






CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
Page 8 sur 11 •  1, 2, 3 ... 7, 8, 9, 10, 11
1, 2, 3 ... 7, 8, 9, 10, 11 

 Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() Hervé-34 Sam 4 Juin 2016 - 13:06
Hervé-34 Sam 4 Juin 2016 - 13:06
dh42 a écrit:pour moi, quand le portique s'éloigne de moi il va de Y 0 -> Y + 270
Lol, le portique d'une ID CNc est fixe, si il s'éloigne de toi, il faut commencer à t'inquiéter
Sur la plupart des CN, c'est soit le portique soit la table qui bouge
++
David
Toutes mes excuses !! je m'exprime mal en général à propos du " portique " !!
En fait, ( je suppose que tu l'as compris ) je parle de la broche qui est
sur le portique !! bien sur que le portique est fixe !! ( heureusement !! )
Le plus difficile à percevoir au début, c'est d'appuyer sur la touche gauche
pour que la table se déplace vers la droite !! pour que logiciellement
la broche elle vienne à gauche !!
Merci,
Hervé
Hervé-34- complétement accro

- Messages : 4611
Date d'inscription : 07/07/2014

Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() dh42 Sam 4 Juin 2016 - 17:07
dh42 Sam 4 Juin 2016 - 17:07
Les coordonnées machine ne servent que pour les limites logiciel et éventuellement pour envoyer les axes à une position fixe et invariable de la machine, par contre elles ne servent pas en usinage.
pour l'usinage, tu utilise les coord pièce, donc tu fait correspondre ton 0,0 de cambam (le centre de la croix) avec un point sur ta pièce. Par exemple si sur CB tu à mis le 0,0 dans le coin du bas à gauche de ta plaque de matière, tu devra faire ton 0,0 pièce au même endroit sur la machine.
le principe consiste donc à amener tes axes manuellement à l'endroit ou tu veux ton 0 pièce, puis à mettre les axes à 0 à cet endroit avant de lancer le Gcode.
http://www.metabricoleur.com/t5314p25-fabrication-cnc-coffret-electrique-en-mdf#89192
http://www.metabricoleur.com/t401-cn-du-dessin-a-la-piece-debutants
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() calagan57 Sam 4 Juin 2016 - 18:22
calagan57 Sam 4 Juin 2016 - 18:22
Merci à toi je vais regarder ce sliens

Sinon je vais commander un fraise à surfacer chez CNCfraise il existe un gcode configurable pour surfacer un martyr?
merci bien


calagan57- très actif

- Messages : 223
Points : 253
Date d'inscription : 24/01/2016
Age : 43
Localisation : Metz
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() dh42 Sam 4 Juin 2016 - 18:27
dh42 Sam 4 Juin 2016 - 18:27
j'ai vu cette histoire d'onglet "décalage" et c'est pile ce que je recherche
Oui, tu peux mémoriser plusieurs décalage (donc plusieurs pt 0 pièce différents)
voir ici pour plus d'info sur les relations entre coord machine, coord pièce (de travail), décalages.
http://www.metabricoleur.com/t9895-comprendre-ce-qu-est-le-referencement-des-axes-avec-mach3#188703
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() dh42 Sam 4 Juin 2016 - 18:31
dh42 Sam 4 Juin 2016 - 18:31
En général, la position de référencement, c'est aussi la position "parking" de la machine, et il est plus pratique pour travailler d'avoir le portique au fond que devant, ça te permet de positionner tes pièces sans être gêné par le portique. Je serais toi, je mettrais le contact de rèf du Y à l'arrière de la machine plutôt qu'à l'avant et je référencerais au fond à droite ou au fond à gauche.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() calagan57 Sam 4 Juin 2016 - 21:41
calagan57 Sam 4 Juin 2016 - 21:41
calagan57- très actif
- Messages : 223
Points : 253
Date d'inscription : 24/01/2016
Age : 43
Localisation : Metz
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() calagan57 Sam 4 Juin 2016 - 22:58
calagan57 Sam 4 Juin 2016 - 22:58
Je suis maintenant tout près de mon premier test d'usinage
Avant cela je voudrais comprendre et me servir de l'auto zero z sous mach3. J'ai bien compris le principe : quand la fraise touche le support métallique ça ferme le circuit et indique à mach3 la hauteur du brute mais j'arrive pas à configurer ça dans mach3... il existe une vidéo/tuto pour ça?
Pour info j'ai acheté ça sur aliexpress : http://fr.aliexpress.com/item/New-CNC-Z-Axis-Tool-Setting-Touch-Plate-Probe-Mach3-Router-Mill-Milling-Tools/32556654515.html
merci à vous!
calagan57- très actif
- Messages : 223
Points : 253
Date d'inscription : 24/01/2016
Age : 43
Localisation : Metz
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() dh42 Sam 4 Juin 2016 - 23:13
dh42 Sam 4 Juin 2016 - 23:13
l'autre fil sur une entrée de la carte, configurée dans les ports&pins sur palpeur (probe) avec le n° de pin utilisée.
exemple, ici (image du bas), le palpeur est sur la pin n° 12 configuré dans la ligne probe
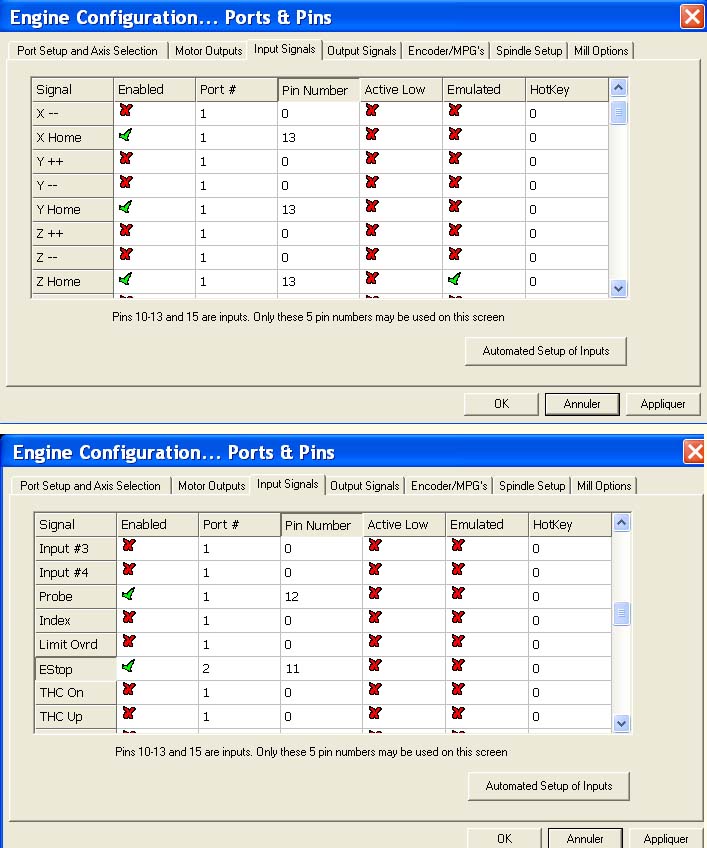
pour vérifier que ça marche, tu regarde sur l'écran diagnostique si la LED palpeur s'allume quand tu met la pince en contact avec le dessus de la plaque.
(si ça marche à l'envers, inverse active low)
dans l'écran palpeur, tu règle hauteur du palpeur = la hauteur du bloc palpeur
coord Z de la surface palpée = 0 (donc la surface sur laquelle repose le palpeur sera = 0 )
vitesse de palpage: essai 100, moins si tu trouve que c'est trop brutal.
coord Z de retour: j'ai un trou, sur la VF, je ne me rappel pas si ce sont des coord relatives ou absolues, dans le doute, met une valeur = hauteur du palpeur + 5 (si ton palpeur fait 20mm de haut, tu rentre 25) .. et tu verra de combien la fraise remonte au dessus du palpeur. (25 ou 5mm)
clique sur "palper sur place" laisse descendre un peu, puis fait toucher la pince sur la plaque pour simuler un contact fraise et regarde ce qui se passe. (histoire de ne pas flinguer une fraise si ça ne marche pas)

++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() calagan57 Sam 4 Juin 2016 - 23:22
calagan57 Sam 4 Juin 2016 - 23:22
 Tu es un bot ou quelque chose de ce genre c'est pas possible!!
Tu es un bot ou quelque chose de ce genre c'est pas possible!! 
Merci encore (et toujours) à toi David!
Demain je me prépare un petit fichier cambam pour faire une petite boite pour mon arrêt d'urgence comme ça :
Comme modif :
- prévoir passage 4 vis longue pour assemblage avec poche en forme d'écrou sur le fond
-faire attention à l'épaisseur de la face où sera vissé le bouton apparemment sur le mien je peux avoir moins de 10mm...
C'est bien pour commencer, non? sur du MDF de 16mm, 3 épaisseur devrait suffire je pense avec une fraise diam 3 ça va prendre du temps
calagan57- très actif
- Messages : 223
Points : 253
Date d'inscription : 24/01/2016
Age : 43
Localisation : Metz
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() dh42 Sam 4 Juin 2016 - 23:51
dh42 Sam 4 Juin 2016 - 23:51
avec une fraise diam 3 ça va prendre du temps
pas tant que ça, dans du MDF tu peux prendre 3mm de passe sans risque.
pour une 2 dents: rotation 20000 tr, avance 1200 mm/min, plongée 600 mm/min, recouvrement 0.4 à 0.6
sur du MDF de 16mm, 3 épaisseur devrait suffire je pense
donc 48mm moins 10mm = une poche de 38mm ... pas facile avec une fraise de 3 qui doit faire 40mm de long au total et qui vas sortie de ~ 20/25mm de la pince maxi
edit: oups, c'est effectivement ce qu'il fait sur la vidéo, mais le temps que ça charge, j'avais répondu
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() calagan57 Sam 4 Juin 2016 - 23:59
calagan57 Sam 4 Juin 2016 - 23:59

Demain je dessine les formes sous sketchup et je prépare l'usinage sous cambam
Avant biensur je teste le auto tool zero
merci encore!
calagan57- très actif
- Messages : 223
Points : 253
Date d'inscription : 24/01/2016
Age : 43
Localisation : Metz
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() dh42 Dim 5 Juin 2016 - 0:12
dh42 Dim 5 Juin 2016 - 0:12
je te met le fichier en exemple, attention les cotes ne sont pas forcement ce qu'il te faut et il faudrait ajouter des trous aux 4 angles.
++
David
- Fichiers joints

- AU.zip Vous n'avez pas la permission de télécharger les fichiers joints.(3 Ko) Téléchargé 8 fois
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() calagan57 Dim 5 Juin 2016 - 9:32
calagan57 Dim 5 Juin 2016 - 9:32
Tu l'as fait! Quelques petites modif que tu ne pouvais pas savoir:
- l'épaisseur du brut est en fait de 18m> j'adapterais les profondeurs
- Ce n'est pas du MDF mais de l'aggloméré je n'ai que ça en stock aujourd'hui ça suffira> ca change rien aux paramètres de coupe?
- En fait son boitier (sur la vidéo) n'est pas fermé au fond, moi je voudrais un boitier fermé pour pouvoir le balader > modif de l'usinage du fond en poche
- le Bp fait 42mm de profondeur> donc je vais devoir laisser une épaisseur de 5mm au lieu de 6mm (comme je fais une poche pour le fond)
- ajout de 4 perçages au coins pour la fixation (il faut que je la joue fine pour le diam/longueur histoire de pas devoir trouver des vis au diam/longueur éxotique
 )
)MERCI MERCI c'est vraiment sympa

calagan57- très actif
- Messages : 223
Points : 253
Date d'inscription : 24/01/2016
Age : 43
Localisation : Metz
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() calagan57 Dim 5 Juin 2016 - 19:33
calagan57 Dim 5 Juin 2016 - 19:33
Premier usinage effectué!
Je suis tout ému même si j'ai galéré
J'ai un gros souci entre mon zero machine qui du fait de la position de mes contacts est à X++,Y--,Z++ et les coordonnées pièces dans cambam....
D'ailleurs je me suis posé la question suivante : il faut d'abord effectué le décalage et ensuite le palpeur Z , ou l'inverse? vous confirmez aussi qu'il ne faut pas mettre à zéro le Z une fois le prise palpeur effectuée ?
Niveau usinage je me suis fait avoir pour la pièce du milieu : j'ai effectué le contour extérieur avant le contour inférieur et comme mes attaches n'étaient clairement pas assez épaisses la pièce a sauté mais aucune casse! OUF! d'ailleurs il faut vraiment que je contrôle la broche avec l'AU car la machine s'est bien arrêtée mais la broche a continué à tourner...
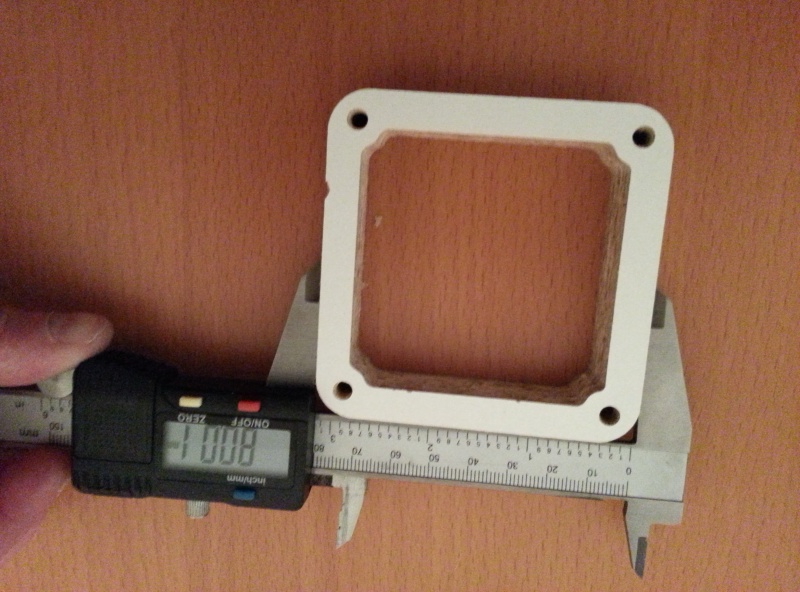



Voilà un boitier AU amovible pour l'avoir toujours près de moi
C'est bête comme objet mais je suis pas peu fier (et encore merci à David au passage d'avoir mâché le boulot ) La plupart des éclats été issu du mauvais traitement de la plaque (une vielle chute qui me servait de martyr Voilà j'attends vos commentaires sur le bruit que fait la fraiseuse ou autre truc qui cloche Vous prenez combien de "jeu" quand vous usinez un toru de passage par exemple car j'ai mesuré l'AU (22mm) j'ai demandé 22m et j'ai eu 2mm du coup ça passe au chausse pied
merci à vous!
calagan57- très actif
- Messages : 223
Points : 253
Date d'inscription : 24/01/2016
Age : 43
Localisation : Metz
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() dh42 Dim 5 Juin 2016 - 20:03
dh42 Dim 5 Juin 2016 - 20:03
J'ai un gros souci entre mon zero machine qui du fait de la position de mes contacts est à X++,Y--,Z++ et les coordonnées pièces dans cambam....
Tant que tu n'a pas fait ton 0,0 pièce (travail), l'affichage est incorect car il utilise la dernière position 0 (pièce) connue tant que tu ne lui en donne pas une autre (et vu que c'est la 1iere utilisation, il y a des chance qu'il utilise le 0 machine comme 0 pièce)
- 1 démarrer la machine
- 2 lancer le référencement
- 3 installer le bout de matière
- 4 déplacer ta fraise de façon à l'amener à ce qui doit être le 0,0 pièce -> puis mettre les visu X et Y à 0 quand la fraise est à cette position.
- 5 utilise ton palpeur pour prendre le 0 en Z
- 6 charge le Gcode.
- 7 lance l'usinage.
si tu charge le Gcode avant de faire le 0,0,0 pièce, c'est normal que l'affichage de Mach3 ne corresponde pas, une fois le 0,0,0 fait, clique sur le bouton bleu "rafraichir" pour synchroniser l'affichage avec ton nouveau 0.
pour débuter, tu n'a pas vraiment besoin de te soucier des décalages ; par défaut, Mach3 démarre avec le décalage G54 actif, et ça devrait te suffire tant que tu n'a pas plusieurs pièces qui utilisent simultanément un 0 pièce différent.
Vous prenez combien de "jeu" quand vous usinez un trou
pour ma part, 0.1 dans le métal ou le plastique, 0.2 dans le bois et dérivés
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() Hervé-34 Dim 5 Juin 2016 - 20:42
Hervé-34 Dim 5 Juin 2016 - 20:42
calagan57 a écrit:Hello à tous!
j'ai demandé 22m et j'ai eu 2mm du coup ça passe au chausse pied
merci à vous!
Je suppose que tu voulais dire -- j'ai eu 22 --
mais n'oublie pas que c'est une CNC !! tu demandes 22 tu as 22 et là
ça ne passe pas !! j'ai déjà eu ce problème !!
Maintenant, ne pas prendre trop de jeu !! il faut juste juste !!
Bravo, je te comprend !! belle émotion !!
Hervé

Hervé-34- complétement accro
- Messages : 4611
Points : 5830
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() toutikini Lun 6 Juin 2016 - 8:32
toutikini Lun 6 Juin 2016 - 8:32

toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() Hervé-34 Lun 6 Juin 2016 - 12:39
Hervé-34 Lun 6 Juin 2016 - 12:39
Comme je ne suis pas encore lassé de tout ça,
c'est à chaque fois que ma machine me sort un truc bien,
que je me réjoui comme un gosse !!
Hervé
Hervé-34- complétement accro
- Messages : 4611
Points : 5830
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() athanase Lun 6 Juin 2016 - 22:47
athanase Lun 6 Juin 2016 - 22:47
COOL !
Bienvenu dans le club !
athanase- complétement accro
- Messages : 648
Points : 1160
Date d'inscription : 10/01/2014
Age : 54
Localisation : Tarn
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() calagan57 Mer 8 Juin 2016 - 9:44
calagan57 Mer 8 Juin 2016 - 9:44
Désolé j'ai pu répondre avant
dh42 : Merci pour la procédure j'ai testé et c'est pile poile ça!
Sinon petite question sur cambam : je vais réaliser une boite pour l'électronique. Je compte faire un assemblage de ce type:

Est-ce que je peux dessiner sans aucun jeu et ensuite je peux spécifier dans cambam un jeu de 0.2mm ou je dois le prévoir de suite sur le dessin? Vous mettez 0.2mm pour chaque pièce (soit 0.4 au total) ou juste sur une pièce?
Merci à tous!
calagan57- très actif
- Messages : 223
Points : 253
Date d'inscription : 24/01/2016
Age : 43
Localisation : Metz
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() athanase Mer 8 Juin 2016 - 13:48
athanase Mer 8 Juin 2016 - 13:48
Moi je laisse le dessin tel quel. Puis sur une des pièces à assembler je fais le jeu via l'option surépaisseur de l'opération de contour.
Je crois qu'il faut mettre une valeur négative pour enlever plus de matière, à vérifier dans la fenêtre info quand tu cliques sur cette option.
athanase- complétement accro
- Messages : 648
Points : 1160
Date d'inscription : 10/01/2014
Age : 54
Localisation : Tarn
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() calagan57 Mer 8 Juin 2016 - 14:22
calagan57 Mer 8 Juin 2016 - 14:22
c'est parfait si ça existe
Il faut que je me trouve des plaques à graver pour la façade de la machine histoire que cela fasse propre ou alors une fraise à graver dans le bois...
calagan57- très actif
- Messages : 223
Points : 253
Date d'inscription : 24/01/2016
Age : 43
Localisation : Metz
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() dh42 Mer 8 Juin 2016 - 17:42
dh42 Mer 8 Juin 2016 - 17:42
Pareil, surépaisseur de -0.05 partout, ce qui au final fait un jeu de 0.2 au niveau des assemblages.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() calagan57 Dim 12 Juin 2016 - 12:27
calagan57 Dim 12 Juin 2016 - 12:27
 J'avais oublié de te remercier pour la réponse !
J'avais oublié de te remercier pour la réponse !
calagan57- très actif
- Messages : 223
Points : 253
Date d'inscription : 24/01/2016
Age : 43
Localisation : Metz
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() calagan57 Sam 18 Juin 2016 - 16:15
calagan57 Sam 18 Juin 2016 - 16:15
Première pièce pété sur ma CNC : un accouplement moteur de l'axe Z.... ça pète vite ces trucs là ou j'ai un problème ? Je vais en recommander histoire de pas être pris de court

Sinon j'ai reçu mes guides chaines de Chine! Rapide cette fois! 9.80€ les 3m frais de port inclus, ça vaut le coup de patienter!

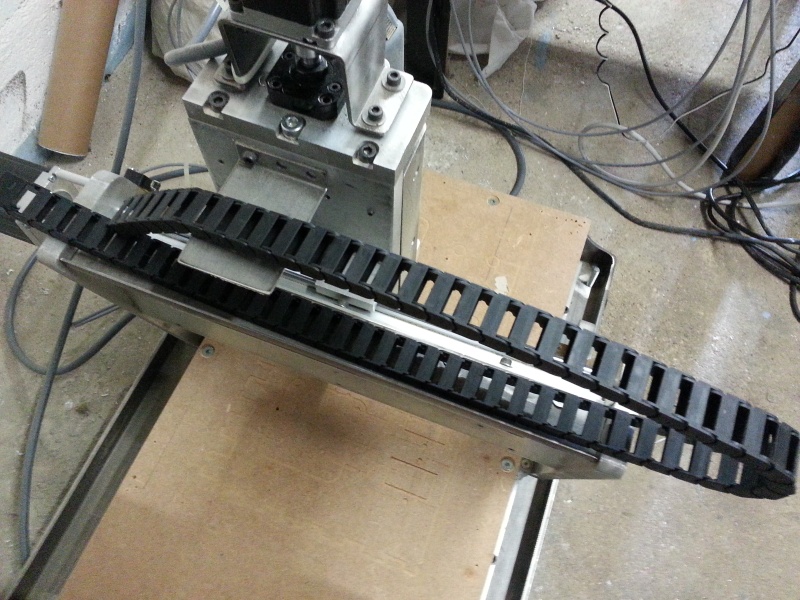
J'attends de finir mon coffret et de recevoir ma pince à sertir les cosses et j'attaque le câblage définitif!
@+
calagan57- très actif
- Messages : 223
Points : 253
Date d'inscription : 24/01/2016
Age : 43
Localisation : Metz
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() dh42 Sam 18 Juin 2016 - 21:17
dh42 Sam 18 Juin 2016 - 21:17
Si tu casse trop de coupleurs, il faudrait peut être utiliser un modèle plus solide, dans le genre de ceux de la BZT.
pense aussi à vérifier l'alignement vis/arbre moteur, le décalage est peut être trop important pour le coupleur, ce qui le fait casser.
http://www.sorotec.de/shop/CNC-Mechanics/Couplings/-20mm-Couplings/

++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Contenu sponsorisé
Page 8 sur 11 • 1, 2, 3 ... 7, 8, 9, 10, 11

 Sujets similaires
Sujets similaires» Macro de palpage et changement d'outils quand on pilote Mach3 par usb
» problème programme mach3
» Problème avec la fonction palpage.
» Problème avec Mach3 au Palpage Outils