






CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
Page 10 sur 11 •  1, 2, 3 ... , 9, 10, 11
1, 2, 3 ... , 9, 10, 11 

 Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() dh42 Dim 17 Juil 2016 - 18:46
dh42 Dim 17 Juil 2016 - 18:46
trouvé sur le forum Mach3
http://www.machsupport.com/forum/index.php/topic,28292.0.html
même constat que moi
Ger21 a écrit:Version 3.043.066 is known to be buggy.
++
David
dh42- Admin

- Messages : 25660
Date d'inscription : 21/06/2009 -


Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() calagan57 Dim 17 Juil 2016 - 20:20
calagan57 Dim 17 Juil 2016 - 20:20
Je vérifierai demain la version de mach3. C'est tout de même bizarre car ça marchait bien depuis 2 jours pourtant


calagan57- très actif

- Messages : 223
Points : 253
Date d'inscription : 24/01/2016
Age : 43
Localisation : Metz
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() toutikini Lun 18 Juil 2016 - 8:46
toutikini Lun 18 Juil 2016 - 8:46
J'ai constaté ce beug également.
Sans savoir pourquoi, il me faut allumer la broche (M5) alors qu'elle s’éteint toute seule en fin de prog (M5 Egalement)
Mais le lendemain (redémarrage du pc) le même prog passe sans souci: la broche s'allume et s'éteint seule, sans que je n'y ai apporté quelques modifications que ce soit

toutikini- complétement accro

- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() Dagda Mar 19 Juil 2016 - 11:17
Dagda Mar 19 Juil 2016 - 11:17
Classique problème de CEM ... parasitage aléatoire.toutikini a écrit:Bonjour,
J'ai constaté ce beug également.
Sans savoir pourquoi, il me faut allumer la broche (M5) alors qu'elle s’éteint toute seule en fin de prog (M5 Egalement)
Mais le lendemain (redémarrage du pc) le même prog passe sans souci: la broche s'allume et s'éteint seule, sans que je n'y ai apporté quelques modifications que ce soit
Le système est pil poil sur la jonction entre "ça marche nickel" / "ça bug" ... un poil d'arrière train de drosophile peut faire basculer le système du mauvais côté.
Vérifier vos câblage, vos masses ... tout doit être blindé, monté dans des coffrets métallique raccordé à la référence électrique (je dis bien "masse" et "référence électrique" ... ne pas confondre avec le PE ... la "terre")
D.

Dagda- complétement accro
- Messages : 797
Points : 834
Date d'inscription : 18/02/2016
Age : 43
Localisation : Fontenay sous Bois
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() calagan57 Mar 19 Juil 2016 - 19:09
calagan57 Mar 19 Juil 2016 - 19:09
Tu avais raison David, c'est bien la dernière version de mach3 qui est installée
Dagda: je verrais si le changement de version améliore les choses
sinon je suis en train de comprendre comment installer le comparateur sur la broche pour le calage de ma table... C'est vraiment pas simple de régler le comparateur... Il bouge dès que je veux mettre à zéro en tournant le quadrant....
j'ai acheté ça :
https://www.amazon.fr/gp/product/B000LFXR5E/ref=oh_aui_detailpage_o00_s00?ie=UTF8&psc=1
https://www.amazon.fr/gp/product/B000LFYK0A/ref=oh_aui_detailpage_o01_s00?ie=UTF8&psc=1
vous faites comment vous?
@++
calagan57- très actif
- Messages : 223
Points : 253
Date d'inscription : 24/01/2016
Age : 43
Localisation : Metz
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() Hagar Mar 19 Juil 2016 - 19:31
Hagar Mar 19 Juil 2016 - 19:31
Cette histoire de broche qui ne démarre plus, ça m'arrive aujourd'hui même, à moi aussi.
Un programme passe normalement. Celui d'après, plus de broche. Re-test du premier programme, pareil : plus de broche. J'ai aussi le fameux message.
Le mauvais oeil est passé pile à ce moment-là.
En trois ans d'utilisation de Mach3, jamais eu ce problème et là, on est plusieurs à le constater en même temps...
On se cotise pour un exorcisme collectif ?
Hagar- complétement accro
- Messages : 649
Points : 1033
Date d'inscription : 28/12/2011
Age : 54
Localisation : Près de Caen
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() calagan57 Mar 19 Juil 2016 - 19:50
calagan57 Mar 19 Juil 2016 - 19:50


Effectivement c'est bizarre bizarre

tu as aussi la dernière version de mach3?
calagan57- très actif
- Messages : 223
Points : 253
Date d'inscription : 24/01/2016
Age : 43
Localisation : Metz
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() Hagar Mar 19 Juil 2016 - 19:58
Hagar Mar 19 Juil 2016 - 19:58
Hagar- complétement accro
- Messages : 649
Points : 1033
Date d'inscription : 28/12/2011
Age : 54
Localisation : Près de Caen
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() calagan57 Mar 19 Juil 2016 - 20:01
calagan57 Mar 19 Juil 2016 - 20:01
Attendons de voir la réaction de David, ça devrait le faire sourire
calagan57- très actif
- Messages : 223
Points : 253
Date d'inscription : 24/01/2016
Age : 43
Localisation : Metz
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() dh42 Mar 19 Juil 2016 - 20:51
dh42 Mar 19 Juil 2016 - 20:51
Attendons de voir la réaction de David, ça devrait le faire sourire
Pas sur ; je ne suis pas à l’abri de ce genre de bizarreries et apparemment toutes les versions de Mach3 ne sont pas parfaites ...et les réactions ne sont pas les même en fonctions des PC ... CPU, Chipset ? .. je ne sais pas

Pour l'instant, j'utilise la 3.043.062 sur la CN, mais pas depuis longtemps ; je vous dirais si je rencontre le même pb
j'avais aussi ce pb de broche qui ne démarre pas tj avec la 3.043.022 sur une des 2 CN, je l'ai remplacé par une version plus ancienne (3.042.036) et ça à réglé le problème, par contre il semble que la gestion du port // fonctionne mieux pour moi avec la 3.043.062 qu'avec la 3.042.036.
ce qui est sur, c'est que sur la dernière 066, j'ai noté des bugs avec les macros (et le M3, comme le référencement des axes sont des macro Visual Basic)
ce que je ne comprends pas, c'est que ça se produise subitement au bout de tout ce temps
Je reviens plus tard, je vous mettrais un autre post processeur Mach3 avec une petite modif, peut être que ça réglera le pb (c'est suite à un truc vu sur CNc zone ... à voir si ça marche)
Classique problème de CEM ... parasitage aléatoire.
Oui, c'est une plaie ces trucs, mais la je ne pense pas que ça vienne de la ; on a clairement un message "erreur script" ; c'est Mach3 qui plante en tentant d’exécuter le script M3.m1s (qui se trouve dans un dossier c:\mach3\macro\nom_de_ta_config)
C'est vraiment pas simple de régler le comparateur... Il bouge dès que je veux mettre à zéro en tournant le quadrant....
Lol ! ... c'est pas gros 1/100 ieme
++
David
Dernière édition par dh42 le Mar 19 Juil 2016 - 20:57, édité 1 fois
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() Hagar Mar 19 Juil 2016 - 20:55
Hagar Mar 19 Juil 2016 - 20:55
Même si c'est pour Miss France.
On lui doit bien ça...
Pour ma culture, "CEM", c'est Cassoulet Electro-Magnétique ou quelque chose comme ça ?
Hagar- complétement accro
- Messages : 649
Points : 1033
Date d'inscription : 28/12/2011
Age : 54
Localisation : Près de Caen
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() dh42 Mar 19 Juil 2016 - 22:04
dh42 Mar 19 Juil 2016 - 22:04
Voila un PP pour Mach3 (c'est celui qui est ici que j'ai modifié)
pour le mettre en place, dans CB, menu outil/explorer le dossier système -> mettre le fichier décompressé dans le dossier Post.
menu outil/recharger les post processeurs.
si vous n'utilisiez pas déjà ce PP, pensez à changer les options pour le mettre par défaut, ou par le sélectionner dans le dossier Usinage.
attention, si il y a déjà un PP sélectionné dans le dossier Usinage, il sera utilisé à la place de celui défini par défaut. Pour faire simple, si dans le dossier usinage la ligne post processeur est vide, c'est OK, celui que vous avez défini par défaut sera utilisé, sinon, si la ligne contient le nom d'un PP autre que Mach3-CutViewer-tools, vous devrez sélectionner Mach3-CutViewer-tools dans la liste, et re sauver votre fichier.
http://www.atelier-des-fougeres.fr/Cambam/Aide/cam/PostProcessor.htm
tout ce qui change, c'est qu'au lieu de sortir le code:
M3 S12000
il sort le code
S12000
M3
d'une lecture sur le forum mach3 (ou CNc zone, je ne sais plus), il semble que certaines versions de Mach3 n'aiment pas recevoir un M3 sans avoir eu une consigne de vitesse en premier. J'ai également découpé la séquence en 2 lignes. ... à voir si ça change quelque chose.
pour vous assurer que c'est bien le bon PP qui a été utilisé, regardez l'en tête de votre Gcode.
les 3 premières lignes devraient être.
( Made using CamBam - http://www.cambam.co.uk )
( base 7/19/2016 9:58:50 PM )
( Post-processeur: Mach3-CutViewer-tools - version 2)
++
David
- Fichiers joints

- Mach3-CutViewer-tools.zip Vous n'avez pas la permission de télécharger les fichiers joints.(1 Ko) Téléchargé 8 fois
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() Dagda Mar 19 Juil 2016 - 23:22
Dagda Mar 19 Juil 2016 - 23:22
Et c'est là où tu te trompe !dh42 a écrit:Oui, c'est une plaie ces trucs, mais la je ne pense pas que ça vienne de la ; on a clairement un message "erreur script" ; c'est Mach3 qui plante en tentant d’exécuter le script M3.m1s (qui se trouve dans un dossier c:\mach3\macro\nom_de_ta_config)
Un problème de CEM n'aura pas nécessairement une action sur un "variateur" ou un "capteur" ... ça peut parfaitement faire planter un logiciel, et ce n'est pas rare du tout, loin de là !
La CEM, ou Compatibilité Electro-Magnétique, c'est "l'art" de faire fonctionner correctement et en même temps des éléments différents travaillant à des fréquences différentes !
Et un système fonctionnant parfaitement pendant 3 ans peut parfaitement se mettre à merdouiller comme ça ... un nouvel élément autour vient perturber (rayonnement ou conduction), un câble s'est détérioré ...
D.
Dagda- complétement accro
- Messages : 797
Points : 834
Date d'inscription : 18/02/2016
Age : 43
Localisation : Fontenay sous Bois
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() Hagar Mar 19 Juil 2016 - 23:33
Hagar Mar 19 Juil 2016 - 23:33
Avant dodo, je viens de remettre le portique en marche pour voir en manuel cette histoire de M3 avant ou après son Sxxxx. Voilà que Mach3 reconnait à nouveau la commande M3. Ce matin, pas moyen de la lui faire comprendre. Ca correspond à ce qui a été dit ici : panne aléatoire...
Sxxxx avant ou après M3, la broche réagit tout aussi bien.
A suivre.
Et merci à Dagda pour l'explication. Encore une histoire d'harmoniques pas harmonieuses, je suppose. Ca vole trop haut pour moi.
La semaine dernière, j'ai changé de fournisseur internet, donc de box (le truc qui régit les TV, le téléphone, les ordinateurs, toute notre vie domestique). Je doute que ça ait un rapport, mais sait-on jamais ?
Hagar- complétement accro
- Messages : 649
Points : 1033
Date d'inscription : 28/12/2011
Age : 54
Localisation : Près de Caen
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() dh42 Mar 19 Juil 2016 - 23:46
dh42 Mar 19 Juil 2016 - 23:46
Et c'est là où tu te trompe !
Un problème de CEM n'aura pas nécessairement une action sur un "variateur" ou un "capteur" ... ça peut parfaitement faire planter un logiciel, et ce n'est pas rare du tout, loin de là !
Ah ok, je ne savais pas ... donc ça complique encore les choses si même l'ordi peut en pâtir !
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() dh42 Mer 20 Juil 2016 - 1:21
dh42 Mer 20 Juil 2016 - 1:21
LOL, encore un endroit ou ils disent du mal de la 066 ... et eux c'est des pro
http://warp9td.com/index.php/sw/software-mach
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() Dagda Mer 20 Juil 2016 - 9:57
Dagda Mer 20 Juil 2016 - 9:57
C'est tout à fait possible.Hagar a écrit:Et merci à Dagda pour l'explication. Encore une histoire d'harmoniques pas harmonieuses, je suppose. Ca vole trop haut pour moi.
La semaine dernière, j'ai changé de fournisseur internet, donc de box (le truc qui régit les TV, le téléphone, les ordinateurs, toute notre vie domestique). Je doute que ça ait un rapport, mais sait-on jamais ?
Avant ça fonctionnait très bien, tu changes la box et ton log plante ... fait un test en débranchant la box, tu seras vite fixé
En fait, la "CEM" ce n'est pas compliqué du tout.
Il suffit juste de respecter des règles de câblage et de montage qui ne coutent pas plus cher que ce qui est en place et qui résout généralement 95% des problèmes de pannes aléatoires ...
http://www.aemc.fr/downloads/201204021354-CEMscientifiqueetindustrielle.pdf
http://www.aemc.fr/downloads/200806120856-AEMC-ErreursetcorrectionsCEM.pdf
D.
Dagda- complétement accro
- Messages : 797
Points : 834
Date d'inscription : 18/02/2016
Age : 43
Localisation : Fontenay sous Bois
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() ramses Mer 20 Juil 2016 - 20:21
ramses Mer 20 Juil 2016 - 20:21
pour ma part, c'est l'effet inverse que j'ai eu ... 2 mises en route intempestive dont une ou j'avais les doigts quasi sur la fraise ... depuis, j'ai abandonne le pilotage de la broche par le code ! Ca ne m'enmerde que pour l'arret de la broche en fin de fraise quand je ne suis pas pres de la machine pour ne pas "flinguer"trop vite les balais, pour le reste pas de probleme !
Je ne tiendrai pas de discours "extremiste" en vous disant a tous de faire la meme chose que moi mais si vous gardez "la commande" de broche, je ne peux que vous inciter a y adjoindre en serie un interrupteur bipolaire avec voyant ou un stop d'urgence dedie a la broche qui vous permettra de la condamner avec certitude quand vous y mettez les mains !
En effet, toute erreur est une catastrophe car un simple "touche" de la fraise en rotation fait disparaitre la "matiere touchee" et la transforme en matiere liquide non recuperable pour une eventuelle reparation ... !!!
si vous voyez ce que je veux dire 
Prudence les gars, vos doigts n'ont pas de prix !
Bien a vous tous

ramses- complétement accro
- Messages : 2021
Points : 2543
Date d'inscription : 10/07/2011
Age : 64
Localisation : Province de Namur en BELGIQUE
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() dh42 Mer 20 Juil 2016 - 20:33
dh42 Mer 20 Juil 2016 - 20:33
C'est la carte de commande d'origine de l'IDCnc que tu à ? ...

Si c'est bien le cas, elle ne gère malheureusement pas la "pompe de charge", qui empêche la broche de se mettre en marche si Mach3 n'est pas lancé (ou si pour une raison ou une autre il y a rupture de communication avec le PC) .. ça m'était arrivé avec l'ID. (pas de pb sur la BZT, la BoB gère la pompe de charge
je ne peux aussi que vous conseiller de virer la 066 si vous l'avez et de passer en 062 ; il y a suffisamment de gens qui ont des problèmes avec cette version pour que ce ne soit pas juste un hasard.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() ramses Mer 20 Juil 2016 - 22:14
ramses Mer 20 Juil 2016 - 22:14
neanmoins, y'a rien a faire, il est hors de question pour moi de me limiter seulement a un controle software pour garantir mes doigts !!! j'ai prevu un interrupteur bipolaire en facade pour "verrouiller" l'alim de la broche quand je change de fraise !
Bien a vous tous
Dernière édition par ramses le Jeu 21 Juil 2016 - 14:03, édité 1 fois
ramses- complétement accro
- Messages : 2021
Points : 2543
Date d'inscription : 10/07/2011
Age : 64
Localisation : Province de Namur en BELGIQUE
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() Dagda Mer 20 Juil 2016 - 22:41
Dagda Mer 20 Juil 2016 - 22:41
D.
Dagda- complétement accro
- Messages : 797
Points : 834
Date d'inscription : 18/02/2016
Age : 43
Localisation : Fontenay sous Bois
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() dh42 Mer 20 Juil 2016 - 22:54
dh42 Mer 20 Juil 2016 - 22:54
j'ai prevu un interrupteur bipolaire en facade pour "verrouiller" l'alim de la broche quand je change de fraise !
je croyais que tu avait une Kress ? ... sur l'ID je coupais l'inter de la Kress (au lieu de niquer des doigts, tu nique des fraises, voir la broche si tu oublie de le remettre en marche), par contre je ne me souviens pas avoir eu de pb Mach3 lancé, mais je me suis fait quelques chaleurs au démarrage/arrêt ; ne jamais allumer la machine avant que Mach3 ne soit lancé, et tj l'arrêter avant de quitter le soft. (avec cette BoB en tout cas)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() toutikini Jeu 21 Juil 2016 - 7:02
toutikini Jeu 21 Juil 2016 - 7:02
dh42 a écrit: par contre je ne me souviens pas avoir eu de pb Mach3 lancé, mais je me suis fait quelques chaleurs au démarrage/arrêt ; ne jamais allumer la machine avant que Mach3 ne soit lancé, et tj l'arrêter avant de quitter le soft. (avec cette BoB en tout cas)
++
David
Je n'ai pas cette BOB est il se produit les même truc
Mon pc étant très très long avant de s'éteindre (5min au moins), ça fait bizarre d'entendre la machine se mettre en route toute seulle .....
toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() ramses Jeu 21 Juil 2016 - 14:19
ramses Jeu 21 Juil 2016 - 14:19
Oui, c'est bien une Kress mais pas facile dans la position ou je me trouve par rapport a la Kress de "manoeuvrer" son inter qui en plus est un rien "dur" ! => c'est donc interrupteur bipolaire avec voyant rouge "bien petant" a l'arret !dh42 a écrit:je croyais que tu avait une Kress ? ... sur l'ID je coupais l'inter de la Kress (au lieu de niquer des doigts, tu nique des fraises, voir la broche si tu oublie de le remettre en marche)David
Pour bien expliquer le contexte du premier incident a l'epoque, c'est un simple creux de tension du reseaux qui a juste fait relancer Windaube .... avec comme resultat dans la sec suivant ce creux, de donner 2 relances courtes de la brochea a 1 sec d'intervalle ! La je peux te dire que ca "calme" ...
Mon boulot m'avait permis de confirmer ce creux de tension sur le reseau, mais pour le second incident, je ne suis jamais parvenu a trouver une raison ! et ca, ca "recalme" une seconde fois en te confortant de mettre un int de secuirte pour tes p'tits doigts...Et pour ce qui est de niquer la fraise par oubli de demarrer la Kress, c'est quasi la seule raison de casse de fraise chez moi depuis des annees ! Apres 2 ou 3 blagues, on n'oublie plus
Bien a vous tous
ramses- complétement accro
- Messages : 2021
Points : 2543
Date d'inscription : 10/07/2011
Age : 64
Localisation : Province de Namur en BELGIQUE
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() dh42 Jeu 21 Juil 2016 - 17:51
dh42 Jeu 21 Juil 2016 - 17:51
Je n'ai pas cette BOB est il se produit les même truc
Oui, toutes les BoB n'ont peut être pas cette sécu ... ou elle n'a pas été activé dans Mach3 ... il faudrait voir ça avec les électroniciens .. la BoB de mon contrôleur coute pas loin de 100€ .. ce n'est peut être pas par hasard ..
http://www.sorotec.de/shop/CNC-Controls/Interfaces/Breakout-Board-Advanced-PRO.html
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() calagan57 Ven 22 Juil 2016 - 17:07
calagan57 Ven 22 Juil 2016 - 17:07
Je vois que le "bug" du M05 fait débat
Effectivement je vais peut être repenser le câblage des AU et couper carrément la broche
Sinon "j'essaye" de vérifier la planéité de ma table avec la méthode de Zarkann
- j'ai relevé mes 6 points de mesures avec l'option "coordonnées machines activé"
j'obtiens ça:
point 1 : x-230 y38
point 2 : x-147 y38
point 3 : x-18 y38
point 4 : x-18 y435
point 5 : x-147 y435
point 6 : x-230 y435
Quand je rentre ces valeurs dans le fichier de programmation, lors du chargement dans mach3 il me dit que je suis hors limite logiciel. Sur la fenêtre de visualisation effectivement c'est décalé par rapport à l'affichage de la table....
Je sais qu'il y a une histoire de décalage à voir (il parle de mettre le G54 à "0") mais je ne comprends pas comment géré ça...
Merci à vous pour votre aide!
Edit voici le programme que j'ai effectué :
(Grand comparateur dans la broche)
G21 G90 G91.1 G64 G40 //??
G17 G54 //??
(Attention aux origines)
(METTRE G54 A 0) // comment faire ça???
G53 X-682.3875 Y-1080.5438 // Je comprends déjà pas ça...
M0
G0 Z0 //broche toute en haut
G0 X-230 Y38 //coordonnées 1ier point
G0 Z-30 // broche descend rapidement
G1 Z-50 F300 // broche descend lentement jusqu'au "0" du comparateur
(POINT 1)
M1 // pause
G0 Z0
G0 X-147 Y38
G0 Z-30
G1 Z-50 F300
(POINT 2)
M1
G0 Z0
G0 X-18 Y38
G0 Z-30
G1 Z-50 F300
(POINT 3)
M1
G0 Z0
G0 X-18 Y435
G0 Z-30
G1 Z-50 F300
(POINT 4)
M1
G0 Z0
G0 X-147 Y435
G0 Z-30
G1 Z-50 F300
(POINT 5)
M1
G0 Z0
G0 X-230 Y435
G0 Z-30
G1 Z-50 F300
(POINT 6)
M1
G0 Z0
G0 X-230 Y38
G0 Z-30
G1 Z-50 F300
(POINT 1)
M1
G0 Z0
M30
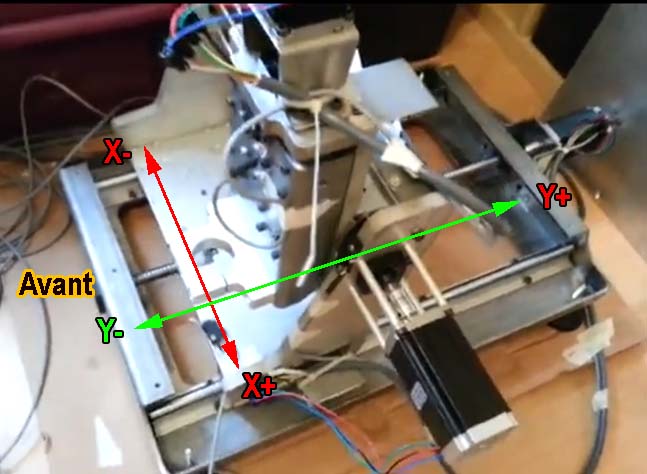
Et voici la position de ma CNC en sachant que mes contacts limites sont en X+ et Y- donc la machine se déplace en X de 0 à -230 et en Y de 0 à +435...
calagan57- très actif
- Messages : 223
Points : 253
Date d'inscription : 24/01/2016
Age : 43
Localisation : Metz
Contenu sponsorisé
Page 10 sur 11 • 1, 2, 3 ... , 9, 10, 11

 Sujets similaires
Sujets similaires» Macro de palpage et changement d'outils quand on pilote Mach3 par usb
» problème programme mach3
» Problème avec la fonction palpage.
» Problème avec Mach3 au Palpage Outils