






CNC V.2 Chassis bêton de F6FCO - 1
Page 31 sur 40 •  1 ... 17 ... 30, 31, 32 ... 35 ... 40
1 ... 17 ... 30, 31, 32 ... 35 ... 40 

 Re: CNC V.2 Chassis bêton de F6FCO - 1
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() F6FCO Mar 13 Jan 2015 - 17:02
F6FCO Mar 13 Jan 2015 - 17:02
Le moteur brushless de 2kW que j'ai commandé fonctionne en 48v, il va falloir être capable de lui donner à manger une quarantaine d'ampères. J'ai idée de l'alimenter avec un poste à souder revisité en alim 48v mais le défaut c'est que le transfo vibre énormément en fonctionnement (on connait tous ce bruit là). Çà m’embête d'acheter un moteur brushless pour son silence et d'être em....é par l'alim

Autre solution, l'alimenter par 4 batteries de véhicule 12v 80AH en série, rechargées en permanence ou dés que la tension chute (chargeur, alim PC, panneaux solaires, etc.). Ces batteries pourraient être disposées en dehors de l'atelier, chute de charge et recharge gérées par arduino, etc. un projet sympa.
Ma question est : est-ce viable, quelle autonomie aurais-je pour ma machine ? je m'y paume avec les ampères-heures, les ampères consommées instantanées, le moteur qui ne tireras pas forcément 2kw en permanence, etc.
F6FCO- complétement accro

- Messages : 4645
Date d'inscription : 13/05/2011 -


Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() c.phili Mar 13 Jan 2015 - 17:20
c.phili Mar 13 Jan 2015 - 17:20
Je n'ai jamais pensé de prendre un transfo de poste a souder pour alim.
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)


c.phili- Modérateur

- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() stanloc Mar 13 Jan 2015 - 17:37
stanloc Mar 13 Jan 2015 - 17:37
c.phili a écrit:Intéressant comme question, enfin c'est surtout les réponses qui seront intéressante, j'attends avec impatience.
Je n'ai jamais pensé de prendre un transfo de poste a souder pour alim.ça peut marcher ça?
Non ce n'est pas une bonne idée. Je suis désolé. Déjà un transfo délivre une tension alternative et le moteur a besoin d'une tension continue redressée, filtrée.
Ensuite un poste de soudage est un générateur électrique à caractéristique plongeante. Cela veut dire que la tension chute lorsque le courant augmente. Or pour bien faire c'est une alimentation DC à tension constante que réclame ce moteur. Les accus sont la meilleure réponse au niveau prix/performances. La capacité d'un accu au plomb est généralement exprimée en considérant une décharge au dixième de celle-ci. Un accu de 80 Ah est donc capable ???? de fournir 8 ampères pendant dix heures mais surement pas 40 ampères pendant 2 heures.
Stan

stanloc- Banni
- Messages : 536
Points : 916
Date d'inscription : 12/10/2014
Age : 79
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() dh42 Mar 13 Jan 2015 - 17:40
dh42 Mar 13 Jan 2015 - 17:40
Les batteries de voiture sont des batteries de démarrage, pas des batteries de traction ; ce n'est pas fait pour ça.
Si une batterie fait 80 A/h, ça veux dire que tu peux tirer 80A pendant 1h00 pour la mettre complètement à plat ; ce qui n'est pas du tout conseillé sur une batterie de démarrage ; elles ne sont pas faite pour être vidées à ce point ni avec un tel débit ; tu va la tuer rapidement.
Il faut des batteries de traction, et la décharge ne doit jamais dépasser 80% de sa capa ... et il faut attendre au moins 50% de décharge avant de recharger ... les charges d'entretien, qui rechargent à la moindre décharge, c'est mortel pour la durée de vie d'une batterie .... c'est d'ailleurs bien pour ça que ça ne tient pas le choc sur les PC portables, téléphones et autre ... les gens mettant en charge à tout bout de champ et la batterie est flinguée en 2 ans à ce rythme.
Note aussi que 4 batteries qui dépotent des ampères, ou qui sont en charge, ça dégage de l'hydrogène, donc BOUM si étincelle (+ projection d'acide et de bouts de plastiques), à mettre dans un local ventilé ...
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() c.phili Mar 13 Jan 2015 - 17:47
c.phili Mar 13 Jan 2015 - 17:47
Le transfo est bien entendu en AC mais si on le redresse et qu'on y ajoute ce qu'il faut comme condo, ça marche toujours pas? Je ne parle pas d'inverter bien entendu mais le bon vieux transfo de pépé
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() dh42 Mar 13 Jan 2015 - 18:33
dh42 Mar 13 Jan 2015 - 18:33
Tu a prévu quoi comme variation de vitesse (en plus des poulies) ?
Pour ma part j'ai refait mon fichier excel (celui que je t'avais envoyé), mais avec des poulies Poly-V ; c'est bien plus facile à faire, et tu n'est pas tributaire du nb de dents ; tu peux ajuster les Ø comme tu veux.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() F6FCO Mar 13 Jan 2015 - 18:38
F6FCO Mar 13 Jan 2015 - 18:38
Pour les vitesses regarde en fin de page précédente, j'ai mis la feuille de calcul en chargement. Les roulements coniques de ma broche ont une vitesse max de 12000tr/mn, alors j'ai choisi les Ø de poulies pour avoir une variation de 0 à 11200tr/mn et en gardant une longueur de courroie identique sur les trois rapports. Je préfère les poulies HTD 5-15 simplement parce que je pourrais les faire moi-même avec Cambam (et peut-être en bouteilles de lait
Oui Philippe, quand je parle de poste à souder reconverti en alim c'est en le transformant en alim continue simple (redressée, pas régulée). C'est un vieux poste à souder du camion avec entrefer réglable dont je ne me sers plus et qui donne du 48v alternatif. Un pont redresseur 50A, et derrière une grosse capa de 5600µF minimum 100Vcc. Pourquoi 5600µF ? normalement çà se calcule mais là c'est juste parce que mon copain Yann F5tpf vient de m'en envoyer deux
Dans l'idéal il faudrait aussi mettre un filtre en PI... mais avec des intensités telles qu'ici on va se passer de self
.Une fois redressé il faudra aussi régler le secondaire en débobinant quelques spires car il va donner approximativement du 65vcc.
A ce propos je me demande quelle est la tolérance maxi en tension d'un moteur brushless 48v
Le souci... le bruit du transfo qui est pénible.

F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() dh42 Mar 13 Jan 2015 - 19:09
dh42 Mar 13 Jan 2015 - 19:09
Je met mon fichier Excel pour ceux que ça peut intéresser ; basé sur broche 400 Hz + vario + réduction méca à 2 étages.
il y a les calculs de puissance et de couple résultant en fonction de la fréquence du vario et et de la démultiplication mécanique.
Les cases vertes sont éditables.
++
David
- Fichiers joints

- V de broche_polyV.zip Vous n'avez pas la permission de télécharger les fichiers joints.(86 Ko) Téléchargé 15 fois
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() Strib Mar 13 Jan 2015 - 19:20
Strib Mar 13 Jan 2015 - 19:20
Mon cher J.C. je crois bien qu'il va falloir cracher au bassinet
400 balles l'alim 48v 2000w ça commence à faire !!!
(Je connais déjà ta réponse
Amicalement
Stephane

Strib- complétement accro
- Messages : 2473
Points : 4676
Date d'inscription : 25/04/2012
Age : 52
Localisation : Corse du Sud -
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() F6FCO Mar 13 Jan 2015 - 19:22
F6FCO Mar 13 Jan 2015 - 19:22
Encore une belle feuille de calcul comme on les aime David
Tu pourrais me passer l'image de montage des poulies ? comme c'est le même montage que toi je l'intégrerais bien dans ma feuille pour qu'elle soit plus explicite.
Tes calculs de longueurs de courroies sont valables pour deux poulies de Ø égaux mais pour des poulies de démultiplication ils sont un peu erronés.
Je me suis basé sur ces liens pour mes calculs:
calcul simplifié:
http://www.hpceurope.com/docFichesTechniques/Courroies.pdf
calcul plus compliqué :
http://a.bouque.eurotech.free.fr/3/3_4_PROJET/2b_activites_projet_eole/activites/xynops_eolex100/seq04/C04L12.pdf
Dernière édition par F6fco le Mar 13 Jan 2015 - 19:25, édité 1 fois
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() dh42 Mar 13 Jan 2015 - 19:24
dh42 Mar 13 Jan 2015 - 19:24
Et pour le fun, je vous met les calculs de couple dispo à la broche sur la Z1-C avec moteur 3 Kw et boite 100% mécanique.
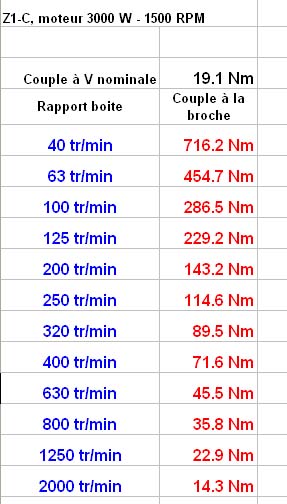
On comprend pourquoi ça ne cale pas facilement
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() dh42 Mar 13 Jan 2015 - 19:28
dh42 Mar 13 Jan 2015 - 19:28
Tes calculs de longueurs de courroies sont valables pour deux poulies de Ø égaux mais pour des poulies de démultiplication ils sont un peu erronés.
En fait il n'y aucun calcul si ce n'est la somme du Ø des poulies pour avoir une approximation, car il y aura un tendeur avec beaucoup de marge, le but étant aussi de maximiser l'enroulement pour arriver à faire passer la puissance et le couple.
l'image est en PJ
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() F6FCO Mar 13 Jan 2015 - 19:37
F6FCO Mar 13 Jan 2015 - 19:37
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() dh42 Mar 13 Jan 2015 - 20:18
dh42 Mar 13 Jan 2015 - 20:18
http://www.metabricoleur.com/t1259p15-calcul-de-parametres-de-coupe#158461
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() dh42 Ven 16 Jan 2015 - 19:18
dh42 Ven 16 Jan 2015 - 19:18
http://www.metabricoleur.com/t8622-recyclages-matiere-plastiques
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() F6FCO Sam 17 Jan 2015 - 14:34
F6FCO Sam 17 Jan 2015 - 14:34
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() c.phili Sam 17 Jan 2015 - 14:46
c.phili Sam 17 Jan 2015 - 14:46

Franchement c'est clair que le sujet est intéressant mais il était grand temps que le sujet initial reprenait le dessus
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() F6FCO Mar 20 Jan 2015 - 11:17
F6FCO Mar 20 Jan 2015 - 11:17
Pour la piste poste à souder remanié en alim j'ai fais quelques calculs et il s'avère qu'avec juste un redressement double alternance sous 40A il faudrait une capacité de 80 000µF pour lisser correctement le 48V
Pas réussi encore à trouver un schéma d'alim régulée à ces tension et ampérage. (48v 50A mini)
Sur l'idée initiale de batteries en série. J'ai écouté tes conseils David, et je suis en train de faire des recherches sur les batteries de traction, ce serait peut-être la solution la plus simple finalement. Pour ce qui est des émanations j'ai moyen de les placer en dehors de l'atelier.
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() stanloc Mar 20 Jan 2015 - 11:50
stanloc Mar 20 Jan 2015 - 11:50
Le problème c'est le prix qui va te faire réfléchir car la commercialisation de batteries de voiture touche un tout autre volume que celui des batteries de traction AU PLOMB.
A la réflexion même moi je pencherais pour des batteries tampons type celles associées aux éoliennes ou aux panneaux photovoltaïques.
Stan
stanloc- Banni
- Messages : 536
Points : 916
Date d'inscription : 12/10/2014
Age : 79
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() Wyldix Mar 20 Jan 2015 - 12:12
Wyldix Mar 20 Jan 2015 - 12:12
Les joies de l'électronique de puissance...
Bon plus sérieusement, il n'y a pas besoin de réguler l'alimentation, transfo + pont de Graetz + condensateurs suffisent. Par contre le problème est que dans ces puissances, c'est plutôt réalisé avec des alimentations à découpage et c'est très compliqué à réaliser pour un amateur (je ne pense pas que le jeu en vaille la chandelle, vaut mieux acheter). Utiliser un poste à souder serait une idée... (je sais pas trop quelle est la qualité de la tension fournie, mais au moins ça envoie niveau puissance)
Après je pense que tu peux sous-dimensionner le lissage car tu ne vas pratiquement jamais tirer 50A. Si tu peux te contenter de condensateurs de 63V, le coût est raisonnable pour 5x10'000 uF (~50€), par contre à 75V, ça augmente relativement vite.
Personnellement, le coup des batteries, je ne le sens pas trop. A mon avis, ça ne fait que repousser le problème. Le seul avantage est que ça remplace les condensateurs et permet peut-être de réduire l'alim. Par contre cette dernière doit être de meilleure qualité que pour un driver. Et finalement plus d'entretient et je suis pas sûr que le prix soit plus intéressant. Mais c'est à toi de voir.
Wyldix- complétement accro
- Messages : 721
Points : 1615
Date d'inscription : 27/02/2012
Age : 29
Localisation : Fribourg/CH
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() F6FCO Mar 20 Jan 2015 - 12:50
F6FCO Mar 20 Jan 2015 - 12:50
Reposons le problème à plat:
- J'envisage (j'ai une forte envie
1/ re-motoriser cette CN
2/ faire une démultiplication par poulies -> 0 à 12000tr/mn en 3 rapports et du couple à tous les étages.
3/ essayer ce genre de moteur
4/ plus-tard peut-être le transférer sur ma chinoise.
5/ moteur petit et léger, idéal pour le Z.
6/ la technologie trottinette m'intéresse, j'ai envie de jouer avec çà et une envie c'est comme la passion çà ne se commande pas.
7/ l'idée d'une CN en béton avec un moteur de trottinette me fait marrer
- pour l'instant je tourne avec un petit moteur triphasé de 370w 3000tr/mn qui suffit "presque" à faire tout ce que je veux, il lui manque juste un peu de pêche, tout en sachant qu'un triphasé à moins de couple qu'un Brushless.
Avec l'expérience je pense que 500w et un peu plus de vitesse suffiraient.
- Ceci étant posé on se rend compte que sur la CN le brushless ne fournira ses 2kw que très rarement, certainement jamais parce que:
1/ je n'ai pas besoin de 2000w sur la CN
2/ suivant les vitesses de coupe utilisées on joue sur le rapport de poulies -> diminution de la vitesse mais surtout gain en couple pour les métaux, augmentation de la vitesse mais moins besoin de couple pour le bois. Donc çà va dans le bon sens.
- Petit calcul de ce qu'on a besoin: P=UI -> I=P/U -> on a dit 500w sous 48v -> 500/48= 10A, disons 15 pour être tranquille (15A pour 750w).
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() seb92 Ven 30 Jan 2015 - 11:47
seb92 Ven 30 Jan 2015 - 11:47
une petite séquence vidéos pour te rappeler des souvenirs… en béton !
c'est du lourd !
à +
Sebastian
https://www.youtube.com/watch?v=bqGzbKFMhSg&list=PLmXxX1V_fVhgvghfbpege7eCQvH5zsRuA&index=1

seb92- complétement accro
- Messages : 1369
Points : 1799
Date d'inscription : 02/01/2015
Age : 61
Localisation : 92
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() F6FCO Ven 30 Jan 2015 - 13:24
F6FCO Ven 30 Jan 2015 - 13:24
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() escartefigue33 Dim 22 Fév 2015 - 10:59
escartefigue33 Dim 22 Fév 2015 - 10:59
J'ai parcouru les 52 pages de cette aventure avec passion, l'idée d'utiliser du béton pour le châssis d'une CNC est tout simplement géniale.
Perso, j'ai une petite CNC de fabrication Suisse qui usine de l'alu (et autres) avec une broche Kress de 900W.
Des passes de 1mm à 200mm/mn sans problème (mais avec pas mal de bruit) avec une fraise de 8.
La partie électronique est de ma fabrication.
J'utilise Ninos sans rencontrer de problèmes majeurs.
J'ai vu que tu anodisais l'alu et je suis à la recherche d'un bon tuto pour faire de même.
Je dispose d'une alimentation réglable 20V/50A avec régulationde courant/tension.
Pour mes premiers essais, j'avais utilisé une cathode en titane, mais j'ai obtenu une anodisation sale avec des traces grises.
J'ai tenté la coloration sans trop de succès avec de l'encre.
Cordialement,
Gérard
escartefigue33- petit nouveau

- Messages : 3
Points : 7
Date d'inscription : 18/02/2015
Age : 74
Localisation : Parempuyre (33290)
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() F6FCO Mar 24 Fév 2015 - 22:41
F6FCO Mar 24 Fév 2015 - 22:41
Pour anodiser l'alu je donne des liens quelque part dans les 52 pages. Je te laisse le soin de rechercher, un peu la flemme ce soir
J'utilise une cathode en plomb et les pinces tenant l'anode (la pièce) en titane. Jamais essayé de faire le contraire.
En ce qui concerne la coloration j'avais fais des essais avec de l'encre d'imprimante et aussi de l'encre de cartouche de stylo, çà marche très bien mais j'ai abandonné car çà aurait couté trop cher pour de grosses pièces. Je travaille maintenant avec de la teinture Idéal..
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Page 31 sur 40 • 1 ... 17 ... 30, 31, 32 ... 35 ... 40

 Sujets similaires
Sujets similaires» Vends CNC Châssis béton
» Chape beton sur dalle beton
» Réalisations CNC F6FCO
» Le châssis de ma BZT