






Questions sur Cambam-Cutviewer
2 participants
Page 1 sur 1

 Questions sur Cambam-Cutviewer
Questions sur Cambam-Cutviewer
![]() zeniep Lun 16 Mar 2020 - 16:43
zeniep Lun 16 Mar 2020 - 16:43
Bonjour,
J'ai eu beau chercher je n'ai pas trouvé de réponse à quelques questions.
Je suis sous Cambam v0.98P, environnement W10 64Bits, j'ai une petite CNC chinoise 3018Pro qui fonctionne sous GRBL.
Sous Cambam si j'édite une polyligne qui n'est pas à 0 en Z, je me retrouve avec les points édités à zéro mais pas les autres, normal ou pas ?
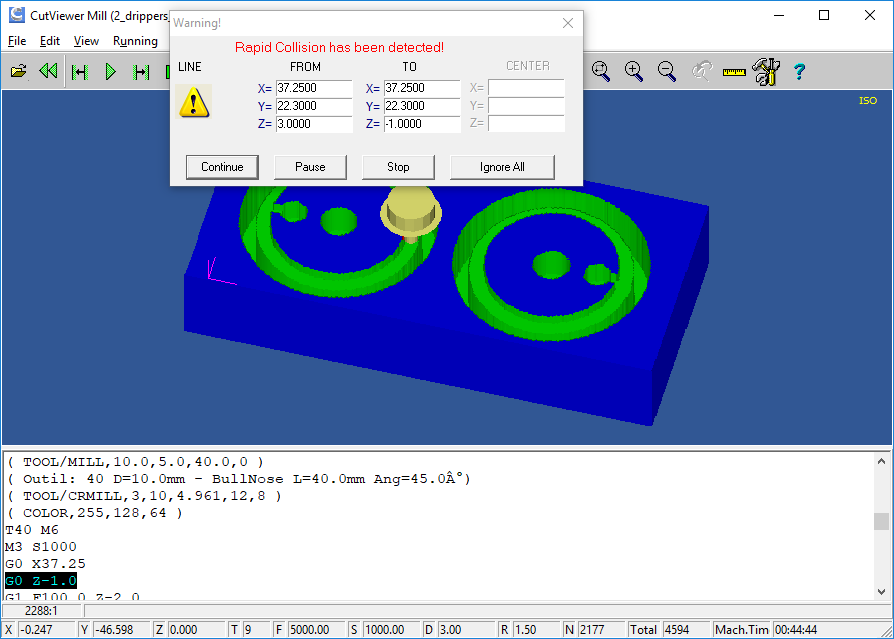
Lors du transfert vers Cutviewer j'ai des op G0 Z-1.000, forcément ça coince et Cutviewer proteste. Cela viendrait du post pro ? J'utilise un post pro GRBL que j'ai récupéré, mais pas sûr qu'il soit bon.
En général j'en ai 1 max 3 de ce type.
Dans Cambam je met "profondeur d'abord" dans les paramètres d'ordre d'usinage et Cutviewer me le fait en "niveau d'abord", ou j'ai rien compris au deux
Une ch'tite vidéo pour montrer le truc, je met ça sur mon google drive, ça fait 20M°
vidéo Cutviewer
Sur le même projet j'ai un doute sur l'aspect fini, peut-être un réglage de Cutviewer que j'ai pas fait, ça me parait crénelé le truc et pas trop top sur la finition, même sur le passage d'une fraise de diam. 3mm (en haut le décaissement de 2mm) :
Et enfin tous conseils sont les bienvenus, la finalité c'est d'utiliser cette fraise pour l'arrondi autour :

Je met le projet Cambam, mon postpro, la blibliotèque d'outils sur Cambam, pour Cutviewer la base de données est verrouillé pas de pot mais c'est la même au niveau outils, en espérant que ça puisse aider. Tout ça sur mon google drive :
fichiers Cambam
 d'avance pour toute aide.
d'avance pour toute aide.
Bonne après-midi à tous.
Laurent
J'ai eu beau chercher je n'ai pas trouvé de réponse à quelques questions.
Je suis sous Cambam v0.98P, environnement W10 64Bits, j'ai une petite CNC chinoise 3018Pro qui fonctionne sous GRBL.
Sous Cambam si j'édite une polyligne qui n'est pas à 0 en Z, je me retrouve avec les points édités à zéro mais pas les autres, normal ou pas ?
Lors du transfert vers Cutviewer j'ai des op G0 Z-1.000, forcément ça coince et Cutviewer proteste. Cela viendrait du post pro ? J'utilise un post pro GRBL que j'ai récupéré, mais pas sûr qu'il soit bon.

En général j'en ai 1 max 3 de ce type.
Dans Cambam je met "profondeur d'abord" dans les paramètres d'ordre d'usinage et Cutviewer me le fait en "niveau d'abord", ou j'ai rien compris au deux
Une ch'tite vidéo pour montrer le truc, je met ça sur mon google drive, ça fait 20M°
vidéo Cutviewer
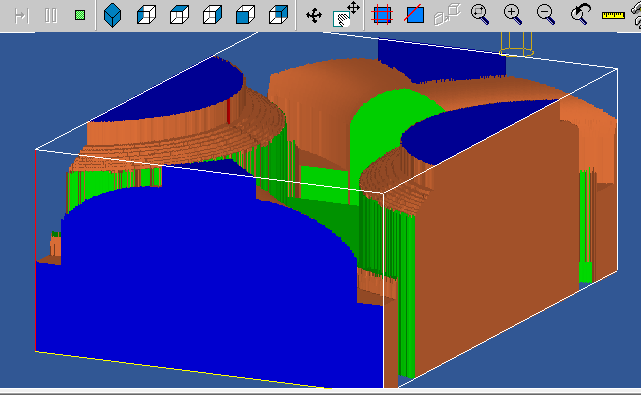
Sur le même projet j'ai un doute sur l'aspect fini, peut-être un réglage de Cutviewer que j'ai pas fait, ça me parait crénelé le truc et pas trop top sur la finition, même sur le passage d'une fraise de diam. 3mm (en haut le décaissement de 2mm) :

Et enfin tous conseils sont les bienvenus, la finalité c'est d'utiliser cette fraise pour l'arrondi autour :

Je met le projet Cambam, mon postpro, la blibliotèque d'outils sur Cambam, pour Cutviewer la base de données est verrouillé pas de pot mais c'est la même au niveau outils, en espérant que ça puisse aider. Tout ça sur mon google drive :
fichiers Cambam
d'avance pour toute aide.Bonne après-midi à tous.
Laurent

zeniep- je prends du galon

- Messages : 92
Points : 104
Date d'inscription : 15/10/2015
Age : 69
Localisation : Aveyron

Re: Questions sur Cambam-Cutviewer
![]() dh42 Lun 16 Mar 2020 - 23:10
dh42 Lun 16 Mar 2020 - 23:10
Salut,
Oui, c'est normal. Si tu veux mettre tous les points à Z=0 pour avoir une polyligne bien plate, tu peux utiliser ce plugin.
http://www.atelier-des-fougeres.fr/Cambam/Aide/Plugins/flattenFR.html
Non, tout semble normale, si je regarde ton op "fraise_convexe", tu lui dit bien que "surface pièce" est à -2 et comme tu utilise la "hauteur de plongée en rapide" réglé en auto (soit 1mm si unité = mm), tu à une approche en rapide jusqu'à 1mm au dessus de la surface à usiner, donc -1, puis une descente en G1 jusqu'aux -2 demandés ; rien d'anormal .... si ce n'est que ta fraise tape effectivement dans la matière en rapide, donc CV à tout à fait raison de donner une alerte.
T40 M6
( fraise_convexe )
( )
G17
S1000
M3
G0 X37.2473 Y22.3
G0 Z-1.0
G1 F100.0 Z-2.0
G2 F200.0 X14.3835 Y9.0996 Z-2.0667 I-15.2425 J0.0
G2 Y35.5004 Z-2.1333 I7.6213 J13.2004
note que le profilage des bords ne s'utilise pas avec une fraise de forme, c'est justement fait pour s'en passer, en général on utilise une fraise hémisphérique.
Oui, dans "fraise_convexe", "profondeur d'abord" n'est pas respecté car tes 2 formes sont trop proches l'une de l'autre et ça perturbe le calcul car tes parcours d'outils se chevauchent d'une forme à l'autre ; pour solutionner ça, écarte d'avantage tes 2 formes, ou, si ce n'est pas possible, utilise 2 opérations d'usinage différentes.
Si c'est crénelé c'est parce que tu n'utilise pas la bonne fraise, il faut une fraise hémisphérique et non pas une "A rayon" comme tu a mis ; avec une fraise à rayon on n'utilise pas le profilage des bords, on fait un simple contour ; bien sûr pour que la simu soit OK, il faut que la fraise soit correctement définie pour CV, il semble que ce soit (presque) le cas, si ce n'est qu'avec un Ø de 10 et de 3, la fraise ne peut pas avoir un rayon de 4.961 comme tu l'a défini, mais de 3.5 ; si tu veux que ça colle il faudra tricher sur le Ø extérieur pour avoir le rayon de 4.961 (4.961*2 + 3 = 12.922)
Note aussi que pour avoir le bon décalage outil avec ce type de fraise, il faut donner le petit Ø et non le grand (donc 3 dans ce cas), sinon ta fraise sera complètement déportée à l'extérieur et ne coupera rien.
un exemple avec une fraise TOOL/CRMILL,3,10,3.5,12,8 sur CV ; bon, je pense qu'il va falloir revoir un peu le truc, car ça bouffe aussi sur l'extérieur .... je n'ai pas dut positionner le rayon au bon endroit, je ne sais pas exactement ce que tu veux faire.

++
David
Sous Cambam si j'édite une polyligne qui n'est pas à 0 en Z, je me retrouve avec les points édités à zéro mais pas les autres, normal ou pas ?
Oui, c'est normal. Si tu veux mettre tous les points à Z=0 pour avoir une polyligne bien plate, tu peux utiliser ce plugin.
http://www.atelier-des-fougeres.fr/Cambam/Aide/Plugins/flattenFR.html
Lors du transfert vers Cutviewer j'ai des op G0 Z-1.000, forcément ça coince et Cutviewer proteste. Cela viendrait du post pro ? J'utilise un post pro GRBL que j'ai récupéré, mais pas sûr qu'il soit bon.
Non, tout semble normale, si je regarde ton op "fraise_convexe", tu lui dit bien que "surface pièce" est à -2 et comme tu utilise la "hauteur de plongée en rapide" réglé en auto (soit 1mm si unité = mm), tu à une approche en rapide jusqu'à 1mm au dessus de la surface à usiner, donc -1, puis une descente en G1 jusqu'aux -2 demandés ; rien d'anormal .... si ce n'est que ta fraise tape effectivement dans la matière en rapide, donc CV à tout à fait raison de donner une alerte.
T40 M6
( fraise_convexe )
( )
G17
S1000
M3
G0 X37.2473 Y22.3
G0 Z-1.0
G1 F100.0 Z-2.0
G2 F200.0 X14.3835 Y9.0996 Z-2.0667 I-15.2425 J0.0
G2 Y35.5004 Z-2.1333 I7.6213 J13.2004
note que le profilage des bords ne s'utilise pas avec une fraise de forme, c'est justement fait pour s'en passer, en général on utilise une fraise hémisphérique.
Dans Cambam je met "profondeur d'abord" dans les paramètres d'ordre d'usinage et Cutviewer me le fait en "niveau d'abord"
Oui, dans "fraise_convexe", "profondeur d'abord" n'est pas respecté car tes 2 formes sont trop proches l'une de l'autre et ça perturbe le calcul car tes parcours d'outils se chevauchent d'une forme à l'autre ; pour solutionner ça, écarte d'avantage tes 2 formes, ou, si ce n'est pas possible, utilise 2 opérations d'usinage différentes.
Sur le même projet j'ai un doute sur l'aspect fini, peut-être un réglage de Cutviewer que j'ai pas fait, ça me parait crénelé le truc et pas trop top sur la finition, même sur le passage d'une fraise de diam. 3mm (en haut le décaissement de 2mm) :
Si c'est crénelé c'est parce que tu n'utilise pas la bonne fraise, il faut une fraise hémisphérique et non pas une "A rayon" comme tu a mis ; avec une fraise à rayon on n'utilise pas le profilage des bords, on fait un simple contour ; bien sûr pour que la simu soit OK, il faut que la fraise soit correctement définie pour CV, il semble que ce soit (presque) le cas, si ce n'est qu'avec un Ø de 10 et de 3, la fraise ne peut pas avoir un rayon de 4.961 comme tu l'a défini, mais de 3.5 ; si tu veux que ça colle il faudra tricher sur le Ø extérieur pour avoir le rayon de 4.961 (4.961*2 + 3 = 12.922)
Note aussi que pour avoir le bon décalage outil avec ce type de fraise, il faut donner le petit Ø et non le grand (donc 3 dans ce cas), sinon ta fraise sera complètement déportée à l'extérieur et ne coupera rien.
un exemple avec une fraise TOOL/CRMILL,3,10,3.5,12,8 sur CV ; bon, je pense qu'il va falloir revoir un peu le truc, car ça bouffe aussi sur l'extérieur .... je n'ai pas dut positionner le rayon au bon endroit, je ne sais pas exactement ce que tu veux faire.

++
David
- Fichiers joints

- 2_drippers_v2_dh.zip Vous n'avez pas la permission de télécharger les fichiers joints.(773 Ko) Téléchargé 1 fois
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Questions sur Cambam-Cutviewer
![]() zeniep Mar 17 Mar 2020 - 0:40
zeniep Mar 17 Mar 2020 - 0:40
Bonsoir, et merci David
Je vais revendre ces fraises de forme

 et ce coup-ci bah je l'ai pas fait, oups.
et ce coup-ci bah je l'ai pas fait, oups.
C'est vrai que c'est merdique ces fraises de forme
Si c'est plus propre avec une hémisphérique alors je vais en commander une paire et refaire mon projet. Pas grave j'en suis aux tests en simu seulement.
Merci encore de cette réponse plus qu'exhaustive.
Laurent
Super, je ne l'avais pas vu celui làdh42 a écrit:Salut,
Oui, c'est normal. Si tu veux mettre tous les points à Z=0 pour avoir une polyligne bien plate, tu peux utiliser ce plugin.
http://www.atelier-des-fougeres.fr/Cambam/Aide/Plugins/flattenFR.html
Ok
Non, .../..., donc CV à tout à fait raison de donner une alerte.
Ok, donc le mieux serait de prendre une fraise hémisphérique apparemment.
note que le profilage des bords ne s'utilise pas avec une fraise de forme, c'est justement fait pour s'en passer, en général on utilise une fraise hémisphérique.
Je vais revendre ces fraises de forme
Je vais essayer 2 op différentes alors, je ne peux pas les écarter plus.
Oui, dans "fraise_convexe", "profondeur d'abord" n'est pas respecté car tes 2 formes sont trop proches l'une de l'autre et ça perturbe le calcul car tes parcours d'outils se chevauchent d'une forme à l'autre ; pour solutionner ça, écarte d'avantage tes 2 formes, ou, si ce n'est pas possible, utilise 2 opérations d'usinage différentes.
Bon je vais reprendre mes côtes, le rayon est surement pas bon. Mais maintenant je suis un brun mirot alors les côtes faut prendre le microscope électronique...Si c'est crénelé c'est parce que tu n'utilise pas la bonne fraise, il faut une fraise hémisphérique et non pas une "A rayon" comme tu a mis ; avec une fraise à rayon on n'utilise pas le profilage des bords, on fait un simple contour ; bien sûr pour que la simu soit OK, il faut que la fraise soit correctement définie pour CV, il semble que ce soit (presque) le cas, si ce n'est qu'avec un Ø de 10 et de 3, la fraise ne peut pas avoir un rayon de 4.961 comme tu l'a défini, mais de 3.5 ; si tu veux que ça colle il faudra tricher sur le Ø extérieur pour avoir le rayon de 4.961 (4.961*2 + 3 = 12.922)
C'est vrai que c'est merdique ces fraises de forme
Ahh, merci, y a pas tu connais bien ton sujet, respect M'sieur David.Note aussi que pour avoir le bon décalage outil avec ce type de fraise, il faut donner le petit Ø et non le grand (donc 3 dans ce cas), sinon ta fraise sera complètement déportée à l'extérieur et ne coupera rien.
Je vais regarder ça. Même si j'opte pour une fraise hémisphérique j'aime bien comprendreun exemple avec une fraise TOOL/CRMILL,3,10,3.5,12,8 sur CV ; bon, je pense qu'il va falloir revoir un peu le truc, car ça bouffe aussi sur l'extérieur .... je n'ai pas dut positionner le rayon au bon endroit, je ne sais pas exactement ce que tu veux faire.
Si c'est plus propre avec une hémisphérique alors je vais en commander une paire et refaire mon projet. Pas grave j'en suis aux tests en simu seulement.
Merci encore de cette réponse plus qu'exhaustive.
Laurent
zeniep- je prends du galon
- Messages : 92
Points : 104
Date d'inscription : 15/10/2015
Age : 69
Localisation : Aveyron
Re: Questions sur Cambam-Cutviewer
![]() dh42 Mar 17 Mar 2020 - 0:58
dh42 Mar 17 Mar 2020 - 0:58
Si c'est plus propre avec une hémisphérique alors je vais en commander une paire et refaire mon projet. Pas grave j'en suis aux tests en simu seulement.
Non, une fraise de forme donnera toujours un meilleur résultat (et plus vite !) mais ça ne passe pas partout à cause de sa taille ... et il en faut une pour chaque rayon ... et c'est pas donné !! alors qu'avec une hémi, tu fais le rayon que tu veux (intérieur ou extérieur) .. ou même n'importe quelle forme si tu utilise un objet 3D (dans ce cas ce n'est plus du Profilage des bords mais de l'usinage 3D)
https://www.metiers-et-passions.com/outil-cata/coffret-8-fraises-14-cercle-en-hss/vadium-1350575192313-skg.html
Bon je vais reprendre mes côtes, le rayon est surement pas bon.
Ou la fraise ne suis pas la norme et le rayon n'est pas complètement formé ... c'est bien possible ! Ta fraise ne ressemble pas trop à une fraise de méca, c'était une fraise à roulement de boiseux ? (c'est bizarre cette grande queue en dessous) ... Il me semble, en plus, que l'axe de la dent n'est pas à l'axe de la fraise, ce qui complique la mesure du rayon. Dans ce cas, le plus simple c'est de faire un usinage test et de mesurer le rayon obtenu plutôt que le rayon "visible" de la fraise.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Questions sur Cambam-Cutviewer
![]() zeniep Mar 17 Mar 2020 - 1:46
zeniep Mar 17 Mar 2020 - 1:46
Ok merci pour ces précisions.
Oui en effet c'est pas donné les fraises de méca
Je ne sais pas, oui ça doit être que pour du bois, et encore du tendre.
J'ai fait un essai sur du sapin déjà, je vérifierai le rayon, merci pour l'info.
De toutes façons ça doit être du chinetoque 1er cru "Yakamoz 10pcs 3mm...redom Rotatif Outil Neuf" c'est marqué dessus. Bah manquerait plus qu'ils en refilent des usagées
Je les ai eu avec la machine 3018 Pro c'est peu dire.
En tout cas ça marche nickel avec le bon rayon sur Cutviewer, je viens de regarder
@+
Laurent
Oui en effet c'est pas donné les fraises de méca
Je ne sais pas, oui ça doit être que pour du bois, et encore du tendre.
J'ai fait un essai sur du sapin déjà, je vérifierai le rayon, merci pour l'info.
De toutes façons ça doit être du chinetoque 1er cru "Yakamoz 10pcs 3mm...redom Rotatif Outil Neuf" c'est marqué dessus. Bah manquerait plus qu'ils en refilent des usagées
Je les ai eu avec la machine 3018 Pro c'est peu dire.
En tout cas ça marche nickel avec le bon rayon sur Cutviewer, je viens de regarder
@+
Laurent
zeniep- je prends du galon
- Messages : 92
Points : 104
Date d'inscription : 15/10/2015
Age : 69
Localisation : Aveyron
Re: Questions sur Cambam-Cutviewer
![]() dh42 Mar 17 Mar 2020 - 1:58
dh42 Mar 17 Mar 2020 - 1:58
Je les ai eu avec la machine 3018 Pro c'est peu dire.
Ah OK , ça explique cette apparence "pas finie"
D'ailleurs, je me suis un peu planté, j'avais lu ta présentation plus tôt, mais j'ai confondu les machines (entre la 3018 "pro" et la 3040 LY) .... pas vraiment la même mécanique ! ... et pas d’intérêt à te ruiner avec les fraises de mon lien, c'est uniquement pour la méca, si tu coupe du bois avec ça, tu va les tuer en 5min !!
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

 Sujets similaires
Sujets similaires» AIDE SUR CUTVIEWER
» Teste Cambam et cutviewer
» cambam et cutviewer sous mac ?
» Demarrage CutViewer sous Cambam
» Cambam, CutViewer et gestion d'outils
» Teste Cambam et cutviewer
» cambam et cutviewer sous mac ?
» Demarrage CutViewer sous Cambam
» Cambam, CutViewer et gestion d'outils
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum