






CNC V.2 Chassis bêton de F6FCO - 1
Page 30 sur 40 •  1 ... 16 ... 29, 30, 31 ... 35 ... 40
1 ... 16 ... 29, 30, 31 ... 35 ... 40 

 Re: CNC V.2 Chassis bêton de F6FCO - 1
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() F6FCO Sam 27 Déc 2014 - 17:27
F6FCO Sam 27 Déc 2014 - 17:27
F6FCO- complétement accro

- Messages : 4645
Date d'inscription : 13/05/2011 -


Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() meles Dim 28 Déc 2014 - 10:28
meles Dim 28 Déc 2014 - 10:28
Cordialement

meles- Admin

- Messages : 14934
Points : 21891
Date d'inscription : 13/05/2011
Localisation : Aubagne
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() ducran lapoigne Dim 28 Déc 2014 - 11:38
ducran lapoigne Dim 28 Déc 2014 - 11:38
tu vas peut être rire en lisant ceci:
est tu sur de ton moteur ?
si je comprends bien, c' est un moteur courant continu
il faudrait être certain de l' état du bobinage / collecteur / balais
ton moteur bien qu' étant un 220v devrait tourner correctement a vide sur une alim de 24v qui débite bien
ps si tu démontes, autant que possible, rentre un rond métallique (mais magnétique)
pour remplacer l' induit afin de refermer le + possible le flux magnétique durant la réparation
ceci bien sur dans le cas des moteurs a aimant permanent
++
Antoine

ducran lapoigne- complétement accro
- Messages : 642
Points : 1277
Date d'inscription : 04/02/2012
Age : 75
Localisation : Athus Belgique du sud
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() F6FCO Dim 28 Déc 2014 - 15:09
F6FCO Dim 28 Déc 2014 - 15:09
Antoine, oui bien sur que j'ai d'abord validé mon moteur, en premier lieu avec mon chargeur de batterie il tourne tout doucement.
Ensuite j'ai commandé une carte KBIC aux US (bien moins chère que chez Siderméca) pour remplacer celle HS.
Plusieurs choses font que çà ne fonctionne pas correctement: d'abord les nouvelles cartes sont sensiblement différentes de celle d'origine, et communes à pas mal de machines chinoises (tours chinois, BF20, etc. ). Ensuite il faut aussi acheter la bonne résistance de charge à rajouter sur la carte, cette résistance se choisit par rapport aux caractéristiques du moteur et un abaque sur la notice. Problème... il n'y a rien de marqué sur mon moteur, 0 à 90vdc ? 0 à 180vdc ? je n'ai plus les moyens de le vérifier maintenant que plus rien ne tourne. J'ai donc choisis la même résistance que celle d'origine (0,22 ohms), le moteur tourne mais ne monte pas dans les tours. La carte et le moteur fonctionnent, je mets en cause la mauvaise valeur de la résistance de charge (et il y en a toute une floppée à choisir) mais n'ai pas les moyens de déterminer la bonne valeur.
A savoir que j'ai le même type de carte sur mon petit tour chinois et que tous ces soucis risquent de me retomber sur le museau un de ces quatre.
Finalement çà a fini par me coufler et c'est la raison pour laquelle je recherche un variateur de vitesse pour moteur DC à charbon alternatif.

F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
CNC V.2 Chassis bêton de F6FCO - suite
![]() Strib Sam 3 Jan 2015 - 2:06
Strib Sam 3 Jan 2015 - 2:06
J'en ai déjà réussi, mais là ... tentative de coloration rouge qui est ressortie jaune urine ...
C'est anodisé car il n'y a pas de conductivité électrique (testé au multimètre), alors peut être que ça vient de la teinture, ou de mon temps d'anodisation ...
Bref, faut que je décape et que je retente le coup !

@+
Stéphane

Strib- complétement accro
- Messages : 2473
Points : 4676
Date d'inscription : 25/04/2012
Age : 52
Localisation : Corse du Sud -
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() F6FCO Sam 3 Jan 2015 - 12:58
F6FCO Sam 3 Jan 2015 - 12:58
Super boulot ! je ne me moquerais jamais, si tu savais comme j'ai galéré à mes débuts pour arriver à sortir quelques chose de correct... (et parfois encore maintenant d'ailleurs). Moi je le trouve très bien comme çà, tu n'as qu'à dire que tu l"as voulu jaune et l'affaire est réglée. En plus le jaune c'est la seule couleur que je n'ai jamais réussie à faire, et toi tu y es arrivé
Sur la vis qui sert au serrage en rotation j'ai mis un petit ressort, ce qui fait que la plaque imprimée ne tourne pas facilement même si la vis n'est pas serrée.
Maintenant, que ton anodisation n'ait pas la bonne couleur... si la couche est isolante l'anodisation s'est bien faite, moi je dirais que çà vient de ta teinture. C'est de l'Ideal en poudre ? J'ai ce problème avec le vert émeraude Ideal qui sort systématiquement bleu. D'ailleurs mon support qui t'a servi de modèle est teinté en vert émeraude
@Camopi, il y a aussi le PEBD, l'ABS, le PVC, et aussi un autre que j'ai trouvé sur une carcasse de TV, du HIPS avec le numéro 6 dans le triangle, qui correspond certainement au PS de ton tableau.
Je pense que le mieux c'est de ne pas les mélanger pour obtenir des blocs homogènes.
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() F6FCO Dim 4 Jan 2015 - 18:24
F6FCO Dim 4 Jan 2015 - 18:24
J'ai un peu laissé le plastique de coté aujourd'hui et j'ai fais quelques essais de drivers PAP cette fois avec le TB6560, on en trouve à pas cher sur Ebay.
Premiers essais avec un petit pap de photocopieur, et piloté par un FCOduino:
Et une fois sur du truc avec un de mes 430oZ:
C'est un circuit que j'ai trouvé sur le site Cutemind mais il ne fonctionnait pas tel quel à la mise sous tension. Après quelques recherches je me suis rendu compte que les diodes de roue libre que le gars à rajouté (le TB6560 en à déjà dans le boitier) faisait chuter ma tension d'alim. Vérifié les diodes, elles sont bonne, viré les diodes et çà tourne nickel.
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() F6FCO Lun 12 Jan 2015 - 19:30
F6FCO Lun 12 Jan 2015 - 19:30
Il permet également de calculer la longueur de la courroie avec choix de l'entraxe entre les poulies.
Mes roulements coniques de broche étant limités à 12000tr/mn cette feuille m'a bien servi pour choisir les bonnes poulies et approcher de cette limite.
Dans l'état actuel du projet j'aurais 3 vitesses disponibles en poulies étagées, même principe que sur les perceuses à colonne.
Le moteur aura son variateur et les poulies ont été calculées sur deux critères, couverture complète de 0 à 11200tr et longueur de courroie constante:
- rapport 1 : 1876 tr/mn max
- rapport 2: 5200 tr/mn max
- rapport 3: 11200 tr/mn max
Dernière édition par F6fco le Mar 13 Jan 2015 - 19:40, édité 1 fois
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() seb92 Lun 12 Jan 2015 - 22:22
seb92 Lun 12 Jan 2015 - 22:22
avec la qualité de ton travail, ça va donner un montage d'enfer !
… pendant que la foule était en masse debout dans les villes, j'ai salué Charlie cloué dans mon lit suite à une méga contracture dans le dos… je me lève péniblement ce soir… encore quelques jours de médocs et de repos avant de reprendre doucement mes bricoles.
Je vais suivre avec avidité ton futur montage de broche ; ça promet !
Ne lésine pas sur les photos… comme d'ab
PS : très très bien ton avatar bis

seb92- complétement accro
- Messages : 1369
Points : 1799
Date d'inscription : 02/01/2015
Age : 61
Localisation : 92
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() F6FCO Mar 13 Jan 2015 - 0:43
F6FCO Mar 13 Jan 2015 - 0:43
Je suis un vrai gosse, je commence à fureter partout pour construire une imprimante 3D
Remet toi bien, çà fait mal çà les contractures.
[Mode Sorcier ON]
J'ai un remède miracle pour çà, tu vas à la pharmacie et tu achètes de l'huile d'arnica VELEDA et de l'huile essentielle de Gaulthérie ainsi qu'un petit flacon vide pour les huiles essentielles pour faire le mélange. Tu mélanges les deux à raison de 3 goutes de Gaulthérie pour 10 gouttes d'huile d'Arnica. Massage 3 fois par jours sur l'endroit douloureux, tu verras c'est magique. Valable pour les contractures musculaires, les élongations, déchirures, sciatiques.
[Mode Sorcier OFF]
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() F6FCO Mar 13 Jan 2015 - 17:02
F6FCO Mar 13 Jan 2015 - 17:02
Le moteur brushless de 2kW que j'ai commandé fonctionne en 48v, il va falloir être capable de lui donner à manger une quarantaine d'ampères. J'ai idée de l'alimenter avec un poste à souder revisité en alim 48v mais le défaut c'est que le transfo vibre énormément en fonctionnement (on connait tous ce bruit là). Çà m’embête d'acheter un moteur brushless pour son silence et d'être em....é par l'alim

Autre solution, l'alimenter par 4 batteries de véhicule 12v 80AH en série, rechargées en permanence ou dés que la tension chute (chargeur, alim PC, panneaux solaires, etc.). Ces batteries pourraient être disposées en dehors de l'atelier, chute de charge et recharge gérées par arduino, etc. un projet sympa.
Ma question est : est-ce viable, quelle autonomie aurais-je pour ma machine ? je m'y paume avec les ampères-heures, les ampères consommées instantanées, le moteur qui ne tireras pas forcément 2kw en permanence, etc.
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() c.phili Mar 13 Jan 2015 - 17:20
c.phili Mar 13 Jan 2015 - 17:20
Je n'ai jamais pensé de prendre un transfo de poste a souder pour alim.
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)


c.phili- Modérateur

- Messages : 3577
Points : 7580
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() stanloc Mar 13 Jan 2015 - 17:37
stanloc Mar 13 Jan 2015 - 17:37
c.phili a écrit:Intéressant comme question, enfin c'est surtout les réponses qui seront intéressante, j'attends avec impatience.
Je n'ai jamais pensé de prendre un transfo de poste a souder pour alim.ça peut marcher ça?
Non ce n'est pas une bonne idée. Je suis désolé. Déjà un transfo délivre une tension alternative et le moteur a besoin d'une tension continue redressée, filtrée.
Ensuite un poste de soudage est un générateur électrique à caractéristique plongeante. Cela veut dire que la tension chute lorsque le courant augmente. Or pour bien faire c'est une alimentation DC à tension constante que réclame ce moteur. Les accus sont la meilleure réponse au niveau prix/performances. La capacité d'un accu au plomb est généralement exprimée en considérant une décharge au dixième de celle-ci. Un accu de 80 Ah est donc capable ???? de fournir 8 ampères pendant dix heures mais surement pas 40 ampères pendant 2 heures.
Stan

stanloc- Banni
- Messages : 536
Points : 916
Date d'inscription : 12/10/2014
Age : 79
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() dh42 Mar 13 Jan 2015 - 17:40
dh42 Mar 13 Jan 2015 - 17:40
Les batteries de voiture sont des batteries de démarrage, pas des batteries de traction ; ce n'est pas fait pour ça.
Si une batterie fait 80 A/h, ça veux dire que tu peux tirer 80A pendant 1h00 pour la mettre complètement à plat ; ce qui n'est pas du tout conseillé sur une batterie de démarrage ; elles ne sont pas faite pour être vidées à ce point ni avec un tel débit ; tu va la tuer rapidement.
Il faut des batteries de traction, et la décharge ne doit jamais dépasser 80% de sa capa ... et il faut attendre au moins 50% de décharge avant de recharger ... les charges d'entretien, qui rechargent à la moindre décharge, c'est mortel pour la durée de vie d'une batterie .... c'est d'ailleurs bien pour ça que ça ne tient pas le choc sur les PC portables, téléphones et autre ... les gens mettant en charge à tout bout de champ et la batterie est flinguée en 2 ans à ce rythme.
Note aussi que 4 batteries qui dépotent des ampères, ou qui sont en charge, ça dégage de l'hydrogène, donc BOUM si étincelle (+ projection d'acide et de bouts de plastiques), à mettre dans un local ventilé ...
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin
- Messages : 25662
Points : 38371
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() c.phili Mar 13 Jan 2015 - 17:47
c.phili Mar 13 Jan 2015 - 17:47
Le transfo est bien entendu en AC mais si on le redresse et qu'on y ajoute ce qu'il faut comme condo, ça marche toujours pas? Je ne parle pas d'inverter bien entendu mais le bon vieux transfo de pépé
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3577
Points : 7580
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() dh42 Mar 13 Jan 2015 - 18:33
dh42 Mar 13 Jan 2015 - 18:33
Tu a prévu quoi comme variation de vitesse (en plus des poulies) ?
Pour ma part j'ai refait mon fichier excel (celui que je t'avais envoyé), mais avec des poulies Poly-V ; c'est bien plus facile à faire, et tu n'est pas tributaire du nb de dents ; tu peux ajuster les Ø comme tu veux.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25662
Points : 38371
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() F6FCO Mar 13 Jan 2015 - 18:38
F6FCO Mar 13 Jan 2015 - 18:38
Pour les vitesses regarde en fin de page précédente, j'ai mis la feuille de calcul en chargement. Les roulements coniques de ma broche ont une vitesse max de 12000tr/mn, alors j'ai choisi les Ø de poulies pour avoir une variation de 0 à 11200tr/mn et en gardant une longueur de courroie identique sur les trois rapports. Je préfère les poulies HTD 5-15 simplement parce que je pourrais les faire moi-même avec Cambam (et peut-être en bouteilles de lait
Oui Philippe, quand je parle de poste à souder reconverti en alim c'est en le transformant en alim continue simple (redressée, pas régulée). C'est un vieux poste à souder du camion avec entrefer réglable dont je ne me sers plus et qui donne du 48v alternatif. Un pont redresseur 50A, et derrière une grosse capa de 5600µF minimum 100Vcc. Pourquoi 5600µF ? normalement çà se calcule mais là c'est juste parce que mon copain Yann F5tpf vient de m'en envoyer deux
Dans l'idéal il faudrait aussi mettre un filtre en PI... mais avec des intensités telles qu'ici on va se passer de self
.Une fois redressé il faudra aussi régler le secondaire en débobinant quelques spires car il va donner approximativement du 65vcc.
A ce propos je me demande quelle est la tolérance maxi en tension d'un moteur brushless 48v
Le souci... le bruit du transfo qui est pénible.
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() dh42 Mar 13 Jan 2015 - 19:09
dh42 Mar 13 Jan 2015 - 19:09
Je met mon fichier Excel pour ceux que ça peut intéresser ; basé sur broche 400 Hz + vario + réduction méca à 2 étages.
il y a les calculs de puissance et de couple résultant en fonction de la fréquence du vario et et de la démultiplication mécanique.
Les cases vertes sont éditables.
++
David
- Fichiers joints

- V de broche_polyV.zip Vous n'avez pas la permission de télécharger les fichiers joints.(86 Ko) Téléchargé 15 fois
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25662
Points : 38371
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() Strib Mar 13 Jan 2015 - 19:20
Strib Mar 13 Jan 2015 - 19:20
Mon cher J.C. je crois bien qu'il va falloir cracher au bassinet
400 balles l'alim 48v 2000w ça commence à faire !!!
(Je connais déjà ta réponse
Amicalement
Stephane
Strib- complétement accro
- Messages : 2473
Points : 4676
Date d'inscription : 25/04/2012
Age : 52
Localisation : Corse du Sud -
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() F6FCO Mar 13 Jan 2015 - 19:22
F6FCO Mar 13 Jan 2015 - 19:22
Encore une belle feuille de calcul comme on les aime David
Tu pourrais me passer l'image de montage des poulies ? comme c'est le même montage que toi je l'intégrerais bien dans ma feuille pour qu'elle soit plus explicite.
Tes calculs de longueurs de courroies sont valables pour deux poulies de Ø égaux mais pour des poulies de démultiplication ils sont un peu erronés.
Je me suis basé sur ces liens pour mes calculs:
calcul simplifié:
http://www.hpceurope.com/docFichesTechniques/Courroies.pdf
calcul plus compliqué :
http://a.bouque.eurotech.free.fr/3/3_4_PROJET/2b_activites_projet_eole/activites/xynops_eolex100/seq04/C04L12.pdf
Dernière édition par F6fco le Mar 13 Jan 2015 - 19:25, édité 1 fois
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() dh42 Mar 13 Jan 2015 - 19:24
dh42 Mar 13 Jan 2015 - 19:24
Et pour le fun, je vous met les calculs de couple dispo à la broche sur la Z1-C avec moteur 3 Kw et boite 100% mécanique.
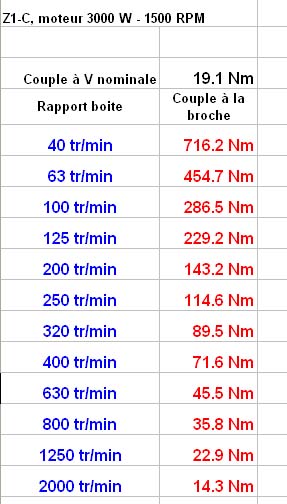
On comprend pourquoi ça ne cale pas facilement
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25662
Points : 38371
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() dh42 Mar 13 Jan 2015 - 19:28
dh42 Mar 13 Jan 2015 - 19:28
Tes calculs de longueurs de courroies sont valables pour deux poulies de Ø égaux mais pour des poulies de démultiplication ils sont un peu erronés.
En fait il n'y aucun calcul si ce n'est la somme du Ø des poulies pour avoir une approximation, car il y aura un tendeur avec beaucoup de marge, le but étant aussi de maximiser l'enroulement pour arriver à faire passer la puissance et le couple.
l'image est en PJ
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25662
Points : 38371
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() F6FCO Mar 13 Jan 2015 - 19:37
F6FCO Mar 13 Jan 2015 - 19:37
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() dh42 Mar 13 Jan 2015 - 20:18
dh42 Mar 13 Jan 2015 - 20:18
http://www.metabricoleur.com/t1259p15-calcul-de-parametres-de-coupe#158461
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25662
Points : 38371
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() dh42 Ven 16 Jan 2015 - 19:18
dh42 Ven 16 Jan 2015 - 19:18
http://www.metabricoleur.com/t8622-recyclages-matiere-plastiques
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25662
Points : 38371
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Page 30 sur 40 • 1 ... 16 ... 29, 30, 31 ... 35 ... 40

 Sujets similaires
Sujets similaires» Vends CNC Châssis béton
» Chape beton sur dalle beton
» Réalisations CNC F6FCO
» Le châssis de ma BZT