, mais ça fait une courbure dans le plan XY. Par contre la rotation fonctionne dans ce cas. Si on supprime purement et simplement la ligne 120 (et les autres rayons en XZ concernés), ça ne le fait pas non plus car dans ce cas l'usinage suivant (G1 X90.5) ne se fait pas à la bonne profondeur vu qu'il manque le rayon. (Z = 0.1 au lieu de -0.4 avec le rayon de 0.5)
toute la partie Face2 est usinée en G18, on ne repasse en G17 qu'à la ligne 810
Les courbes affectées par la suppression du G18 ligne 120 sont aux lignes 120, 250, 300, 430, 480, 610, 660, 790
(*) si on reste en plan XY, les arcs qui sont sur le plan XZ ou YZ seront fait sous forme de micro segments droits car il n'y a que pour les arcs que le changement de plan est nécessaire, une droite quand à elle peut être tracé de n'importe quel point vers n'importe quel autre, qu'elle soit // au plan en cours ou non, y compris si elle n'est // à aucun plan. (et ce que l'on soit en G17, G18 ou G19)
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

ROTATION DES AXES MACH3
![]() WF Lun 15 Avr 2024 - 15:07
WF Lun 15 Avr 2024 - 15:07
Merci pour l aide precieuse
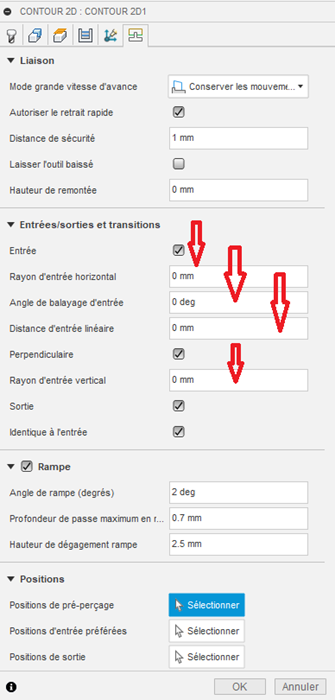
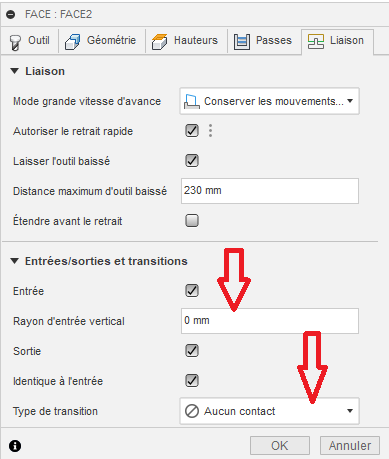
voila selon les conseils de DH42 notre maitre j ai effectue des modifs dans Fusion 360 voir les photos A1à D4 et cela fonctionne et voila le fichier gcode que l on peut orienter dans tous les sens


Merci encore et bon courage à Tous
à Bientot
voila selon les conseils de DH42 notre maitre j ai effectue des modifs dans Fusion 360 voir les photos A1à D4 et cela fonctionne et voila le fichier gcode que l on peut orienter dans tous les sens




Merci encore et bon courage à Tous
à Bientot
WF- très actif
- Messages : 281
Points : 398
Date d'inscription : 17/09/2018
Age : 72
Localisation : Bondy

 Sujets similaires
Sujets similaires» mach3 et 5 axes
» USINAGE CNC 4 AXES SOUS MACH3
» [Mach3] Config 4eme axes
» Incrément des axes avec Mach3
» Comprendre ce qu'est le " référencement " des axes avec Mach3
» USINAGE CNC 4 AXES SOUS MACH3
» [Mach3] Config 4eme axes
» Incrément des axes avec Mach3
» Comprendre ce qu'est le " référencement " des axes avec Mach3
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum