






Instalation BZT 1000 PX
Page 7 sur 12 •  1, 2, 3 ... 6, 7, 8 ... 10, 11, 12
1, 2, 3 ... 6, 7, 8 ... 10, 11, 12 

 Re: Instalation BZT 1000 PX
Re: Instalation BZT 1000 PX
![]() diomedea Jeu 10 Déc 2015 - 17:42
diomedea Jeu 10 Déc 2015 - 17:42
Ce ne sont pas des fins de courses, mais des contacts de références:
diomedea- complétement accro

- Messages : 12658
Date d'inscription : 14/01/2009

Re: Instalation BZT 1000 PX
![]() seb92 Jeu 10 Déc 2015 - 18:00
seb92 Jeu 10 Déc 2015 - 18:00
du coup ça joue le rôle de fin de course en cas de dépassement des limites lors d'une découpe qui serait + grande que les possibilités max de la machine.
Je vais bientôt m'occuper de ça sur ma machine, car il y a peu, je me suis fais peur avec un réglage manuel du Y au clavier : la touche du clavier est restée bloquée… j'ai tout stoppé au BAU à quelques mm du portique

seb92- complétement accro
- Messages : 1369
Points : 1799
Date d'inscription : 02/01/2015
Age : 61
Localisation : 92
Re: Instalation BZT 1000 PX
![]() Cyrille6901 Jeu 10 Déc 2015 - 18:21
Cyrille6901 Jeu 10 Déc 2015 - 18:21
Bien vu Jean-Paul
ça n'en reste pas moins étrange... en tout cas je vais m'abstenir de le déplacer si ce n'est pas vraiment obligatoire...
Cordialement. Cyrille

Cyrille6901- acharné du forum

- Messages : 492
Points : 704
Date d'inscription : 13/08/2015
Age : 46
Re: Instalation BZT 1000 PX
![]() dh42 Jeu 10 Déc 2015 - 22:01
dh42 Jeu 10 Déc 2015 - 22:01
Le fait que ce soit un contact de référencement fait qu'il n'est pas indispensable qu'il soit en bout de course ; il suffit de lui donner les bonnes valeurs dans les limites.

ici par exemple: c'est le réglage de la PF, pour le Z en coord machine de 0 à -108
supposons qu'au dessus du contact il reste 20mm de course, alors il faudrait entrer 20 à -108.
dans le cas d'un contact qui est accessible dans les 2 sens, il faudra prendre l'habitude de tj référencer dans le même sens, par exemple en descente si tu référence la machine Z en l'air (donc Home). Si lors du référencement l'axe ne part pas dans le bon sens, coche ou décoche le Home Neg du Z
Il faut également changer la valeur dans "G28 home location coordinates", le -1 du Z, deviendrait 20 (ou 19 pour arrêter 1mm avant de taper)
JP et ceux qui utilise mon interface, il faudra aussi éditer le code des boutons: Pos.change outil, XY=0 cour, Home et >> pos, afin que le Z maxi soit à 20 (enfin, la valeur de course au dessus du contact que vous avez effectivement mesurée), comme je t'avais montré en vidéo pour modifier la position de changement d'outil. Pour le bouton Z Haut, il faudra par contre le faire dans MachScreen car ce n'est pas un bouton VB mais directement du Gcode, et on ne peut pas les éditer sous Mach3 directement.
Code("G0 G53 Z-1") devra devenir Code("G0 G53 Z20")
Edit:
Pour éviter de tout modifier dans les codes, je pense qu'il y a une autre solution, à tester avec précaution, c'est de laisser 0 à -135 pour la course, et de mettre -20 dans Home Offset, de cette manière, si je ne me trompe pas, Mach3 devrait mettre le Z à -20 au niveau du contact, ce qui laisse les 20 de course au dessus et permet tj d'avoir le 0 en haut (donc pas de bidouille des codes VB)
ah ok !
du coup ça joue le rôle de fin de course en cas de dépassement des limites
Ce n'est pas le contact lui même qui coupe ; il sert juste à trouver la position de départ 0,0,0 des coord machine ensuite c'est le logiciel qui coupe (ou te préviens avant) si tu tente de dépasser les limites car il "sait" quelle est la taille d'usinage de la machine et quel est le décalage du point 0,0,0 par rapport à cette taille. Si tu clique le contact de référencement en cours de fonctionnement, ça n'a aucun effet .. et heureusement, sinon avec un contact qui n'est pas en bout de course, comme sur la machine de JP, ça arrêterait la machine à chaque passage, à moins de désactiver les limites, ce qui n'est pas le but.
++
David
Dernière édition par dh42 le Mer 1 Juin 2016 - 19:05, édité 1 fois
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Instalation BZT 1000 PX
![]() diomedea Ven 11 Déc 2015 - 14:55
diomedea Ven 11 Déc 2015 - 14:55
David, j'ai fais comme le texte en jaune, et ça marche!
J'ai donc commencé par mettre -20 dans la case "Home Offset", et même "Softs Limits" activé, le Z monte jusqu'à +20.
Vu l'espace restant avant la butée, j'ai rentré la valeur de -34, ce qui me permet d'avoir un Z avec une course de 140mm effectif.
Voila ce que j'ai maintenant quand il est en "butée" haute.

J'ai poursuivi en faisant un "Ref Hall Home" contact Z enfoncé, et il est descendu jusqu'à ce qu'il s'ouvre. J'ai ensuite fait un "Z haut" et il s'est arrêté à +1.
Voila la nouvelle position haute du Z, avec 140mm ce course.
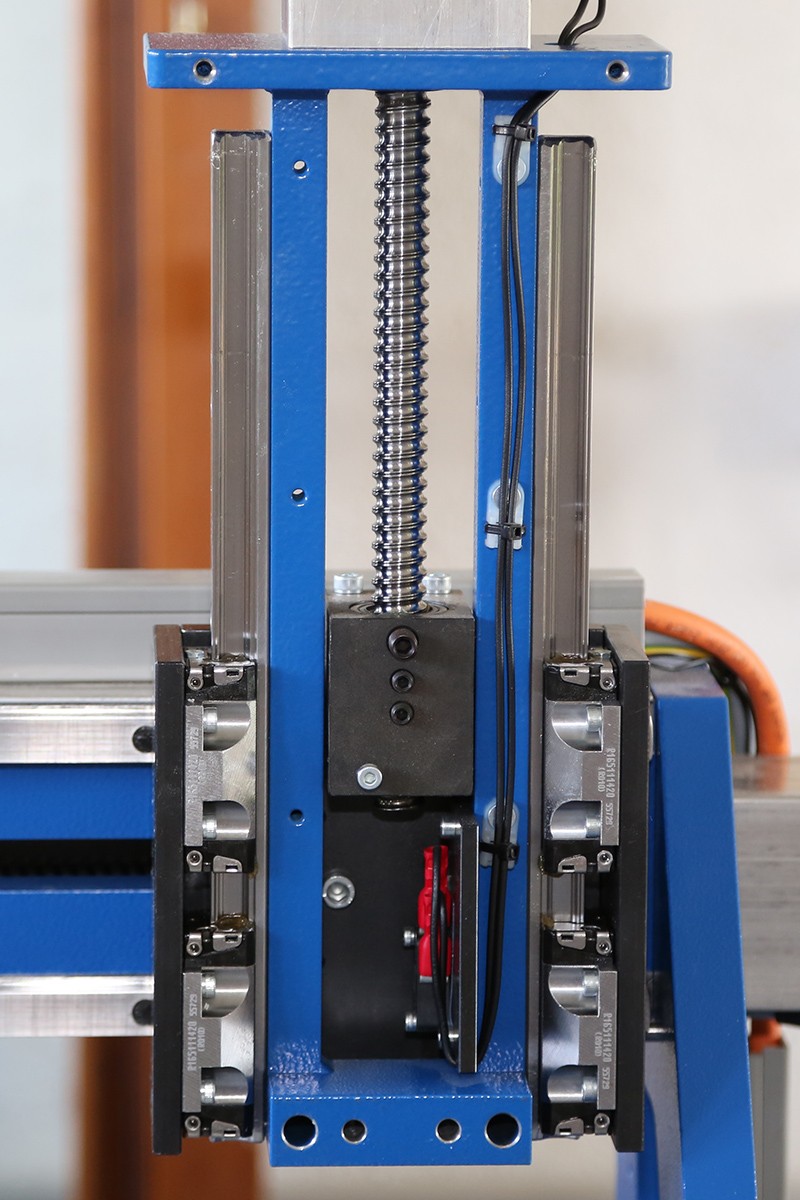
A la lumière du jour il apparait que la butée mécanique est assuré, toujours par la platine qui supporte de contact, mais via une saillie qui vient en contact avec une tête de vis.

Pour terminer le fait que le contact du Z soit enfoncé, et que les voyants jaunes soit allumés, ne modifie en rien les limites des deux autres axes, les "Softs Limits" sont toujours actifs.
Bon après midi,
JPaul

diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Instalation BZT 1000 PX
![]() dh42 Ven 11 Déc 2015 - 19:27
dh42 Ven 11 Déc 2015 - 19:27
David, j'ai fais comme le texte en jaune, et ça marche!
Cool, problème réglé alors !
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Instalation BZT 1000 PX
![]() dh42 Ven 11 Déc 2015 - 19:42
dh42 Ven 11 Déc 2015 - 19:42
diomedea a écrit:Une fois de plus!
Ah, si je pouvais solutionner mes problèmes aussi vite
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Instalation BZT 1000 PX
![]() diomedea Sam 12 Déc 2015 - 5:42
diomedea Sam 12 Déc 2015 - 5:42
Non, je n'ai jamais eu de perte de pas... Ou alors je ne m'en suis jamais aperçu!
Tu dis que tu as été contraint de reprendre les paramètre de la PF, peut être que ça ne vient pas de la machine? Vu que tu as garder la même électronique.
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Instalation BZT 1000 PX
![]() dh42 Sam 12 Déc 2015 - 16:39
dh42 Sam 12 Déc 2015 - 16:39
Tu dis que tu as été contraint de reprendre les paramètre de la PF, peut être que ça ne vient pas de la machine?
Oui, c'est même certain, donc contrôleur ou PC ... et le contrôleur c'est le même que le tien ... et même avec une alim plus puissante ..
Non, je n'ai jamais eu de perte de pas... Ou alors je ne m'en suis jamais aperçu!
C'est impossible à rater à ce niveau ; si il t'est déjà arrivé de taper en buté, tu a du remarquer que le moteur change de bruit et se met à "couiner", et bien ça me fait pareil en cours de déplacement.
Exemple, j'étais à X=0, j’envoie en rapide à X=300, les 100 premiers mm sont fait sans problème (donc l'axe à largement fini sa phase d'accélération et ce n'est donc pas un problème de manque de couple), puis le moteur se met à patiner dans la semoule et à "couiner" et l'axe avance à la moitié de sa vitesse et en gros sur les 200 mm qui restent à faire il en perd 100 .. (donc il doit perdre 50% des pas)
++
David
Dernière édition par dh42 le Sam 12 Déc 2015 - 21:24, édité 1 fois
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Instalation BZT 1000 PX
![]() diomedea Sam 12 Déc 2015 - 17:39
diomedea Sam 12 Déc 2015 - 17:39
Alors non, ça ne m'est jamais arrivé...
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Instalation BZT 1000 PX
![]() Cyrille6901 Dim 20 Déc 2015 - 6:08
Cyrille6901 Dim 20 Déc 2015 - 6:08
diomedea a écrit:
Pour en venir au logo, le voici en taille réelle (fraise à 90°).
JPaul

Bonjour Jean-Paul,
Je suis entrain de réfléchir pour commander des fraises de défonceuse, et je m'y perds un peu
Quel genre de fraise utilises-tu pour cela ? Est-ce une fraise à écrire ? une fraise à rainurer en V ? ou bien une fraise à graver "pointe laser" ?
Il me semble avoir vu dans une de tes vidéos, que tu utilises aussi ce genre d'outil pour fraiser les têtes de vis et ébavurer dans de l'aluminium; s'agit-il du même outil ?
Merci d'avance.
Cordialement. Cyrille
Cyrille6901- acharné du forum
- Messages : 492
Points : 704
Date d'inscription : 13/08/2015
Age : 46
Re: Instalation BZT 1000 PX
![]() diomedea Dim 20 Déc 2015 - 8:49
diomedea Dim 20 Déc 2015 - 8:49
Bonjour Cyrille,
Ce sont des "V-Router Bit" : http://www.sorotec.de/shop/Cutting-Tools/Routing-Tools/V-Router-Bit/ je ne connais pas le nom en français. Ce sont des fraises hélicoïdales carbure une dent à queue de 1/8' (3,15mm).
Les médaillons ont été gravés avec celle de gauche.

Pour les encastrements des têtes de vis j'ai utilisé une fraise à bois de ce style: http://www.gravierbedarf.de/epages/63201300.sf/de_DE/?ObjectPath=/Shops/63201300/Products/VNUT69022
Le logo en bois à été fraisé avec la bleue.

Pour en revenir au support, j'ai profité d'une accalmie dans le planning pour l'avancer un peu!
La cloison ainsi que la plaque de la façade sont en MDF de 16mm.

Comme d’habitude, pour tous ce qui concerne les meubles d'atelier, j'ai utilisé du Tebopin (10mm).
Les plaques sont débitées à la scie à format, et c'est là que j’apprécie la commande déportée!

Pour les coupes de bandes je préfère utilisé les deux guides, c'est plus facile, on plaque sur les deux butées et on pousse!
On ne le voit pas, mais il y a une servante à rouleau en réception.

Et là, c'est quand la partie à coupé a tapée dans mat de la cape, que je me suis rendu compte qu'il y avait un problème!
Du coup j'ai coupé les 5cm qui restait en retournant le plaque.

Efficace ma petite butée! la plaque n'a pas bougée d'un iota.

Le dessus est d'un seul tenant.

L'AR est bouché par deux plaques, une fixe qui ferme le volume des tiroirs, et une amovible pour permette l'accès aux câbles de l'ordi et du contrôleur.
Le tasseau commun aux deux deux plaques.

Le vissage dans le chant du MDF ne valant rien, j'ai rajouté un tasseaux en sapin sur l'arrière de la cloison des tiroirs.

Voila pour le premier volume...

... Et pour le second.

Il est fixé à l'aide de six vis et est facilement démontable.

Dernier truc avant de passer aux tiroirs, j'ai déplacé la prise de la broche.

A suivre...
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Instalation BZT 1000 PX
![]() Cyrille6901 Dim 20 Déc 2015 - 11:37
Cyrille6901 Dim 20 Déc 2015 - 11:37
Merci Jean-Paul pour ta réponse
Vraiment très impressionnant ton atelier ! Bon courage pour la suite.
Cordialement. Cyrille
Cyrille6901- acharné du forum
- Messages : 492
Points : 704
Date d'inscription : 13/08/2015
Age : 46
Re: Instalation BZT 1000 PX
![]() Zarkann Dim 20 Déc 2015 - 12:12
Zarkann Dim 20 Déc 2015 - 12:12
dh42 a écrit:Salut,Tu dis que tu as été contraint de reprendre les paramètre de la PF, peut être que ça ne vient pas de la machine?
Oui, c'est même certain, donc contrôleur ou PC ... et le contrôleur c'est le même que le tien ... et même avec une alim plus puissante ..Non, je n'ai jamais eu de perte de pas... Ou alors je ne m'en suis jamais aperçu!
C'est impossible à rater à ce niveau ; si il t'est déjà arrivé de taper en buté, tu a du remarquer que le moteur change de bruit et se met à "couiner", et bien ça me fait pareil en cours de déplacement.
Exemple, j'étais à X=0, j’envoie en rapide à X=300, les 100 premiers mm sont fait sans problème (donc l'axe à largement fini sa phase d'accélération et ce n'est donc pas un problème de manque de couple), puis le moteur se met à patiner dans la semoule et à "couiner" et l'axe avance à la moitié de sa vitesse et en gros sur les 200 mm qui restent à faire il en perd 100 .. (donc il doit perdre 50% des pas)
++
David
Bonjour à tous
Normalement ça devrait marcher à 6000 en AV rapide, car en théorie elle sont prévus pour 8000
Perso c'est vrai qu'a 8000 j'ai pu rencontrer de problèmes mais à 6000 jamais
Par contre, j'avais des perte de pas au début à cause de la fréquence du noyau que j'avais réduit au minimum (sur tes conseil d’ailleurs
Sinon si tu a besoin de copies d'écran pour certains paramètres n'hésite pas ?
@++ Eric
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.


Zarkann- Admin
- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -
Re: Instalation BZT 1000 PX
![]() Hervé-34 Dim 20 Déc 2015 - 12:49
Hervé-34 Dim 20 Déc 2015 - 12:49
Cela voudrait-il dire que changer la vitesse du noyau pourrait affecter
les résultats d'une machine ?
J'ai plus ou moins toujours laissé mon noyau à 25 kHz, est-ce qu'il faut
avoir un PC " super " pour tenter de monter à 35 ou 45 kHz ?
Dans la case des vitesses noyau dans Mach3, il est dit:
Vous devez redémarrer le programme et régler les moteurs
si la vitesse du noyau est modifiée
Pourquoi cela ? la vitesse du noyau changerai quoi dans les performances
des moteurs ??
Merci à tous ,
Hervé
Hervé-34- complétement accro
- Messages : 4609
Points : 5828
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Instalation BZT 1000 PX
![]() Zarkann Dim 20 Déc 2015 - 13:00
Zarkann Dim 20 Déc 2015 - 13:00
Hervé-34 a écrit:Bonjour à tous,
Cela voudrait-il dire que changer la vitesse du noyau pourrait affecter
les résultats d'une machine ?
J'ai plus ou moins toujours laissé mon noyau à 25 kHz, est-ce qu'il faut
avoir un PC " super " pour tenter de monter à 35 ou 45 kHz ?
Dans la case des vitesses noyau dans Mach3, il est dit:
Vous devez redémarrer le programme et régler les moteurs
si la vitesse du noyau est modifiée
Pourquoi cela ? la vitesse du noyau changerai quoi dans les performances
des moteurs ??
Merci à tous ,
Hervé
Bonjour Hervé
Je ne serais te dire les raisons précises mais ce qui est sur c'est que pour moi ça à fait la différence.
En tout cas ça ne modifie pas les performances mais je pense qu'il y a une meilleur communication entre le PC et le Contrôleur
En fait moi je suis passé de 8000 à 6000 parce que ma machine est équipé d'une ré-hausse et que l’inertie est trop importante sur X et Y à 8000
Pour le Z je suis à 3400 mm/mn (bien assez rapide pour enquiller la machine en cas d'erreur)
@++ Eric
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.
Zarkann- Admin
- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -
Re: Instalation BZT 1000 PX
![]() athanase Dim 20 Déc 2015 - 13:01
athanase Dim 20 Déc 2015 - 13:01
Ton atelier est vraiment nickel...(ça change du mien ! )
En ce qui concerne Mach3 moi aussi je suis en 25000 KHz, je n'ai jamais touché ce réglage...
Je vais suivre attentivement les réponses.
athanase- complétement accro
- Messages : 648
Points : 1160
Date d'inscription : 10/01/2014
Age : 54
Localisation : Tarn
Re: Instalation BZT 1000 PX
![]() dh42 Dim 20 Déc 2015 - 16:14
dh42 Dim 20 Déc 2015 - 16:14
Alors en ce qui me concerne, quelque soit le PC utilisé (et la machine), impossible de faire marcher la machine à 25khz avec ce contrôleur ; aucune réaction, ou tout au plus un sautillement des moteurs ; je tourne à 35khz ... à 45Khz, ça bloque à tout bout de champ.
Sur la 2ieme CN, le 2 ieme contrôleur fonctionne à 25khz, mais 25 ou 35, ça ne change rien, et à 45 même soucis que sur la machine 1.
Sur la PFE, le Z bloque à froid si je tente plus de 2000 mm/min. (et en descente qui plus est
J'ai plus ou moins toujours laissé mon noyau à 25 kHz, est-ce qu'il faut avoir un PC " super " pour tenter de monter à 35 ou 45 kHz ?
Plus la fréquence est élevée, plus Mach3 autorisera des vitesses maxi élevées (voir la courbe des réglages moteurs) ; la V maxi dépendant à la fois de cette fréquence et de la valeur du step per. Et oui, il faut un PC plus puissant, mais pas non plus un monstre ...
Par exemple, à 25Khz avec un step per à 160 (X et Y), la V maxi que peux sortir Mach3 est de 9375mm/min ... donc largement suffisante pour du 6000 mm/min. à 35khz, elle est de 13123mm/min ...
Il semble que certaines fréquences soient plus "parasitables" que d'autres, en fonction de l'environnement électromagnétique de la machine ... je n'ai par contre jamais compris pourquoi un des 2 contrôleurs refuse les 25khz alors que ça marche avec l'autre (c'est les mêmes, sauf qu'il y a un 3 axes et un 4 axes)
J'ai reçu l'alim du smoothstepper ... restera plus qu'à attendre le SS en lui même ... et à brancher et configurer tout ça ..
pour l'instant je fais de la série, donc pas de bidouillage possible sur la machine avant un bon mois je pense.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Instalation BZT 1000 PX
![]() Zarkann Lun 21 Déc 2015 - 11:21
Zarkann Lun 21 Déc 2015 - 11:21
Je me doutais bien que tu avais pensé au problème de fréquence, et c'est vrai que c'est bizarre que les contrôleurs ne fonctionnent pas de la même façon.
(je pense tout haut) Si ça marchais chez JP, il y a fort a parier que le PC y est pour quelque chose.
As tu tenté d'intervertir les PC de commandes et de comparer la config de JP avec la tienne ?
Sinon pour en revenir au Sujet, je trouve bien sympa le chassie de JP
Du travail de Pro comme d’habitude
@++ Eric
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.
Zarkann- Admin
- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -
Re: Instalation BZT 1000 PX
![]() dh42 Lun 21 Déc 2015 - 14:23
dh42 Lun 21 Déc 2015 - 14:23
As tu tenté d'intervertir les PC de commandes et de comparer la config de JP avec la tienne ?
Pour les PC, non, je n'ai pas essayé sur cette machine .... because ça le fait aussi sur l'autre PF avec un PC plus puissant ; au delà de 4000 ce n'est plus 100% fiable.
Et pour la config, dans un certain sens oui ... vu que JP utilise la mienne de config
 (enfin, de la poussière surtout ... série 100% MDF pendant au moins 15j)
(enfin, de la poussière surtout ... série 100% MDF pendant au moins 15j)Le pire, c'est que ça le fait même en manuel (avec les flèches) ... et la on ne peut pas dire que le PC est surbooké ..
Mystère !!!
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Instalation BZT 1000 PX
![]() diomedea Jeu 24 Déc 2015 - 11:43
diomedea Jeu 24 Déc 2015 - 11:43
Voila, ça touche à ça fin!
Mine de rien, c'est un sacré chantier... Quasiment deux feuilles de CP de 1250X2500 et 1,8m² de MDF!
Je n'ai pas fait plus de photos, ça n'avait pas grand intérêt, ce ne sont que des bouts de CP débités à la SAF et vissés l'un à l'autre!

Les grands tiroirs à deux niveaux, coulissent sur quatre glissières à billes.

Les tiroirs du haut pour les plans, glissent sur des tasseaux.

Je vous posterais quelques dernières images quand la peinture sera sèche...
Bon après midi,
JPaul
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Instalation BZT 1000 PX
![]() ricoud Jeu 24 Déc 2015 - 11:54
ricoud Jeu 24 Déc 2015 - 11:54
ricoud- complétement accro
- Messages : 1491
Points : 1842
Date d'inscription : 04/01/2014
Age : 45
Localisation : Nord Isere
Re: Instalation BZT 1000 PX
![]() grosb Jeu 24 Déc 2015 - 12:01
grosb Jeu 24 Déc 2015 - 12:01
Ce que j'aime bien avec J-Paul c'est son soucis du détail : bouchons pour les tubes carrés, poignées des tiroirs assortis, etc...
Là vraiment elle devient "pro" comme présentation, on croirait que tout sort d'usine.
Bonne fêtes à tous,
amicalement, Bernard.

grosb- complétement accro
- Messages : 5697
Points : 7314
Date d'inscription : 30/05/2013
Age : 69
Localisation : Cotes d'Armor
Re: Instalation BZT 1000 PX
![]() Jerome41 Jeu 24 Déc 2015 - 13:36
Jerome41 Jeu 24 Déc 2015 - 13:36
J'apprécie également beaucoup ce souci du travail bien fait, surtout que Jean-Paul ne semble pas perdre pour autant de vue l'efficacité. Si je dois viser un objectif dans mon évolution du travail du bois, ce serait celui -là. Le seul qui permet vraiment de ménager sainement vie professionnelle, familiale, et les différents loisirs.
Amicalement,
Jérôme

Jerome41- complétement accro
- Messages : 1006
Points : 1114
Date d'inscription : 05/08/2013
Age : 44
Localisation : Loir et Cher
Re: Instalation BZT 1000 PX
![]() diomedea Jeu 24 Déc 2015 - 14:17
diomedea Jeu 24 Déc 2015 - 14:17
A vrai dire je n'en sais trop rien... J’avais envie de tester...ricoud a écrit:Quel est l’avantage d'avoir des grand tiroir a 2 niveau plutôt que 2 tiroirs?
En tous cas avec les quatre glissières ça à l'air solide!
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Page 7 sur 12 • 1, 2, 3 ... 6, 7, 8 ... 10, 11, 12

 Sujets similaires
Sujets similaires» BZT PFE 1000 PX
» BZT PFE 1000 PX
» Starlite 1000, un portique cnc DIY
» Présentation, instalation et prise en main de ma BZT PFE 500 PX.