






Table de défonceuse en fonte
Page 5 sur 7 •  1, 2, 3, 4, 5, 6, 7
1, 2, 3, 4, 5, 6, 7 

 Re: Table de défonceuse en fonte
Re: Table de défonceuse en fonte
![]() Amunuzer Lun 27 Juin 2011 - 12:31
Amunuzer Lun 27 Juin 2011 - 12:31
Si tu dois couper des panneaux avec du stratifié ou du mélaminé un jour à la scie sauteuse, travailles toujours par en dessous pour éviter les éclats.J'ai du mal à m'imaginer utiliser la scie sauteuse tête en bas c'est pour ça.
Cela revient donc au même système que cette table!

Amunuzer- Banni
- Messages : 932
Date d'inscription : 28/04/2010

Re: Table de défonceuse en fonte
![]() dia Lun 27 Juin 2011 - 13:32
dia Lun 27 Juin 2011 - 13:32
Merci pour l'astuce, c'est vrai qu'avec le recul ça semble logique, mais ça ne me serait pas venu tout de suite à l'idée.Amunuzer a écrit:Si tu dois couper des panneaux avec du stratifié ou du mélaminé un jour à la scie sauteuse, travailles toujours par en dessous pour éviter les éclats.J'ai du mal à m'imaginer utiliser la scie sauteuse tête en bas c'est pour ça.
Cela revient donc au même système que cette table!
_________________
|
.

dia- Modérateur

- Messages : 2065
Points : 4068
Date d'inscription : 01/04/2011
Age : 39
Localisation : Indre et Loire
Re: Table de défonceuse en fonte
![]() diomedea Jeu 11 Aoû 2011 - 7:53
diomedea Jeu 11 Aoû 2011 - 7:53
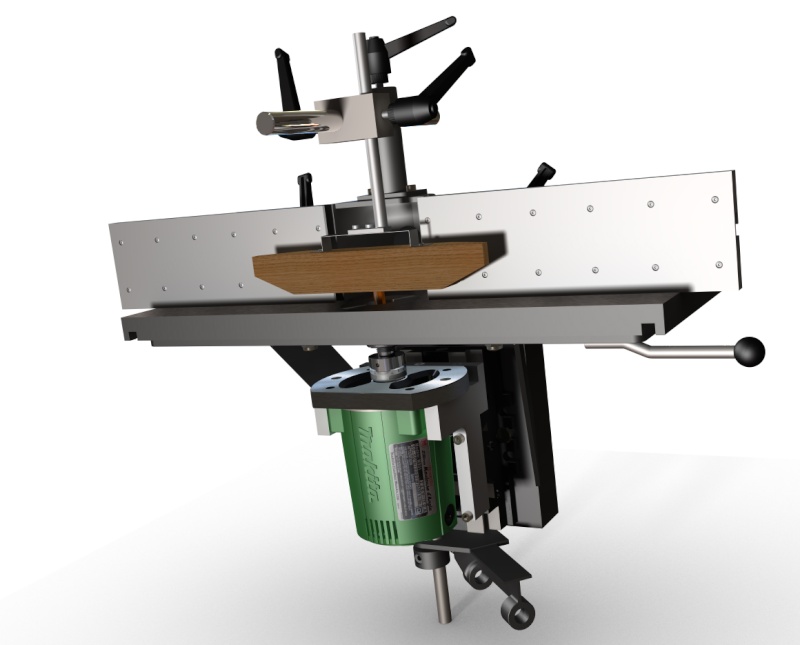
Au final, le moteur ne sera, ni un Bosch, ni un AEG mais un Makita!
Le voici modélisé, toujours sous SolidWorks.
Il fait 2000W et tourne à 24800 tr/min.

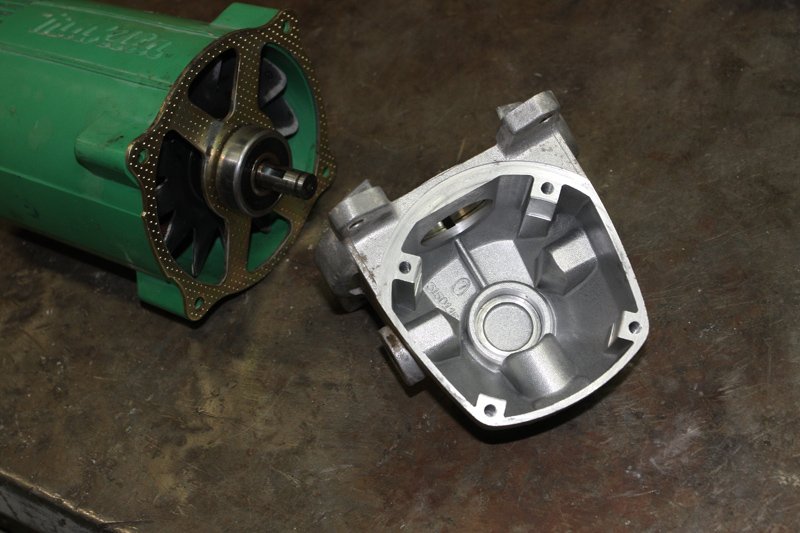
A première vu rien ne trahi son origine, et pourtant ce bloc moteur ne viens pas d'une défonceuse, mais d'une... meuleuse d'angle!
Je n'ai bien sur pas pu m’empêcher de jouer avec PhotoWorks!
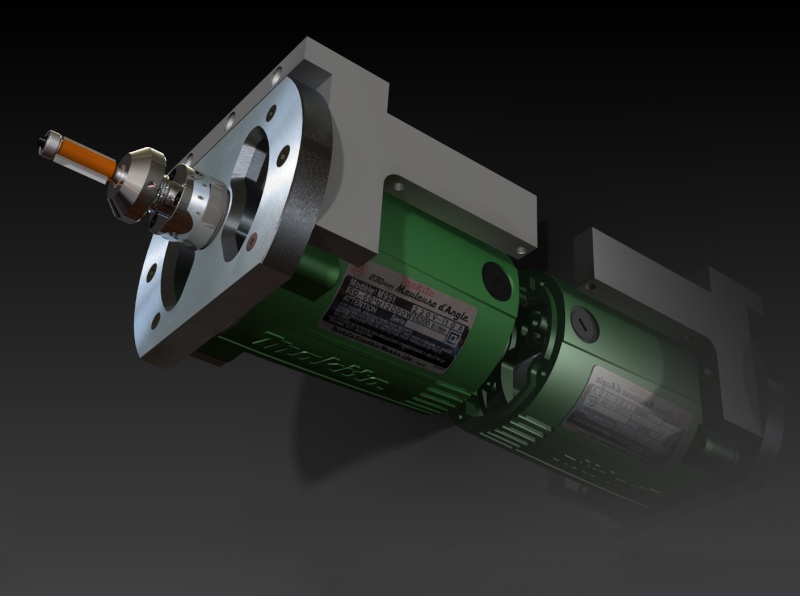
En version "tuning"!
 Notez la couleur inhabituel pour une makita:
Notez la couleur inhabituel pour une makita: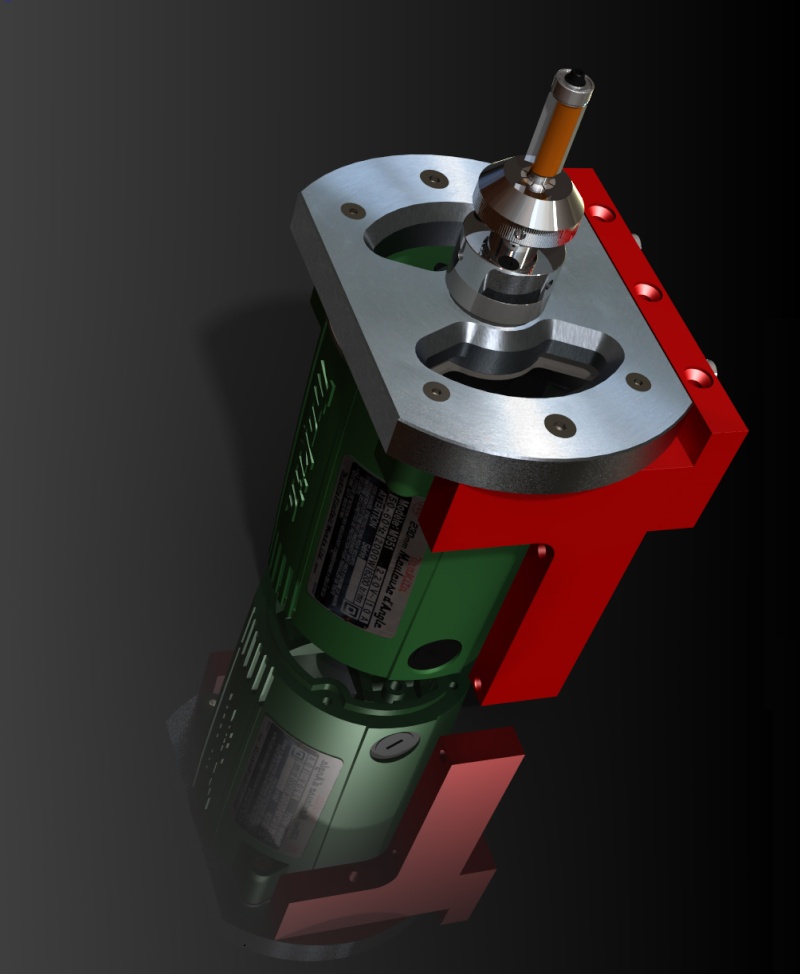
J'avais le choix entre trois machines, j'ai choisi celle qui était la plus facile à transformer. A l'origine je prévoyais simplement de modifier la flasque d'origine en supprimant la partie devenue inutile, mais au final j'ai préféré refaire entièrement cet élément.
Voici quelques vues de l'usinage de cette nouvelle flasque:
Elle va être tirée de cette chute d'alu:
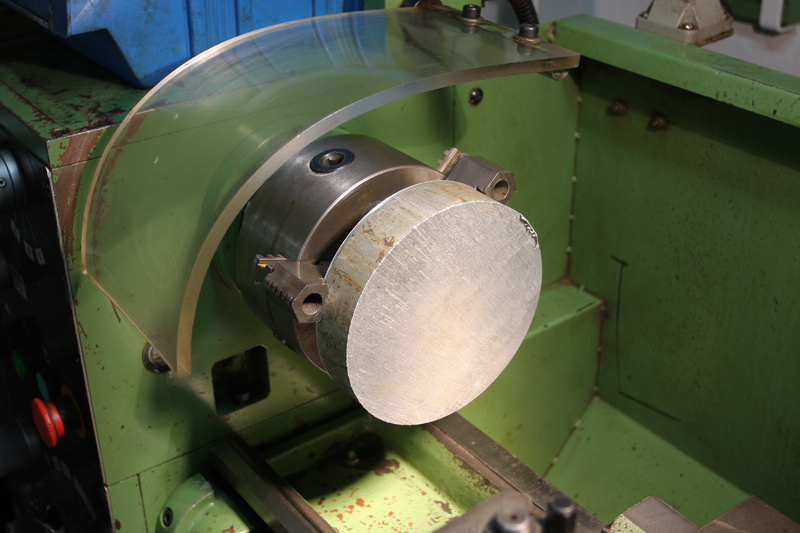
dressage de la première face:

Avant trou au foret à centrer:

Perçage à 10...

...puis à 30:

Alésage de la cage du roulement (6301 2RS) à l'aide d'une fraise de 10:

Ça doit rentrer sans forcer et sans jeu:
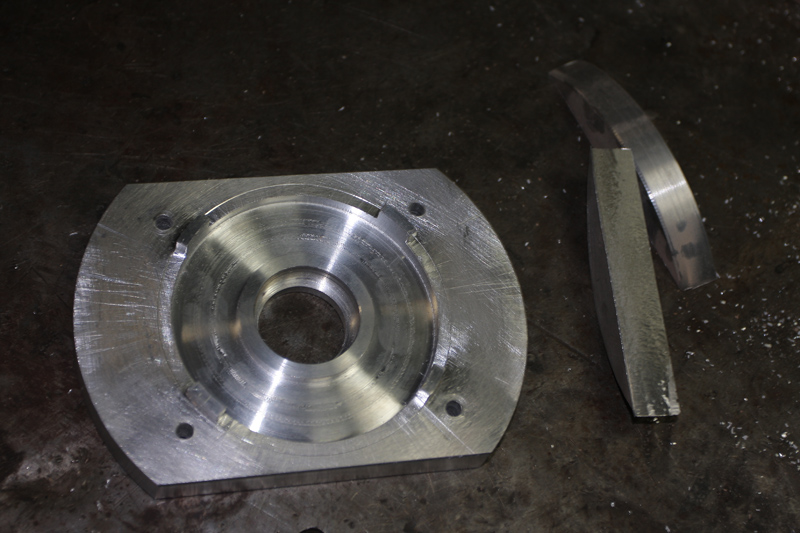
Le centrage de cette flasque sur la carcasse ce fait via quatre ergots. Leurs réalisation passe par la création d'un anneaux:


Les prises de cotes ne sont pas toujours facile, ici j'utilise un jeu de cales:

Pour faire sauter les espaces entre les ergots, j'utilise la scie circulaire équipée d'une lame spéciale:

On aligne les traits de scie, c'est assez rapide:

Usinage de l'extérieur de la cage de roulement:

Sciage des parties inutiles. Cette opération c'est faite en trois passes de 5mm, je trouvais que ça forçait pas mal. Il faut dire quand même, que cette lame à bouffé pas mal de stratifier!

Voila , après effleurage à la lime: L'état de surface n'est pas très propre, mais c'est sans grande importance!
A suivre...
Dernière édition par diomedea le Sam 13 Aoû 2011 - 10:38, édité 1 fois

diomedea- complétement accro

- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Table de défonceuse en fonte
![]() James17 Jeu 11 Aoû 2011 - 10:40
James17 Jeu 11 Aoû 2011 - 10:40
Diomedea de retour, et des réalisations de la mort qui tue, juste pour me faire baver dans mon fauteuil...
A+
Fred

James17- complétement accro
- Messages : 1711
Points : 2837
Date d'inscription : 12/05/2011
Age : 57
Localisation : Bordeaux
Re: Table de défonceuse en fonte
![]() Impulson Jeu 11 Aoû 2011 - 11:35
Impulson Jeu 11 Aoû 2011 - 11:35
Bonne continuation (avec pleins de photos, j'adore...)
Impulson- posteur Régulier

- Messages : 172
Points : 451
Date d'inscription : 06/01/2011
Age : 50
Localisation : Sprimont (Belgique)
Re: Table de défonceuse en fonte
![]() dh42 Jeu 11 Aoû 2011 - 15:11
dh42 Jeu 11 Aoû 2011 - 15:11
Rhaaa !! ça me fait toujours peur de te voir usiner de l'alu avec des machines à bois

Joli boulot, comme d'hab
++
David

dh42- Admin

- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Table de défonceuse en fonte
![]() diomedea Jeu 11 Aoû 2011 - 15:41
diomedea Jeu 11 Aoû 2011 - 15:41
Sans être à proprement parlé des "machines à métaux", le matériel utilisé ici, est parfaitement adapté au sciage de l'alu! La lame notamment, est prévue pour cela. Demain on attaque le "épais" mais à la défonceuse cette fois!
Cdlt
JP
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Table de défonceuse en fonte
![]() Antoine Jeu 11 Aoû 2011 - 19:03
Antoine Jeu 11 Aoû 2011 - 19:03
Voila le pourquoi du comment du variateur électronique !
Comment tu va mettre ta broche sur ton axe moteur ?
Antoine

Antoine- complétement accro
- Messages : 2191
Points : 5302
Date d'inscription : 28/06/2011
Age : 29
Localisation : Ille et Vilaine
Re: Table de défonceuse en fonte
![]() diomedea Jeu 11 Aoû 2011 - 20:02
diomedea Jeu 11 Aoû 2011 - 20:02
La réponse demain matin! :winking2:Antoine a écrit:Comment tu va mettre ta broche sur ton axe moteur ?
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Table de défonceuse en fonte
![]() diomedea Ven 12 Aoû 2011 - 7:51
diomedea Ven 12 Aoû 2011 - 7:51
Pour commencer, petit retour en arrière, avec le perçage des trous de vis.

Près pour les premier essais:

Le mandrin qui l'équipera, provient d'une petite fraiseuse EMCO, c'est un mandrin à pinces ER16. Pour l'adapter sur ce bloc moteur, j'ai du lui refaire un faux plateau.
Afin d'avoir une parfaite concentricité entre l'alésage qui recevra la broche du moteur, et l'épaulement de centrage du mandrin, ce dernier à été usiné sur un faux mandrin dont le Ø est celui de l'arbre du moteur:

Usinage du centrage du mandrin. Il est simplement bloquer sur le faux mandrin par une vis.

Le porte pince doit rentrer sans jeu:

Après le perçage et la taraudage (3 x M4) et l'assemblage de tout ce petit monde, j'ai contrôler la concentricité:


5,5/100eme, Pour le travail du bois c'est suffisant!

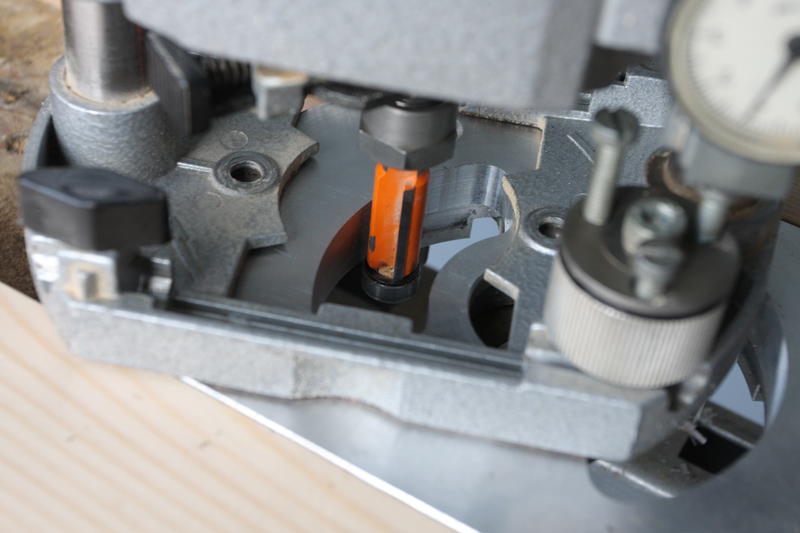
Les usinages des ouïes de ventilations, vont être réalisées à la défonceuse. Mais avant, j'ai dégagé le maximum de matière à la perceuse.


Agrandissement des trous à la queue de rat:

Et voila, près pour le défonçage!

Les 15mm d'alu ne sont pas un problème pour la fraise au carbure! Le fraisage c'est fait tout en douceur!
La taille des perçages, est déterminés par le plaque d'acier qui sert à fermer la cage de roulement:

J'ai fini par un chanfrein assez généreux.

Et voila, aussi bien qu'à la fraiseuse! Ces fraisages, m’ont pris à peine 5 minutes!

Clavette ou pas clavette? Renseignement pris, il s'avère que ça n'est pas nécessaire, le principe de blocage avec une vis centrale étant auto serrant. D’ailleurs, toute proportions gardées, je ne fais que reproduire le schéma de serrage d'un outil sur une toupie...

Les premiers essais ce feront donc sans clavette (la vis est une M5):


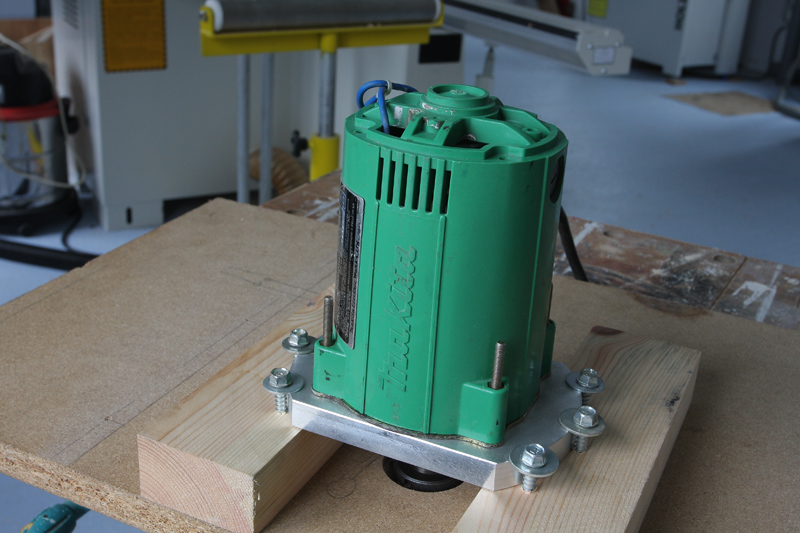
Voila, mon nouveau bloc défonceuse près pour être monter sous la table!

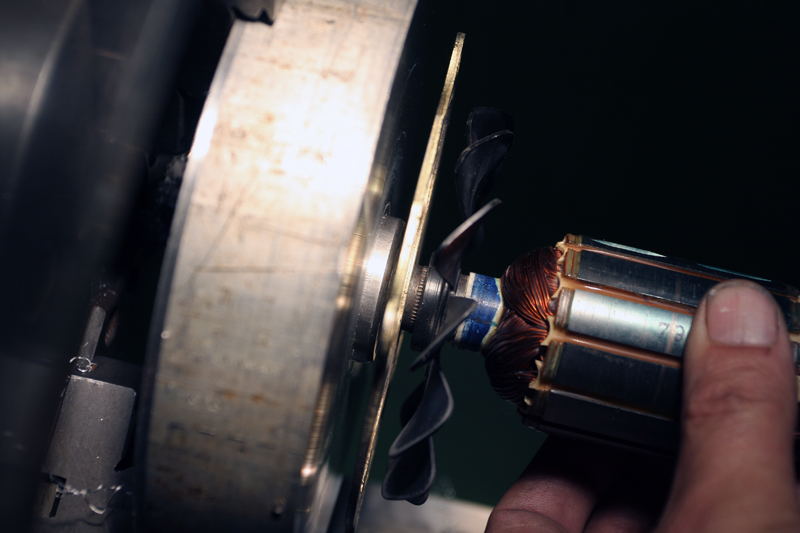
Pour valider tout ça, j'ai fait ce petit montage. Les essais sont très concluant! Avec les 2Kw, ça ne bronche pas! Le moteur est bruyant, comme le sont tout les moteurs à charbons, mais quant à trouver un moteur à cage d'écureuil de 3CV qui tourne à 25000tr/min et avec cet encombrement...
Et pour finir, la petite vidéo des premiers essais:
L'absence de sécurités à bien sur fait que j'ai redoublé d'attention!
A suivre...
Dernière édition par diomedea le Dim 6 Nov 2011 - 17:19, édité 3 fois
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Table de défonceuse en fonte
![]() le pat Ven 12 Aoû 2011 - 18:32
le pat Ven 12 Aoû 2011 - 18:32
pour ton variateur , tu pourrais mettre un vario d'aspirateur ,ils font plus 2000 W sinon pour ta table ,bon boulot comme d'hab .
Patrice

le pat- complétement accro
- Messages : 1294
Points : 2144
Date d'inscription : 10/03/2011
Age : 57
Localisation : champagne
Re: Table de défonceuse en fonte
![]() diomedea Ven 12 Aoû 2011 - 19:58
diomedea Ven 12 Aoû 2011 - 19:58
et merci!
Merci du tuyau! J'ai un aspi qui en est équipé, et comme il est toujours utilisé au maxi, on pourrait bien s'en passer!
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Table de défonceuse en fonte
![]() James17 Ven 19 Aoû 2011 - 19:01
James17 Ven 19 Aoû 2011 - 19:01
Avec une meuleuse, c'est bien ça ?
Pour le prochain coffret, ton stagiaire pourra s'essayer aux onglets verrouillés...
Admirativement
Fred
James17- complétement accro
- Messages : 1711
Points : 2837
Date d'inscription : 12/05/2011
Age : 57
Localisation : Bordeaux
Re: Table de défonceuse en fonte
![]() diomedea Ven 19 Aoû 2011 - 20:06
diomedea Ven 19 Aoû 2011 - 20:06
Tout à fait! Voici à quoi elle ressemblait avant la modification:Avec une meuleuse, c'est bien ça ?

Elle recevait des disques de Ø230. Si d’aventure je venais à changer d'avis, rien ne s'oppose à ce quelle retrouve sa fonction première.
Pour les onglets verrouillés il n'y a pas de problèmes, j'en ai en plusieurs tailles! Mais paradoxalement, avec mon outillage, il était plus simple de faire des fausses languettes (voir ici)!...
Cdlt
JP
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Table de défonceuse en fonte
![]() James17 Sam 20 Aoû 2011 - 0:10
James17 Sam 20 Aoû 2011 - 0:10
Sinon, je suis toujours aussi admiratif devant de si belles réalisations, réversibles en plus
Cordialement
Fred
James17- complétement accro
- Messages : 1711
Points : 2837
Date d'inscription : 12/05/2011
Age : 57
Localisation : Bordeaux
Re: Table de défonceuse en fonte
![]() Viking Sam 20 Aoû 2011 - 13:45
Viking Sam 20 Aoû 2011 - 13:45
)super boulot en tout cas!

Viking- posteur Régulier
- Messages : 190
Points : 525
Date d'inscription : 20/08/2011
Age : 57
Localisation : El Nord du Chud! (84)
Re: Table de défonceuse en fonte
![]() diomedea Sam 20 Aoû 2011 - 14:04
diomedea Sam 20 Aoû 2011 - 14:04
(Argot) Variante orthographique de barjot. → voir fou.
 chez les bargeots!
chez les bargeots! Amicalement
JP
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Table de défonceuse en fonte
![]() meles Ven 26 Aoû 2011 - 8:01
meles Ven 26 Aoû 2011 - 8:01
C'est plutôt mini ou maxi ?
Cordialement

meles- Admin
- Messages : 14930
Points : 21887
Date d'inscription : 13/05/2011
Localisation : Aubagne
Re: Table de défonceuse en fonte
![]() diomedea Ven 26 Aoû 2011 - 8:28
diomedea Ven 26 Aoû 2011 - 8:28
Personnellement, j'usine l'alu comme s'il s'agissait de bois, et donc j'utilise les vitesse préconisées en fonction du Ø des fraises. dh42 lui (voir ici) utilise la vitesses préconisés pour le travail de l'alu, mais il travail sur une CNC.
Cdlt
JP
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Table de défonceuse en fonte
![]() diomedea Sam 5 Nov 2011 - 10:22
diomedea Sam 5 Nov 2011 - 10:22
Le moteur (2kW) étant bien plus gros que celui de la défonceuse initialement prévue, j'ai du adapter, et modifier un peu la table croisée.
Pour ça, j'ai du créer une encoche.
J'ai commencé par une succession d'entaille réalisé à la meuleuse:

La fonte étant extrêmement rigide, et cassant comme du verre, je n'ai eu aucune difficultés à faire tomber la matière restante.

J'ai terminé avec un disque à meuler, puis à la lime.

Premier essai pour voir si tout correspond.

Le moteur va être fixé sur deux équerres, qui vont venir se visser sur deux platines (10mm) elle même vissées dans la fonte.

J'avais prévu de faire les supports moteur en alu, mais pour des raisons de facilité ils seront en acier. En effet, j'avais une chute de cornière de 100 qui trainait dans le parc à ferraille et qui fera l'affaire.


Après les perçages et les taraudages, j'y est rajouté des renforts en fer plat de 30X8.

L’ensemble des pièces support moteur.

Le tout assemblé.

J'ai fait quelques essais en "situation" et malgré le poids assez conséquent de la partie mobile, la montée est à l'image de mes autres machines, douce et précise.

A suivre...
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Table de défonceuse en fonte
![]() Viking Sam 5 Nov 2011 - 10:41
Viking Sam 5 Nov 2011 - 10:41
beau boulot comme d'hab', le projet avance
Viking- posteur Régulier
- Messages : 190
Points : 525
Date d'inscription : 20/08/2011
Age : 57
Localisation : El Nord du Chud! (84)
Re: Table de défonceuse en fonte
![]() diomedea Dim 6 Nov 2011 - 8:21
diomedea Dim 6 Nov 2011 - 8:21
En effet, ça avance! Encore quelques petits détails, et la partie table sera achevée.
Petit flashback sur l'usinage des lamages dans la flasque du moteur. N'ayant pas de fraise à lamer, j'ai du me débrouiller d'une autre manière!
Je me suis donc servi du tour et du plateau pousse toc. Pour y brider la pièce je me suis fabriqué des brides de serrages avec du fer plat suffisamment épais.

Le bon positionnement est assuré par la contre pointe:

Les lamages font 14 de diamètre sur 8 de profondeur, ils sont pour des vis de M8.

Avant de tout redémonter pour peinture, j'ai contrôlé la perpendicularité fraise/table. Pour ça j'ai monté une tige dans le mandrin, sur laquelle j'ai fixée le support de comparateur.


Le défaut maximum est de -2mm 59/100eme.

Pour compenser le défaut, je me suis servi de ces deux tournevis en guise de cale.

Voila, le défaut est ramené à 2/100eme, c'est beaucoup mieux!

Après avoir remplacé les tournevis par des rondelles...

... recontrôle: 8/100eme. Même si c'est acceptable pour une machine à bois, on peu faire mieux! J'ai d’ailleurs prévu un système de réglage "fin". On y reviendra plus tard...

Afin de ne pas me retrouver avec un tas de rouille...

Toutes les pièces ont été poncées à la toile émeris, puis dégraissées à l'acétone:
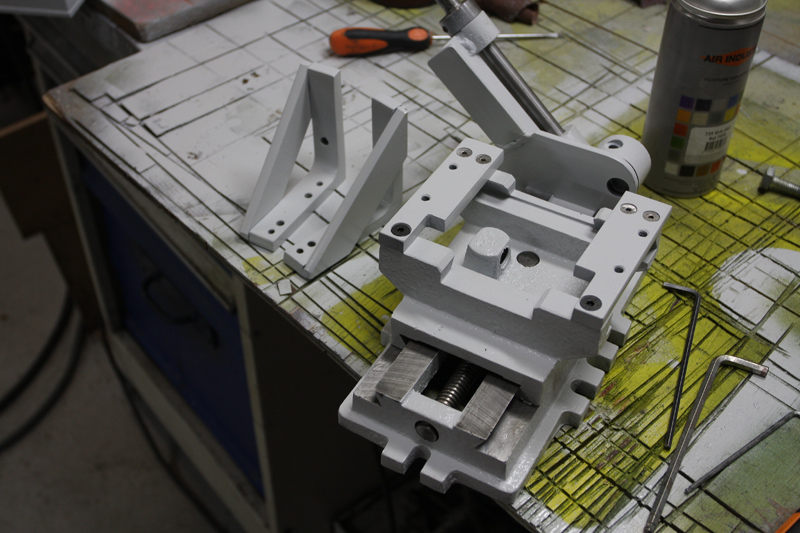
Et voila, yapluka! Cet ensemble doit avoisiné les 50kg! j'ai beaucoup mal à le déplacer...

De la bonne grosse ferraille et de la fonte, il n'y a rien de mieux pour fabriquer des machines!


Curieusement, après le remontage, je n'arrivais plus à retrouver la souplesse de monter que j'avais avant peinture...

En cherchant, j'ai fini par trouver le coupable, à savoir le cardan. J'ai donc décidé d’essayer le modèle "tringle à volet" et la c'est beaucoup mieux!
L'adaptation à été rapide, ils ont à peu près la même taille...

Voila, il reste encore quelques détails à régler, comme le changement des quatre vis de la flasque, mais je n'en ai pas trouvé d'assez longue en M5 tête fraisée, je vais voir à les remplacer par des CHC, mais je n'ai pas de fraise à lamer...

Et pour finir, la petite vidéo!
A suivre...
Dernière édition par diomedea le Lun 7 Nov 2011 - 8:40, édité 2 fois
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Table de défonceuse en fonte
![]() dh42 Dim 6 Nov 2011 - 16:29
dh42 Dim 6 Nov 2011 - 16:29
De la bonne grosse ferraille et de la fonte, il n'y a rien de mieux pour fabriquer des machines!
Tout à fait d'accord
Joli boulot comme d'hab cette mini toupie (c'est plus qu'une simple défonceuse sous table à ce niveau
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Table de défonceuse en fonte
![]() ledzep Dim 6 Nov 2011 - 22:59
ledzep Dim 6 Nov 2011 - 22:59
Je rejoints David, que je salut, pour te dire que c' est encore un superbe travail. Tu m' as devancé, je voulais te demander le poids de l' ensemble, j' ai ma réponse avant la question.
Pour le "cardan" j' avais pensé à un système, je t' enverrais des photos et tu jugeras par toi même, comme tu es équipé pour le tournage des métaux, l' adaptation ne te sera pas un ennui.
Au plaisir pour la suite.
Amicalement Gérald.

ledzep- complétement accro
- Messages : 1593
Points : 3553
Date d'inscription : 03/08/2010
Age : 71
Localisation : Seine-Maritime.
Re: Table de défonceuse en fonte
![]() pili Dim 6 Nov 2011 - 23:31
pili Dim 6 Nov 2011 - 23:31
JP , j'apprécie ce beau travail avec quand même si peu de moyen technique, tu sais vraiment utiliser toutes les astuces pour arriver à tes fins.
Encore bravo Pierre

pili- Modérateur
- Messages : 3404
Points : 7558
Date d'inscription : 21/02/2011
Age : 83
Localisation : suisse st aubin ne
Re: Table de défonceuse en fonte
![]() 6°sens Lun 7 Nov 2011 - 0:17
6°sens Lun 7 Nov 2011 - 0:17
Félicitations,
Et maintenant, je bave de voir la vidéo de la bête "tout fini, tout fini..." en fonctionnement.
>
>
>
... et quelques travaux pratiques sous forme de beaux meubles bien sûr !!!
Renaud

6°sens- Modérateur
- Messages : 9437
Points : 16186
Date d'inscription : 25/03/2011
Age : 71
Localisation : Cambrésis
Page 5 sur 7 • 1, 2, 3, 4, 5, 6, 7

 Sujets similaires
Sujets similaires» 360 kg de fonte
» Souder de la fonte
» Souder de la fonte
» Où trouver des plaques de fonte?