






Jambe de train
Page 5 sur 9 •  1, 2, 3, 4, 5, 6, 7, 8, 9
1, 2, 3, 4, 5, 6, 7, 8, 9 

 mise a jour bibliothèque des outils...
mise a jour bibliothèque des outils...
![]() AIRPOPCIE Jeu 8 Sep 2016 - 5:38
AIRPOPCIE Jeu 8 Sep 2016 - 5:38
Pour les autres outils je peux changer le numéro ou des valeurs ca se met à jour mais pas dans le nouveau..
Alors encore un mystère...
j'utilise bien le tuto:
http://www.atelier-des-fougeres.fr/Cambam/Aide/cam/ToolLibrary.htm

merci je vais installer les home switchs puisque l'axe Z est démonté.. Je vais le mettre au même endroit que sur la tienne en espérant que l'axe s' arrêteras bien au contact sinon ça défonceras ..
Merci et A+
AIRPOPCIE- très actif

- Messages : 344
Date d'inscription : 04/08/2016

COMMENT MODIFIER LE BRUT
![]() AIRPOPCIE Jeu 8 Sep 2016 - 12:22
AIRPOPCIE Jeu 8 Sep 2016 - 12:22
Mais la neuve n'a pas les mêmes dimensions notamment en épaisseur.
J'ai pu redéfinir les différents contour en fonction des nouvelles dimensions, mais mon brut ne faisait que 22 mm pour une épaisseur de 20 mm.
Maintenant l'équerre fait 25 mm et les perçage et le contour 1 dépasse le brut, et comme je l'ai lu dans un tuto, même si j'ai mis 25 mm l'usinage s'arrête à 20 mm.
Je n'ai pas trouvé comment modifier l'épaisseur du brut que je voudrais passer à 30mm.
Merci de ton aide.

AIRPOPCIE- très actif
- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
Re: Jambe de train
![]() dh42 Jeu 8 Sep 2016 - 15:39
dh42 Jeu 8 Sep 2016 - 15:39
Le brut n'est qu'une représentation graphique, il n'y pas d'influence sur l'usinage et les parcours d'outil (en fait il ne sert QUE pour la simulation avec CutViewer) ; ça ne peut pas être lui qui limite la profondeur d'usinage.
pour changer la taille du brut, c'est dans les options du dossier Usinage.
http://www.atelier-des-fougeres.fr/Cambam/Aide/cam/MachiningOptions.htm
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Version Finale
![]() AIRPOPCIE Jeu 8 Sep 2016 - 20:29
AIRPOPCIE Jeu 8 Sep 2016 - 20:29
Je ne l'ai pas fais tourner dans son ensemble car il fait 13947 lignes.
Au part avant j'avais testé les usinages.. J'ai testé entièrement la gravure.
J'ai pu modifier les cotes du brut et modifié la profondeur des trous..; Tout me parait correct.
Avec cut viewer tu peux voir les parcours et confirmer que tout es OK?..
Dés que j'ai remonté l'axe Z , dressé le martyr (j'ai emprunté une frais de 20mm queue de 6),je lance ce programme.
Merci et bonne soirée.
A+
M le PoP
AIRPOPCIE- très actif
- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
Re: Jambe de train
![]() AIRPOPCIE Jeu 8 Sep 2016 - 20:58
AIRPOPCIE Jeu 8 Sep 2016 - 20:58
A+
AIRPOPCIE- très actif
- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
Re: Jambe de train
![]() dh42 Jeu 8 Sep 2016 - 21:52
dh42 Jeu 8 Sep 2016 - 21:52
AIRPOPCIE a écrit:Tu ne m'as pas répondu sur la bibliothèque d'outils.. (fin de la page 4)
A+
Je ne sais pas, chez moi si je change un paramètre comme le Ø par exemple ça se renomme automatiquement, ou si je fait "renommer tous les outils" dans le menu contextuel de la biblio.
c'est la chaine de formatage de la propriété "format du nom des outils" de la biblio d'outil qui gère ça.
j'utilise cette chaine de formatage
{$diameter} mm - {$profile} - z={$flutes} - {$veeangle}Deg
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
il faut faire "actualiser"
![]() AIRPOPCIE Ven 9 Sep 2016 - 5:12
AIRPOPCIE Ven 9 Sep 2016 - 5:12
C'est simple quand on a trouvé.
Bonne journée..
A+
M le PoP
AIRPOPCIE- très actif
- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
Re: Jambe de train
![]() dh42 Ven 9 Sep 2016 - 17:55
dh42 Ven 9 Sep 2016 - 17:55
Oui, c'est bizarre que ça ne se mette pas à jour automatiquement
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
mise en place des home switchs
![]() AIRPOPCIE Ven 9 Sep 2016 - 20:54
AIRPOPCIE Ven 9 Sep 2016 - 20:54
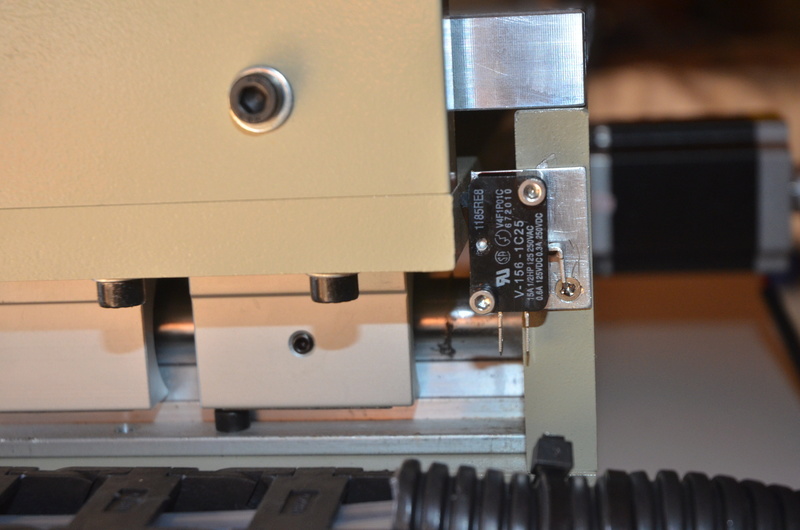
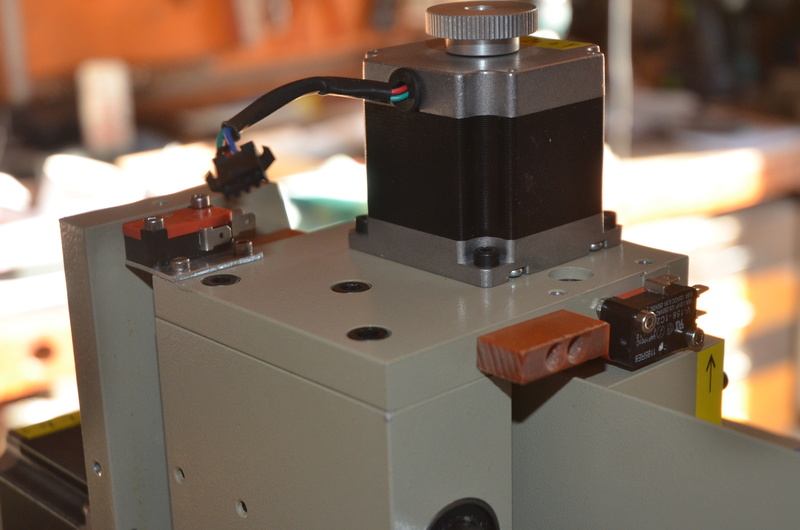
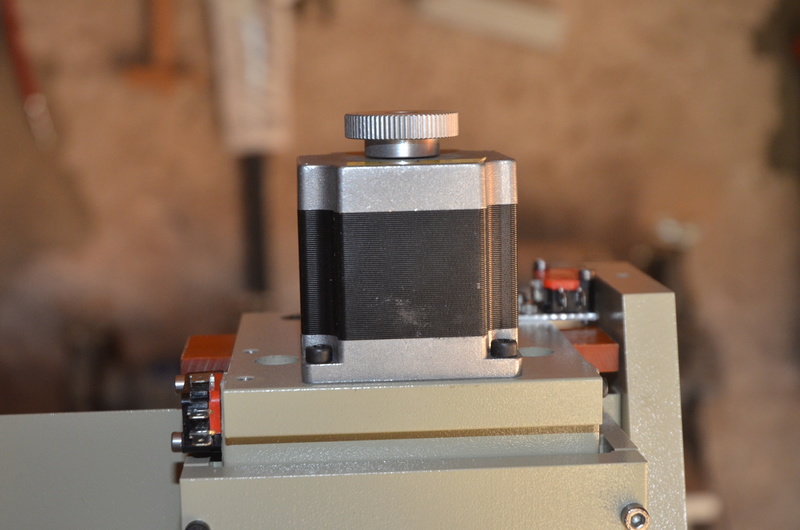
Puis sur Y. J'espère que lorsque je ferai un référencement les axes s'arrêteront bine à l'ouverture du switch, car je risque l'emboutissage. (je les ai mis comme ton axe Z vu sur une de tes photos).
Lors de nos différents post tu m'a donné un link pour le référencement mais je ne le retrouve pas.
Et puis il faut que je relise la doc pour bien comprendre la différence entre les origines machines, celle de la pièce, le Z de dégagement .. etc..
Le fais d' avoir fixé X et Z sur la tête Z c'est quand les mettant en serie, je n'ai qu'un seul câble qui descend et il retrouveras le Y avant de partir dans la gaine vers le coffret.
Je me demande si 500mm/mns pour une fraise de 3.175mm de Ø et en plongée de 4mm dans du chène ce n'est pas trop rapide...

Sinon le Gcode est prêt
Pour essayer je réduirais l'avance et voir comment ca se comporte.
Ci joint les photos des switch.
A+
AIRPOPCIE- très actif
- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
Re: Jambe de train
![]() dh42 Ven 9 Sep 2016 - 21:12
dh42 Ven 9 Sep 2016 - 21:12
J'espère que lorsque je ferai un référencement les axes s'arrêteront bine à l'ouverture du switch, car je risque l'emboutissage.
Pour éviter ça, met ton axe loin du contact, lance le référencement d'un seul axe à la fois, et clique le contact à la main pour voir comment ça réagit.
Lors de nos différents post tu m'a donné un link pour le référencement mais je ne le retrouve pas.
Et puis il faut que je relise la doc pour bien comprendre la différence entre les origines machines, celle de la pièce, le Z de dégagement .. etc..
http://www.metabricoleur.com/t1578-mach3-branchement-et-parametrage-contacts-home-et-e-stop#19339
http://www.metabricoleur.com/t9895-comprendre-ce-qu-est-le-referencement-des-axes-avec-mach3#188703
Le fais d' avoir fixé X et Z sur la tête Z c'est quand les mettant en serie, je n'ai qu'un seul câble qui descend et il retrouveras le Y avant de partir dans la gaine vers le coffret.
Vérifie bien que le réglage dans Mach3 est en accord avec le mode de branchement de tes contacts. (schéma dans les liens précédant)
Je me demande si 500mm/mns pour une fraise de 3.175mm de Ø et en plongée de 4mm dans du chène ce n'est pas trop rapide...
pour ma part je plonge à 600 voir 1000 dans le bois dur (entre 18000 et 21000 tr pour du 3.2), mais c'est très dépendant de la rigidité de la machine. Si tu plonge trop lentement, tu peux bruler le bois, surtout si c'est du chêne bien sec.
++
David
EDIT: c'est peut être moi qui m'y perd sur les photos, mais ton Z semble se référencer fraise en bas ? .. il faut que se soit en haut (c'est le seul ou ça a de l'importance)
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Jambe de train
![]() AIRPOPCIE Sam 10 Sep 2016 - 6:18
AIRPOPCIE Sam 10 Sep 2016 - 6:18
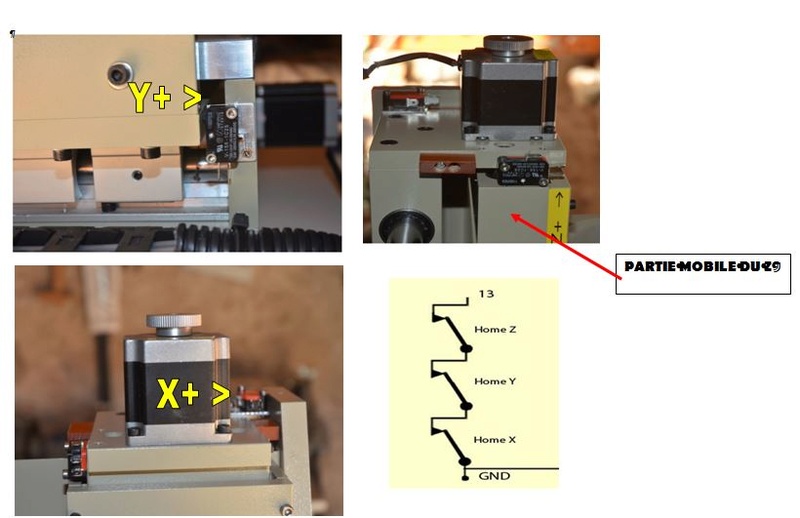
Je les brancherais en Série pour n'avoir qu'un seul câble qui part du Z vers le X ( je coupe qu'un seul fils) puis je passe par la chaîne de câble du X qui descend les câbles dans la chaîne de câble de 'Y et c'est à la sortie que je raccorde le Y avant que le câble parte dans la gaine noire qui vas au boitier.
Quelque soit le branchement Série ou Parallèle il faut référencer un axe qui actionne son propre contact, puis le dégager du dit contact pour faire le suivant.. ou je ne suis plus electricien d'origine.
Dés qu'un switch est activé soit la ligne s'ouvre ( en série) soit elle se ferme ( en //)..
Je te ferai des photos lorsque le câblage sera fait.
Merci pour les infos d'avance je vais faire des essais dans un morceau de chêne semblable à celui que j'utiliserai pour mon support.
Ok pour le link du référencement.
A+
M Le PoP
AIRPOPCIE- très actif
- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
Re: Jambe de train
![]() dh42 Sam 10 Sep 2016 - 14:08
dh42 Sam 10 Sep 2016 - 14:08
Quelque soit le branchement Série ou Parallèle il faut référencer un axe qui actionne son propre contact, puis le dégager du dit contact pour faire le suivant.. ou je ne suis plus electricien d'origine.
Dés qu'un switch est activé soit la ligne s'ouvre ( en série) soit elle se ferme ( en //)..
Oui, c'est ça.
Ton Z, c'est bon, c'est moi qui ai vu à l'envers
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Bizarre
![]() AIRPOPCIE Dim 11 Sep 2016 - 21:10
AIRPOPCIE Dim 11 Sep 2016 - 21:10
Mais lorsque j'ai défini sa longueur, j'ai oublié de rajouter les 20 mm de chaque coté qui sont nécessaires pour fixer les roues. La conséquence est que la voie des roues n'est pas assez large.
J'ai donc modifié les dimensions sous CB et pour obtenir un usinage extérieure du contour 2 je suis obligé de mettre "intérieur".
Pourtant j'ai copié collé le contour de l'ancienne jambe.
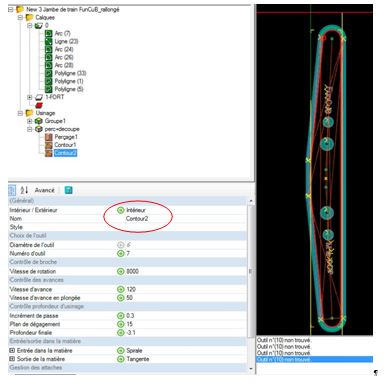
De plus il me dit qu'il ne trouve pas l'outil 10 alors qu'il n'est pas dans la bibliothèque et qu'il n'est pas sélectionné dans mes usinages.... re bizarre...
J'ai vérifié les paramètres mais je ne vois rien..
Merci de m'éclairer encore une fois.
A+ M le PoP
AIRPOPCIE- très actif
- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
Re: Jambe de train
![]() dh42 Dim 11 Sep 2016 - 21:48
dh42 Dim 11 Sep 2016 - 21:48
J'ai donc modifié les dimensions sous CB et pour obtenir un usinage extérieure du contour 2 je suis obligé de mettre "intérieur".
Ta polyline de contour est constituée de plusieurs lignes ouvertes ; tu dois les joindre pour obtenir un contour fermé (et que l'usinage se fasse du bon coté de la ligne)
PS, au dessus de la liste des propriétés, clique sur le bouton "avancé" pour voir tous les paramètres des opérations ; tu verra que dans ID primitives, tu a un tas de formes séparées qui sont sélectionnées (28,33,1,23 etc ...)
Il te faut lire attentivement ce tuto pour ce qui est de la préparation des dessins avant d'y appliquer des op d'usinage.
http://www.atelier-des-fougeres.fr/Cambam/Aide/tutorials/Prepare_dessins.html
De plus il me dit qu'il ne trouve pas l'outil 10 alors qu'il n'est pas dans la bibliothèque et qu'il n'est pas sélectionné dans mes usinages.... re bizarre...
si si, il est assigné à ton opération de gravure
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
ok
![]() AIRPOPCIE Lun 12 Sep 2016 - 4:19
AIRPOPCIE Lun 12 Sep 2016 - 4:19
Je faisais bien "joindre" mais je laissais 0 alors qu'il faut mettre 0.5.
Je n'était donc pas loin de la solution....
Maintenant c'est TOUTOK.
Je l'ai pourtant cherché ce N°10 merci de l'avoir trouvé..
Merci et bonne journée.
Ps: quand un retraité ne fais pas de sieste depuis 48H et qu(il n'en feras pas encore aujourd'hui, alors il devient grognon..HI
A+ M le PoP
AIRPOPCIE- très actif
- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
Re: Jambe de train
![]() dh42 Lun 12 Sep 2016 - 14:23
dh42 Lun 12 Sep 2016 - 14:23
Je faisais bien "joindre" mais je laissais 0 alors qu'il faut mettre 0.5.
Pas forcément 0.5, mais oui, à 0 ça ne fait rien ; la plupart du temps j'utilise 0.02 ou 0.05.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
ca avance
![]() AIRPOPCIE Ven 16 Sep 2016 - 17:15
AIRPOPCIE Ven 16 Sep 2016 - 17:15
avec quel logiciel tu travaille tes vidéos, notamment pour les mettre l'une au bout de l'autre sans avoir la surimpression que j'ai sur la première...?..
Merci de ton aide.
A+
AIRPOPCIE- très actif
- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
Re: Jambe de train
![]() dh42 Ven 16 Sep 2016 - 20:29
dh42 Ven 16 Sep 2016 - 20:29
avec quel logiciel tu travaille tes vidéos, notamment pour les mettre l'une au bout de l'autre sans avoir la surimpression que j'ai sur la première...?..
Ulead Video Studio 11
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Jambe de train
![]() AIRPOPCIE Sam 17 Sep 2016 - 22:01
AIRPOPCIE Sam 17 Sep 2016 - 22:01
J'ai réalisé une nervure pour le fuselage d'un avion bois dont je te joins les 2 programmes N4 et N5.
J'ai beau changer la police de la gravure, celle-ci se fait en double traits, inutile dans du CPO.
De plus une seule passe à 1/10 eme est suffisant.
comment obtenir une seule passe de gravure?....
Dernier point:
Je découpe avec une frais 2 dents coupe au centre à S= 24000 tours et F 800 mm/mns.
J'ai des bavures sur le dessus du CPO, pas en dessous car je l'ai posé sur un MDF de 3 mm pour protéger le martyre que je venais de dresser.
J'ai trouvé des fraises 1 dent spéciale Bois Ø de 1.1 mm mais la hauteur de coupe est de 4 mm. un peu juste pour mon CPO qui fait 3.8 mm d'épaisseur.
J'attend une confirmation pour en trouver en 8 mm d'hauteur. Sinon 9.5€ TTC les 3 c'est pas encore trop cher. Site français...
A quelle vitesse peut ton avancer avec ce genre de fraise dans du CPO somme tout très tendre.. sans la KC..
Merci et bonne nuit
A+ M le PoP
AIRPOPCIE- très actif
- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
Re: Jambe de train
![]() dh42 Sam 17 Sep 2016 - 22:12
dh42 Sam 17 Sep 2016 - 22:12
J'ai beau changer la police de la gravure, celle-ci se fait en double traits, inutile dans du CPO.
Il faut utiliser une police filaire.
http://www.atelier-des-fougeres.fr/Cambam/Aide/Plugins/stickfontsFR.html
A quelle vitesse peut ton avancer avec ce genre de fraise dans du CPO somme tout très tendre.. sans la KC..
Dans les 200 mm/min (pour 1 dent, 24000 tr)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Jambe de train
![]() AIRPOPCIE Sam 17 Sep 2016 - 22:18
AIRPOPCIE Sam 17 Sep 2016 - 22:18
AIRPOPCIE- très actif
- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
Re: Jambe de train
![]() dh42 Sam 17 Sep 2016 - 22:24
dh42 Sam 17 Sep 2016 - 22:24
AIRPOPCIE a écrit:c est le fait d'avancer à 800 mm mn qui fait les bavures?..
Quelque soit la vitesse, dans le CP (et le bois en général) j'ai tj des bavures ; ce qui m'en fait le moins, c'est les fraises Spiral Toothed (brise copeau) que je prends chez Sorotec, mais ce n'est pas non plus 0 bavures.
qu'appel tu CPO (le "O" c'est quoi ?)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
AIRPOPCIE- très actif
- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
Re: Jambe de train
![]() dh42 Dim 18 Sep 2016 - 19:12
dh42 Dim 18 Sep 2016 - 19:12
Ah ok ! ... note qu'entre du CP de bonne qualité et la m** de GSB c'est le jour et la nuit question bavures, et bien sur même chose pour les fraises ; les Chinoises ne sont pas cher, mais question affutage c'est pas le top ; j'en ai fait l'expérience sur mes pièces pro au début ou je faisais pas mal de production ... elles coupent mal et en plus elles s'usent plus vite. A utiliser pour débuter et ne pas se ruiner avec les casses, ou pour usiner des "tue fraise" comme le CP de bas de gamme rempli de tout ce qu'on veux, et surtout l'agglo.
Plus le bois est dur et avec des fibres courtes et moins il y a de bavures, mais dans le bois fibreux, quand tu coupe en travers des fibres, pas moyen d'avoir 0 bavures.
Quand je fais de la découpe, une fois l'usinage fini, et avant d'arrêter la table à dépression, je met un coup de ponceuse plane sur la plaque pour faire sauter les bavures qui restent.
Il faut aussi voir ce que ça donne avec les fraises à spirale inversée (downcut spiral), en principe c'est censé pousser la bavure vers le bas et la couper, du fait du sens inverse de l'hélice par rapport à la rotation ... jamais essayé.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Jambe de train
![]() Rémi(de la Montagne Noire Dim 18 Sep 2016 - 20:48
Rémi(de la Montagne Noire Dim 18 Sep 2016 - 20:48

Rémi(de la Montagne Noire- complétement accro

- Messages : 1747
Points : 3460
Date d'inscription : 28/04/2012
Age : 69
Localisation : Aude
Re: Jambe de train
![]() AIRPOPCIE Dim 18 Sep 2016 - 21:04
AIRPOPCIE Dim 18 Sep 2016 - 21:04
J'essai de préparer le Gcode avec ton programme sabot, mais:
Lorsque je veux générer le Gcode CB me répond:
"Style '2-découpe MDF10 + tabs ' introuvable
De plus je voudrais agrandir le grand Ø à 85 mm car ma broche fait 80mm. Et de faite augmenter la longueur du brut.
Je peux déssiner sous Autocad mon besoin mais j'aurai besoin de ton aide pour créer le profilage 3D1 car je n'ai pas tout compris tant dans ton CB que dans la doc profilage 3D..
Je voulais faire mon sabot en plexis mais le brut coute cher... et j'ai lu ton propos en MDF ou en CP de bonne qualité devrait sufir.
Ou as tu trouver les " poils" que tu as collés sur ton sabot. Ils sont très long.
Dans ma GSB préféréé de bricomédeux, le plus long fait 12mm.. Alors..
Merci et à bientôt.
Demain je te post le DXF..
A+
M le PoP
AIRPOPCIE- très actif
- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
Page 5 sur 9 • 1, 2, 3, 4, 5, 6, 7, 8, 9

 Sujets similaires
Sujets similaires» Petit train
» train vapeur 1/20
» Un train pour le sapin de Noël
» Encore et toujours des nouveaux, mais alors ça n'arrête pas.