






CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
+21
Gonvin
Brouno
seb92
Hervé-34
athanase
SD 31
MCrevot
j-p21
dh42
Carlos78
pierrot2000
lencouet
c.phili
ducran lapoigne
stanloc
toutikini
ellogo67
ricoud
F6FCO
bob47
calagan57
25 participants
Page 11 sur 11
Page 11 sur 11 •  1, 2, 3 ... 9, 10, 11
1, 2, 3 ... 9, 10, 11

 Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() calagan57 Ven 22 Juil 2016 - 17:07
calagan57 Ven 22 Juil 2016 - 17:07
Hello à tous!
Je vois que le "bug" du M05 fait débat
Effectivement je vais peut être repenser le câblage des AU et couper carrément la broche
Sinon "j'essaye" de vérifier la planéité de ma table avec la méthode de Zarkann
- j'ai relevé mes 6 points de mesures avec l'option "coordonnées machines activé"
j'obtiens ça:
point 1 : x-230 y38
point 2 : x-147 y38
point 3 : x-18 y38
point 4 : x-18 y435
point 5 : x-147 y435
point 6 : x-230 y435
Quand je rentre ces valeurs dans le fichier de programmation, lors du chargement dans mach3 il me dit que je suis hors limite logiciel. Sur la fenêtre de visualisation effectivement c'est décalé par rapport à l'affichage de la table....
Je sais qu'il y a une histoire de décalage à voir (il parle de mettre le G54 à "0") mais je ne comprends pas comment géré ça...
Merci à vous pour votre aide!
Edit voici le programme que j'ai effectué :
(Grand comparateur dans la broche)
G21 G90 G91.1 G64 G40 //??
G17 G54 //??
(Attention aux origines)
(METTRE G54 A 0) // comment faire ça???
G53 X-682.3875 Y-1080.5438 // Je comprends déjà pas ça...
M0
G0 Z0 //broche toute en haut
G0 X-230 Y38 //coordonnées 1ier point
G0 Z-30 // broche descend rapidement
G1 Z-50 F300 // broche descend lentement jusqu'au "0" du comparateur
(POINT 1)
M1 // pause
G0 Z0
G0 X-147 Y38
G0 Z-30
G1 Z-50 F300
(POINT 2)
M1
G0 Z0
G0 X-18 Y38
G0 Z-30
G1 Z-50 F300
(POINT 3)
M1
G0 Z0
G0 X-18 Y435
G0 Z-30
G1 Z-50 F300
(POINT 4)
M1
G0 Z0
G0 X-147 Y435
G0 Z-30
G1 Z-50 F300
(POINT 5)
M1
G0 Z0
G0 X-230 Y435
G0 Z-30
G1 Z-50 F300
(POINT 6)
M1
G0 Z0
G0 X-230 Y38
G0 Z-30
G1 Z-50 F300
(POINT 1)
M1
G0 Z0
M30
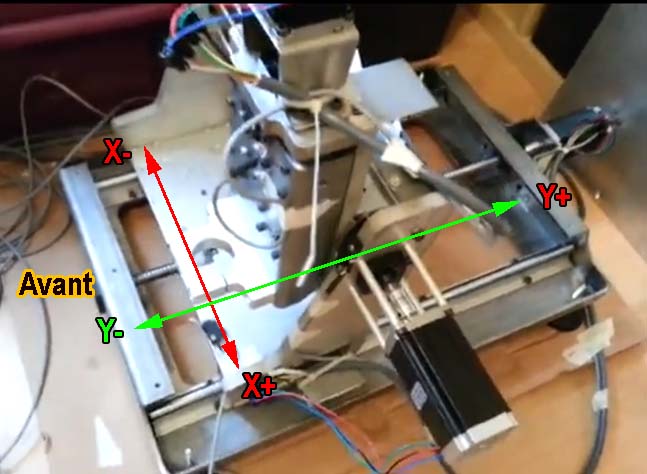
Et voici la position de ma CNC en sachant que mes contacts limites sont en X+ et Y- donc la machine se déplace en X de 0 à -230 et en Y de 0 à +435...
Je vois que le "bug" du M05 fait débat
Effectivement je vais peut être repenser le câblage des AU et couper carrément la broche
Sinon "j'essaye" de vérifier la planéité de ma table avec la méthode de Zarkann
- j'ai relevé mes 6 points de mesures avec l'option "coordonnées machines activé"
j'obtiens ça:
point 1 : x-230 y38
point 2 : x-147 y38
point 3 : x-18 y38
point 4 : x-18 y435
point 5 : x-147 y435
point 6 : x-230 y435
Quand je rentre ces valeurs dans le fichier de programmation, lors du chargement dans mach3 il me dit que je suis hors limite logiciel. Sur la fenêtre de visualisation effectivement c'est décalé par rapport à l'affichage de la table....
Je sais qu'il y a une histoire de décalage à voir (il parle de mettre le G54 à "0") mais je ne comprends pas comment géré ça...
Merci à vous pour votre aide!
Edit voici le programme que j'ai effectué :
(Grand comparateur dans la broche)
G21 G90 G91.1 G64 G40 //??
G17 G54 //??
(Attention aux origines)
(METTRE G54 A 0) // comment faire ça???
G53 X-682.3875 Y-1080.5438 // Je comprends déjà pas ça...
M0
G0 Z0 //broche toute en haut
G0 X-230 Y38 //coordonnées 1ier point
G0 Z-30 // broche descend rapidement
G1 Z-50 F300 // broche descend lentement jusqu'au "0" du comparateur
(POINT 1)
M1 // pause
G0 Z0
G0 X-147 Y38
G0 Z-30
G1 Z-50 F300
(POINT 2)
M1
G0 Z0
G0 X-18 Y38
G0 Z-30
G1 Z-50 F300
(POINT 3)
M1
G0 Z0
G0 X-18 Y435
G0 Z-30
G1 Z-50 F300
(POINT 4)
M1
G0 Z0
G0 X-147 Y435
G0 Z-30
G1 Z-50 F300
(POINT 5)
M1
G0 Z0
G0 X-230 Y435
G0 Z-30
G1 Z-50 F300
(POINT 6)
M1
G0 Z0
G0 X-230 Y38
G0 Z-30
G1 Z-50 F300
(POINT 1)
M1
G0 Z0
M30
Et voici la position de ma CNC en sachant que mes contacts limites sont en X+ et Y- donc la machine se déplace en X de 0 à -230 et en Y de 0 à +435...
calagan57- très actif

- Messages : 223
Date d'inscription : 24/01/2016

Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() dh42 Ven 22 Juil 2016 - 22:09
dh42 Ven 22 Juil 2016 - 22:09
Salut,
Le G54, c'est les coord pièce ; pour le mettre à 0, c'est en cliquant la RAZ des visus (comme pour prendre ton 0 avant un usinage)
Comprendre G0 G53 X-682.3875 Y-1080.5438 ; G0 déplacement rapide, G53 en coord machine, jusqu'à la ccord machine X-682 Y-1080 ... un poil trop grand pour ta CN
Non, broche à Z = 0 en coord de travail (pièce)
++
David
(METTRE G54 A 0) // comment faire ça???
Le G54, c'est les coord pièce ; pour le mettre à 0, c'est en cliquant la RAZ des visus (comme pour prendre ton 0 avant un usinage)
G53 X-682.3875 Y-1080.5438 // Je comprends déjà pas ça...
Comprendre G0 G53 X-682.3875 Y-1080.5438 ; G0 déplacement rapide, G53 en coord machine, jusqu'à la ccord machine X-682 Y-1080 ... un poil trop grand pour ta CN
G0 Z0 //broche toute en haut
Non, broche à Z = 0 en coord de travail (pièce)
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() calagan57 Sam 23 Juil 2016 - 7:51
calagan57 Sam 23 Juil 2016 - 7:51
Bon c'est ok j'ai compris et réglé le programme 
Les résultats sont pas jolis du tout le point le plus haut est à +0.720mm et la plus bas -0.085 soit un écart de +0.805mm
le point le plus haut est à +0.720mm et la plus bas -0.085 soit un écart de +0.805mm 
Bon il faut relativiser par rapport à la conception du châssis en double pliage acier sur lequel repose un plaque alu non surfacée
j'ai acheté des rondelles de calage 0.1 /0.2/0.3/0.5/1mm pour arriver au 0.1mm près (suffisant dans un premier temps pour voir les résultats. Après à voir si j'achète du clinquant
Les résultats sont pas jolis du tout
Bon il faut relativiser par rapport à la conception du châssis en double pliage acier sur lequel repose un plaque alu non surfacée
j'ai acheté des rondelles de calage 0.1 /0.2/0.3/0.5/1mm pour arriver au 0.1mm près (suffisant dans un premier temps pour voir les résultats. Après à voir si j'achète du clinquant
Dernière édition par calagan57 le Sam 23 Juil 2016 - 10:53, édité 2 fois (Raison : i c)

calagan57- très actif
- Messages : 223
Points : 253
Date d'inscription : 24/01/2016
Age : 43
Localisation : Metz
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() calagan57 Sam 23 Juil 2016 - 12:24
calagan57 Sam 23 Juil 2016 - 12:24
Bon voilà c'est fait 
J'ai réussi à passer l'écart de 0.720mm à 0.07mm avec des cales de 0.1mm.
Donc au mieux je suis à 0.01mm et au pire à 0.07mm Je ne peux pas mieux faire... il faudrait aussi que je fasse des points intermédiaires sur l'axe Y histoire de voir si ma plaque alu n'est pas bombée
Je ne peux pas mieux faire... il faudrait aussi que je fasse des points intermédiaires sur l'axe Y histoire de voir si ma plaque alu n'est pas bombée
J'ai réussi à passer l'écart de 0.720mm à 0.07mm avec des cales de 0.1mm.
Donc au mieux je suis à 0.01mm et au pire à 0.07mm
calagan57- très actif
- Messages : 223
Points : 253
Date d'inscription : 24/01/2016
Age : 43
Localisation : Metz
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() dh42 Sam 23 Juil 2016 - 20:34
dh42 Sam 23 Juil 2016 - 20:34
Salut,
Allez, juste pour le plaisir, je vous met un fichier CamBam qui permet de créer le Gcode de palpage table de manière bien plus simple que de se prendre la tête à le faire à la main
il suffit de dessiner des points (une liste de points) pour définir les endroits ou palper. Sur l'exemple j'ai dessiné un rectangle (la table) et j'ai utilisé la fonction Dessiner/liste de points/remplir géométrie pour créer la liste de points écarté de 50mm. ( mais il y a bien sur d'autres méthodes pour faire cette liste)
il suffit ensuite de l'assigner à l'op d'usinage palp table (clic droit sur l'opération-> sélectionner les objets de dessin)
l'opération palp table est une op de perçage bidouillée, c.a.d. qu'elle utilise un script de perçage au lieu des fonctions habituelles.( cycles ou spirale)
régler plan de dégagement et surface pièce au valeurs qui vous conviennent (surface pièce = point de palpage en Z)
il suffit ensuite de produire le Gcode.
La prise du 0 en XY sur la machine avant de lancer le Gcode se fait bien sur exactement comme si vous faisiez un usinage
il est important que Mode d'optimisation reste sur aucun afin que le palpage soit fait exactement dans l'ordre ou ont été créés les points.
la Méthode de perçage est mise sur script personnalisé ; le script lui même se trouve dans ... script personnalisé et c'est le code suivant:
G0 X$x Y$y (se déplacer à la position XY du prochain trou)
G0 Z$s (descendre à surface pièce -> $s retourne la valeur de surface pièce réglée dans l'op de perçage, ici 0)
M0 (pause)
G0 Z$c (remonter au plan de dégagement -> $c retourne la valeur de plan de dégagement réglée dans l'op de perçage, ici 10)
voila un extrait du Gcode produit:
G21 G90 G91.1 G64 G40
G0 Z10.0
( T5 : 3.0 )
T5 M6
( Palp table )
G17
S12500
G0 X25.0 Y0.0
G98
G0 X25 Y0
G0 Z0
M0
G0 Z10
G0 X75 Y0
G0 Z0
M0
G0 Z10
G0 X125 Y0
G0 Z0
M0
G0 Z10
G0 X175 Y0
G0 Z0
M0
G0 Z10
...
....
++
David
Allez, juste pour le plaisir, je vous met un fichier CamBam qui permet de créer le Gcode de palpage table de manière bien plus simple que de se prendre la tête à le faire à la main
il suffit de dessiner des points (une liste de points) pour définir les endroits ou palper. Sur l'exemple j'ai dessiné un rectangle (la table) et j'ai utilisé la fonction Dessiner/liste de points/remplir géométrie pour créer la liste de points écarté de 50mm. ( mais il y a bien sur d'autres méthodes pour faire cette liste)
il suffit ensuite de l'assigner à l'op d'usinage palp table (clic droit sur l'opération-> sélectionner les objets de dessin)
l'opération palp table est une op de perçage bidouillée, c.a.d. qu'elle utilise un script de perçage au lieu des fonctions habituelles.( cycles ou spirale)
régler plan de dégagement et surface pièce au valeurs qui vous conviennent (surface pièce = point de palpage en Z)
il suffit ensuite de produire le Gcode.
La prise du 0 en XY sur la machine avant de lancer le Gcode se fait bien sur exactement comme si vous faisiez un usinage
il est important que Mode d'optimisation reste sur aucun afin que le palpage soit fait exactement dans l'ordre ou ont été créés les points.
la Méthode de perçage est mise sur script personnalisé ; le script lui même se trouve dans ... script personnalisé et c'est le code suivant:
G0 X$x Y$y (se déplacer à la position XY du prochain trou)
G0 Z$s (descendre à surface pièce -> $s retourne la valeur de surface pièce réglée dans l'op de perçage, ici 0)
M0 (pause)
G0 Z$c (remonter au plan de dégagement -> $c retourne la valeur de plan de dégagement réglée dans l'op de perçage, ici 10)
voila un extrait du Gcode produit:
G21 G90 G91.1 G64 G40
G0 Z10.0
( T5 : 3.0 )
T5 M6
( Palp table )
G17
S12500
G0 X25.0 Y0.0
G98
G0 X25 Y0
G0 Z0
M0
G0 Z10
G0 X75 Y0
G0 Z0
M0
G0 Z10
G0 X125 Y0
G0 Z0
M0
G0 Z10
G0 X175 Y0
G0 Z0
M0
G0 Z10
...
....
++
David
- Fichiers joints

- palptable.zip Vous n'avez pas la permission de télécharger les fichiers joints.(2 Ko) Téléchargé 7 fois
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() calagan57 Dim 24 Juil 2016 - 8:36
calagan57 Dim 24 Juil 2016 - 8:36
Hello!
Je me disais bien que l'on pouvait le faire sous cambam mais il faut bidouiller quand même
merci à toi! J'ai réussi à programmer le mien mais ça servira à d'autre!
Je me disais bien que l'on pouvait le faire sous cambam mais il faut bidouiller quand même
merci à toi! J'ai réussi à programmer le mien mais ça servira à d'autre!
calagan57- très actif
- Messages : 223
Points : 253
Date d'inscription : 24/01/2016
Age : 43
Localisation : Metz
Contenu sponsorisé
Page 11 sur 11 • 1, 2, 3 ... 9, 10, 11

 Sujets similaires
Sujets similaires» Palpage outil debut programme
» Macro de palpage et changement d'outils quand on pilote Mach3 par usb
» problème programme mach3
» Problème avec la fonction palpage.
» Problème avec Mach3 au Palpage Outils
» Macro de palpage et changement d'outils quand on pilote Mach3 par usb
» problème programme mach3
» Problème avec la fonction palpage.
» Problème avec Mach3 au Palpage Outils
Page 11 sur 11
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum