






Jambe de train
Page 1 sur 9 • 1, 2, 3, 4, 5, 6, 7, 8, 9 

 Jambe de train
Jambe de train
![]() AIRPOPCIE Jeu 11 Aoû 2016 - 22:47
AIRPOPCIE Jeu 11 Aoû 2016 - 22:47
En attendant la suite ( plaque de fixation en étude).
Merci

AIRPOPCIE- très actif

- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE

Re: Jambe de train
![]() dh42 Ven 12 Aoû 2016 - 16:58
dh42 Ven 12 Aoû 2016 - 16:58
Je regarderais plus avant ce WE, mais il faudrait que tu me dise quelles sont les polices utilisées et quelle doit être la hauteur (en mm) d'une lettre majuscule. CB me met tout en Arial, hauteur d'une majuscule = 6mm
peux tu confirmer que la pièce ovale fait 300x34mm (pour vérifier qu'il n'y a pas d'erreur d'échelle)
il me faut connaitre l'épaisseur de la matière à découper. c'est de l'alu ?
la forme du bas (en "n") doit elle aussi être découpée ? et si loin de la première pièce ?
quelle est la taille totale du brut ?
PS: ouvre le DXF dans cambam histoire de voir si il ne manque rien (je ne peux pas l'ouvrir dans Autocad)
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Jambe de train
![]() AIRPOPCIE Ven 12 Aoû 2016 - 17:39
AIRPOPCIE Ven 12 Aoû 2016 - 17:39
La matière est de l'ALU 3mm d'épaisseur.
La cote est bien 300*34.
Le brut fera 320*36 je voudrai d'abord pourvoir usiner les trous avec la fraise de 2mm puis un arrêt changement d'outil (je ne sais pas encore comment je ferai le "0" sans mes switchs) je posserai des vis dans le martyr, enlèverait les brides qui tenaient le brut aux extrémités et au droit du centre.
La pièce du bas est celle du haut que je veux usiner et ensuite je la plirait comme le dessin du bas.
L'autre pièce est également en alu Ep:5.
Pour le marquage je t'ai mis les hauteurs telles que dans autocad mais tu peux prendre une police sous CamBam qui soit usinable avec une fraise à graver.
voilà
N'hésite pas à revenir vers moi.
Ps: Je viens de refaire un essai d'un trou Ø8 après avoir fait des corrections sur les axes X et Y et j'ai toujours ( dans le quqdrat inverse avant 45°225° maintenant 135° et 315°
Je vais refaire un carré de 30 mm * 30 mm ( 27 +3 de la fraise) puis mesurer et faire la correction. Je lui demande de dépacer X de 30 et ensuite je lui donne comme relevé la cote du coté considéré de l'axe à paramétrer.
C e que je ne comprend pas c'est pourquoi avoir les 2 mêmes moteurs les 2 mêmes vis à billes sur X et Y et que la cotes et ensuite les corrections ne soient pas les mêmes.
En revanche Z est bon à 1 ou 2/100eme prêt
AIRPOPCIE- très actif
- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
AIRPOPCIE- très actif
- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
Re: Jambe de train
![]() dh42 Ven 12 Aoû 2016 - 17:58
dh42 Ven 12 Aoû 2016 - 17:58
Pour le marquage je t'ai mis les hauteurs telles que dans autocad mais tu peux prendre une police sous CamBam qui soit usinable avec une fraise à graver.
Police filaire ?
http://www.atelier-des-fougeres.fr/Cambam/Aide/Plugins/stickfontsFR.html
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Jambe de train
![]() AIRPOPCIE Ven 12 Aoû 2016 - 18:14
AIRPOPCIE Ven 12 Aoû 2016 - 18:14
voir mon fichier..
A+
AIRPOPCIE- très actif
- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
Re: Jambe de train
![]() dh42 Ven 12 Aoû 2016 - 18:35
dh42 Ven 12 Aoû 2016 - 18:35
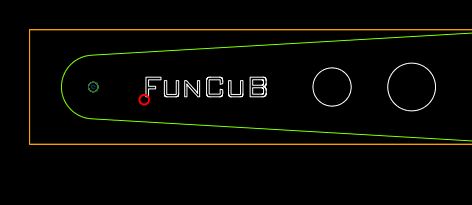
voila ce que ça donne en Arial. (le B fait 6.3 mm de haut)
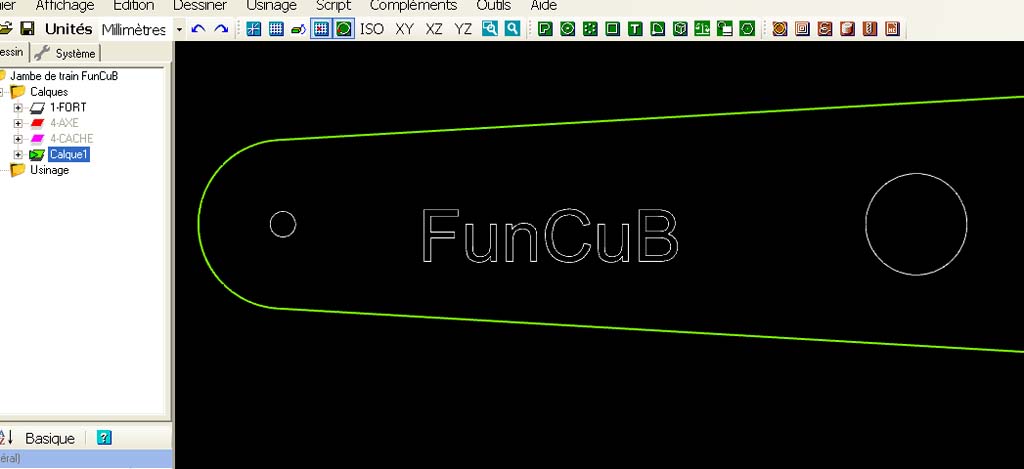
c'est quoi la police de ton image ? (CB peux utiliser les polices TTF standards installées dans Windows)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
AIRPOPCIE- très actif
- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
Re: Jambe de train
![]() AIRPOPCIE Ven 12 Aoû 2016 - 18:41
AIRPOPCIE Ven 12 Aoû 2016 - 18:41
Merci
AIRPOPCIE- très actif
- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
Re: Jambe de train
![]() dh42 Ven 12 Aoû 2016 - 22:37
dh42 Ven 12 Aoû 2016 - 22:37
AIRPOPCIE a écrit:arial back en insertion wordArt.. de word..
Je suppose que tu voulais écrire black ? ... mais ça ne ressemble franchement pas à ce que j'obtiens sous Word avec cette police !

++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Jambe de train
![]() AIRPOPCIE Sam 13 Aoû 2016 - 6:53
AIRPOPCIE Sam 13 Aoû 2016 - 6:53
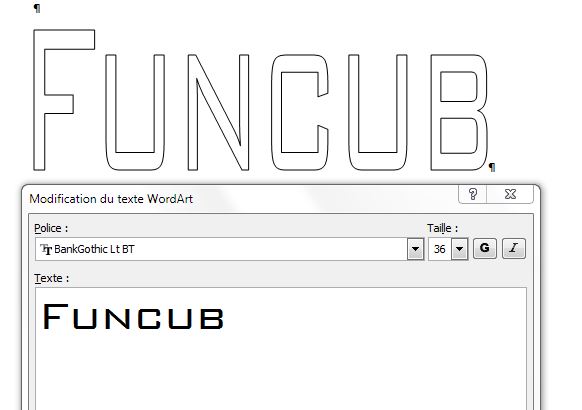
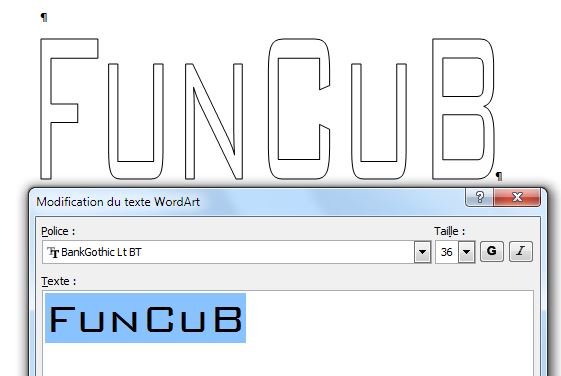
En réécrivant dans Word sur W7 la police est BanKgothic Lt Bt j'avoue que je ne me rappelle pas avoir selectionné celle là mais c'est celle que ressemble à ce que je t'ai envoyé hier soir... Mais c'était avant les bulles..Alors...
Bonne journée.
AIRPOPCIE- très actif
- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
AIRPOPCIE- très actif
- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
Re: Jambe de train
![]() dh42 Lun 15 Aoû 2016 - 18:34
dh42 Lun 15 Aoû 2016 - 18:34
Voila le fichier .cb et les 2 Gcodes (même si je ne comprends pas trop pourquoi tu veux les séparer
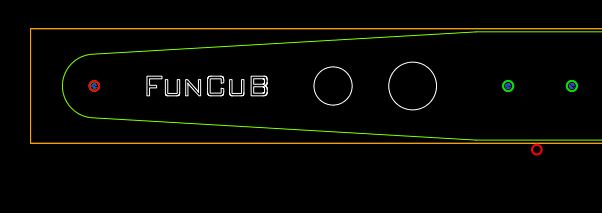
Jambe de train FunCuB.grave.nc uniquement la gravure, à faire en premier, fraise en V à 60°, gravure sur 0.15mm en 3 passes de 0.05
Jambe de train FunCuB.perc+decoupe.nc perçage des trous de 3 en spirale à la fraise de 2, puis arrêt pour changement d'outil et fixation de la pièce par les trous de 3. suite de l'usinage avec fraise de 6 (2 dents)
vérifie bien que dans Mach3 les changements d'outils sont actifs (config/general config)
si tu a besoin de régénérer les Gcodes en 2 fichiers, utilise l'option "créer Gcode" de chaque groupe d'usinage. (menu contextuel de grave et perc+decoupe) ; si tu veux un Gcode complet, utilise le créer Gcode du dossier Usinage (menu contextuel)
Attention, assure toi que la police BanKgothic Lt Bt soit installée sur le PC ou tu utilise Cambam (si c'est le même que celui sur lequel tu à fait ton dessin autocad, pas de pb)
si tu créé un Gcode complet, Mach3 te demandera de changer l'outil juste après la gravure.
entre chaque outil, seul le 0 en Z à besoin d'être refait.
note, pour tous les outils, le 0 en Z est à la surface de la pièce.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Jambe de train
![]() AIRPOPCIE Lun 15 Aoû 2016 - 19:54
AIRPOPCIE Lun 15 Aoû 2016 - 19:54
si tu a besoin de régénérer les Gcodes en 2 fichiers, utilise l'option "créer Gcode" de chaque groupe d'usinage. (menu contextuel de grave et perc+decoupe) ; si tu veux un Gcode complet, utilise le créer Gcode du dossier Usinage (menu contextuel) a écrit:
C'est dans CamBam?.. je suppose?...
Je verrai cela demain après midi car demain matin j'emmène ma femme voir un chirurgien, et je rentre du terrain de modélisme ou il y a eu:
- Mon avion attérrissage "dur" train Kc il est donc urgent que je réalise la nouvelle jambe.
- Un planeur monté trop haut lorsque le pilote la mis à cabrer il a dépasser la VNE.. résultat. Planeur KC en vol et morceaux retour sur terre très dur. Bilan 600€
-Une heure plus tard un planeur de compétition dont le pilote ( un autre) à perdu le visuel... Plus revu après planeur perdu bilan 2200e..
J'ai les boules pour mes pots pilotes il faut que je me détende ce soir.
Demain je te parlerai de mes problèmes de calibrations des axex X Y qui ne me font toujours pas de trous rond...
Bonne soirée et merci
AIRPOPCIE- très actif
- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
Re: Jambe de train
![]() AIRPOPCIE Lun 15 Aoû 2016 - 20:06
AIRPOPCIE Lun 15 Aoû 2016 - 20:06
police BanKgothic Lt Bt a écrit:
Elles est sur le même PC qu'autocad et CamBam mais pas sur le PC Mach3 es ce qu'il faut que je l'installe également sur celui du Mach?..
A+
AIRPOPCIE- très actif
- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
Re: Jambe de train
![]() dh42 Lun 15 Aoû 2016 - 20:21
dh42 Lun 15 Aoû 2016 - 20:21
C'est dans CamBam?.. je suppose?...
Oui, et si ce n'est déjà fait, pense à sélectionner ton post processeur par défaut pour Mach3 si tu a besoin de re créer le Gcode.
http://www.atelier-des-fougeres.fr/Cambam/Aide/cam/PostProcessor.htm
non, uniquement sur celui qui a Cambam.Elles est sur le même PC qu'autocad et CamBam mais pas sur le PC Mach3 es ce qu'il faut que je l'installe également sur celui du Mach?..
Mauvais WE pour les objets volants !
 c'est quoi la VNE ?
c'est quoi la VNE ?Tu peux nous présenter tes avions dans la section modélisme
http://www.metabricoleur.com/f64-modelisme
j'avoue que j'ai du mal à voir ou vas cette pièce dans un train d’atterrissage ; mais les seuls que j'ai vu de près, c'était des trains avant de C160 Transall (au boulot) .. c'est gros ... et compliqué !
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Jambe de train
![]() AIRPOPCIE Lun 15 Aoû 2016 - 20:35
AIRPOPCIE Lun 15 Aoû 2016 - 20:35
https://fr.wikipedia.org/wiki/Vitesse_maximale_d%27un_avion
le train tel qu'il est réalisé sur le FunCub en corde à piano de Ø2.. Pas assez rigide.

Exemple de train en alu (c'est mon inspiration) j'ai déjà vu un FunCub modifié avec ce genre de train et c'est nettement plus simple à posé sans KC...

La pièce déssinée une fois usinée et pliée à 45° de chaque coté des 2 trous centraux donne le nouveau train.
Concernant le transal C160 j'ai fais mon service militaire à Bricy (45) et j'en ai vu arriver en 70-71 22 sur les 50 qui étaient basé à Bricy..
Je connais la bête..
A+
AIRPOPCIE- très actif
- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
Re: Jambe de train
![]() dh42 Lun 15 Aoû 2016 - 21:12
dh42 Lun 15 Aoû 2016 - 21:12
Exemple de train en alu (c'est mon inspiration) j'ai déjà vu un FunCub modifié avec ce genre de train et c'est nettement plus simple à posé sans KC...
Et plus esthétique !
C'est sur que la corde à piano ça doit faire ressort plus qu'amortisseur et le faire rebondir si la piste n'est pas parfaitement lisse ..
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Jambe de train
![]() AIRPOPCIE Lun 15 Aoû 2016 - 23:47
AIRPOPCIE Lun 15 Aoû 2016 - 23:47
l'analyse me dit que le premier déplacement est de G0 X26.5419 Y13.9032
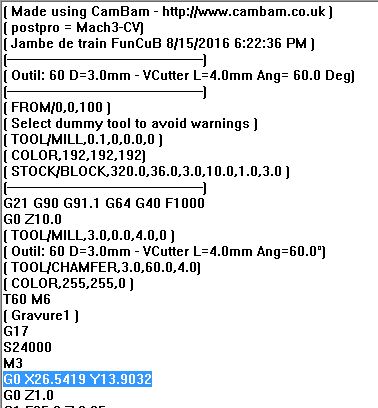
de même pour le début d'usinage le premier déplacement est de G0 X10.0 Y17.0
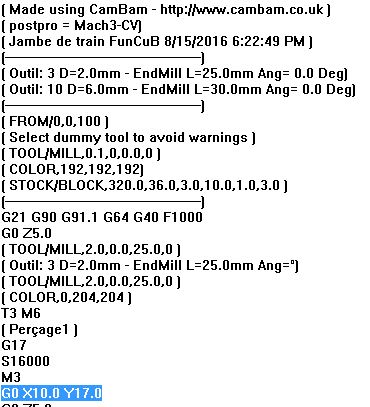
je pensais que tu avais pris comme origine X0 Y0 le coin gauche en bas comme sur mon plan autocad... car je ne sais pas ou prendre l'origine.
A moins que je sois trop fatigué pour comprendre..
Ps: tu me dis de commencer par la gravure mais je ne vois pas comment la fraire viendras se positionner au début du F sans référence au contour de la pièce.
Dans MA logique il faut commencer par la découpe ( après les 3 trous et la pose des vis) pour ensuite faire la gravure à partir du bord gauche (au droit du trou dans l'axe).
Merci de m'éclairer.
De toute façon je ferai un essai avec un contreplaqué de 5mm collé en double face sur un martyr l'histoire de ne pas faire de casse et de ne pas gaspiller du brut..
Bonne nuit
AIRPOPCIE- très actif
- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
Re: Jambe de train
![]() dh42 Mar 16 Aoû 2016 - 0:10
dh42 Mar 16 Aoû 2016 - 0:10
je pensais que tu avais pris comme origine X0 Y0 le coin gauche en bas comme sur mon plan autocad... car je ne sais pas ou prendre l'origine.
A moins que je sois trop fatigué pour comprendre..
Oui, c'est ce que j'ai fait, mais ton 0,0 sur le plan autocad n'est pas à l'angle du brut (rectangle jaune sur CB) mais aligné avec les bords de la pièce FINIE elle même ; compte tenu de la taille du brut que tu m'a communiqué, j'ai donc juste centré le brut sur la pièce.
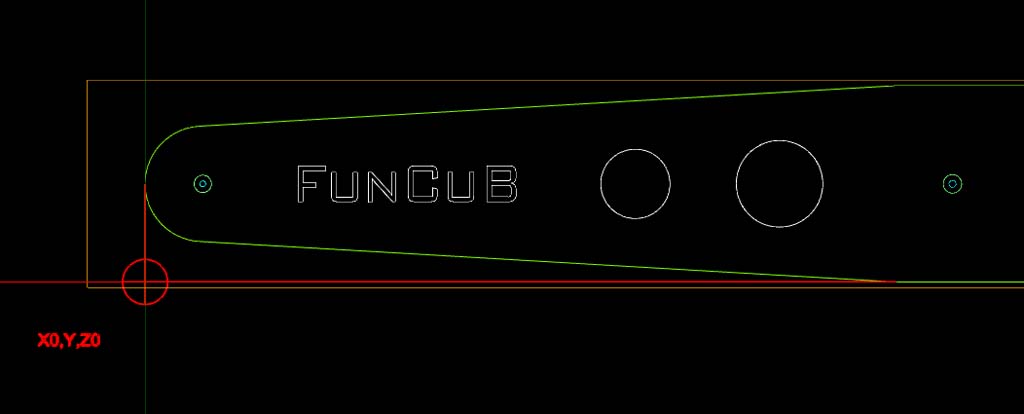
sur tes captures, on ne vois pas le centre des axes, active l'affichage des axes et tu verra le point 0,0
Ps: tu me dis de commencer par la gravure mais je ne vois pas comment la fraire viendras se positionner au début du F sans référence au contour de la pièce.
Dans MA logique il faut commencer par la découpe ( après les 3 trous et la pose des vis) pour ensuite faire la gravure à partir du bord gauche (au droit du trou dans l'axe).
Merci de m'éclairer.
Ça ne change rien, les 3 opérations on le 0,0 en XY au même endroit ; il suffit de le faire une fois au départ, c'est tout (saut pour le Z qu'il faut remettre à éro au changement de fraise, vu qu'elles n'on pas toutes la même longueur).
Ce qui serait plus pratique par contre (mais j'ai suivi ce que tu demandais) ce serait d'avoir le 0,0 en XY à l'angle du brut plutôt qu'à l'angle de la pièce.
PS: attention aussi à la hauteur des brides ou des fixations par les trous, la fraise ne remonte que de 5mm pour se déplacer d'une op à l'autre ; si ce n'est pas suffisant pour ne pas accrocher une bride, augmente la valeur de "plan de dégagement" pour les 3 op et refais le Gcode.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Jambe de train
![]() AIRPOPCIE Mar 16 Aoû 2016 - 7:54
AIRPOPCIE Mar 16 Aoû 2016 - 7:54
Pour plus de sécurité il vaudrait mieux mettre carrément +15mm pour la remontée. Pour les vis 5 serait Ok mais pour les brides 5 sera trop faible.
Merci et bonne journée.
Je vais contacter mes copains pour voir si l'on ne peux pas aller retrouver le planeur j'ai mal dormi.
AIRPOPCIE- très actif
- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
Re: Jambe de train
![]() AIRPOPCIE Mar 16 Aoû 2016 - 20:10
AIRPOPCIE Mar 16 Aoû 2016 - 20:10
J'i suivi tes conseils et la doc de post processeur dans
http://www.atelier-des-fougeres.fr/Cambam/Aide/cam/PostProcessor.htm
ci joint les hard copies d'écran:
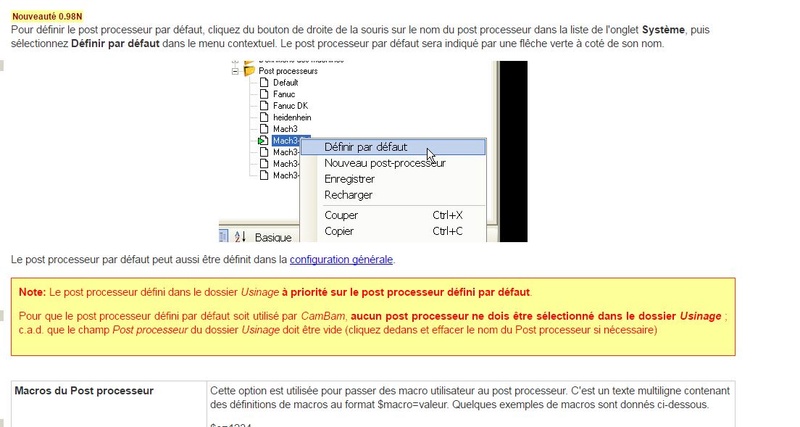
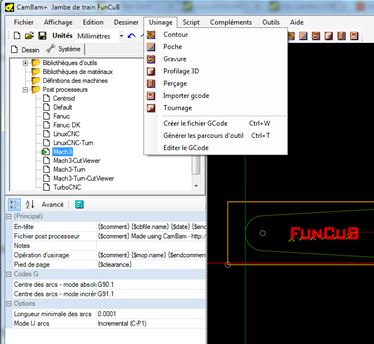
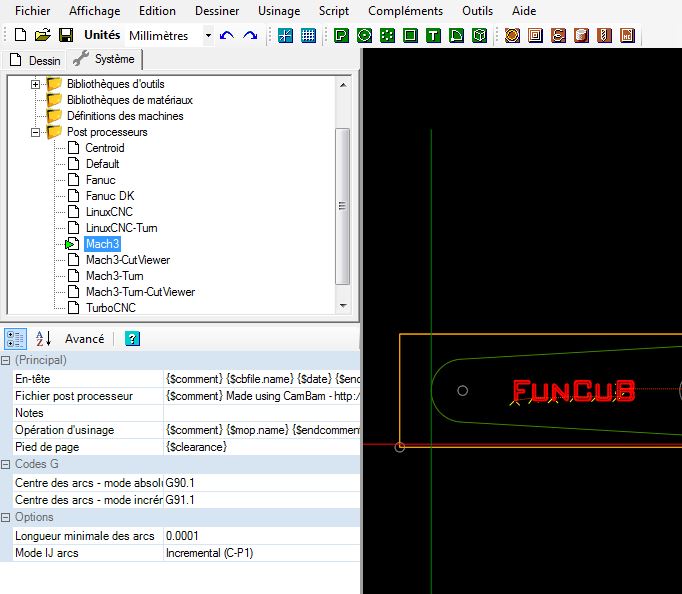
dans usinage il n'y a pas de post processeur et je n'arrives pas à générer le Gcode il me dit à chaque fois qu'il faut d'abord le générer avant de l'éditer.
Quand je prend un exemple de CamBam ca fonctionne alors je ne comprend plus..
je rajoute ceci:
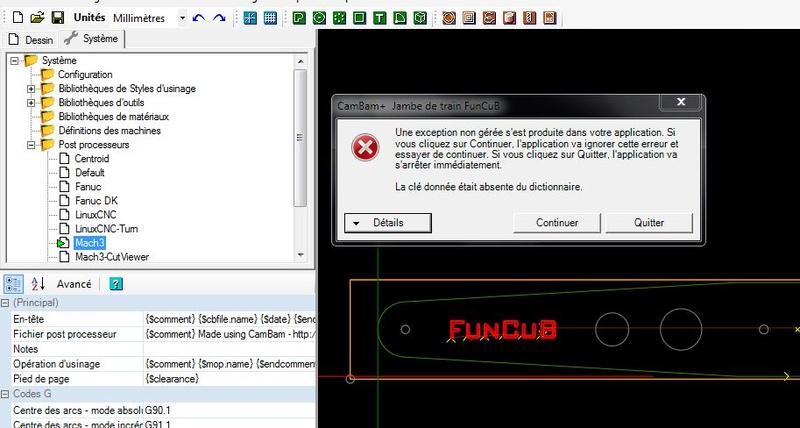
A te lire. Merci
AIRPOPCIE- très actif
- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
Re: Jambe de train
![]() AIRPOPCIE Mar 16 Aoû 2016 - 20:54
AIRPOPCIE Mar 16 Aoû 2016 - 20:54
(-------------------------------------------------)
( Outil: 60 D=3.0mm - VCutter L=4.0mm Ang= 60.0 Deg)
(-------------------------------------------------)
j'aurai bien trouvé une fraise angle 45° queue de 3.175mm que j'hésite à commander car mais je n'est que des pinces ER11 de mm en mm.
es ce que la pince de 3mm vas la serrer sans esquinter la pince?...
ou en as tu trouvé (je ne prendrais pas celle de metiers et passions beaucoup trop chère...)
et les forets?...
as tu une bonne adresse?.
Bonne soirée.
AIRPOPCIE- très actif
- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
Re: Jambe de train
![]() dh42 Mar 16 Aoû 2016 - 21:30
dh42 Mar 16 Aoû 2016 - 21:30
voila le fichier modifié en PJ
dans usinage il n'y a pas de post processeur et je n'arrives pas à générer le Gcode il me dit à chaque fois qu'il faut d'abord le générer avant de l'éditer.
C'est normal, le ligne post processeur du dossier Usinage doit rester vide pour que le PP choisi par défaut soit utilisé. (ou alors elle doit contenir le nom du PP)
L'éditeur de CB cherche le Gcode pour le fichier complet (dossier Usinage), si tu a juste fait le Gcode pour un groupe d'usinage, c'est normal qu'il ne le trouve pas, il faut l'ouvrir avec un autre éditeur (bloc note, programmer's notepad, etc)
je n'est que des pinces ER11 de mm en mm
es ce que la pince de 3mm vas la serrer sans esquinter la pince?...
si c'est une 3-4, oui, si c'est une 2-3, non
ou en as tu trouvé (je ne prendrais pas celle de metiers et passions beaucoup trop chère...)
http://www.sorotec.de/shop/Cutting-Tools/Routing-Tools/V-Router-Bit-164/
http://www.ebay.fr/itm/ER11-Pince-1-4-1-8-Spring-Collet-CNC-Gravure-Fraisage-Tour-Outil-Machine-Mill-/401077203189?var=&hash=item5d621070f5
Je n'utilise pas de forets sur la CN.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Jambe de train
![]() AIRPOPCIE Mer 17 Aoû 2016 - 17:04
AIRPOPCIE Mer 17 Aoû 2016 - 17:04
Pour faire un essai de rotation, j'ai remplacé dans une copie du Gcode les X --> W les Y --> X et enfin les W-->Y.
Sauf qu'il me dit a un moment que" le rayon de fin d'arc diffère de celui du début d'arc... et il me met la ligne.."
Donc j'ai laissé tombé.
Je reçois ma fraise à graver vendredi d'allemagne par UPS (merci pour le link) et j'ai reçu mes fraises de Ø 6 ce matin.
J'ai commandé une pince de 3.175mm mais j'ai 12 à 15 jours de délai. Je ferai l'essai avec la 3mm. c'est dire que je ne suis plus très long de faire des copains "productif". Je ferai un essai dans du CPO de 3mm pour voir si toutesok.. Puis en avant dans l'alu!
comme j'ai un appareil photo D7000 qui fait de très bonnes vidéo, je filmerai la réalisation..
La simulation de l'usinage + perçage est de 29:02 mns ( j'ai mis F300 sur le X et Y pour ne pas prendre de risque..).
Alors je verrai avec un ami spécialiste de la vidéo pour raccourcir la version que je mettrai certainement sur youtub...
AIRPOPCIE- très actif
- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
Page 1 sur 9 • 1, 2, 3, 4, 5, 6, 7, 8, 9

 Sujets similaires
Sujets similaires» Petit train
» train vapeur 1/20
» Un train pour le sapin de Noël
» Encore et toujours des nouveaux, mais alors ça n'arrête pas.