






CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
Page 7 sur 11 •  1, 2, 3 ... 6, 7, 8, 9, 10, 11
1, 2, 3 ... 6, 7, 8, 9, 10, 11 

 Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() dh42 Jeu 2 Juin 2016 - 18:50
dh42 Jeu 2 Juin 2016 - 18:50
je voulais le rallonger pour soit passe dans les guide chaine câble mais je vais devoir m'en racheter un.
Je te déconseille de faire passer le câble 220V dans les chaines guides câbles des moteurs ... c'est une source de parasite importante et donc de soucis (pertes de pas, blocages ...) ... ou alors il faut le remplacer par du câble blindé comme à fait Diomedea.
Pour ma part, je fais en sorte que les câbles 220V passent le plus loin possible des autres câbles .... (câble de broche viens du plafond, comme le tuyaut d'aspi)
++
David
dh42- Admin

- Messages : 25661
Date d'inscription : 21/06/2009 -


Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() toutikini Jeu 2 Juin 2016 - 19:46
toutikini Jeu 2 Juin 2016 - 19:46
dh42 a écrit: .... (câble de broche viens du plafond, comme le tuyaut d'aspi)
++
David
C'est ce que j'ai fait egalement. .. J'ai fait descendre une potence du plafond, sur laquelle j'ai fixé la prise sité plus haut pilotée par la carte ... et j'ai branché la défonceuse dessus

toutikini- complétement accro

- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() Hervé-34 Jeu 2 Juin 2016 - 20:02
Hervé-34 Jeu 2 Juin 2016 - 20:02
@ BOB
bob47 a écrit:Impossible pas françaisHervé-34 a écrit:Bonjour à tous,
Oui !! je suis d'accord avec toi !! d'ailleurs j'ai flingé un contact comme ça !!
mais parfois c'est impossible de faire autrement !! ( et c'est bien dommage !! )
Hervé
BOB
Bon, mea culpa !! je viens de regarder en détail ma machine !! effectivement
je pourrai ( fait ch.er !! ) changer mes contacts pour qu'ils soient comme tu le dis !!
Et c'est vrai que ça éviterai de défoncer un contact pour une erreur de touche !!
Hervé

Hervé-34- complétement accro
- Messages : 4611
Points : 5830
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() dh42 Jeu 2 Juin 2016 - 20:18
dh42 Jeu 2 Juin 2016 - 20:18
Et c'est vrai que ça éviterai de défoncer un contact pour une erreur de touche !!
Sur les ID Bruno avait prévu des encoches pour déclencher le contact sur la table et le portique.

++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() calagan57 Jeu 2 Juin 2016 - 20:28
calagan57 Jeu 2 Juin 2016 - 20:28
Pour les contacts d'après vous c'est vraiment pas la bonne utilisation.... je note. Je ferais des butées rampe lors de mes premiers usinages promis!
Sinon pour l'histoire du 220V qui longerait les câbles moteurs je peux me servir du même type de câble des moteurs PaP, non? J'ai commandé ça:
- 30m Câble multiconducteur blindé LiYCY 4X1 mm² pour les moteurs PaP
- 30m Câble multiconducteur blindé LiYCY 3X0,25 mm² pour les contacts
1mm² pour 1050W/220V ça devrait passer non? Je peux même le doubler vu que j'ai 4 conducteurs.... Vous en pensez quoi?
Sinon je vois vos superbes câblage de coffret électrique, vous n'auriez pas une liste de toute la filasse/accessoire (cosse, accroche câble, gaines....) car c'est bien galère de trouver ce matos

Merci à vous!

calagan57- très actif

- Messages : 223
Points : 253
Date d'inscription : 24/01/2016
Age : 43
Localisation : Metz
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() dh42 Jeu 2 Juin 2016 - 20:37
dh42 Jeu 2 Juin 2016 - 20:37
Pour les contacts d'après vous c'est vraiment pas la bonne utilisation.... je note. Je ferais des butées rampe lors de mes premiers usinages promis! Wink
Bah !, chez BZT il ne se sont pas cassé la tête et ça ne pose pas de problème particulier ... (tant que tu ne désactive pas les limites logiciel
 ) ..
) ..le tout c'est de ne pas référencer à 2000 mm/min, sinon c'est sur que ça le fera pas ! ....

1mm² pour 1050W/220V ça devrait passer non? Je peux même le doubler vu que j'ai 4 conducteurs.... Vous en pensez quoi?
Oui, et puis c'est pas souvent que la Kress crache toute sa puissance ..
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() calagan57 Jeu 2 Juin 2016 - 20:46
calagan57 Jeu 2 Juin 2016 - 20:46
Je suis de plus en plus pressé de tester la machine! J'ai commencé à commander les pièces depuis février 2015 pour étaler les dépenses. A cette époque j'étais très patient mais depuis que je l'ai monté et testé avec une perceuse au bout de chaque axe j'ai trop envie d'usiner des "trucs" comme je dis lol même si malheureusement je m'aperçois déjà qu'elle sera trop juste en surface d'usinage
calagan57- très actif
- Messages : 223
Points : 253
Date d'inscription : 24/01/2016
Age : 43
Localisation : Metz
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() dh42 Jeu 2 Juin 2016 - 21:02
dh42 Jeu 2 Juin 2016 - 21:02
Je suis de plus en plus pressé de tester la machine! J'ai commencé à commander les pièces depuis février 2015 pour étaler les dépenses.
je veux bien te croire
même si malheureusement je m'aperçois déjà qu'elle sera trop juste en surface d'usinage
Oui, je crois qu'on y passe tous, que ce soit des machines fabriquées ou achetées ... ça fini tj par être trop petit .. je suis passé de 300x500 à 400x600 puis à 500x700 récemment, .... et je n'irais pas plus loin ... à moins de pousser les murs.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() athanase Jeu 2 Juin 2016 - 22:27
athanase Jeu 2 Juin 2016 - 22:27
athanase- complétement accro
- Messages : 648
Points : 1160
Date d'inscription : 10/01/2014
Age : 54
Localisation : Tarn
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() calagan57 Ven 3 Juin 2016 - 17:10
calagan57 Ven 3 Juin 2016 - 17:10
@athanase : merci pour ton soutien
@David : lol effectivement tu as commencé "petit" et ce n'était jamais assez
Sinon j'ai un "gros" souci pour le réglage des mes orgines
En fait tout fonctionne très bien:
- câblage des contacts X Y Z ok
- Paramétrage des contact dans config>entrée signaux> Ref.X Y et Z > "activé" et "actif à 0" cochés
- Limite et origine > "auto zéro" coché> saisi des courses et "Dec. Réf." à 0
En fait:
- machine se déplace pour chaque axe dans le bon sens (vers les contacts)
- quand le contact est activé la CNC se dégage
- une fois les 3 origines trouvées j'ai bien le MDI qui se met à "0" pour les 3 axes
- coordonnées machine dans le MDI est bien activé
Problème : je peux continuer à me déplacer (en manuel tout du moins) plus loin que les contacts !!!!
J'ai remarqué que le bouton "activer limites"dans le MDI n'est pas allumé mais dès que je clique dessus j'ai le message "machine en dehors des limites activ. impossible" alors que je suis pourtant à "0.00" sur tout les axes (fonctionne pas même si je me décale un peu)....
La je ne comprends pas...????



Un peu d'aide SVP!
Merci!
calagan57- très actif
- Messages : 223
Points : 253
Date d'inscription : 24/01/2016
Age : 43
Localisation : Metz
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() dh42 Ven 3 Juin 2016 - 17:20
dh42 Ven 3 Juin 2016 - 17:20
J'ai remarqué que le bouton "activer limites"dans le MDI n'est pas allumé mais dès que je clique dessus j'ai le message "machine en dehors des limites activ. impossible" alors que je suis pourtant à "0.00" sur tout les axes (fonctionne pas même si je me décale un peu)....
peut être une blague dans tes réglages de course ; peut tu mettre
Edit: je n'avais pas vu les images ; je pense que tu a un pb de réglage sur les course XY ... sur X si le Maximum est à 0, le mini ne peut pas être à 435, il est forcément plus petit.
ex: si ton 0 en X est à gauche (X-), alors Minimum = 0 et maximum = 435
si ton 0 en X est à droite (X+), alors Minimum = -435 et maximum = 0
même pb sur Y
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() calagan57 Ven 3 Juin 2016 - 17:31
calagan57 Ven 3 Juin 2016 - 17:31
Effectivement mes contacts sont à "droite" et non à gauche donc j'ai mis des valeurs négatives de courses et j'ai pu activé cette fois le bouton "activer limite" MAIS (c'est toujours pour moi les ennuis
En fait je peux déplacer mon axe en dehors des contacts mais pas dans la zone "normale" de déplacement
Une idée?
Merci bien!
Edit: par contre pour le Z ça fonctionne bien (ça fait une jolie musique d'ailleurs
Edit 2 : Je pense qu'il y a un problème avec le sens de déplacement des moteurs..
calagan57- très actif
- Messages : 223
Points : 253
Date d'inscription : 24/01/2016
Age : 43
Localisation : Metz
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() dh42 Ven 3 Juin 2016 - 17:42
dh42 Ven 3 Juin 2016 - 17:42
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() calagan57 Ven 3 Juin 2016 - 17:55
calagan57 Ven 3 Juin 2016 - 17:55
Effectivement c'était un problème de déclaration de limite... j'aurais du mettre mes contacts en bas à gauche comme je suis simplet ça m'aurait aidé
Voici les captures écran avec les bons réglages:

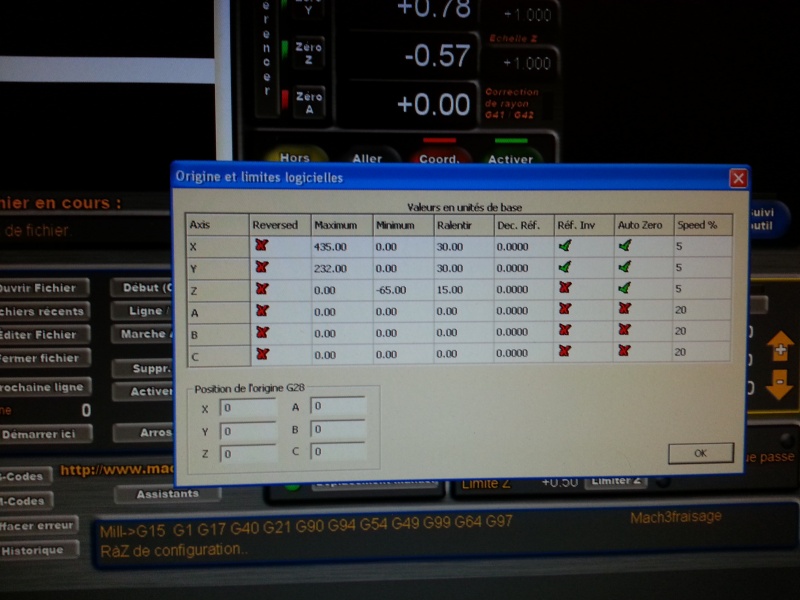

Je vais tester les vrais limites logiciels maintenant (à l'opposé des contacts)
calagan57- très actif
- Messages : 223
Points : 253
Date d'inscription : 24/01/2016
Age : 43
Localisation : Metz
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() dh42 Ven 3 Juin 2016 - 18:00
dh42 Ven 3 Juin 2016 - 18:00
avec ces réglages, c'est comme si le point de référencement, donc l'axe X, était à gauche
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() calagan57 Ven 3 Juin 2016 - 18:17
calagan57 Ven 3 Juin 2016 - 18:17
Comment doit on se positionner par rapport à la machine pour déterminer le sens des axes?
Sinon voici une vidéo de fonctionnement: on entend quelques "clac" à intervalles réguliers j'espère que ce n'est pas un perte de pas mais juste un mauvais graissage....
calagan57- très actif
- Messages : 223
Points : 253
Date d'inscription : 24/01/2016
Age : 43
Localisation : Metz
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() Hervé-34 Ven 3 Juin 2016 - 20:24
Hervé-34 Ven 3 Juin 2016 - 20:24
Je suis ce post avec attention, car j'en suis un peu là aussi !!
Pour les activations de limites j'y suis passé, mais tu as réglé ça avant
que j'en parle !!
J'ai un faible débit, alors la vidéo n'est pas fiable, le bruit
arrive avant l'image !!
Je trouve que les axes se meuvent différemment que chez moi ??
Ma machine fait -- le Z -- le portique -- la table --
Chez toi, j'ai l'impression que ça se finit par le portique ??
Hervé
Hervé-34- complétement accro
- Messages : 4611
Points : 5830
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() calagan57 Ven 3 Juin 2016 - 21:53
calagan57 Ven 3 Juin 2016 - 21:53
Non c'est bien ça Z portique et table
J'ai mis un crayon de papier dans la kress (collier de 8mm) et je teste les dessins demain

calagan57- très actif
- Messages : 223
Points : 253
Date d'inscription : 24/01/2016
Age : 43
Localisation : Metz
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() dh42 Ven 3 Juin 2016 - 23:14
dh42 Ven 3 Juin 2016 - 23:14
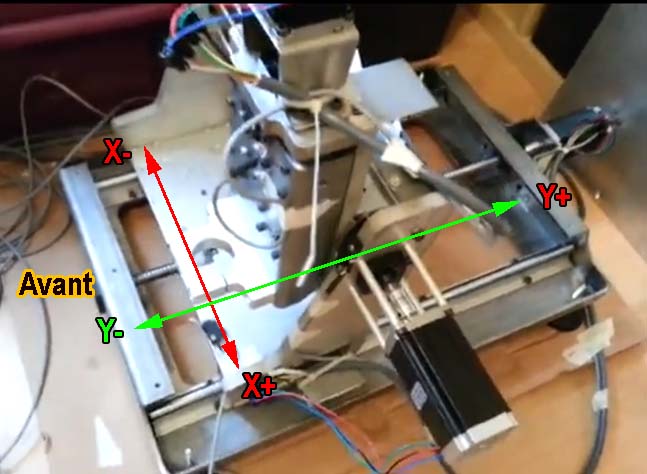
Ok, donc tu dois te mélanger dans le sens des axes ; ton référencement se fait en X+ (à droite) et en Y- (devant)
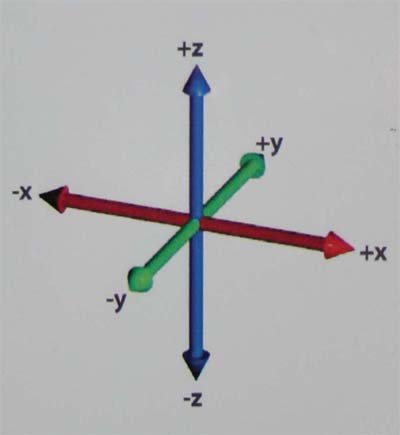
Sur une CN, quand tu est face à la machine (ce que tu considère comme l'avant), l'axe X va de gauche à droite (du - au +) et le Y de l'avant vers l'arrière.
Attention, on prends tj le déplacement de la broche comme référence ; autrement dit, si c'est une table qui se déplace, quand la table part à droite, on considère que la broche part à gauche.
donc logiquement, tu devrais avoir X min = -232, X max = 0 .... Y min = 0, Y max = 435
Sur Mach3FR, le référencement se fait dans l'ordre Z Y X
Sur ta vidéo, le référencement se fait en Z X Y, tu a donc du intervertir X et Y (à moins que tu ne regarde la machine sur le coté bien sur)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() Hervé-34 Sam 4 Juin 2016 - 0:51
Hervé-34 Sam 4 Juin 2016 - 0:51
-- tient !! j'ai de nouveau le cadre blanc comme avant !! --
Justement David, on m'a toujours repris à ce sujet !! c'est
pourquoi je parle toujours du Z ( ça, ça ne change pas )
du portique, et de la table !
Chez moi, les machines, je les ai ( regarde ) de coté, donc,
pour moi, quand le portique s'éloigne de moi il va de Y 0 -> Y + 270
La table ( donc la broche ) va du X+ quand elle est tout à gauche ( pour moi )
--Donc la broche est à droite--
a X- Quand la table est à droite, donc la broche à gauche.
Ça ne doit pas être facile quand on n'a pas la machine devant soi, mais bon,
je m'y retrouve !!
Hervé
Hervé-34- complétement accro
- Messages : 4611
Points : 5830
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() dh42 Sam 4 Juin 2016 - 1:12
dh42 Sam 4 Juin 2016 - 1:12
Si pour calagan, le "devant", c'est vue orienté comme sur l'image, c.a.d. avec le gros moteur PàP juste en face des bur***
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() dh42 Sam 4 Juin 2016 - 1:20
dh42 Sam 4 Juin 2016 - 1:20
pour moi, quand le portique s'éloigne de moi il va de Y 0 -> Y + 270
Lol, le portique d'une ID CNc est fixe, si il s'éloigne de toi, il faut commencer à t'inquiéter

Sur la plupart des CN, c'est soit le portique soit la table qui bouge
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() calagan57 Sam 4 Juin 2016 - 8:25
calagan57 Sam 4 Juin 2016 - 8:25
David: MERCI pour ta patience et ta pédagogie
Au moins maintenant j'ai compris l'orientation de la machine!
Merci à toi!
Sinon tant que tu es là
 : comment on fait pour décaler "provisoirement" une origine pour par exemple dans mon cas tracer des lignes sur une feuille de papier sans avoir besoin de tenir compte de l'origine machine?
: comment on fait pour décaler "provisoirement" une origine pour par exemple dans mon cas tracer des lignes sur une feuille de papier sans avoir besoin de tenir compte de l'origine machine?Je m'explique:
je veux faire tracer une droite de X300 mais je veux la faire commencer à un autre endroit que l'origine machine. Si le premier point est par exemple à x35 et y40 je devrais taper comme commande:
G00 X335 Y40
alors que si je peux déplacer mon origine (sans dérégler la machine biensur) je n'aurais qu'à taper :
G00 X300 Y0
Je ne sais pas si je me fais bien comprendre
en tous les cas merci encore!

calagan57- très actif
- Messages : 223
Points : 253
Date d'inscription : 24/01/2016
Age : 43
Localisation : Metz
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() toutikini Sam 4 Juin 2016 - 8:30
toutikini Sam 4 Juin 2016 - 8:30
voila comment je fait:
je place ma machine où je veux avec les fleches, manuelement donc, et je mets mes axes à zero. ensuite je fait ce que je veux ...
toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() calagan57 Sam 4 Juin 2016 - 8:34
calagan57 Sam 4 Juin 2016 - 8:34
Merci pour la réponse!
Tu cliques sur les bouton "zero Z" "Zero X" "Zero Y" c'est bien ça? ça ne décale pas les limites logiciel?
Merci!
calagan57- très actif
- Messages : 223
Points : 253
Date d'inscription : 24/01/2016
Age : 43
Localisation : Metz
Re: CNC format A3 : 22/07/16 : problème programme palpage points de Zarkann
![]() Hervé-34 Sam 4 Juin 2016 - 13:06
Hervé-34 Sam 4 Juin 2016 - 13:06
dh42 a écrit:pour moi, quand le portique s'éloigne de moi il va de Y 0 -> Y + 270
Lol, le portique d'une ID CNc est fixe, si il s'éloigne de toi, il faut commencer à t'inquiéter
Sur la plupart des CN, c'est soit le portique soit la table qui bouge
++
David
Toutes mes excuses !! je m'exprime mal en général à propos du " portique " !!
En fait, ( je suppose que tu l'as compris ) je parle de la broche qui est
sur le portique !! bien sur que le portique est fixe !! ( heureusement !! )
Le plus difficile à percevoir au début, c'est d'appuyer sur la touche gauche
pour que la table se déplace vers la droite !! pour que logiciellement
la broche elle vienne à gauche !!
Merci,
Hervé
Hervé-34- complétement accro
- Messages : 4611
Points : 5830
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Contenu sponsorisé
Page 7 sur 11 • 1, 2, 3 ... 6, 7, 8, 9, 10, 11

 Sujets similaires
Sujets similaires» Macro de palpage et changement d'outils quand on pilote Mach3 par usb
» problème programme mach3
» Problème avec la fonction palpage.
» Problème avec Mach3 au Palpage Outils