






CNC V.2 Chassis bêton de F6FCO - 1
Page 35 sur 40 •  1 ... 19 ... 34, 35, 36 ... 40
1 ... 19 ... 34, 35, 36 ... 40 

 Re: CNC V.2 Chassis bêton de F6FCO - 1
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() F6FCO Mar 1 Sep 2015 - 17:35
F6FCO Mar 1 Sep 2015 - 17:35
Sait-on jamais, un jour ou je n'aurais plus de projets
Si j'avais un peu de bronze j'aurai fais deux portées mais pas çà en stock.
Çà roule
F6FCO- complétement accro

- Messages : 4645
Date d'inscription : 13/05/2011 -


Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() grosb Mar 1 Sep 2015 - 18:17
grosb Mar 1 Sep 2015 - 18:17
Je suis attentivement avec gourmandise ce que je serai bien incapable de faire, alors
Continues à nous faire rêver!
Amicalement, Bernard.

grosb- complétement accro
- Messages : 5697
Points : 7314
Date d'inscription : 30/05/2013
Age : 69
Localisation : Cotes d'Armor
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() F6FCO Mar 1 Sep 2015 - 20:18
F6FCO Mar 1 Sep 2015 - 20:18
J'aime bien ton avatar, j'ai exactement le même matou que toi, c'est le roi de la maison ici.
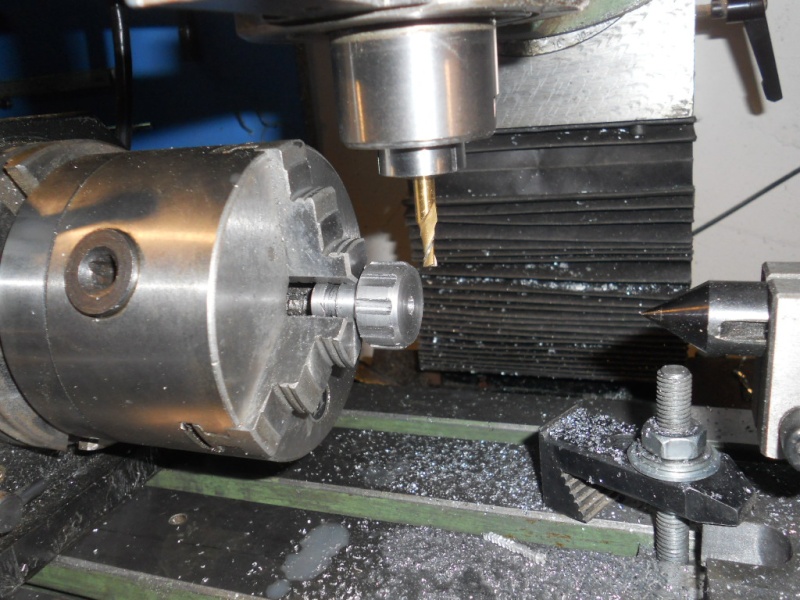
J'ai fini l'engin aujourd'hui, photo des trous du téton de positionnement et les deux piges de positionnement rapide sur la table:

Le rouge et le noireuuu (chanson
 )... tiens cette photo me rappelle qu'il faut que je fasse des soufflets de protection pour la VAB Y.
)... tiens cette photo me rappelle qu'il faut que je fasse des soufflets de protection pour la VAB Y.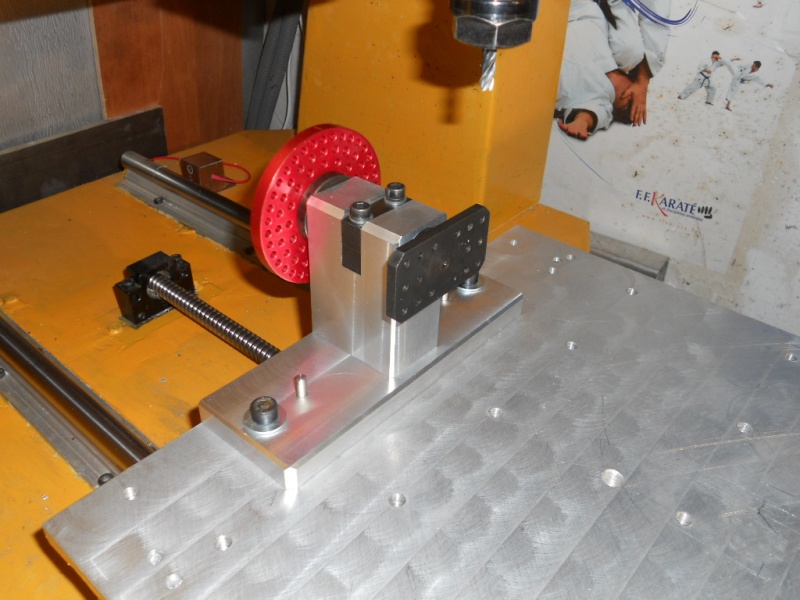
Alignement, corps et embase serrés gras, alignement au comparateur, démontage sur des oeufs et serrage définitif:


F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() F6FCO Mar 8 Sep 2015 - 23:17
F6FCO Mar 8 Sep 2015 - 23:17
Petit défaut d'anodisation dans le coin inférieur droit, mais çà ne se verra pas trop une fois assemblé:



Reste à usiner la molette d'avance de la pointe.
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() dh42 Mar 8 Sep 2015 - 23:27
dh42 Mar 8 Sep 2015 - 23:27
Zoliiii
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() meles Mar 8 Sep 2015 - 23:34
meles Mar 8 Sep 2015 - 23:34
@+

meles- Admin
- Messages : 14934
Points : 21891
Date d'inscription : 13/05/2011
Localisation : Aubagne
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() F6FCO Mar 8 Sep 2015 - 23:47
F6FCO Mar 8 Sep 2015 - 23:47
Çà pète bien en rouge hein ?
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() meles Mar 8 Sep 2015 - 23:48
meles Mar 8 Sep 2015 - 23:48
meles- Admin
- Messages : 14934
Points : 21891
Date d'inscription : 13/05/2011
Localisation : Aubagne
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() F6FCO Mar 8 Sep 2015 - 23:52
F6FCO Mar 8 Sep 2015 - 23:52
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() dh42 Mer 9 Sep 2015 - 0:10
dh42 Mer 9 Sep 2015 - 0:10

++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() XXS Mer 9 Sep 2015 - 9:15
XXS Mer 9 Sep 2015 - 9:15
F6FCO a écrit:Oui, tranquillement quand même, on va pas se faire mal, hein ?
Contre-perçage des trous pour la pige de blocage
Et bain au Brunifast des pièces en acier:
A ce propos j'ai trouvé une info sur le net pour bleuir les pièces en les chauffant un peu et en les trempant dans de l'huile de Lin. Faudra que j'essaie pour voir. Si çà marche ce sera moins dangereux que cette saleté de Brunifast cancérigène.


Bonjour, tout d'abord félicitation pour tes réalisations, je suis stupéfait.
Pour le bleuissement des pièces en acier, je l'ai réalisé il y a fort longtemps, chauffage des pièces au chalumeau et trempe dans le l'huile moteur ( d'ailleurs on parlait de " trempe à l'huile " ), et cela a tenu.
Seul bémol, c'est la maitrise de le T° et de l'uniformité de la chauffe.
Bon courage
Denis

XXS- posteur Régulier

- Messages : 132
Points : 176
Date d'inscription : 11/10/2014
Age : 67
Localisation : 44
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() bilou(te) Mer 9 Sep 2015 - 9:19
bilou(te) Mer 9 Sep 2015 - 9:19
F6FCO a écrit:Merci Stéphane, je fais de mon mieux avec mes petits moyens
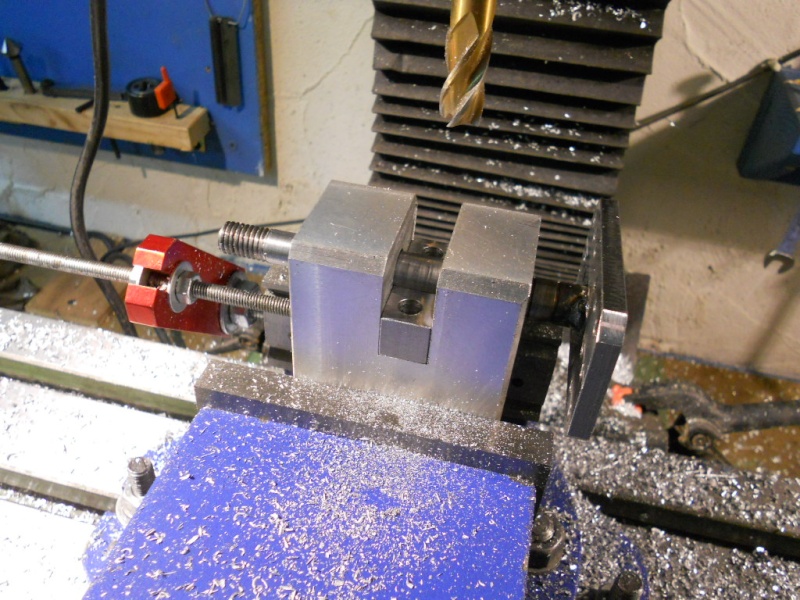
J'ai fais le logement du système de blocage, c'était un peu mon inquiétude mais çà bloque super bien finalement, impossible de tourner l'axe à la main, on verra bien à l'usinage mais je ne suis pas trop inquiet.
Pris dans mon travail j'ai oublié de faire des photos de l'usinage des deux paliers, taillés dans un morceau d'acier doux.


Bonjour
Je reviens sur ce post, une question en voyant le montage, les mors en acier ne sont pas fixés sur le bloc en alu ?
Tu n'as pas peur que ça finisse par prendre du jeu ?
En tout cas continue, c'est superbe ! (tu aurais pu mettes une queue d'aronde sur ta contre pointe pour qu'elle soit parallèle à ta surface de travail, tu fais trop simple sur ce coup
bilou(te)- complétement accro
- Messages : 1804
Points : 3079
Date d'inscription : 28/08/2013
Age : 40
Localisation : Gironde, dans la banlieue bordelaise
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() F6FCO Mer 9 Sep 2015 - 14:56
F6FCO Mer 9 Sep 2015 - 14:56
@ XXS, Je ne suis pas équipé en matériel pour chauffer fort. J'ai lu quelque part qu'on pouvait aussi bleuir les pièces acier en chauffant modérément (avec une simple lampe à souder lambda) et tremper ensuite dans de l'huile de lin. Faudra que j'essaie.
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() bilou(te) Mer 9 Sep 2015 - 15:03
bilou(te) Mer 9 Sep 2015 - 15:03
F6FCO a écrit:@Bilou(te), les deux vis BTR sont prises dans le bloc alu sur une longueur de filetage d'environ 20mm, et pas besoin de serrer trop fort pour bloquer le tout, pour ce que je vais me servir du diviseur je pense que çà devrait tenir le coup assez longtemps
Ah ok, donc la pièce "centrale" n'est pas vissée. Pas con, je crois que je me serai galéré à fixer la pièce acier du bas pour ensuite fixer la pièce du dessus...
bilou(te)- complétement accro
- Messages : 1804
Points : 3079
Date d'inscription : 28/08/2013
Age : 40
Localisation : Gironde, dans la banlieue bordelaise
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() meles Mer 9 Sep 2015 - 15:57
meles Mer 9 Sep 2015 - 15:57
F6FCO a écrit:@ XXS, Je ne suis pas équipé en matériel pour chauffer fort. J'ai lu quelque part qu'on pouvait aussi bleuir les pièces acier en chauffant modérément (avec une simple lampe à souder lambda) et tremper ensuite dans de l'huile de lin. Faudra que j'essaie.
Effectivement, c'est la technique utilisé là à petit échelle (apres la 8eme minute). Je penses que les copeaux de laiton sont là pour homogénéiser la teinte :
@+
meles- Admin
- Messages : 14934
Points : 21891
Date d'inscription : 13/05/2011
Localisation : Aubagne
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() dh42 Mer 9 Sep 2015 - 18:30
dh42 Mer 9 Sep 2015 - 18:30
Pour le bleuissement des pièces en acier, je l'ai réalisé il y a fort longtemps, chauffage des pièces au chalumeau et trempe dans le l'huile moteur ( d'ailleurs on parlait de " trempe à l'huile " ), et cela a tenu.
Je l'ai fait il y a quelque temps pour faire un peu de "déco" sur des barres en acier pour une table basse .... bonjour la fumée que tu les trempe dans l'huile !!


Par contre, le but de la trempe à l'huile, c'est bien de faire une trempe superficielle (de durcir le métal) ; on en faisait au boulot (lames de baïonnettes)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() F6FCO Mer 9 Sep 2015 - 20:04
F6FCO Mer 9 Sep 2015 - 20:04
meles a écrit:
Effectivement, c'est la technique utilisé là à petit échelle (apres la 8eme minute). Je penses que les copeaux de laiton sont là pour homogénéiser la teinte
Si c'est là le résultat du bleuissement à l'huile de lin je vais vite essayer
Je suis épaté par le travail de ce gars là, rien que ses outils valent le coup d'oeil
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() meles Mer 9 Sep 2015 - 20:12
meles Mer 9 Sep 2015 - 20:12
F6FCO a écrit:Si c'est là le résultat du bleuissement à l'huile de lin je vais vite essayer
Je suis épaté par le travail de ce gars là, rien que ses outils valent le coup d'oeil
Je savais que la chaine plairait
D'après ce que j'ai compris, il trempe ses vis dans l'huile en les chauffant dans le borax pour éviter l’oxydation, il fait son polissage (hallucinant d'ailleurs) puis il les bleuie dans les copeaux de laiton sans adjuvant, juste par changement de couleur du au revenu. Après, ça doit être plus difficile d'être homogène sur des grosses pièces.
@+
meles- Admin
- Messages : 14934
Points : 21891
Date d'inscription : 13/05/2011
Localisation : Aubagne
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() F6FCO Mer 9 Sep 2015 - 23:32
F6FCO Mer 9 Sep 2015 - 23:32
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() F6FCO Ven 11 Sep 2015 - 0:07
F6FCO Ven 11 Sep 2015 - 0:07

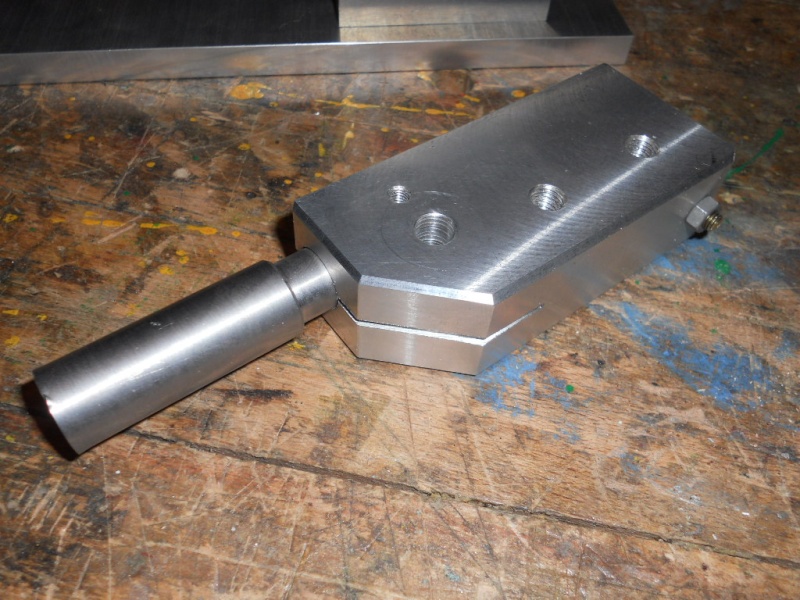
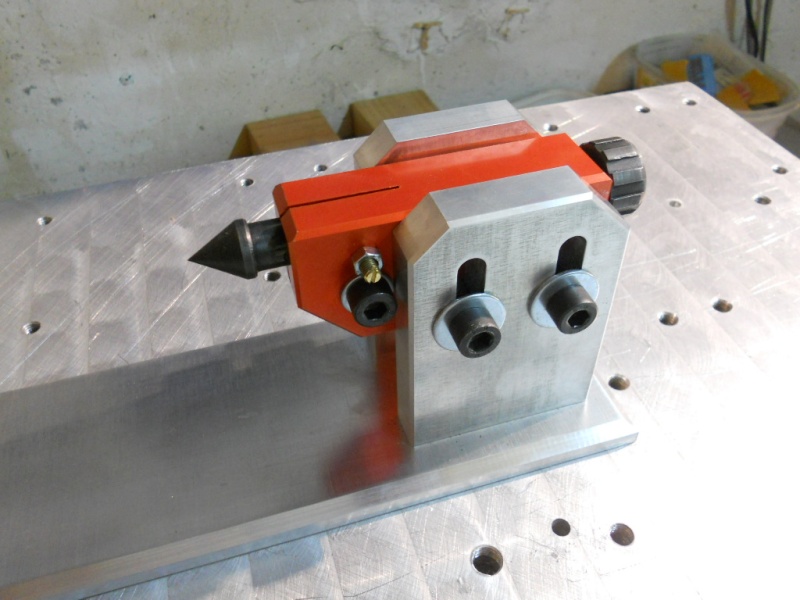
Contrepointe terminée et fonctionnelle, je vais m'attaquer au système d'alignement rapide
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() F6FCO Sam 12 Sep 2015 - 0:04
F6FCO Sam 12 Sep 2015 - 0:04
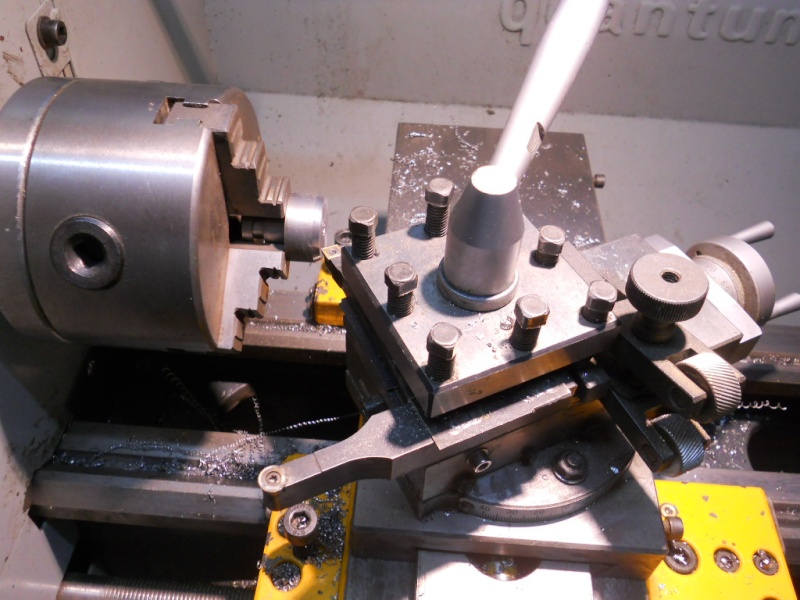
J'ai dressé le champ d'un plat acier, puis positionné au comparateur à axe-(largeur embase/2).
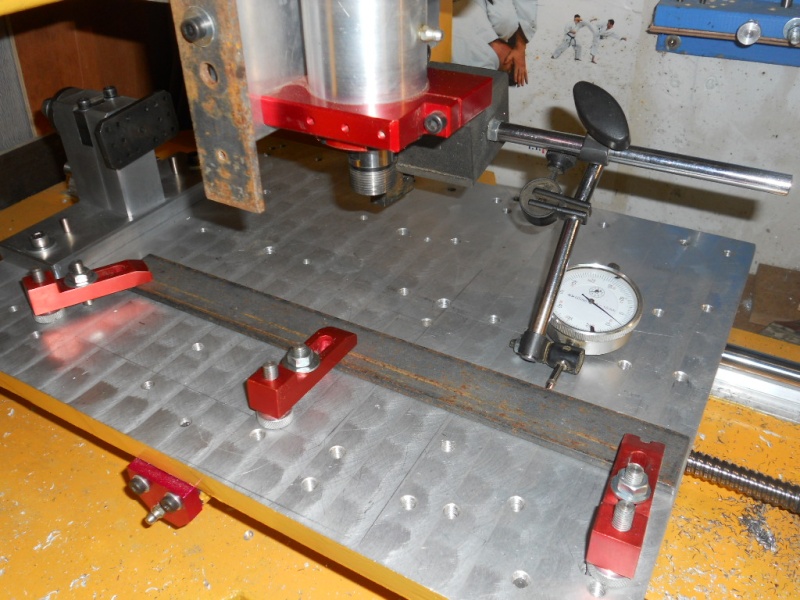
Ceci fait, contrepointe en appui j'ai réglé la hauteur de pointe sur l'axe du diviseur avec un empilement de cales + vérif au comparateur.

Vérif finale avec un axe rectifié

Ensuite j'ai contrepercé le plat de réglage et la table CNC pour pouvoir positionner deux piges Ø6
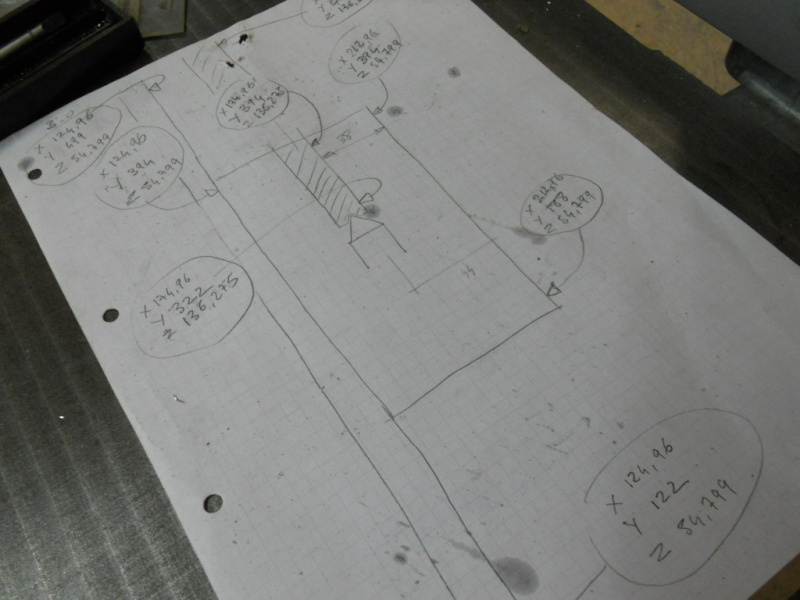
Toutes les mesures ont été faite en G0, il faut prendre des notes pour ne pas faire de collisions
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() F6FCO Sam 12 Sep 2015 - 0:10
F6FCO Sam 12 Sep 2015 - 0:10

L'utilité d'avoir fais une embase aussi longue

F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() KOKO 57 Sam 12 Sep 2015 - 0:25
KOKO 57 Sam 12 Sep 2015 - 0:25
)...
KOKO 57- complétement accro
- Messages : 9868
Points : 10805
Date d'inscription : 05/05/2015
Age : 58
Localisation : Moselle (57)
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() seb92 Sam 12 Sep 2015 - 0:53
seb92 Sam 12 Sep 2015 - 0:53
Si tu fais une nouvelle plaque de maintient du diviseur + longue, tu pourra le déporter encore + et gagner en entrepointe
J'imagine que tu as tout prévu démontable…
à +
Sebastian

seb92- complétement accro
- Messages : 1369
Points : 1799
Date d'inscription : 02/01/2015
Age : 61
Localisation : 92
Re: CNC V.2 Chassis bêton de F6FCO - 1
![]() dh42 Sam 12 Sep 2015 - 3:45
dh42 Sam 12 Sep 2015 - 3:45
J'aurai du aussi prévoir de sortir le diviseur en dehors de la table de façon à pouvoir usiner sur toute la longueur Y. On ne pense jamais à tout
Fallait faire une machine plus grande
....ne me dis pas que tu vas que tu vas faire tourner le morceau de bois comme sur un tour
Ce n'est pas censé tourner pendant l'usinage pour cette version, c'est une mise en position manuelle à l'angle voulu puis serrage. Même sur les diviseurs motorisés qui tournent pendant l'usinage, ça tourne doucement ; dans les 7 tr/min pour le mien ... aucun risque que la pièce s'envole
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Page 35 sur 40 • 1 ... 19 ... 34, 35, 36 ... 40

 Sujets similaires
Sujets similaires» Vends CNC Châssis béton
» Chape beton sur dalle beton
» Réalisations CNC F6FCO
» Le châssis de ma BZT