






CNC - nouvelle étude
Page 6 sur 8 •  1, 2, 3, 4, 5, 6, 7, 8
1, 2, 3, 4, 5, 6, 7, 8 

 Re: CNC - nouvelle étude
Re: CNC - nouvelle étude
![]() orion-p87 Sam 14 Sep 2013 - 19:28
orion-p87 Sam 14 Sep 2013 - 19:28
Effectivement Jean est très réactif et très commerçant.
Je lui ai commandé le soir une VAB 1605 de 230mm pour mon axe Z et le lendemain matin j'avais un mail me demandant si je souhaitais un usinage standard BK/BF 12 ou bien un usinage personnalisé (elles ne sont usinées qu'une fois vendues, ce qui explique un peu le prix).
Prix de la VAB rendue à la maison 61$...
Et pour avoir déjà eu la surprise, les frais de douane ne portent que sur le prix d'achat, mais la TVA porte sur le total. J'ai même dû payer des "frais" supplémentaires à UPS :
12€ pour la TVA et la douane et 14€ de frais pour l'avance de la somme, le dédouanement et le stockage...
Pour limiter ces abus, beaucoup de distributeurs Chinois (ex Hobby King) ouvrent des entrepôts en Europe, et là le prix est TTC sans mauvaises surprises.
orion-p87- petit nouveau

- Messages : 18
Date d'inscription : 26/04/2013

Re: CNC - nouvelle étude
![]() michel.be Mar 17 Sep 2013 - 13:52
michel.be Mar 17 Sep 2013 - 13:52
des nouvelles de mon premier colis ... il est prévu pour mercedi (demain) 18h ... eh ben non ... il vient d'arriver vers 12h45 ...
un mot sur le colis ...
3X trop grand (c'est mieux) l'ensemble super protégé ...

même sans les sac de mousse (beaucoup) c'est encore protégé

pour finir, tout ce qui est sur le site est dans le colis ... la photo est celle du lot exacte

ce soir je regarderai cela de plus près ...
++
michel be
michel.be- complétement accro

- Messages : 826
Points : 2005
Date d'inscription : 15/07/2012
Age : 56
Localisation : Belgique - Namur/Luxembourg
Re: CNC - nouvelle étude
![]() J-Max.fr Mar 17 Sep 2013 - 19:56
J-Max.fr Mar 17 Sep 2013 - 19:56
Sympa ça. Tu as des câbles avec ? Moi je n'avais que les prises.
De toute manière, vu mes longueurs, ça m'étonnerait qu'ils aient été assez longs.
++JM

J-Max.fr- complétement accro
- Messages : 3671
Points : 8941
Date d'inscription : 25/04/2012
Localisation : Breizh -

Re: CNC - nouvelle étude
![]() michel.be Mar 17 Sep 2013 - 22:49
michel.be Mar 17 Sep 2013 - 22:49
niveau câbles, j'ai les rallonges pour les codeurs entiers après, c'est vrai que c'est plutôt des fiches ... mais bon c'est déjà pas mal ...
dis-moi, tu me dis qu'il te semble que ce sont les même driver que toi, ici, ce sont des SGDM-04ADA, je cherche de la doc sur le produit mais rien en français ... aurais-tu eu plus de chance que moi ?
autre question, ce type de fin de course fonctionne comment ? ... ils sont couplé par deux ...

Merci
++
michel be
michel.be- complétement accro
- Messages : 826
Points : 2005
Date d'inscription : 15/07/2012
Age : 56
Localisation : Belgique - Namur/Luxembourg
Re: CNC - nouvelle étude
![]() J-Max.fr Mar 17 Sep 2013 - 23:12
J-Max.fr Mar 17 Sep 2013 - 23:12
Ce ne sont pas les même drivers que moi, j'ai des Samsung 200w.
La doc doit être sur le CD, mais en Anglais.
Je n'ai pas trouvé la mienne en Français et Samsung France a botté en touche : modèle asie, pas europe.
Concernant les fins de courses, ce sont des optiques.
Il faut qu'un cache passe entre le cavalier pour couper le faisceau et actionner le contact.
L'avantage c'est que c'est super rapide.
Les fins de courses optiques doivent s'alimenter. Les tiens doivent être des LX671
J'ai alimenté les miens en 12v pour préserver la carte. 24v c'était un peu trop.
Sinon, ils peuvent s'alimenter entre 5 et 24v.
Câblage sur le capteur :
- +V
- non utilisée
- sortie (retour d'information)
- -V
- A=+V
- B=sorties capteurs X
- C=+V
- D=sorties capteurs Y
- E=+V
- F=sorties capteurs Z
++JM
J-Max.fr- complétement accro
- Messages : 3671
Points : 8941
Date d'inscription : 25/04/2012
Localisation : Breizh -
Re: CNC - nouvelle étude
![]() michel.be Ven 20 Sep 2013 - 20:14
michel.be Ven 20 Sep 2013 - 20:14
en attendant l'envoie de ma commande guides-vis-broche, je vais profiter de mon week-end pour tester les moteurs ... dans un premier temps en manuel via les drivers et par la suite via une commande du pc ...
a ce sujet, que prendre comme logiciel de pilotage ? ... mach3 ou autre chose ?
par ailleurs, je vois que mach4 est annoncé, ... je ne parle malheureusement pas la langue de Schaerbeek (lol...édit - shakespeare) du coup je me demande :
-faut-il attendre mach4 ou alors l'upgrade est compris dans la License ...
-avez-vous des infos sur un mach4fr ?
Mach4
merci
++
michel be
Dernière édition par michel.be le Ven 20 Sep 2013 - 21:01, édité 1 fois
michel.be- complétement accro
- Messages : 826
Points : 2005
Date d'inscription : 15/07/2012
Age : 56
Localisation : Belgique - Namur/Luxembourg
Re: CNC - nouvelle étude
![]() Totem Ven 20 Sep 2013 - 20:48
Totem Ven 20 Sep 2013 - 20:48
Faut pas poser la question, sinon c'est la guerre
Eh bien, il y a deux clans: les pro-mach3, et les pro Linux.
Pour ma part, c'est clairement LinuxCNC qui a ma préférence, gratuit, en français, et ça bug nettement moins. Plus de possibilités aussi pour ceux qui écrivent du g-code à la main, avec des fonctions while, if-else, loop et autres, pour ma part j'aime bien m'amuser avec. Autre avantage, le système Linux est plus léger et démarre plus vite.
Mais il faut bien l'avouer, il y a aussi des inconvénients!
Déjà, l'interface de Mach3 est plus facilement personnalisable, et sûrement plus intuitive. Et si tu n'est pas habitué à Linux, tu préfères peut-être rester sous Windows que de tout chambouler (et pourtant, on s'y fait vite!)
Autre avantage de Mach3, pas besoin de redémarrer le logiciel à chaque fois que tu modifies la configuration, alors que c'est nécessaire sous Linux.
Sous mach, la vue 3d des parcours d'outils est aussi plus à mon gôut.
La traduction de Mach laisse, à mon sens, à désirer, du moins la version que j'avais, mais ça reste compréhensible.
Voilà, je pense avoir été assez objectif... A part cela, je pense que c'est plus ou moins kif-kif! Après, tout est question d'habitude.
Pour mach4 je ne peux pas te dire, je n'étais même pas au courant.
++
Lio

Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: CNC - nouvelle étude
![]() dh42 Ven 20 Sep 2013 - 21:34
dh42 Ven 20 Sep 2013 - 21:34
Infos prisent sur le sit de Mach3
L'upgrade de Mach3 à Mach4 ne sera pas gratuite.
Mach3 sera encore vendu pendant 1 an après la sortie de Mach4.
Mach4 est un soft totalement refondu par rapport à Mach3 ... donc méfiance, il y aura forcément des bugs au départ ...
Il y aura 3 version de Mach4 ; une version OEM, fournie uniquement à l'achat d'une CNc, limitée à 3 axes.
une version Hobby à ~ 200$, remplaçant la version actuelle, avec toute les fonctionnalités actives, mais limitée à un usage hobby (donc interdis de vendre les produits usinés avec cette version
une version pro, à un tarif de 1000$ à 2000$, la même que ci dessus, mais avec support technique et utilisation commerciale autorisée.
Je pense qu'il est préférable pour l'instant d'en rester à Mach3.
Quand à Linux CNC, Lio sait ce que j'en pense
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC - nouvelle étude
![]() michel.be Ven 20 Sep 2013 - 21:57
michel.be Ven 20 Sep 2013 - 21:57
non pas de guerre ...
 ... juste des points de vues
... juste des points de vues ++
michel.be- complétement accro
- Messages : 826
Points : 2005
Date d'inscription : 15/07/2012
Age : 56
Localisation : Belgique - Namur/Luxembourg
Re: CNC - nouvelle étude
![]() Totem Sam 21 Sep 2013 - 11:56
Totem Sam 21 Sep 2013 - 11:56
Ce n'est pas obligé! Tu peux aussi utiliser ton palpeur. Ajouter une position prédéfinie (G28/G30) dans le postpro.Quand à Linux CNC, Lio sait ce que j'en pense... être obligé de faire un Gcode séparé pour chaque outil, c'est hors de question ..
En revanche, je ne sais pas si tu peux l'utiliser n'importe où comme avec Mach. A mon avis, il faut le laisser à un endroit fixe, et la machine viendra dessus à chaque changement d'outil.
Même sans palpeur, tu peux n'utiliser qu'un seul G-code d'ailleurs. En faire plusieurs, c'est une mauvaise habitude
++
Lio
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: CNC - nouvelle étude
![]() dh42 Sam 21 Sep 2013 - 20:49
dh42 Sam 21 Sep 2013 - 20:49
@Lio: Oui, mais le palpeur à position fixe, je n'aime pas, c'est vrai que c'est incontournable avec un changeur d'outil, mais comme c'est moi le changeur d'outil
La raison est qu'avec un palpeur fixe, tu est obligé d'avoir 2 palpeurs, car il te faut d'abord déterminer l'écart entre le palpeur fixe et le dessus de ta pièce, qui change à chaque nouveau montage, alors qu'avec le palpeur mobile, tu le pose directement sur la pièce ou sur la surface que tu a choisi comme référence et tu n'a qu'à connaitre la hauteur du palpeur, qui elle ne change pas.
L'idéal je pense avec LinuxCNC, c'est de bosser avec les longueurs outil, mais avec des pinces c'est pas top, c'est plus pratique avec des cônes. ... et une base de donnée d'outils à jour, ce qui n'est pas mon cas
Perso, je n'ai rien à reprocher à Mach3, tous les pb que j'ai pu avoir ne semblent pas avoir de rapport avec lui, ni avec les PC d'ailleurs, 3 modèles différents et même comportement, tout semblait être question de fréquence du noyau qui ne plaisait pas à ma Bob, de parasites, de graissage des VAB .. et de valeurs très optimistes fournies par BZT pour les V maxi en rapide. (d'un autre coté, si tu regarde les fiches techniques, ils donnent les mêmes valeurs, que tu ai du 4A du 6A, des guides sur bagues bronze ou des patins INA
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC - nouvelle étude
![]() michel.be Sam 21 Sep 2013 - 21:40
michel.be Sam 21 Sep 2013 - 21:40
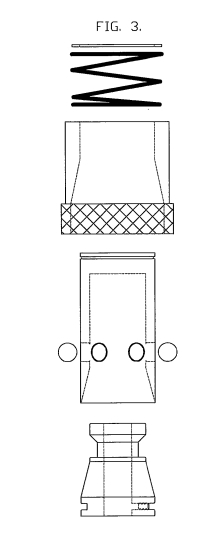
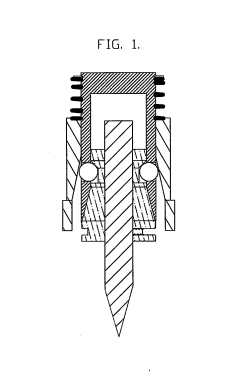
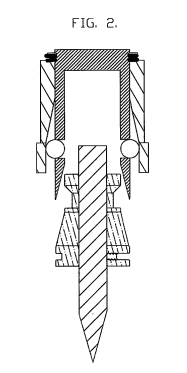
en parlant de changeur d'outils, j'ai vu ça sur la toile
bon, je suis loin d'être équiper pour le faire ... au cas où un généreux métabricoleur était partant ... j'ai récupéré les données techniques je ne sais plus où et suis désolé du coup de ne pas pouvoir nommer la personne à l'origine de ces schémas ....

++
michel be
michel.be- complétement accro
- Messages : 826
Points : 2005
Date d'inscription : 15/07/2012
Age : 56
Localisation : Belgique - Namur/Luxembourg
Re: CNC - nouvelle étude
![]() J-Max.fr Sam 21 Sep 2013 - 23:36
J-Max.fr Sam 21 Sep 2013 - 23:36
Sur ta vidéo, le changeur d'outil est particulièrement lent.
Le système à carrousel est sans doute le moins encombrant.
Mais il nécessite une motorisation avec un encodeur.
Le changeur d'outil automatique, ou "ATC" prend de la place, tu perds de la course en Z.
Mais aussi en X ou en Y où il faut avoir de la place pour ton magasin.
Par ailleurs, il faut aussi un système pneumatique derrière.
En général, même fait maison, c'est un gros boulot et/ou un budget conséquent.
La taille du magasin est difficile à estimer au début.
Il faut un environnement de production bien rodé pour définir le panel d'outil nécessaire.
Un gars sur CNC zone avait un magasin de 6 outils, dont 3 permanents,
et deux ou trois autres qu'il devait ré-installer à chaque fois, car il n'usinait jamais la même chose.
Dans ce cas, l'intérêt de l'ATC est discutable.
Dans l'absolu, on aimerait tous avoir un ATC.
Maintenant dans la pratique, très peu en ont. Et ce n'est pas qu'une question de moyens.
++JM
J-Max.fr- complétement accro
- Messages : 3671
Points : 8941
Date d'inscription : 25/04/2012
Localisation : Breizh -
Re: CNC - nouvelle étude
![]() michel.be Sam 21 Sep 2013 - 23:47
michel.be Sam 21 Sep 2013 - 23:47
Par ailleurs, il faut aussi un système pneumatique derrière.
En général, même fait maison, c'est un gros boulot et/ou un budget conséquent.
dans ce cas-ci, aucun système pneumatique n'est utilisé et niveau budget en étant équipé d'un tour à métaux, c'est réduit au minimum ...
l'outils est amorcé/désamorcé sur simple libération des billes ... ceci peut même se faire à la main sans avoir de magasin ... gain de temps ...

++
michel.be- complétement accro
- Messages : 826
Points : 2005
Date d'inscription : 15/07/2012
Age : 56
Localisation : Belgique - Namur/Luxembourg
Re: CNC - nouvelle étude
![]() dh42 Dim 22 Sep 2013 - 0:05
dh42 Dim 22 Sep 2013 - 0:05
Sur celui de la vidéo, ce qui me dérange, ce n'est pas la lenteur, de toute façon je pense que c'est toute la machine qui est lente, mais c'est surtout tout le porte à faux que ça ajoute au nez de broche, je vois déjà la différence que ça fait entre mes 2 machines pour 20mm de différence de longueur sur un porte outil, ou sur 5 mm de plus en longueur de fraise ; avec cette adaptation, il ne doit pas falloir envoyer la purée avec de trop grosses fraises !! , à la fois à cause de l’allongement du nez de broche et donc de la flexion, mais aussi parce que je ne suis pas sur que le système à ressort arriverais à maintenir le porte outil sans qu'il ne tourne sur lui même sous les efforts de coupe ; on dirait que le PO est simplement "pincé" par les billes, un peu comme un raccord rapide, je ne vois pas de blocage en rotation comme sur un changeur utilisant les cônes SK.
Le changeur d'outil, je pense que hormis pour le coté ludique, ça n'a d’intérêt que pour la production en série, et pas une petite série, car il y a du boulot pour préparer et calibrer les outils, mettre la base de donnée à jours etc ... pas compatible avec de l'usinage unitaire de pièces sans arrêt différentes.
Comme dis J-Max, en plus si la machine n'a pas été conçue pour dés le départ, ça entraine des pertes de volume usinable.
Et bien sur reste le problème du prix, même des petits jouets avec broche de 800W environ, ça plombe dans les 2000€ HT (système complet), et si tu veux une bonne broche avec changeur d'outil intégré d'un calibre adapté à ta machine .... aie .. tu a intérêt à être bien vu du père Noël
en 2.2 Kw (SK20 = cone SA20)
http://www.bzt-cnc.de/en/shop/hf-spindles/42-bis-30000-rpm/282-fraes-spindel-22-kw-380-v-24000-rpm
et en SK30 = cone SA30, plus courant.
http://www.bzt-cnc.de/en/shop/hf-spindles/42-bis-30000-rpm/13-fraes-spindel-7kw-380v-24000-rpm
et bien sur, après il te faut les cônes, les pinces, le compresseur, le boitier de contrôle du changeur (électrovannes), etc .. et un Z supportant les 25 Kg de la broche !!
Tu a intérêt à débiter du copeau, à faire de grosses série, et à avoir une utilisation rentable de la machine.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC - nouvelle étude
![]() Zarkann Dim 22 Sep 2013 - 0:09
Zarkann Dim 22 Sep 2013 - 0:09
J'avais vu ce type de changement d'outils il y a quelque temps mais à mon gout il présentait trois inconvénients :
- D'abord on perd de la course en Z
- Il faut avoir la partie central en acier trempé et rectifié (là où il y a le cône)
- il faut que l'outil tourne de façon parfaitement centré car à 25000 t/mn on doit vite engendrer des problème dans la broche (pour info les portes outils pro sont également en acier trempé et rectifiés)
Sinon évidemment, il est incontestable que le fait de travailler avec des longueurs outils présente des avantages très nombreux.
@++ Eric
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.


Zarkann- Admin
- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -
Re: CNC - nouvelle étude
![]() Totem Dim 22 Sep 2013 - 11:23
Totem Dim 22 Sep 2013 - 11:23
David, pour le palpeur pas fixe je ne sais pas, il faudrait que je me renseigne... ça doit être possible je pense.
Quand à mach3, toi tu ne vois pas d'inconvénient, parce que tu parles bien anglais, pour moi ce n'était pas un problème non plus d'ailleurs (mais j'en avais d'autres
Bah, de toute façon, te tracasse pas pour ça, ils font très bien leur job tous les deux!
Pour le changeur d'outils, à mon avis, oublie... Pour quelque chose de costaud et rigide, c'est énormément de boulot, et d'argent! Sans compter qu'il faut être bien équipé en traitement thermique et en rectification si l'on veut usiner la broche soi même...
++
Lio
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: CNC - nouvelle étude
![]() Zarkann Dim 22 Sep 2013 - 13:33
Zarkann Dim 22 Sep 2013 - 13:33
Lio, il n'y a pas besoin d'usiner la broche, il faut simplement ajouter une queue au dispositif de changement d'outil et le serrer dans la broche (ce qui au passage réduit encore la course en Z et augmente le porte à faux )
Mais bon ça change rien à ce qui a été dit plus haut
@++ Eric
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.
Zarkann- Admin
- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -
Re: CNC - nouvelle étude
![]() Totem Dim 22 Sep 2013 - 22:11
Totem Dim 22 Sep 2013 - 22:11
Salut,Zarkann a écrit:Bonjour
Lio, il n'y a pas besoin d'usiner la broche, il faut simplement ajouter une queue au dispositif de changement d'outil et le serrer dans la broche (ce qui au passage réduit encore la course en Z et augmente le porte à faux )
Mais bon ça change rien à ce qui a été dit plus haut
@++ Eric
Quand je disais broche, je ne pensais pas moteur de broche, mais partie qui contient les roulements et qui tient l'outil, or dans tous les montages ATC que j'ai vu, la broche est décalée par rapport à son moteur, et l'entraînement est fait par courroie.
Mais cela ne change rien au problème, que l'ensemble soit une broche séparée ou au bout du moteur de broche, il faut quand même réaliser un cône intérieur...
++
Lio
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: CNC - nouvelle étude
![]() michel.be Sam 28 Sep 2013 - 22:49
michel.be Sam 28 Sep 2013 - 22:49
enfin une bonne nouvelle ... mon second colis ayant quitté les entrepôts le 22 vient d'arriver à ROISSY CHARLES DE GAULLE après être resté en attente quatre jours en transit à LANTAU ISLAND ...
ça commence à sentir bon ...
++
michel be
michel.be- complétement accro
- Messages : 826
Points : 2005
Date d'inscription : 15/07/2012
Age : 56
Localisation : Belgique - Namur/Luxembourg
Re: CNC - nouvelle étude
![]() michel.be Mer 2 Oct 2013 - 6:54
michel.be Mer 2 Oct 2013 - 6:54
Les affaires vont pouvoir reprendre ... le colis est arrivé, enfin les colis ...
Emballages prévus pour résister au voyage ...

Les guides de 25 et vis de 2510 et 1605 ...

La broche, pompe, supports et autres ...

Prochaine étape, redessiner les pièces de la machine pour la réalisation ... on commence par le Z ...
++
michel be
michel.be- complétement accro
- Messages : 826
Points : 2005
Date d'inscription : 15/07/2012
Age : 56
Localisation : Belgique - Namur/Luxembourg
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: CNC - nouvelle étude
![]() michel.be Jeu 17 Oct 2013 - 7:14
michel.be Jeu 17 Oct 2013 - 7:14
Même si je ne poste pas ici, le sujet n'est pas aux oubliettes ... c'est juste que mon état suite à mes soucis d’août 2012 s'améliore et me permet un travail un peu plus conséquent ... et de toutes façons, je redessine la machine en prenant en considération le matériel reçu ... j'en suis au pont mobile, le Z est terminé ... restera la table en elle-même mais là ce sera juste une adaptation des mesures ...
A ce sujet, dans mon kit servo moteur, j'en ai un équipé de frein. comme le disait J-M :
Un moteur qui monte vite dans les tours et qui va freiner rapidement,
augmentera de beaucoup la productivité d'une machine, en réduisant les temps d'usinage.
suite à cette réponse, ma première réflexion était, "ben je vais le mettre sur l'axe le plus long" mais là je me dit (justifier ou non ?) ce frein doit pouvoir maintenir un axe immobile à l’arrêt voir hors tension ... du coup, je me dis que la meilleur utilisation de ce frein devrait être sur l'axe Z de manière à contrer le poids de la broche ...
Juste ou pas ? ...
++
michel be
michel.be- complétement accro
- Messages : 826
Points : 2005
Date d'inscription : 15/07/2012
Age : 56
Localisation : Belgique - Namur/Luxembourg
Re: CNC - nouvelle étude
![]() dh42 Jeu 17 Oct 2013 - 15:17
dh42 Jeu 17 Oct 2013 - 15:17
Je sais que sur certaines machines (celle de Zarkann par exemple), le Z descend tout seul à cause du poids lorsque le jus est coupé ; il faudrait donc savoir si ce frein fonctionne par manque de tension ; si c'est bien le cas, alors oui, il faut le mettre sur le Z, par contre si le frein est piloté afin de freiner l'axe "en fonctionnement", alors pas sur qu'il ai un quelconque effet courant coupé.suite à cette réponse, ma première réflexion était, "ben je vais le mettre sur l'axe le plus long" mais là je me dit (justifier ou non ?) ce frein doit pouvoir maintenir un axe immobile à l’arrêt voir hors tension ... du coup, je me dis que la meilleur utilisation de ce frein devrait être sur l'axe Z de manière à contrer le poids de la broche ...
Juste ou pas ? ...
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC - nouvelle étude
![]() michel.be Ven 17 Jan 2014 - 17:01
michel.be Ven 17 Jan 2014 - 17:01
Bon ben ça avance enfin ... je suis sur le point de réaliser le câblage et là, ça se complique ...
Voici ce que j'ai
Ensemble 3 axes 400w

faut ajouter la broche de 2.2K et sa pompe puis dans un avenir proche l'aspiration et la dépression du coup ???
Que faut-il mieux prévoir ?
- 1 fusible par moteur ou 1 général ?
- Faut-il prévoir des câbles blindés ?
- Où faut-il mieux placer de coupe circuit ... avant l'alim général ou autre ?
Pour la section du câblage ... juste si je fais comme suit :
- Alim générale --> 2.5G
- Broche 2.2K --> 2.5G
- Alim Boitier de commande --> 1.5G
- Seromoteur 400W --> 0.75G
- Fins de courses et palpeur --> 0.75G
Merci de vos retours !!!
++
michel be
EDIT :
une petite photo de la machine ...

michel.be- complétement accro
- Messages : 826
Points : 2005
Date d'inscription : 15/07/2012
Age : 56
Localisation : Belgique - Namur/Luxembourg
Re: CNC - nouvelle étude
![]() dh42 Ven 17 Jan 2014 - 18:47
dh42 Ven 17 Jan 2014 - 18:47
Hé hé, joli boulot, elle à une bonne gue*** cette machine ... la broche de 2.2Kw parait presque petite
Pour l'alim broche ; en 2.2Kw, coté triphasé (du vario à la broche), tu devrais tourner à 7 à 8 A /phase au maxi en 220 V triphasé ; du câble de 1.5mm² est suffisant sur une courte distance ; par contre il est préférable d'utiliser du câble blindé pour éviter les parasites. (PS si le cable est trop gros, c'est coton pour le brancher sur la prise de la broche.
coté 220 Mono, au maxi, l'ensemble broche + vario devrais pomper dans les 10A ; Ok pour le 2.5 (pas besoin de blindage de ce coté).
Pour les moteurs, je pense qu'il est aussi nécessaire d'utiliser du câble blindé, même chose pour les fins de course/contact home.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Page 6 sur 8 • 1, 2, 3, 4, 5, 6, 7, 8

 Sujets similaires
Sujets similaires» etude d'une CNC N°3
» l'établi de Samuel - conception, plateau et presse allemande (1ere partie)
» [Etude] Porte intérieure
» Usage de CamBam pour néophyte "avancé"