






CNC - nouvelle étude
Page 4 sur 8 •  1, 2, 3, 4, 5, 6, 7, 8
1, 2, 3, 4, 5, 6, 7, 8 

 Re: CNC - nouvelle étude
Re: CNC - nouvelle étude
![]() J-Max.fr Lun 9 Sep 2013 - 19:37
J-Max.fr Lun 9 Sep 2013 - 19:37
2000€ pour les composants d'une CNC avec des hybrides, me parait un peu court niveau budget.
Par ailleurs, des moteurs de 8Nm me paraissent surdimensionnés pour ta machine.
Mon avis est que des moteurs entre 3 et 6 Nm seraient amplement suffisants.
S'il y a une économie à faire, c'est sans doute de ce côté qu'il faut voir.
Concernant les guidages, difficile d'évaluer sans avoir une idée des courses et du poids des éléments.
Bien entendu, pour le Z ça ne peut pas nuire.
Toutefois, pour les autres axes, il est possible que du 20mm pourrait s'avérer suffisant,
pour peu que l’architecture de la machine n'ait pas de défaut rédhibitoires.
Actuellement, il faudrait que tu nous donne plus d'informations sur ta structure
pour pouvoir te donner un avis argumenté.
++JM
J-Max.fr- complétement accro

- Messages : 3671
Date d'inscription : 25/04/2012 -


Re: CNC - nouvelle étude
![]() michel.be Lun 9 Sep 2013 - 20:04
michel.be Lun 9 Sep 2013 - 20:04
Tu as raison je me suis trompé ... ce n'est pas 2130€ mais bien 2113€ sans le transport
- Guides + vis à billes 645 us
- Leadshine 300W 3-phase Hybrid Servo Drives 2X 390 us + 330 us
- 420w 60v 7a alimentation à découpage 3X 60 us
- 5Axis CNC Breakout Board 84 us
- 380V 4KW WATER-COOLED SPINDLE 692 us + 48 us + 45 us
Ce qui nous donne 2804 us à 0.753789€/us = 2113€ mais encore et toujours plus le transport ...
++
michel.be- complétement accro
- Messages : 826
Points : 2005
Date d'inscription : 15/07/2012
Age : 56
Localisation : Belgique - Namur/Luxembourg
Re: CNC - nouvelle étude
![]() Totem Lun 9 Sep 2013 - 20:48
Totem Lun 9 Sep 2013 - 20:48
Je dois dire que comme c'est hors budget, je n'étais pas très renseigné sur le fournisseurs de servos... Vos trois liens sont très nettement plus intéressants que le mien!
A ce pris, je n'hésiterais pas du tout en comparaison de l'hybride! Le lien proposé par JM est vraiment très intéressant. Je connaissais FA-parts pour les rails prismatiques, mais je ne savais pas qu'ils faisaient aussi du servo...
En tout cas, ça vaut le coup
JM, ça commence à être intenable de t'entendre vanter ta machine à chaque message sans voir de photos... Est-tu sans pitié envers les curieux comme nous?
Ne prend pas cela comme une méchanceté; ce qui n'est pas le cas, je cherche simplement à comprendre la raison de ces cachotteries, c'est du teasing?
++
Lio
EDIT: Je ne vois toujours pas où est le problème pour les rails

Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: CNC - nouvelle étude
![]() J-Max.fr Lun 9 Sep 2013 - 21:23
J-Max.fr Lun 9 Sep 2013 - 21:23
Loin de moi l'idée de vanter ma machine.
Pour l'instant, elle ne vaut rien d'autre que son poids en métal.
Je ne donne des infos dessus que pour illustrer mes propos.
Elle n'est pas plus exemplaire qu'une autre, juste je la connais bien.
De plus, son budget n'est pas comparable à bien d'autres machines.
J'espère seulement qu'elle sera aussi performante que je l'attends,
et qu'elle sera d'une fiabilité sans faille, car c'est la machine d'une vie.
Lionel, comme je te l'avais dit avant de me lancer : je ne la montrerai qu'une fois terminée,
ainsi que la personne qui m'a épaulé au début de ce projet me l'a conseillé.
Son étude a été longue et rigoureuse, ce qui rend la nécessité de discuter les choix techniques facultatif.
Ainsi, j'évite les polémiques et de devoir justifier tel ou tel aspect.
De toute manière, ce n'est qu'une fois en service que l'on connait
le bien fondé ou pas des options retenues. Pas vrai ?
Quoi qu'il en soit, sa fabrication et son montage se poursuit, sans surprise jusqu'ici.
Chaque pièce produite et assemblée est une réelle émotion pour moi.
Comme l'a été la première fois ou je l'ai vue "virtuellement".
En effet, partant de la broche pour remonter jusqu'au piétement,
je n'ai eu une idée de sont aspect général, qu'une fois toutes les pièces modélisées et assemblées.
Si je termine le montage avant les fêtes, ce sera déjà bien.
Resteront ensuite les réglages et la mise en service, ce qui peut nous emmener jusqu'au printemps.
J'ai commencé à m'intéresser aux CNC en 2009, et si elle est terminée en 2014 je serai comblé,
même si tu imagines mon impatience. Comme tu le vois, le teasing vaut aussi pour moi.
Je prends des photos et, je l'ai promis, un reportage sera publié en temps utile,
même si je n'ai réussi qu'à produire une monstruosité.
Ce qui serait une catastrophe financière et morale, tu t'en doutes.
D'ici là, il faudra patienter.
La parenthèse étant close, Lionel, ne penses-tu pas que des moteurs de 8Nm
ne soient pas un peu sur-dimensionnés pour la machine de Michel ?
Surtout qu'il dispose de vis à bille...
++JM

J-Max.fr- complétement accro
- Messages : 3671
Points : 8941
Date d'inscription : 25/04/2012
Localisation : Breizh -
Re: CNC - nouvelle étude
![]() Totem Lun 9 Sep 2013 - 21:39
Totem Lun 9 Sep 2013 - 21:39
Ok JM, je comprends ton point de vue même si je ne le partage pas... Et c'est promis, je ne te ferais plus de remarque à ce sujet.
J'espère avoir une agréable surprise
Je le pense aussi. Cependant, il a écrit à plusieurs reprises qu'il comptait faire une autre machine par la suite (que l'on soit d'accord ou pas avec cette idée d'évolution au fur et à mesure, peu importe, ce n'est pas la question), et à mon sens, pour une vraie machine de menuiserie avec crémaillères en prise directe, ce genre de moteur est assez adapté. Un servo capable d'entraîner un gros portique en prise directe en crémaillère, ce n'est plus le même prix... et les réducteurs coûtent cher et présentent peu d'intérêt par rapport à l'hybride. En considérant cela, si Michel peut se les payer, j'ai envie de dire, pourquoi pas... Même si dans l'absolu, les petits suffiraient largement.La parenthèse étant close, Lionel, ne penses-tu pas que des moteurs de 8Nm
ne soient pas un peu sur-dimensionnés pour la machine de Michel ?
Surtout qu'il dispose de vis à bille...
Par contre on est bien d'accord, pas de moteur de plus de 2kg pour le Z.
++
Lio
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: CNC - nouvelle étude
![]() michel.be Lun 9 Sep 2013 - 22:00
michel.be Lun 9 Sep 2013 - 22:00
J-M, tu sembles à 200% confiant de ces occasions ... Lio ? toi aussi apparemment donc question :
comment interpréter cette plaque ? un 0.637 Nm servo ... ça correspond à quoi par rapport à mon choix d'hybride ? n'est-ce pas un peu léger ?

++
EDIT : un servo, c'est équipé d'un encodeur d'office ou ça peut être en option ?
michel.be- complétement accro
- Messages : 826
Points : 2005
Date d'inscription : 15/07/2012
Age : 56
Localisation : Belgique - Namur/Luxembourg
Re: CNC - nouvelle étude
![]() J-Max.fr Lun 9 Sep 2013 - 22:15
J-Max.fr Lun 9 Sep 2013 - 22:15
A Michel de nous dire si son budget peut dépasser 2000€ de composants,
ce qui me parait peu pour une machine de cette envergure.
D'ailleurs, le budget n'est pas bouclé car il faudra pas mal de choses autour,
à commencer par la visserie et le câblage.
Ceci dit, 2500 € tout compris, avec ses choix de moteurs et de broche, ne me paraissent pas délirants.
Au niveau du Z, en effet, un petit moteur (ou un moteur plus petit) fera très bien l'affaire.
Quant au budget de ma machine (un peu plus de 7000€ pour que Michel puisse comprendre),
il reste cohérent vis à vis des prestations attendues de ma CNC,
car trois fois moins élevé qu'une machine similaire du commerce.
Sachant que je communique le vrai prix, à l'écrou près. Ce qui n'est pas le cas de beaucoup de CNCistes,
qui ont la mémoire souvent défaillante, oubliant le prix des "améliorations" ou de certains composants.
Qu'en je parle avec eux, et qu'on fait l'addition ensemble, le vrai prix est loin du budget qu'ils annoncent de tête.
Soit dit sans douter de la bonne-foi de qui que ce soit.
A noter que l'outillage acheté pour est inclus au budget.
Et que, si j'ai recherché et bénéficié d'opportunités (déstockage, occasion...), j'ai tout acheté.
Rien sur la machine n'est de récupération.
Sinon, j'ai conscience que beaucoup seraient intéressés par le sujet et la construction pas à pas.
J'avoue être égoïste sur ce coup là, et penser avant tout à construire sereinement.
Pour ma défense, c'est une lourde tâche pour qui n'avait ni grosse expérience, ni connaissances au départ.
On aura bien l'occasion d'en parler en détail ensemble Lionel, sur le sujet de la machine
@Michel, c'est la plaque de servomoteurs de 200w sur 200v (peut-être vaudrait-il mieux 230v).
Ils développent à peu près 3Nm au maxi et 0.6Nm en continu.
Sachant qu'un servo a un couple constant, ce qui n'est pas le cas d'un pas à pas.
Un servo est beaucou plus veloce qu'un pas à pas.
Je dirai que ça équivaut à des Pas à Pas de 3-4Nm mais ils vont bien plus vite.
++JM
J-Max.fr- complétement accro
- Messages : 3671
Points : 8941
Date d'inscription : 25/04/2012
Localisation : Breizh -
Re: CNC - nouvelle étude
![]() michel.be Mar 10 Sep 2013 - 0:38
michel.be Mar 10 Sep 2013 - 0:38
A Michel de nous dire si son budget peut dépasser 2000€ de composants,
ce qui me parait peu pour une machine de cette envergure.
D'ailleurs, le budget n'est pas bouclé car il faudra pas mal de choses autour,
à commencer par la visserie et le câblage.
Comme dit plus haut, j'ai le budget pour les composants ... pas pour te transport ... si je ne trouve pas une solution je ne prendrai pas la broche maintenant j'ai plusieurs affleureuses ici
pour ce qui est de la visserie et du câblage, c'est comme pour le multi-plis, c'est du consommable ... enfin on se comprend
J'ai un frère qui est très régulièrement à l'étranger et notamment en Chine ... un jour où il sera en Belgique, je lui demanderai s'il ne sait pas les rapatrier par son boulot ...
@Michel, c'est la plaque de servomoteurs de 200w sur 200v (peut-être vaudrait-il mieux 230v).
Ils développent à peu près 3Nm au maxi et 0.6Nm en continu.
Sachant qu'un servo a un couple constant, ce qui n'est pas le cas d'un pas à pas.
Un servo est beaucou plus veloce qu'un pas à pas.
Je dirai que ça équivaut à des Pas à Pas de 3-4Nm mais ils vont bien plus vite.
C'est la plaque d'un des servos de ton lien ... le driver est bien en 230v et la sortie est de 0-230v ... donc c'est ok.
j'ai vu sur un modèle 400w 1.27Nm continu pour 4Nm maxi ... j'en déduis que pour 0.6Nm on aurait plutôt 2Nm
Si le servo va bien plus vite que l'hybride (dans le cas présent) en étant moins puissant, j'imagine qu'une prise directe sur une vis à billes 2510 n'est pas l'idéal ou je me trompe ?
++
michel be
michel.be- complétement accro
- Messages : 826
Points : 2005
Date d'inscription : 15/07/2012
Age : 56
Localisation : Belgique - Namur/Luxembourg
Re: CNC - nouvelle étude
![]() J-Max.fr Mar 10 Sep 2013 - 9:39
J-Max.fr Mar 10 Sep 2013 - 9:39
Un servo se couple idéalement sur une vis à bille, mais pas n'importe laquelle.
Tu devrais lire la doc sur les vis à billes dont je t'ai passé le lien page 3.
Toutes tes questions sur la transmission ont leur réponse dedans.
Lionel ne sera sans doute pas aussi catégorique.
Pour ma part, je pense qu'on choisit LE bon moteur et LA bonne transmission pour UNE machine donnée.
Se concentrer sur la machine qu'on construit est une tâche suffisamment dense,
alors se projeter sur une autre machine dont on sait encore moins que la première est illusoire.
Tu as un budget de 2000€ pour les composants, ce qui est bien mais n'autorise pas autant de fantaisies.
Les composants ne représentant qu'une partie du budget global, et les à côtés peuvent vite chiffrer.
Tu t'en rendras compte très vite par toi même.
Voici ce que je te conseille pour que les choses rentrent dans ton budget.
Tout d'abord la broche. Comme on te l'a dit avec Lionel, une 2.2kw (3cv) est suffisant.
Avant que tu sois limité avec ça, il y a du chemin ! N'oublies pas que l'usinage est piloté de manière précise.
On est pas dans le cas de figure où on doit passer du bois à la main sur un fer de toupie en une passe.
Une CNC, ça ne travaille pas comme ça. Rien ne force, les parcours d'outils sont optimisés pour l'outil.
De bons outils qui exploitent à font une broche de 2.2kw valent déjà la moitié du prix de la broche.
Crois-moi, il y a de quoi faire et surfacer du chêne avec une fraise de 70mm !
Par ailleurs, il faut aussi de quoi fixer, alimenter et refroidir la broche, mais aussi un jeu de collets, etc.
Ensuite, sur 2000€ tu as 1400€ rien que pour les moteurs/drivers/Alim/BoB. C'est énorme !
Si tu prends un kit servo 200w d'occasion, tu divises ta facture par deux !
La carte de répartition est inclue, et il n'y a pas d'alimentation à fournir puisque c'est du 230v alternatif.
C'est le choix que j'ai fait pour moi, car de bons moteurs Nema34 avec drivers/Alim revenaient plus cher.
Quel que soit ton choix, tu peux aussi réduire la facture de ce poste de plusieurs centaines d'€uro,
en choisissant des moteurs pas à pas et de bons drivers digitaux, c'est un autre exemple.
++JM
J-Max.fr- complétement accro
- Messages : 3671
Points : 8941
Date d'inscription : 25/04/2012
Localisation : Breizh -
Re: CNC - nouvelle étude
![]() stefanou45 Mar 10 Sep 2013 - 16:02
stefanou45 Mar 10 Sep 2013 - 16:02
vous parliez de rails de guidages, très interessant votre file, si vous me permettez d'en ajouter
à l'heure du choix c'est pas evident de se decider il ya tellement de variation d'un meme rail etc...
perso je me disais:
un rail prismatique de section 20mm courant et de qualité standart (chinois) vaut il mieux en terme de precision-rigidité-usure qu'un rail rond supporté de 25mm mais dont les patins rond et ouvert sont 2x plus large (à poser pour l'axe X et Y, 2m et 1.3m); a prix assez proche en neuf disons
j'ai du mal à voir comment les billes roulent sur un guide rond supporté, quand on voit un patin en photo on dirait qu'il ya plusieurs rangées fixes de billes, donc elles vont rouler tjrs à la meme zone sur le barreau, cela me semble bizarre car ds ce cas c'est juste la taille des billes qui influence sur la capacité de charge d'un patin et non le diamètre du guide rond ; pourriez vous m'aider comprendre, n'ayant jamais eu entre les mains ces choses
autre point: sur les guides prismatiques qu'est ce qui fait leur superiorité ? (ceux qui utilise des billes bien sur)
a par le fait que les billes sont en large contact avec le rail (empreinte circulaire) et non ponctuel par rapport au guide rond SBR, je ne vois pas, peut etre est ce que l'architecture du rail est meilleur, materiaux plus endurant....
est ce qu'il ya des prismatiques a eviter, car il ya tellement de variante comparé au rail rond
......ont fait souvent de mauvaises economies
..... votre discussion la dessus me fait douter, quelques precisions sup serait si bienvenues

stefanou45- je prends du galon

- Messages : 55
Points : 149
Date d'inscription : 12/07/2012
Re: CNC - nouvelle étude
![]() J-Max.fr Mar 10 Sep 2013 - 19:07
J-Max.fr Mar 10 Sep 2013 - 19:07
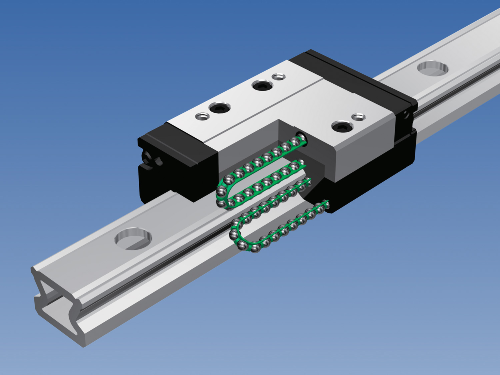
En fait, des rails, il en existe différents types. Tous ne sont pas adaptés à un usage CNC.
En effet, outre le fait que le profil du rail et sa matière soit meilleurs,
il faut absolument que le patin ait une double circulation de billes à 90° par côté, comme ici :

Cela lui permet d'avoir de bonnes tolérances quelle que soit la direction de l'effort.
En clair, de contraindre un mouvement linéaire avec une charge très dynamique sur 3 axes.
D'autres modèles, ont un rail creux ou des circulations de bille correspondant à des efforts différents.
Le modèle ci-dessous, permet de véhiculer une charge lourde posée dessus,
tout en supportant de plus faibles contraintes latérales :
En conséquence, ce patin ci-dessus aura des tolérences axiales moins bonnes que son homologue du début.
Ces rails seront mal adaptés à un usage CNC sur un portique ou un Z, bien que pouvant être tolérés
pour supporter un portique mobile si le rail et les patins sont posés à plat et bien dimensionnés.
D'autres patins n'auront qu'une seule circulation de billes par côté,
et auront donc des tolérances très limités dédiés à des charges statiques. Impropres à l'usage sur CNC :

Par ailleurs, il existe différentes qualités de rails dont les meilleurs (et les plus chers)
disposent de billes de meilleure qualité, calibrées et pré-contraintes, ce qui réduit le jeu du mouvement
et augmente les performances du rail en général.
Les rails supportés ont plusieurs circulation de billes, mais contrairement aux rails linéaires,
ces billes ne sont pas contraintes sur le rail, donc rend le mouvement plus "flottant".
S'il existe aussi différentes qualités de douilles à bille et de rail dans les modèles supportés,
leur précision n'atteint pas celle des rails linéaires.
Leur fabrication étant moins technique, les rails supportés sont aussi moins coûteux.
La longévité des rails et des douilles varie selon leur qualité de départ, mais aussi la qualité de leur entretien.
Toutefois, ils ne sauront atteindre celle des rails linéaires.
Les rails linéaires n'étant pas supportés, ils demandent un support exempt de défauts pour ne pas se déformer.
Ce fait oblige à plus de rigueur ou de passer par des moyens d'usinage, les deux ayant un coût.
Par ailleurs, le système de recirculation des billes des patins linéaires, très précis, pourra freiner ou coincer
très facilement si le rail est déformé car mal installé. Les rails cylindriques supportés sont plus permissifs.
Le support aluminium des rails supportés peut gommer une partie des défauts de la face qui le reçoit.
Même si les douilles sont serrées fortement, elles ne seront que modestement freinées
même si elles doivent "passer" des défauts non acceptables.
En espérant que ça t'aide à y voir plus clair.
Essaie de trouver chez les fabricants (THK, Hiwin, INA, etc.), les données concernant les rails.
Lis les valeurs de charge (C et C0) et les valeurs des moments statiques (M0x, M0y et M0z),
qui seront très parlants sur les capacités d'un rail en particulier.
++JM
J-Max.fr- complétement accro
- Messages : 3671
Points : 8941
Date d'inscription : 25/04/2012
Localisation : Breizh -
Re: CNC - nouvelle étude
![]() Totem Mar 10 Sep 2013 - 19:40
Totem Mar 10 Sep 2013 - 19:40
Pas aussi catégorique c'est vrai.Lionel ne sera sans doute pas aussi catégorique.
Pour ma part, je pense qu'on choisit LE bon moteur et LA bonne transmission pour UNE machine donnée.
Se concentrer sur la machine qu'on construit est une tâche suffisamment dense,
alors se projeter sur une autre machine dont on sait encore moins que la première est illusoire.
Pourtant, j'ai raisonné exactement de la même façon que toi pour la mienne, j'ai pris du matos tout juste dimensionné, en sachant très bien qu'il ne me resservirait pas... de toute façon, je ne projette pas de construire d'autre fraiseuse les prochains temps. J'ai bien d'autres machines en tête: plasma, et surtout presse plieuse, certains jours aussi je rêve de scie à format... En tout cas la CN ce n'est pas pour tout de suite, donc je n'avais pas d'intérêt à dépenser plus pour une troisième machine plus hypothétique qu'autre chose.
Michel en revanche, sait d'ores et déjà qu'il en fera une seconde. Alors dans ce cas, et en admettant qu'il puisse se le permettre financièrement, étant donné qu'il n'y a pas d'inconvénient pour sa première machine à utiliser de gros moteurs par rapports à des petits (mais pas spécialement d'avantage non plus, je suis d'accord sur ce point), je dis donc, pourquoi pas... Dans tous les cas, à chaque revente de matériel, on perd des sous. Donc...
Chacun son point de vue, c'est juste le mien.
En revanche pour la transmission je suis à 100% d'accord avec toi. Des vis inadaptées ça gâche tout.
++
Lio
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: CNC - nouvelle étude
![]() michel.be Mar 10 Sep 2013 - 21:11
michel.be Mar 10 Sep 2013 - 21:11
Un servo se couple idéalement sur une vis à bille, mais pas n'importe laquelle.
En revanche pour la transmission je suis à 100% d'accord avec toi. Des vis inadaptées ça gâche tout.
Bon ok, je vais essayer de comprendre cela en lisant un peu mais là, je ne suis pas dans de bonnes conditions pour me concentrer efficacement ... trop de pensées par rapport à la santé d'une de mes filles ... trop de médecins et surtout trop de nuits blanches ...
Dans tous les cas, à chaque revente de matériel, on perd des sous. Donc...
Ce n'est pas dans mes habitudes n'y dans ma mentalité de revendre ce que je fais ou achète ... donc oui peut-être pourquoi pas ... la réaliser telle que décidé en bois mais avec les éléments mécaniques plus adaptés et faire de même dans le futur ... si ça se trouve, j'aurai d'autres ambitions après celle-ci ?
++
michel.be- complétement accro
- Messages : 826
Points : 2005
Date d'inscription : 15/07/2012
Age : 56
Localisation : Belgique - Namur/Luxembourg
Re: CNC - nouvelle étude
![]() Totem Mar 10 Sep 2013 - 21:21
Totem Mar 10 Sep 2013 - 21:21
Salut Michel,la réaliser telle que décidé en bois mais avec les éléments mécaniques plus adaptés et faire de même dans le futur ... si ça se trouve, j'aurai d'autres ambitions après celle-ci ?
Que l'on soit bien d'accord... Quand je parle de récupérer l'électronique et les moteurs pour une future machine, je parle uniquement de l'électronique et des moteurs! Je ne sais pas ce que tu appelles les éléments mécaniques, mais je comprends bien il s'agit des vis et des glissières; rien à avoir avec des moteurs donc.
Et là, en aucun cas il n'était question de surdimensionner, du moins d'après ce que j'avais compris... Il me semble évident que ceux-ci doivent dans tous les cas être adaptés au châssis.
Après pour l'élec, à toi de voir... c'est en fonction de ton budget.
Ce n'est pas dans mes habitudes n'y dans ma mentalité de revendre ce que je fais ou achète ...
++
Lio
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: CNC - nouvelle étude
![]() michel.be Mar 10 Sep 2013 - 21:30
michel.be Mar 10 Sep 2013 - 21:30
Je pense exactement comme toi. Et à la fin, on se retrouve avec des montagnes de bazar dans le garage
J'ai un grand garage ...
Grand assez que pour faire tourner plusieurs cnc ... comme David ...
michel.be- complétement accro
- Messages : 826
Points : 2005
Date d'inscription : 15/07/2012
Age : 56
Localisation : Belgique - Namur/Luxembourg
Re: CNC - nouvelle étude
![]() dh42 Mar 10 Sep 2013 - 21:59
dh42 Mar 10 Sep 2013 - 21:59
michel.be a écrit:Re,
Je pense exactement comme toi. Et à la fin, on se retrouve avec des montagnes de bazar dans le garage
J'ai un grand garage ...
Grand assez que pour faire tourner plusieurs cnc ... comme David ...
Salut,
Ça dépend de la taille des machines, les miennes sont toutes petites
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC - nouvelle étude
![]() stefanou45 Mar 10 Sep 2013 - 22:09
stefanou45 Mar 10 Sep 2013 - 22:09
J-Max.fr a écrit:
En espérant que ça t'aide à y voir plus clair.
++JM
 beaucoup pour votre explication JM. c'est un peu plus clair
beaucoup pour votre explication JM. c'est un peu plus clair cette notion de precontrainte des billes ds du prismatique, cela m'avait completement échappé! merci de l'avoir dit
donc à cause de cela les 2 types de rails (rond et prismatique) ne sont meme plus comparable, mais en pratique c'est peut etre pas la meme chose quand on combine le tout (rapport qualité/prix - domaine d'utilisation - usure entretien etc...); c'es reparti pour un tour
Du prismatique de qualité pour mon budget c'est meme pas la peine
au debut j'avais opté pour des petits galets en V monté sur patin fait maison mais après je me suis dit est ce que la realisation d'un rail acier va etre vraiment faisable sans outillage? puis la faible economie realisée rapporté au prix complet de la CNC j'ai compris que le bricolage de rail n'en valait pas le coup et le temps perdu; d'un autre point de vue, mettre un guidage prismatique puis passé à l'entrainement par courroie ou cremaillère (mon axe X fait 2m) j'aurai l'impression de faire du gachi avec la materiel......
j'avais entendu dire (dont je ne retrouve pas l'info) que du prismatique chinois (qualité acceptable cependant) ne valait pas mieux que du rond supporté chinois (à condition d'utiliser les patins 2x plus long....j'ai pensé à l'usure moindre, mais pour les autres paramètres lié au jeu je ne vois pas); la precontrainte ça ne me parle pas trop en fait sans avoir touché au materiel disons le comme cela
le choix ne va pas etre facile....
désolé Michel.be pour le petit hors sujet par rapport à votre projet; j'espère que votre fille va vite se rétablir
stefanou45- je prends du galon
- Messages : 55
Points : 149
Date d'inscription : 12/07/2012
J-Max.fr- complétement accro
- Messages : 3671
Points : 8941
Date d'inscription : 25/04/2012
Localisation : Breizh -
Re: CNC - nouvelle étude
![]() michel.be Mar 10 Sep 2013 - 22:33
michel.be Mar 10 Sep 2013 - 22:33
Ça dépend de la taille des machines, les miennes sont toutes petites
Celle-ci 800*1400*220 mais en regardant ma salle de peinture, je me suis dit ... Pu***n j'ai déjà les montants (murs) ... 2/3 poutrelles acier, un 5axes, pour la table ben quoi de plus stable que le sol ... dim intérieur 5*10m sur 3,3m de haut ; - poutrelles dispo ? 6m donc 5axes 5*6*2 ...
Nooonnnnnnn ... je déconne ....
++
michel.be- complétement accro
- Messages : 826
Points : 2005
Date d'inscription : 15/07/2012
Age : 56
Localisation : Belgique - Namur/Luxembourg
Re: CNC - nouvelle étude
![]() michel.be Mar 10 Sep 2013 - 22:42
michel.be Mar 10 Sep 2013 - 22:42
désolé Michel.be pour le petit hors sujet par rapport à votre projet; j'espère que votre fille va vite se rétablir
+1 Prompt rétablissement à ta fille.
Mais ce n'était pas du hors sujet !!!
merci pour ma fille ... décidément côté santé la poisse continue ... elle est passée à deux doigts de l’embolie pulmonaire ça s'est passé à quelques heures près (merci à mon médecin qui a su réagir mieux que les urgences) ... elle a fait une "thrombophlébite profonde extensive" enfin plus simplement dit une thrombose veineuse ... 17 ans ... encore plusieurs spécialistes à rencontrer et un traitement de minimum 3 mois avec les restrictions qui vont avec ... mais bon, plus de peur que de mal comme on dit ...
encore merci !!
michel
michel.be- complétement accro
- Messages : 826
Points : 2005
Date d'inscription : 15/07/2012
Age : 56
Localisation : Belgique - Namur/Luxembourg
Re: CNC - nouvelle étude
![]() dh42 Mar 10 Sep 2013 - 23:07
dh42 Mar 10 Sep 2013 - 23:07
michel.be a écrit:Salut David,
Ça dépend de la taille des machines, les miennes sont toutes petites
Celle-ci 800*1400*220 mais en regardant ma salle de peinture, je me suis dit ... Pu***n j'ai déjà les montants (murs) ... 2/3 poutrelles acier, un 5axes, pour la table ben quoi de plus stable que le sol ... dim intérieur 5*10m sur 3,3m de haut ; - poutrelles dispo ? 6m donc 5axes 5*6*2 ...
Nooonnnnnnn ... je déconne ....
++

Look design, vérenda de série, portier vidéo

Bon rétablissement à ta fille .. rien que le nom "thrombophlébite profonde extensive", ça fait déjà flipper, même si j'ignore tout de ce que c'est ...
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC - nouvelle étude
![]() michel.be Mar 10 Sep 2013 - 23:27
michel.be Mar 10 Sep 2013 - 23:27
Ou dedans .... je sors aussi !!
Bon rétablissement à ta fille .. rien que le nom "thrombophlébite profonde extensive", ça fait déjà flipper, même si j'ignore tout de ce que c'est ...
Pour faire court, le médecin lui a dit ... on en meurt même à ton âge, tu peux te dire que tu as de la chance !!!
merci à toi aussi !!!
michel
michel.be- complétement accro
- Messages : 826
Points : 2005
Date d'inscription : 15/07/2012
Age : 56
Localisation : Belgique - Namur/Luxembourg
Re: CNC - nouvelle étude
![]() michel.be Mer 11 Sep 2013 - 18:18
michel.be Mer 11 Sep 2013 - 18:18
bon j'essaie de comprendre ... niveau formules c'est pas encore ça
mais dans l'ensemble est-ce que mon raisonnement est bon si je dis :
un servo, c'est bien car rapide et précis mais (en modèle de base) ce n'est pas puissant
un hybride, ça peut être très fort et précis mais c'est très lent
donc en prise directe sur une vis à billes,
le servo va avoir des déplacements rapide mais pas puissant
l'hybride va avoir des déplacement puissant mais lent.
oui je sais je me répète
donc pour palier a ceci,
le servo, un réducteur pour diminuer en vitesse mais gagner en puissance tout en gardant la précision
l'hybride, un démultiplicateur pour gagner en vitesse sans perdre trop de puissance mais bien de la précision
sur une vis au pas de 10,
le servo, 3000rpm ça fait 30m/min c'est énorme on va dire 3X trop (la BZT annonce idéalement 4 et 8m/min)
l'hybride, 500rpm ça fait 5m/min c'est peu si on considère l'investissement on va dire 2X trop peu (pour s'aligner avec le servo)
est-ce que le fait d'utiliser un réducteur ou un démultiplicateur est directement proportionnel au gain ?
je veux dire par là si je diminue la vitesse par 3 j'ai 3X plus de puissance et si j'augmente la vitesse par 2 j'ai 2X moins de puissance .
j'imagine que le rapport de précision est le même et directement proportionnel également.
suis-je dans le bon raisonnement ?
si oui, j'en déduis qu'en comparant l'hybride 8Nm et le servo 200w et en utilisant les exemples plus haut, pour une vitesse égale,
on aurait 1,5X plus de puissance et de précision avec le servo
++
michel.be- complétement accro
- Messages : 826
Points : 2005
Date d'inscription : 15/07/2012
Age : 56
Localisation : Belgique - Namur/Luxembourg
Re: CNC - nouvelle étude
![]() dh42 Mer 11 Sep 2013 - 18:59
dh42 Mer 11 Sep 2013 - 18:59
Si tu démultiplie, tu gagne en précision et en couple (pas en puissance) et tu perds en vitesse maxi.
Si tu sur-multiplie, tu perds en précision et en couple, et tu gagne en vitesse maxi.
Pour le montage des servos, je ne sais pas s'il peuvent être monté en bout de vis, mais perso, si je faisais une machine, quelque soit le type de moteur, je pense que je choisirais de les monter avec une poulie, même si c'est du rapport 1/1 ; aligner 2 poulies, c'est plus simple que d'aligner l'arbre moteur et la vis, la courroie sert de coupleur, alors qu'en bout d'arbre, il faut des coupleurs ... et en plus, tu peux par la suite jouer sur les rapport de poulies pour ajuster ta vitesse/couple en changeant de démultiplication. Les calculs c'est bien beau, mais en pratique ça ne fait pas toujours l'affaire ; quand c'est possible, autant se ménager une marge de manœuvre.
Tu parle des V de la BZT ; sur la mienne par exemple, en théorie tu peux prendre 8m/min en rapide d'après la doc BZT (PAP à 800 tr/min), mais en pratique ce n'est pas utilisable, au mieux 6000mm/min, et encore, sur des centaines d'heures d'usinage, ce n'est pas fiable ; j'ai du réduire à 4000mm/min le rapide pour ne plus avoir de blocage intempestif lors des rapides, et à 2500 en usinage si il y a un changements de sens brutal sur un même axe (allez retour en X sans mouvement en Y par exemple), sinon je peux usiner jusqu'à 3600 en usinage, au delà elle "patine" (à moins de prendre des petites passes) . Les moteurs sont pourtant des 3Nm ...
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC - nouvelle étude
![]() Totem Mer 11 Sep 2013 - 19:21
Totem Mer 11 Sep 2013 - 19:21
Ou as-tu lu une pareille grossièreté500rpm ça fait 5m/min c'est peu si on considère l'investissement on va dire 2X trop peu (pour s'aligner avec le servo)
La vitesse de décrochage sera aux alentours de 1600/1800 tours. Certes ce n'est pas 3000, mais c'est toujours mieux que 500!
++
Lionel
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: CNC - nouvelle étude
![]() michel.be Mer 11 Sep 2013 - 19:27
michel.be Mer 11 Sep 2013 - 19:27
sauf si je me trompe l'hybride va perdre rapidement en puissance au delà des 500 tours ... non ?
si ce n'est pas le cas celà voudrai dire qu'en prise directe avec l'hybride on serai quasi à égalité ?
du coup au prix du servo il faut compter la valeur du réducteur pour y arriver à cette "égalité"
... alors quoi choisir en définitive ???
michel.be- complétement accro
- Messages : 826
Points : 2005
Date d'inscription : 15/07/2012
Age : 56
Localisation : Belgique - Namur/Luxembourg
Page 4 sur 8 • 1, 2, 3, 4, 5, 6, 7, 8

 Sujets similaires
Sujets similaires» etude d'une CNC N°3
» l'établi de Samuel - conception, plateau et presse allemande (1ere partie)
» [Etude] Porte intérieure
» Usage de CamBam pour néophyte "avancé"