






Jambe de train
Page 4 sur 9 •  1, 2, 3, 4, 5, 6, 7, 8, 9
1, 2, 3, 4, 5, 6, 7, 8, 9 

 Re: Jambe de train
Re: Jambe de train
![]() AIRPOPCIE Jeu Sep 01 2016, 18:09
AIRPOPCIE Jeu Sep 01 2016, 18:09
C'est le programmer's notepad qui m'a demandé le python27.dll et depuis que je l'ai installé programmer' nodepad ne fonctionne plus sur W7.
Avant de lancer l'usinage j'ai installé le programmer's notepad + python 27.dll sur le PC CNC mach3 en XP ou il fonctionne très bien mais en anglais.
Alors ma question est :
Es ce que l'on peux l'avoir en Français vu que le prog d'installation s'appelle multilangue.
Sur le W7 je vasi le réinstallé une Nème fois en espérant que.. ca va gazer.
l'avantage d'avoir ce prog c'est que mach" ne sait pas ouvrir avec les CRLF les fichiers issus de CamBam.
Voilà comme on en avait parlé il y a quelques jours.
Je repars à l'atelier pour nettoyer et remettre le bac à eau pour 2 heures d'usinage le bac de 12 litres environ est monté à 42°
Je dois en trouver un d'au moins 20 25 litres pour reter en dessous des 30° même si 42° ne me paraît pas encore trop chaud.
A toutaleur..
Ps: pour mise à jour de la traduction de CB hier j'ai fais la manip et ca ne marchais pas .
Ce matin en l'ouvrant c'était bon... allez savoir pourquoi...HI
A+
M le PoP
AIRPOPCIE- très actif

- Messages : 344
Date d'inscription : 04/08/2016

Re: Jambe de train
![]() dh42 Jeu Sep 01 2016, 18:35
dh42 Jeu Sep 01 2016, 18:35
Ah ok, Programmer's notepad, pas juste notepad
Non, apparemment il n'y a pas de traduction française pour l'instant.
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

c est fait
![]() AIRPOPCIE Jeu Sep 01 2016, 20:49
AIRPOPCIE Jeu Sep 01 2016, 20:49
Des vibrations dans la colonne Z et pour cause..

L’enfoiré de Chinois a préférer aller manger un bol de riz plutôt que de mettre les vis pousse cul prévues dans le bloc( derrière la tôle).
Il faut que je démonte tout le portique pour enlever la tôle qui me donneras accès aux trous des vis.
De plus le roulement à rouleaux du haut est descendu vers le milieu du bloc, il faut que j’arrive à le remonter.
Ci-joint le résultat.

Il faut mettre des vis à l’extérieure ( plus que les 2 dont on voit les trous) puis à la place des vis et rondelles mettre un barreau d’acier de 10*10mm avec les vis qui tombent dans les trous.
Ainsi ca ne vibreras pas même avec une broche et un axe Z correctement guidés.
Le résultat fini.

D’ici demain je mettrai les vidéos (dans lesquelles on entend les vibrations) qui m’ont conduit à rechercher pourquoi l’axe Z vibrait et voici les coupables
Celui de l’autre coté est aussi descendu, c’est dire que le support de la broche « branlait dans le manche » !..Hi
il ne me reste plus qu'à plier sans Kc....
A+
Ps : l’usinage de l’alu ne doit pas se faire avec une frais 3 dents avec 2 c’est mieux mais je pense qu’1 dent spéciale alu ( ca existe) c’est mieux.
Vitesse : 12000 Tours
Avance 120 mm/mns.
Bonne nuit

AIRPOPCIE- très actif
- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
Re: Jambe de train
![]() dh42 Jeu Sep 01 2016, 21:14
dh42 Jeu Sep 01 2016, 21:14
Ah oui, avec le matos Chinois il faut tout resserrer avant mise en service ....
Ps : l’usinage de l’alu ne doit pas se faire avec une frais 3 dents avec 2 c’est mieux mais je pense qu’1 dent spéciale alu ( ca existe) c’est mieux.
Vitesse : 12000 Tours
Avance 120 mm/mns.
Oui, 1 dents ou 2 dents maxi sur des petites fraises pour l'alu ; il faut laisser de la place pour dégager les copeaux, et il ne faut pas prendre des copeaux trop fin (avance/dent) sinon l'alu colle à la fraise ... et tu fini par la casser.
En supposant que tu parle de la fraise de 6, c'est OK pour la V de rotation (ça fait une Vc 226 m/min), par contre pour l'avance c'est pas bon du tout, avec une 3 dents ça ferais une avance à 0.003mm/dent (3µ), c'est bien trop faible, il ne faut pas descendre en dessous de 0.01/0.02 par dent pour de l'alu ; à cette vitesse de rotation, avec une 3 dents il faudrait dans les 600 à 700 mm/min ... au moins. ( 480 avec une 2 dents)
D'après les abaques OTELO, pour une fraise carbure de 6 ordinaire dans de l'alu < '10% si' c'est 0.04 mm/dent et une Vc de 150 à 250 m/min
Ça devrait aller mieux une fois tes douilles à billes remisent en place
http://www.metabricoleur.com/t1259p7-calcul-de-parametres-de-coupe#102612
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Jambe de train
![]() AIRPOPCIE Jeu Sep 01 2016, 22:02
AIRPOPCIE Jeu Sep 01 2016, 22:02
Mais à un moment ça a bourré j'ai fais une pause pour "dépater" la fraise je ne sais pas si c'estait à cause de l'avance.
Merci pour les calculs je vais regardé cela de prêt et faire des tableaux sous excel pour la prochaine fois.
Mais je pense que j'ai atteind les limites de ce genre de machine grand bien m'a pris de mettre cette table monobloc et rigide sinon je crois que cela n'aurait pas été.
Mais pour un essai je penses que ce n'est pas si mal... La qualité est correcte à part les problèmes d'état de surface aux endroits ou ça vibrais et j'ai atteint mon but. Avoir une jambe de train en alu.
Ok merci milles fois de tes conseils c'est grâce à toi que j'ai pu faire cette pièce..
J'aimerai te serrer la pince et boire une bonne bière bien fraîche en ta compagnie.
Si tu passes dans le coin arrête toi..
Bonne nuit
M le PoP
AIRPOPCIE- très actif
- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
Re: Jambe de train
![]() dh42 Jeu Sep 01 2016, 22:14
dh42 Jeu Sep 01 2016, 22:14
Mais à un moment ça a bourré j'ai fais une pause pour "dépater" la fraise je ne sais pas si c'estait à cause de l'avance.
Oui, c'est le genre de problème que l'on a avec une faible avance dans l'alu, en plus ça dépend de quel alu il s'agit, certains sont bien usinables et d'autres c'est une horreur.

En rainurage, il faut aussi faire son possible pour dégager au mieux les copeaux, s'ils restent dans la rainure çà fait de la bouillie ... et une µ-lub aide bien aussi, surtout sur des alu tendres et collants.
Voila, plus qu'à éviter de crasher l'avion maintenant
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Jambe de train
![]() AIRPOPCIE Jeu Sep 01 2016, 22:28
AIRPOPCIE Jeu Sep 01 2016, 22:28
Mais on m'a dit que ce n'était pas forcement la solution car le liquide de coupe colle les copeaux alors quoi faire.
Pendant l'usinage j'avais d'un coté l'aspirateur pour essayer de récupérer les copeaux et de l'autre la soufflette pour évacuer ceux qui étaient dans la rainure...
Malgré ma volonté de ne pas envoyer les copeaux partout, je l'ai quand même fais mais je voudrais installer une aspiration et j'ai vu dans un tuto d'un gras qui avait des initiales du genre DDHH42 ou autre une réalisation d'un support en MDF pour mettre un tube de Ø40 en inclinaison et qui se met autour de la broche avec une rainure pour mettre des "poils" genre bas de porte.. si c'est toi as tu encore le CB ou le Gcode?..
Ca m'arrangerai de faire ca rapidement pour aspirer efficacement.
J'ai des copeaux sur le clavier et le tapis de souris il faut que j'installe un plexis en travers de la tablette pour les protéger en plus de l'aspiration qui a l'inconvénient de cacher la fraise...
A moins de faire le support en plexis de 20 ou 30 mm d'épaisseur et de pouvoir voir à travers...
Ok merci encore et à 2 mains.
M le PoP
AIRPOPCIE- très actif
- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
Re: Jambe de train
![]() dh42 Jeu Sep 01 2016, 22:41
dh42 Jeu Sep 01 2016, 22:41
Mais on m'a dit que ce n'était pas forcement la solution car le liquide de coupe colle les copeaux alors quoi faire.
Faut pas que ce soit trop gras, et le but c'est pas de "graisser" mais surtout de refroidir l'outil et les copeaux (et de les dégager à l'aide du jet d'air), s'ils chauffent trop et qu'ils sont très fin, ils se ramollissent et c'est la que ça colle à la fraise.
le fichier du sabot est en PJ sur ce post
http://www.metabricoleur.com/t7986-encore-un-nouveau-systeme-d-aspiration#144064
Depuis, je lui ai un peu coupé les poils pour qu'il soit plus près de la pièce.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
AIRPOPCIE- très actif
- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
Re: Jambe de train
![]() dh42 Ven Sep 02 2016, 16:44
dh42 Ven Sep 02 2016, 16:44
Ça se passe pas trop mal si on considère que ton Z n'est pas au mieux de sa forme.
Pour limiter les vibrations, il faut aussi penser à utiliser les outils les plus courts possible ; ici ta fraise n'a pas besoin d'avoir une telle longueur de coupe ni de sortir autant de la pince.
Plus qu'à démonter le Z pour tout resserrer !
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Jambe de train
![]() AIRPOPCIE Ven Sep 02 2016, 17:33
AIRPOPCIE Ven Sep 02 2016, 17:33
Toutes les fraises Made in China font cette longueur?....
alibaba
j'ai retourné la pièce pour graver sur le verso et plus près des trous... Malheurement ma fraise à graver avait le bout émoussé et ce n'est pas du tout aussi joli que le recto.
Je lui ai mis un coup de pièce à carbure et refait un essai ( en linéaire sur 15-20/100eme) ca parait mieux mais pas aussi beau que le recto.
Je vais recevoir d'autres fraises à graver et je verrai si c'est mieux.
voilà Dés lundi je sors l'axe Z car même pour un déplacement de 100mm en gravure linéaire, le guide à rouleaux sort..
Bon WE
AIRPOPCIE- très actif
- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
Re: Jambe de train
![]() dh42 Ven Sep 02 2016, 18:21
dh42 Ven Sep 02 2016, 18:21
http://www.metiers-et-passions.com/fr/catalogue/fraises-2-dents-serie-normale-queue-cylindrique-coupe-au-centre-helice-30-carbure-micrograin/fanocarb-04L18370/-ref-83602.html
spécial alu (HSS C08)
http://www.metiers-et-passions.com/fr/catalogue/fraises-2-dents-serie-normale-queue-cylindrique-coupe-au-centre-helice-42-hssco8/astra-0004090613-skg.html
(attention, Vc = 100 m/min et Fz = 0.01 pour ces dernières pour Ø6)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Jambe de train
![]() AIRPOPCIE Dim Sep 04 2016, 18:10
AIRPOPCIE Dim Sep 04 2016, 18:10

c'est dire que sur la CNC BZT PF 750 dont j'avais un temps envisagé de l'acheter n'est pas guidée par des douilles à rouleaux comme celle qui est descendu sur mon axe Z mais de simples douilles en laiton... Bizarre quand même...
Es ce qu'il y aurait possibilité de mettre des douilles à rouleaux?..
finalement même s'il manque les vis de fixation que je vais mettre en place, mon montage n'est pas si mal...
PS: ce matin je suis allé à bourges à une manifestation de modélistes et ma pièce en alu "jambe de train" a eu un franc succès.
Un peu fière quand même..HI
A+
M Le PoP.
AIRPOPCIE- très actif
- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
Re: Jambe de train
![]() dh42 Dim Sep 04 2016, 18:22
dh42 Dim Sep 04 2016, 18:22
Es ce qu'il y aurait possibilité de mettre des douilles à rouleaux?..
Non, il n'y a pas assez de place (Ø) ou alors il faudrait réduire la taille des guides pour monter des douilles de plus petit Ø, ce qui ne serait pas une bonne chose pour la rigidité.
Les guidages à douilles laiton sont plus rigides que les guidages par douilles à billes, et il peuvent supporter des efforts plus importants.
d'autre photos des entrailles de la bête.
http://www.metabricoleur.com/t9776-entretien-cnc-bzt-pf750p
PS: ce matin je suis allé à bourges à une manifestation de modélistes et ma pièce en alu "jambe de train" a eu un franc succès.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
probleme de parametrage
![]() AIRPOPCIE Mar Sep 06 2016, 19:21
AIRPOPCIE Mar Sep 06 2016, 19:21
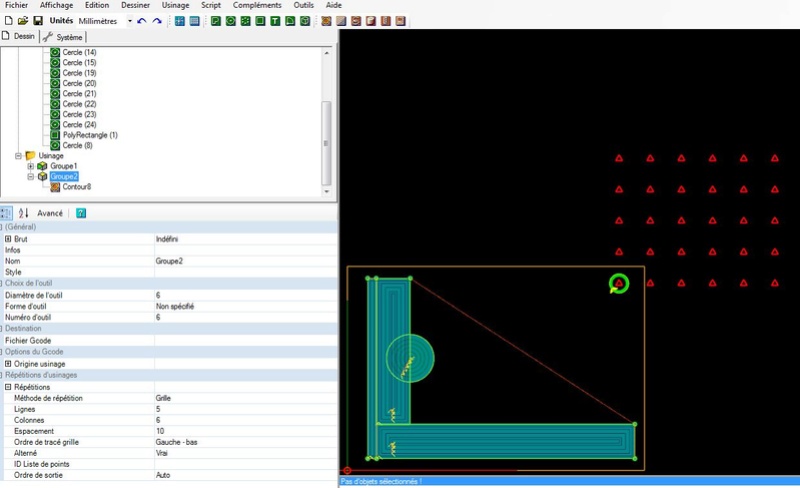
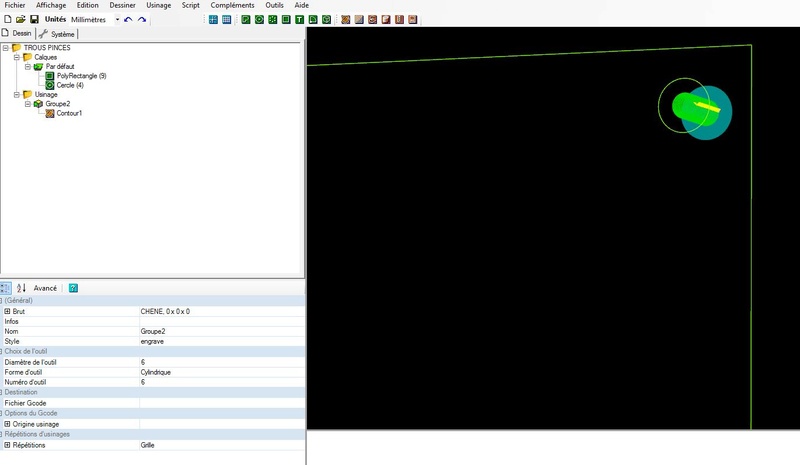
En attendant j'ai préparé avec CB un prog sur lequel je n'ai pas eu de problème pour faire la partie "support d'equerre" mais maintenant je veux rajouter des trous coniques.
Le premier s'est fait sans problème en suivant ton link, mais maintenant je veux utiliser la répétitions d'usinage mais ca ne veux pas se mettre à gauche et vers le bas.
Ci joint
- le hard copy de mon écran sous CB
Le fichier CB.
Merci de me dire ou ca a merdé.
A+
AIRPOPCIE- très actif
- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
Re: Jambe de train
![]() dh42 Mar Sep 06 2016, 19:59
dh42 Mar Sep 06 2016, 19:59
Il suffit de régénérer les parcours d'outils du Groupe d'usinage et ça sera à la bonne place
PS, attention tu a un Ø d'outil de 0 pour tes trous coniques
ne laisse pas le mode de déplacement sur indéfini, met le sur vitesse constante
un espacement de 10 dans la grille ne va pas suffire, tes pinces vont être collées les unes aux autres tu ne pourra pas passer les doigts
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Jambe de train
![]() AIRPOPCIE Mar Sep 06 2016, 20:21
AIRPOPCIE Mar Sep 06 2016, 20:21
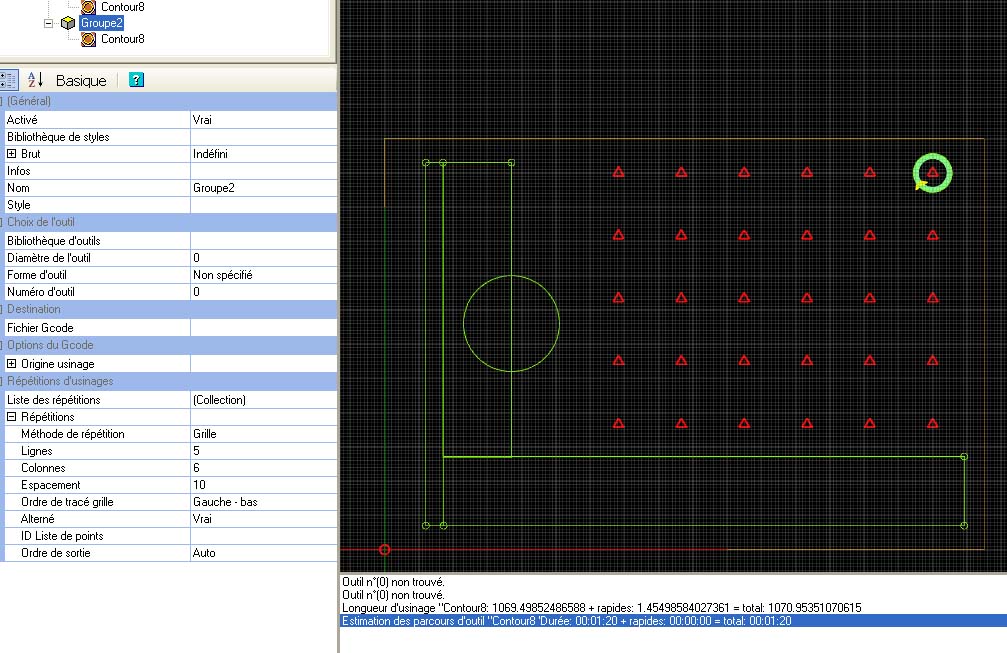
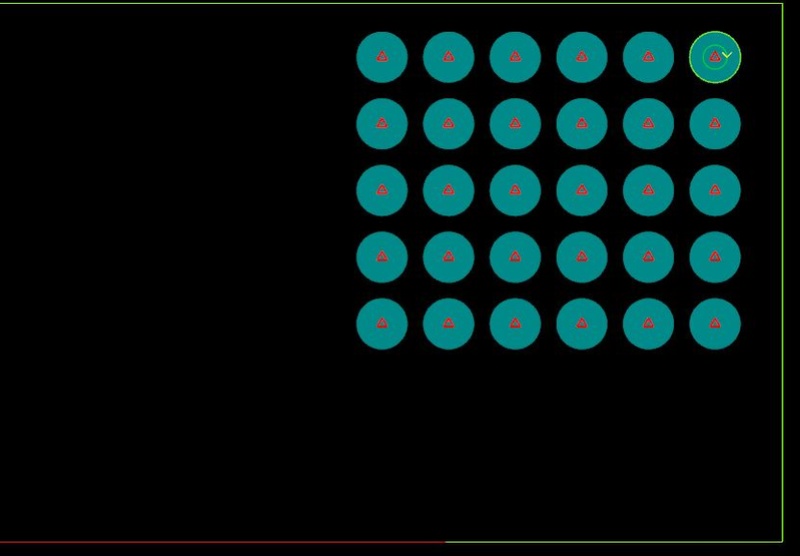
J'avais pourtant regénérer mais.. ,maintenant c'est bon j'ai mis 15 d' espacement et ça donne ça:
merci et a+
AIRPOPCIE- très actif
- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
Re: Jambe de train
![]() dh42 Mar Sep 06 2016, 20:25
dh42 Mar Sep 06 2016, 20:25
Je ne vois pas ou?...
dans chaque opération d'usinage
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Jambe de train
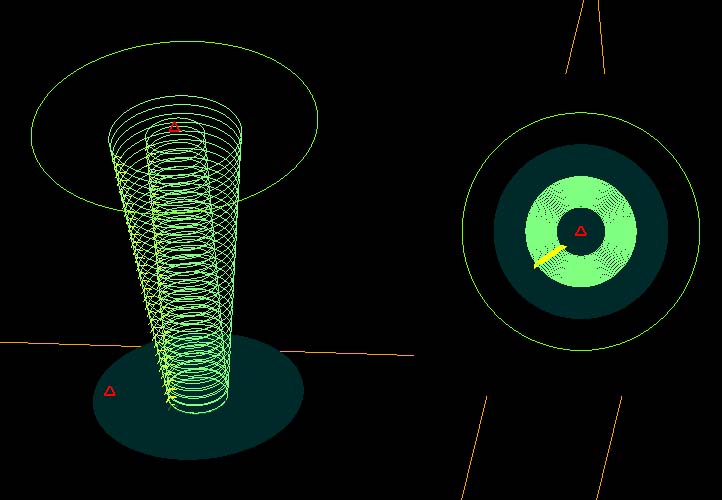
![]() AIRPOPCIE Mer Sep 07 2016, 00:03
AIRPOPCIE Mer Sep 07 2016, 00:03
au lieu d'avoir comme toi le parcours accroché au diamètre exterieur.
J'ai une version bonne mais l'outil remonte à chaque passe à Z3.0 maintenant il descend continuellement mais en faisant le trou au centre et de ce faite les autres sont rapprochés.
j'ai la tête qui va exploser alors je vais au lit et à 2 mains.
Merci encore de ton aide j'y suis presque...
le dernier fichier qui merde...
AIRPOPCIE- très actif
- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
Re: Jambe de train
![]() dh42 Mer Sep 07 2016, 00:23
dh42 Mer Sep 07 2016, 00:23
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Jambe de train
![]() AIRPOPCIE Mer Sep 07 2016, 13:48
AIRPOPCIE Mer Sep 07 2016, 13:48
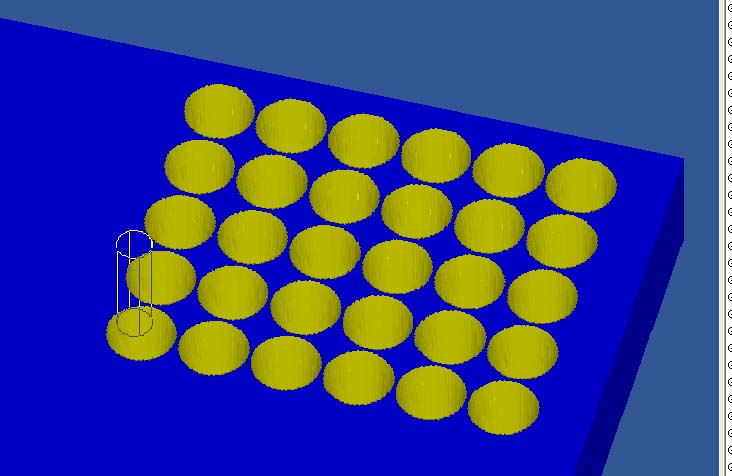
Je ne sais pas quelle manip j'ai faites mais maintenant les trous apparaissent à leur vrais grandeur.
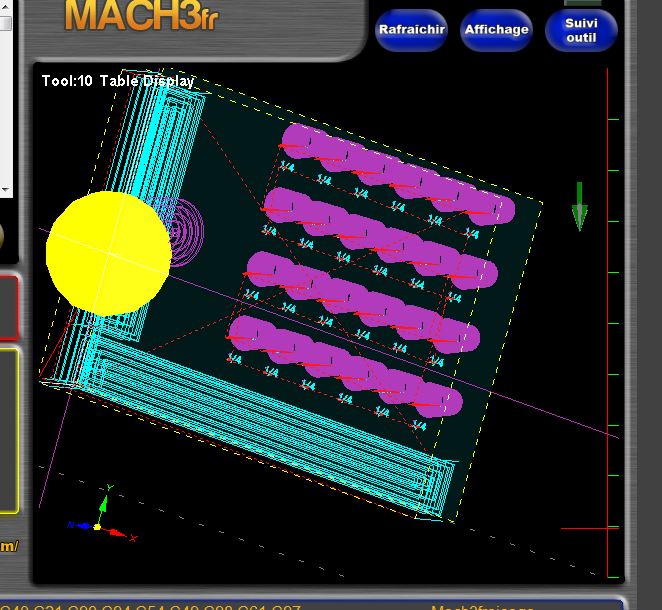
je voudrais graver le diamètre de chaque pince .
Ci joint le fichier CB, et le Gcode .
Mais lorsque je le lance sous Mach3 il me répète la gravure 1/4 sous chaque trou alors que je veux en mettre une différente à chaque trou..
Je suis presque au bout.
Ps: ayant actuellement 19 pinces, j'ai réduit à 24 trous au lieu de 30 et ça me laisse la place de graver.
Merci (encore et toujours) de ton aide.. Mais ça vient.
Je commence à être à l'aise avec CB...
A+
AIRPOPCIE- très actif
- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
Re: Jambe de train
![]() AIRPOPCIE Mer Sep 07 2016, 14:35
AIRPOPCIE Mer Sep 07 2016, 14:35
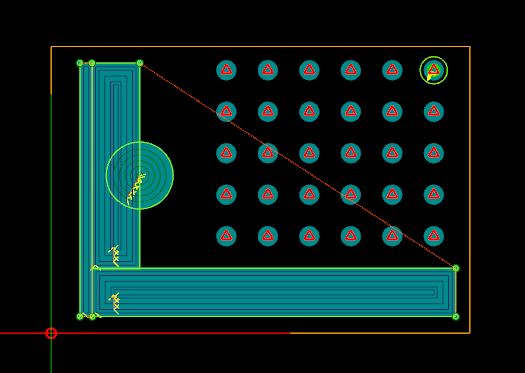
Je ne vois pas sur quel paramètre intervenir dans la définition du contour 9 (si c'est toujours ce numéro car je les renomme pour avoir une suite)
Merci
le dernier ressemble à celui-ci:
Dernière édition par AIRPOPCIE le Mer Sep 07 2016, 17:00, édité 1 fois
AIRPOPCIE- très actif
- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
Re: Jambe de train
![]() dh42 Mer Sep 07 2016, 16:51
dh42 Mer Sep 07 2016, 16:51
Mais lorsque je le lance sous Mach3 il me répète la gravure 1/4 sous chaque trou alors que je veux en mettre une différente à chaque trou..
Oui, logique, ton opération de gravure (qui n'en est pas une, tu devrais utiliser gravure et non pas contour) et dans le groupe d'usinage qui a une répétition, créé un nouveau groupe pour cette op; ou met la dans le groupe qui n'a pas de répétition d'usinage.
tu a encore oublier de mettre un Ø à ton outil, il est à 0
il y a des remontées à Z3.0 à chaque tour de descente pendant l'usinage..... comment les supprimer
je n'ai aucune de ces remontées ... enfin tant que la fraise n'a pas un Ø de 0

Je ne sais pas quelle manip j'ai faites mais maintenant les trous apparaissent à leur vrais grandeur.
je ne vois pas ce que tu veux dire ; j'ai l'impression que tu oubli que le parcours d'outil n'est pas censé toucher le cercle vu qu'il doit être décalé du rayon de la fraise.
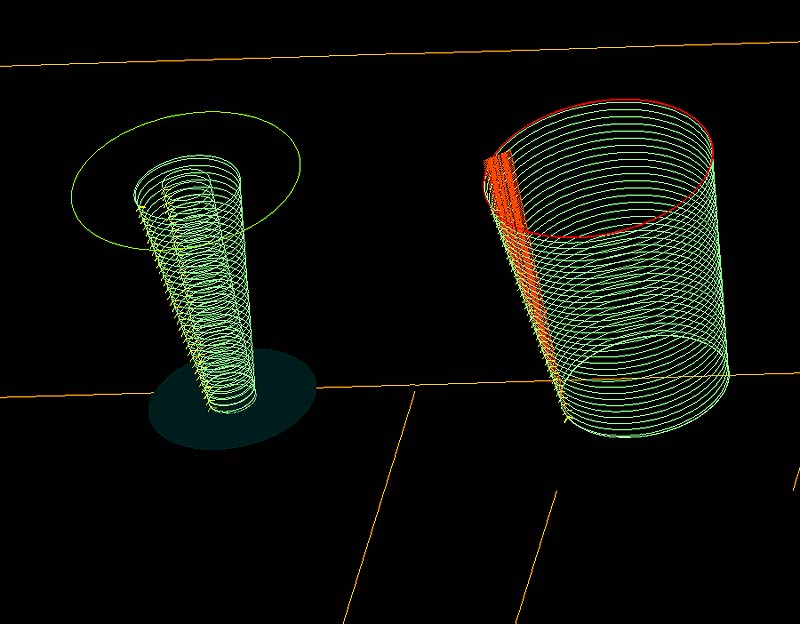
A gauche c'est OK, défini avec une fraise de 6, le parcours externe est bien décalé de 3mm par rapport au cercle.
A droite, bien sur ça ne colle pas, le calcul à été fait avec une fraise de Ø 0, donc pas de décalage des parcours
il faut un peu de rigueur et il faut vérifier tes paramètres si tu veux arriver à un truc qui marche, on n'usine pas avec une fraise de 0 ; (et suivre ce que je te dis, comme par exemple le fait de ne pas laisser le paramètre mode de déplacement sur indéfini)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Jambe de train
![]() AIRPOPCIE Mer Sep 07 2016, 17:06
AIRPOPCIE Mer Sep 07 2016, 17:06
Mais ça me paraissait logique d'avoir une trace d'outil correspondante au diamètre exter mais logique ce que tu me dis.
Je vais me mettre des claques.
Je pars au club pour parler modification de mon avion j'ai plié le nouveau train et fixé les roues.
Demain je t'envoi la photo.
A+ et encore encore encore mille excuses et grand merci de ta patience.. ( que j'ai un peu émoussée..!..) HI
AIRPOPCIE- très actif
- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
Re: Jambe de train
![]() dh42 Mer Sep 07 2016, 17:31
dh42 Mer Sep 07 2016, 17:31
Mais ça me paraissait logique d'avoir une trace d'outil correspondante au diamètre exter mais logique ce que tu me dis.
Oui, il faut bien penser à ça, le parcours d'outil indique le position de l'axe de la fraise en XY, et en Z, il indique le bout de la fraise (même sur une hémi), ce qui peux faire que les parcours ne semblent pas suivre le tracé (en particulier en 3D), mais c'est normal.
Dans le cas de tes trous coniques, l’intérêt de mettre le Ø d'outil à 0, c'est que ça permet de "simuler" visuellement la position de la paroi qui sera usinée et de vérifier que le cône/rayon est dans le bon sens, au bon endroit, avec le bon angle, etc .. mais il ne faut pas oublier de remettre le bon Ø d'outil avant de faire le Gcode final.
Pour le fait que tu ai des remontée à Z+3, c'est aussi dut au Ø de fraise à 0.
Déplacement latéral maxi
Distance maximale, en fraction du Ø de la fraise ou la matière sera coupée par déplacement horizontal de l'outil.(trajectoires //, usinage de poches,..)
Si la distance jusqu'à la prochaine trajectoire et supérieure à Déplacement latéral maxi l'outil remontera, se déplacera en rapide à la hauteur définie dans Plan de dégagement jusqu'à la prochaine trajectoire, puis plongera de nouveau dans la matière.
http://www.atelier-des-fougeres.fr/Cambam/Aide/cam/Profile.htm
Donc même avec un Déplacement latéral maxi réglé à 0.7 comme sur ton fichier, avec un Ø d'outil de 0, le résultat est tj 0, donc la fraise remonte systématiquement.
Je pars au club pour parler modification de mon avion j'ai plié le nouveau train et fixé les roues.
Essais de ne pas plier l'avion dans la foulée

++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
mise a jour bibliothèque des outils...
![]() AIRPOPCIE Jeu Sep 08 2016, 07:38
AIRPOPCIE Jeu Sep 08 2016, 07:38
Pour les autres outils je peux changer le numéro ou des valeurs ca se met à jour mais pas dans le nouveau..
Alors encore un mystère...
j'utilise bien le tuto:
http://www.atelier-des-fougeres.fr/Cambam/Aide/cam/ToolLibrary.htm

merci je vais installer les home switchs puisque l'axe Z est démonté.. Je vais le mettre au même endroit que sur la tienne en espérant que l'axe s' arrêteras bien au contact sinon ça défonceras ..
Merci et A+
AIRPOPCIE- très actif
- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
Page 4 sur 9 • 1, 2, 3, 4, 5, 6, 7, 8, 9

 Sujets similaires
Sujets similaires» Petit train
» train vapeur 1/20
» Un train pour le sapin de Noël
» Encore et toujours des nouveaux, mais alors ça n'arrête pas.