






cambam tournage quelques questions
3 participants
Page 6 sur 6
Page 6 sur 6 •  1, 2, 3, 4, 5, 6
1, 2, 3, 4, 5, 6

 Re: cambam tournage quelques questions
Re: cambam tournage quelques questions
![]() E-go Dim 26 Nov 2023 - 8:25
E-go Dim 26 Nov 2023 - 8:25
salut , merci pour tout ,
mach4 est bien au diamètre ( plus facile pour moi ) ,
du coup je viens de mettre cambam au diamètre également ,
je décales mes dessins et j reviens te dire . merci beaucoup
mach4 est bien au diamètre ( plus facile pour moi ) ,
du coup je viens de mettre cambam au diamètre également ,
je décales mes dessins et j reviens te dire . merci beaucoup
E-go- complétement accro

- Messages : 935
Date d'inscription : 11/10/2012

Re: cambam tournage quelques questions
![]() E-go Dim 26 Nov 2023 - 20:39
E-go Dim 26 Nov 2023 - 20:39
pff j avais pas choisi le bon pp  je refais un essais demain avec le bon pp ..
je refais un essais demain avec le bon pp ..
j ai enlever tout mes posts précedents , qui n'avaient pas lieu d être,
désolé pour la bourde
je refais un essais demain avec le bon pp ..j ai enlever tout mes posts précedents , qui n'avaient pas lieu d être,
désolé pour la bourde

E-go- complétement accro
- Messages : 935
Points : 1570
Date d'inscription : 11/10/2012
Re: cambam tournage quelques questions
![]() dh42 Dim 26 Nov 2023 - 22:35
dh42 Dim 26 Nov 2023 - 22:35
Tu vas bien finir par le dompter ce Mach4 Turn ....
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: cambam tournage quelques questions
![]() E-go Lun 27 Nov 2023 - 15:13
E-go Lun 27 Nov 2023 - 15:13
dh42 a écrit:
Tu vas bien finir par le dompter ce Mach4 Turn ....
++
David
avec ton aide , j 'ai aucuns doutes



comme a chaque fois , je te remercie chaudement pour ton aide précieuse
E-go- complétement accro
- Messages : 935
Points : 1570
Date d'inscription : 11/10/2012
Re: cambam tournage quelques questions
![]() dh42 Lun 27 Nov 2023 - 19:40
dh42 Lun 27 Nov 2023 - 19:40
Joli ! ... et elles servent à quoi ces pièces ?
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: cambam tournage quelques questions
![]() E-go Ven 1 Déc 2023 - 12:02
E-go Ven 1 Déc 2023 - 12:02
dh42 a écrit:
Joli ! ... et elles servent à quoi ces pièces ?
++
David
salut ,d ésolé j'ai été pas mal pris par le tour , j ai pas arreter
c est des mods meca , un genre de e-cig mais sans electronique
je travaille le laiton , le titane , le carbone , ca céramique , meme le cuir
je te met quelques photos



E-go- complétement accro
- Messages : 935
Points : 1570
Date d'inscription : 11/10/2012
Re: cambam tournage quelques questions
![]() E-go Ven 1 Déc 2023 - 12:12
E-go Ven 1 Déc 2023 - 12:12
sinon je viens d acheter ca .. deuxieme retrofit en vue
je ferais un autre post
j ai hate


je ferais un autre post
j ai hate


E-go- complétement accro
- Messages : 935
Points : 1570
Date d'inscription : 11/10/2012
Re: cambam tournage quelques questions
![]() nagut Ven 1 Déc 2023 - 12:44
nagut Ven 1 Déc 2023 - 12:44
Magnifiques
les gravures, tu fait en 4ème axe? fraisage?
les gravures, tu fait en 4ème axe? fraisage?
Dernière édition par nagut le Ven 1 Déc 2023 - 15:29, édité 1 fois

nagut- complétement accro
- Messages : 2558
Points : 2842
Date d'inscription : 17/08/2010
Age : 73
Localisation : Haut Jura
Re: cambam tournage quelques questions
![]() E-go Ven 1 Déc 2023 - 15:27
E-go Ven 1 Déc 2023 - 15:27
nagut a écrit:Magnifiques
les gravures, tu en 4ème axe? fraisage?
non gravure laser , pour les pieces d horlogerie , brasure
E-go- complétement accro
- Messages : 935
Points : 1570
Date d'inscription : 11/10/2012
Re: cambam tournage quelques questions
![]() dh42 Ven 1 Déc 2023 - 20:32
dh42 Ven 1 Déc 2023 - 20:32
Salut,
Ah oui, ça claque, super job !
++
David
Ah oui, ça claque, super job !
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: cambam tournage quelques questions
![]() E-go Mar 5 Déc 2023 - 11:06
E-go Mar 5 Déc 2023 - 11:06
salut , autre questions svp , sur la passe de finition , j aimerais decaler le point d'entree dans la matiere , j aimerai qu il commence l usinage a +0.5 au lieu de zero ,
j ai cherché un peu partout mais je ne trouve rien ,
a pars dans le post processeur décalage x mais j ose pas trop toucher a ca
une idée ? merci
j ai cherché un peu partout mais je ne trouve rien ,
a pars dans le post processeur décalage x mais j ose pas trop toucher a ca
une idée ? merci
E-go- complétement accro
- Messages : 935
Points : 1570
Date d'inscription : 11/10/2012
Re: cambam tournage quelques questions
![]() dh42 Mar 5 Déc 2023 - 20:20
dh42 Mar 5 Déc 2023 - 20:20
Salut,
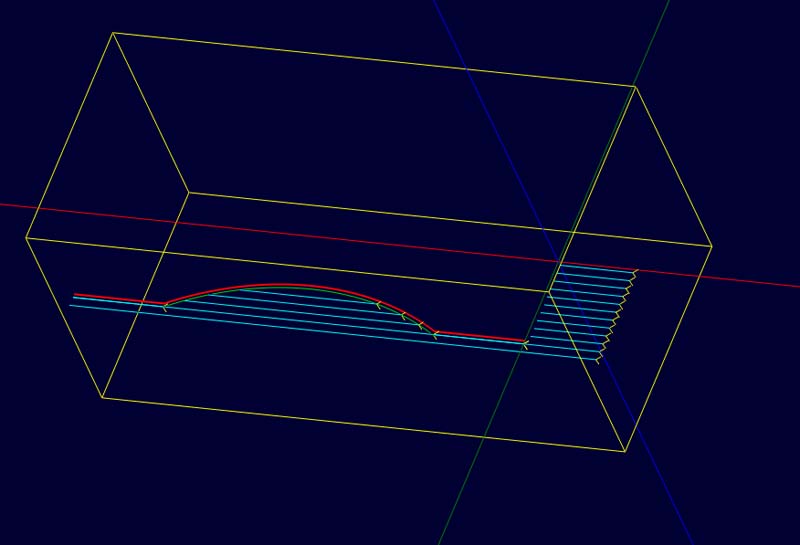
Il suffit de définir un brut plus long que ta pièce.
Si tu veux que la face soit dressée, il faut que la polyligne revienne vers le centre, sinon, la face sera simplement ébauchée.
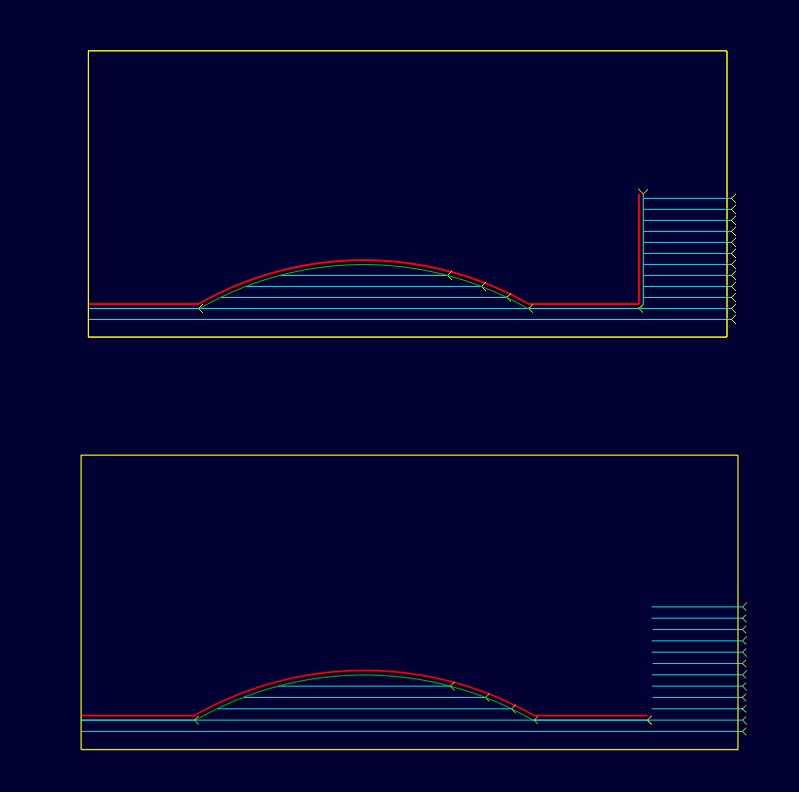
Le brut doit être centré sur l'axe.
++
David
Il suffit de définir un brut plus long que ta pièce.
Si tu veux que la face soit dressée, il faut que la polyligne revienne vers le centre, sinon, la face sera simplement ébauchée.

Le brut doit être centré sur l'axe.

++
David
- Fichiers joints

- tour.zip Vous n'avez pas la permission de télécharger les fichiers joints.(2 Ko) Téléchargé 1 fois
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: cambam tournage quelques questions
![]() E-go Jeu 7 Déc 2023 - 12:59
E-go Jeu 7 Déc 2023 - 12:59
salut , j ai pas determiner de brut , mais si je prolonge le tracé a -0.5 ca devrait le faire
E-go- complétement accro
- Messages : 935
Points : 1570
Date d'inscription : 11/10/2012
Re: cambam tournage quelques questions
![]() dh42 Jeu 7 Déc 2023 - 21:25
dh42 Jeu 7 Déc 2023 - 21:25
Salut,
Sur CamBam, le tournage c'est la seule opération d'usinage qui prends le brut en compte pour le calcul des parcours d'outils ; Avec toutes les autres opérations il ne sert que pour la simulation avec CutViewer ou Camotics.
++
David
Sur CamBam, le tournage c'est la seule opération d'usinage qui prends le brut en compte pour le calcul des parcours d'outils ; Avec toutes les autres opérations il ne sert que pour la simulation avec CutViewer ou Camotics.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: cambam tournage quelques questions
![]() E-go Ven 8 Déc 2023 - 21:46
E-go Ven 8 Déc 2023 - 21:46
ok , merci , je vais essayer de rajouter un bout de tracé
E-go- complétement accro
- Messages : 935
Points : 1570
Date d'inscription : 11/10/2012
Re: cambam tournage quelques questions
![]() nagut Dim 10 Déc 2023 - 15:35
nagut Dim 10 Déc 2023 - 15:35
Salut
je reviens ici car on ne parle pas souvent de cnc tournage, et comme j'y ai passé pas mal d'années: çà me rappelle des souvenirs; (bon, çà fait 15 ans que je n'ai pas pratiqué)
j'ai surtout travaillé sur des commandes Fanuc OT et qui sont prévues pour la prod de série
l'appel d'un outil se faisait de la façon suivante : "T0101"; ce qui veux dire : outil 1 avec correcteur n°1. (le n° du correcteur correspond à une variable que l'on peut modifier)
lorsque l'on fait de la production en série et que l'on trouve une cote qui arrive en limite de tolérance, il suffit de modifier la variable associée à l'outil pour corriger
je n'avais pas vraiment regardé Cambam tournage avant ce sujet, mais je ne pense pas que ce soit prévu dans l'élaboration du Gcode
cela serait vraiment un plus
je reviens ici car on ne parle pas souvent de cnc tournage, et comme j'y ai passé pas mal d'années: çà me rappelle des souvenirs; (bon, çà fait 15 ans que je n'ai pas pratiqué)
j'ai surtout travaillé sur des commandes Fanuc OT et qui sont prévues pour la prod de série
l'appel d'un outil se faisait de la façon suivante : "T0101"; ce qui veux dire : outil 1 avec correcteur n°1. (le n° du correcteur correspond à une variable que l'on peut modifier)
lorsque l'on fait de la production en série et que l'on trouve une cote qui arrive en limite de tolérance, il suffit de modifier la variable associée à l'outil pour corriger
je n'avais pas vraiment regardé Cambam tournage avant ce sujet, mais je ne pense pas que ce soit prévu dans l'élaboration du Gcode
cela serait vraiment un plus
nagut- complétement accro
- Messages : 2558
Points : 2842
Date d'inscription : 17/08/2010
Age : 73
Localisation : Haut Jura
Re: cambam tournage quelques questions
![]() dh42 Dim 10 Déc 2023 - 18:17
dh42 Dim 10 Déc 2023 - 18:17
Salut,
Même chose avec Mach3.
++
David
l'appel d'un outil se faisait de la façon suivante : "T0101"; ce qui veux dire : outil 1 avec correcteur n°1.
Même chose avec Mach3.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: cambam tournage quelques questions
![]() nagut Dim 10 Déc 2023 - 19:57
nagut Dim 10 Déc 2023 - 19:57
çà, j'ai pas vu, mais je ne maitrise pas la partie tournage de Mach
quelle est la variable à modifier ?
quelle est la variable à modifier ?
nagut- complétement accro
- Messages : 2558
Points : 2842
Date d'inscription : 17/08/2010
Age : 73
Localisation : Haut Jura
Re: cambam tournage quelques questions
![]() dh42 Dim 10 Déc 2023 - 20:14
dh42 Dim 10 Déc 2023 - 20:14
Je ne comprend pas ta question, de quelle variable parles-tu ?
Coté CamBam, il faut utiliser les n° d'outil de type 101, 202, 303, etc (le 0 au début ne peut pas être mis, donc 0101 devient 101)
++
David
Coté CamBam, il faut utiliser les n° d'outil de type 101, 202, 303, etc (le 0 au début ne peut pas être mis, donc 0101 devient 101)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: cambam tournage quelques questions
![]() nagut Dim 10 Déc 2023 - 21:00
nagut Dim 10 Déc 2023 - 21:00
dans T101, à quoi correspond le ..T1"01"(sous ligné)
pour moi, le "01" (N° du correcteur), doit bien être indexé sur une donnée
je m'explique, si tu doit réduire un Ø de 0.01, il faut bien que tu rentre cette valeur 0.01 quelques parts
sur une commande Fanuc, on va faire la correction dans une page dédiée à cela
bon, c'est vrai que l'on est pas dans le mème domaine d'utilisation et que ces commandes ne seront jamais accessibles aux amateurs mème passionnés
pour moi, le "01" (N° du correcteur), doit bien être indexé sur une donnée
je m'explique, si tu doit réduire un Ø de 0.01, il faut bien que tu rentre cette valeur 0.01 quelques parts
sur une commande Fanuc, on va faire la correction dans une page dédiée à cela
bon, c'est vrai que l'on est pas dans le mème domaine d'utilisation et que ces commandes ne seront jamais accessibles aux amateurs mème passionnés
nagut- complétement accro
- Messages : 2558
Points : 2842
Date d'inscription : 17/08/2010
Age : 73
Localisation : Haut Jura
Re: cambam tournage quelques questions
![]() dh42 Dim 10 Déc 2023 - 21:21
dh42 Dim 10 Déc 2023 - 21:21
dans T101, à quoi correspond le ..T1"01"(sous ligné)
C'est le n° du correcteur d'outil, donc 101, c'est en fait 01 01, soit outil 01 + correcteur 01
je m'explique, si tu doit réduire un Ø de 0.01, il faut bien que tu rentre cette valeur 0.01 quelques parts
Oui, c'est dans la biblio d'outil de Mach3

Les 2 colonnes Offset définisse le décalage de l'outil en X et Z par rapport à l'outil de référence (outil 0), les 2 colonnes Wear permettent de donner une valeur d'usure de l'outil
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: cambam tournage quelques questions
![]() nagut Lun 11 Déc 2023 - 9:00
nagut Lun 11 Déc 2023 - 9:00
Ha ok, j'avais zappé cette possibilité
donc c'est pareil que Fanuc (ou autre)
donc c'est pareil que Fanuc (ou autre)
nagut- complétement accro
- Messages : 2558
Points : 2842
Date d'inscription : 17/08/2010
Age : 73
Localisation : Haut Jura
Page 6 sur 6 • 1, 2, 3, 4, 5, 6

 Sujets similaires
Sujets similaires» quelques réalisations de newbie. (quelques semaines de CNC et CamBam)
» Panne ponceuse à bande Élu [besoin d'aide]
» Un "séparateur cyclone"
» [Réalisation] Le back stand
» Questions sur Cambam-Cutviewer
» Panne ponceuse à bande Élu [besoin d'aide]
» Un "séparateur cyclone"
» [Réalisation] Le back stand
» Questions sur Cambam-Cutviewer
Page 6 sur 6
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum