






CNC V.2 Chassis bêton de F6FCO - 2
Page 1 sur 14 • 1, 2, 3 ... 7 ... 14 

 CNC V.2 Chassis bêton de F6FCO - 2
CNC V.2 Chassis bêton de F6FCO - 2
![]() F6FCO Jeu 8 Oct 2015 - 17:25
F6FCO Jeu 8 Oct 2015 - 17:25
Début du sujet ici
http://www.metabricoleur.com/t5462-cnc-v-2-chassis-beton-de-f6fco
Je viens de changer la pile qui était bonne en fait, surement un pbm de carte-mère pour la date, ou plus probablement je ne me suis pas occupé de mettre la date à jour quand j'ai monté le PC et installé Linux.
Je vais réaffecter la probe, sur la 15 A/U par exemple car les autres sont sur les limites.
Si çà continue à persister je changerais carrément le PC, j'en ai d'autres en stock, mais ce sera plus long car ils sont vierges (comme moi
Et si çà continue encore il restera la bob, mais en dernier lieu car galère à démonter.
Dernière édition par F6FCO le Lun 20 Avr 2020 - 13:22, édité 2 fois

F6FCO- complétement accro

- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -


Re: CNC V.2 Chassis bêton de F6FCO - 2
![]() F6FCO Jeu 8 Oct 2015 - 18:01
F6FCO Jeu 8 Oct 2015 - 18:01
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CNC V.2 Chassis bêton de F6FCO - 2
![]() F6FCO Ven 9 Oct 2015 - 11:41
F6FCO Ven 9 Oct 2015 - 11:41
Levé ce matin avec la tête plus claire et plein enthousiasme
J'ai essayé une autre bob mais sans la monter dans le boitier, juste le palpeur, la DB25 et l'alim 5v de branchés. J'ai désactivé mes limites pour pouvoir faire chaque pom par axe manuellement bien sur puisque rien d'autre n'est branché. Résultat, avec la nouvelle bob les signaux sont francs et stables sur Halmeter. J'ai aussi essayé avec et sans Pull-up et c'est la même chose, donc pas besoin d'en mettre.
Je vais m'occuper à changer la bob d'origine.
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CNC V.2 Chassis bêton de F6FCO - 2
![]() F6FCO Ven 9 Oct 2015 - 19:17
F6FCO Ven 9 Oct 2015 - 19:17

Finalement j'y suis quand même arrivé dans la soirée après avoir validé la bob restante. Merci Gaston48 pour ton aide, dont je vais encore avoir besoin car ce n'est que le début
Le Halmètre m'a bien servi dans mes investigations et sans lui je n'aurais pas dédouané aussi facilement la bob défectueuse.
J'ai fais des G38.2 Z-23 F100 dans la MDI et la répétabilité parait excellente, quelques mesures sucessives:
-19.589
-19.588
-19.588
-19.587
-19.585
-19.588
Ce qui serait bien maintenant ce serait d'arriver à automatiser tout çà et que le Z s'initialise à la hauteur précise du palpeur dés le toucher, et le top un bouton dans AXIS.
Il doit bien y avoir moyen de faire çà.
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CNC V.2 Chassis bêton de F6FCO - 2
![]() Toff Sam 10 Oct 2015 - 12:34
Toff Sam 10 Oct 2015 - 12:34
ci-joint ce que j'utilise pour le palper automatiquement mes outils après montage, a renommer en .ngc
- Fichiers joints

- tool-change.txt Vous n'avez pas la permission de télécharger les fichiers joints.(9 Ko) Téléchargé 29 fois
Toff- je prends du galon

- Messages : 71
Points : 111
Date d'inscription : 28/12/2014
Age : 46
Localisation : oise
Re: CNC V.2 Chassis bêton de F6FCO - 2
![]() F6FCO Sam 10 Oct 2015 - 14:53
F6FCO Sam 10 Oct 2015 - 14:53
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CNC V.2 Chassis bêton de F6FCO - 2
![]() gaston48 Sam 10 Oct 2015 - 16:21
gaston48 Sam 10 Oct 2015 - 16:21
Pour créer un bouton
Il faut compléter la ligne suivante dans le fichier .INI rubrique [DISPLAY]
PYVCP = T1T1N3.xml
Et tu vas créer un fichier en langage xml utilisé pour créer un
interface graphique. Il va compléter l’interface axis en créant un bouton
Voilà le contenu du fichier T1T1N3.xml qu’il faudra créer :
- Code:
<pyvcp>
<button>
<halpin>"palpeur"</halpin>
<text>"Changement \n d’outil"</text>
<font>(''Arial,10)</font>
</button>
</pyvcp>
« palpeur » est le nom de la variable qui va transporter l’information
d’appui sur le bouton à .HAL
\n est un retour à la ligne pour écrire la suite « d’outil »
10 c’est la taille des caractères et par conséquent la taille du bouton.
Après avoir fait cela, si tu lances linuxcnc, tu vas voir apparaître un bouton.
Maintenant on va lier l’information graphique à une commande
MDI dans .HAL grâce à une variable signal que je nomme également
palpeur
Pour cela Il faut compléter ou changer la ligne suivante dans le fichier .INI
rubrique [HAL]
- Code:
POSTGUI_HALFILE = T1T1N3_postgui.hal
Le fichier custom_postgui.hal tu vas le renommer T1T1N3_postgui.hal
et tu vas créer dedans le ligne suivante :
- Code:
net palpeur halui.mdi-commande-00 <= pyvcp.palpeur
C’est une ligne similaire à celle que tu trouves dans le fichier .HAL
mais elle est exécuté seulement quand axis est lancé
Si tu regardes avec Halmeter les signaux, tu vas voir apparaître « palpeur »
qui passe bien de false à true quand tu cliques sur la bouton
Ton bouton créé est passé en hard dans la machine.
halui.mdi-commande-00 c’est la première ligne (00) qui va être exécuter
parmi celle que tu auras créer dans le fichier .INI sous la rubrique [HALUI]
Chaque ligne (sur 64 possibles il me semble) est rédigé par exemple ainsi :
- Code:
MDI_COMMAND = G0 X0 Y0 Z100
tel que le gcode présenté par Toff
- Code:
MDI_COMMAND = O<tool-change> call
Il faudra toutefois transformer le programme de Toff en sous-programme
en insérant au tout début et à la fin :
- Code:
O<tool-change> sub
...
O<tool-change> endsub
EDIT: vérifications faites, tool-change.ngc a déjà ces 2 lignes .....
il est donc déjà un sous programme
et insérer le fichier tool-change.ngc dans le répertoire nc_files
Hello gaston, pour insérer du code, il faut utiliser la balise code (celle avec le petit parchemin et les signes < and >). Pour les images, il faut suivre ce tuto. meles
Merci meles! j'ai encore appris quelque chose
Dernière édition par gaston48 le Dim 11 Oct 2015 - 20:32, édité 6 fois

gaston48- petit nouveau

- Messages : 22
Points : 36
Date d'inscription : 21/09/2015
Age : 74
Localisation : 59000
Re: CNC V.2 Chassis bêton de F6FCO - 2
![]() Toff Sam 10 Oct 2015 - 16:49
Toff Sam 10 Oct 2015 - 16:49
F6FCO a écrit:Merci Toff, je l'ai ouvert et çà vole encore un peu haut pour moi, j'en suis encore à pratiquer un gcode "simple". Il faut que je m'y remette à tête reposée, je suis encore perfectible en Gcode. Pour moi l'idéal serait d'avoir un bouton à cliquer dans Axis, je suis en train de faire des recherches dans ce sens.
Je n'ai pas non plus le niveau pour tout comprendre, mais c'est bien documenté, du coup l'utilisation n'est pas trop compliquée, avec un peu de patience et quelques essais ça ce fait pas trop mal.
Toff- je prends du galon
- Messages : 71
Points : 111
Date d'inscription : 28/12/2014
Age : 46
Localisation : oise
Re: CNC V.2 Chassis bêton de F6FCO - 2
![]() F6FCO Sam 10 Oct 2015 - 18:51
F6FCO Sam 10 Oct 2015 - 18:51
Le pauvre, s'il savait ce qu'il loupe
Je suis épaté par ta maîtrise de LinuxCNC Gaston, çà me donne envie m'y mettre sérieusement
Je vais essayer de faire tout çà demain.
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CNC V.2 Chassis bêton de F6FCO - 2
![]() F6FCO Sam 10 Oct 2015 - 23:43
F6FCO Sam 10 Oct 2015 - 23:43
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CNC V.2 Chassis bêton de F6FCO - 2
![]() ducran lapoigne Dim 11 Oct 2015 - 16:26
ducran lapoigne Dim 11 Oct 2015 - 16:26
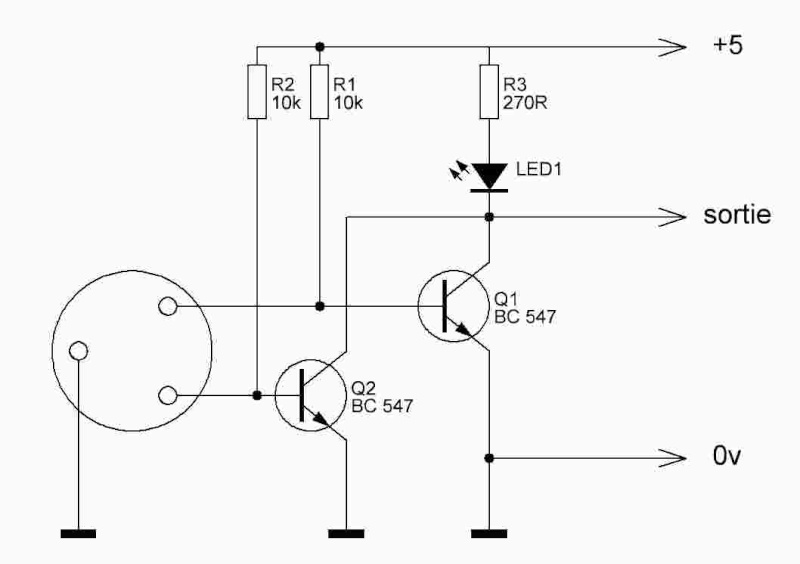
joli le probe, je me tâte pour en réaliser un du genre ...
je pense qu' il y aurait moyen de l' améliorer en utilisant les 3 contacts,
++
Antoine

ducran lapoigne- complétement accro
- Messages : 642
Points : 1277
Date d'inscription : 04/02/2012
Age : 75
Localisation : Athus Belgique du sud
Re: CNC V.2 Chassis bêton de F6FCO - 2
![]() gaston48 Dim 11 Oct 2015 - 17:21
gaston48 Dim 11 Oct 2015 - 17:21
pour une application bien particulière et je ne l'ai pas encore mise en oeuvre sur
une cnc classique, tour ou fraiseuse. C'est envisagé, mais ce sera plutôt un rétrofit
d’occasion professionnelle. Toff a certainement plus d’expérience pour une utilisation
conventionnelle et il a plus pratiqué Linux.
Toujours est il que Linuxcnc est vraiment très bien fichu, disposer de tout ses codes
procure un sentiment d’appropriation rassurant et donner un petit coup de main à ceux
qui se lancent, participe à sa diffusion et son enrichissement.
Je complète les consignes d’installation précédente…
Dans le fichier custom_postgui.hal que tu vas renommer (pour le distinguer des autres)
il y a peut étre une ligne que stepconf à rajouter, il faudra la garder :
- Code:
sets spindle-at-speed true
j’ai retrouvé quelques codes d’un s-programme de palpage peut être un peu plus simple
Probe_init.ngc
- Code:
<Probe_Init> SUB
G49 ( clear tool length compensation)
G30 ( to probe switch)
G91 ( relative mode for probing)
G38.2 Z-90 F300 ( trip switch on the way down)
G0 Z1 ( back off the switch)
G38.2 Z-10 F10 ( trip switch slowly)
#<_ToolRefZ> = #5063 ( save trip point)
G90 ( absolute mode)
G30 ( return to safe level)
O<Probe_Init> ENDSUB
G30 est une position de sécurité, qui peut servir au changement d’outil aussi,
à l’aplomb de xy , il faut installer le palpeur.
Tu crées cette position avec le jog et une foi bien déterminée, tu envoie la
commande MDI : G30.1 qui stocke les coordonnées courantes dans G30.
Elles sont visibles dans le fichier linuxcnc.var que tu peux visualiser mais pas
éditer, il faut t'adjoindre l'attribut écriture avec la commande console:
sudo chown "tonlogin" linuxcnc.var
j’ai essayai de chercher une méthode pour qu’en cour d’usinage et à la suite
d’une simple pause, on puisse changer une fraise, recalibrer sa longueur
et reprendre l’usinage exactement à la pause précédente, mais ça n’est pas
possible pour l’instant car le planificateur a déjà anticipé la centaine de déplacement
suivant avec les correcteurs d’outils courant. C'est un privilège de Mach3 je crois
de pouvoir faire une pause et de dégager l'outil au jog, pour débourrer ou enlever
de copeaux et de reprendre ensuite comme si de rien était.
gaston48- petit nouveau
- Messages : 22
Points : 36
Date d'inscription : 21/09/2015
Age : 74
Localisation : 59000
Re: CNC V.2 Chassis bêton de F6FCO - 2
![]() dh42 Dim 11 Oct 2015 - 18:12
dh42 Dim 11 Oct 2015 - 18:12
et bienvenue sur MB
C'est un privilège de Mach3 je crois de pouvoir faire une pause et de dégager l'outil au jog, pour débourrer ou enlever de copeaux et de reprendre ensuite comme si de rien était.
Oui, tout à fait, sur une pause (par le bouton) on peux bouger les axes, mais attention (au moins sur ma version) lorsque ça repart, les 3 axes bougent en même temps, ce qui peut poser problème avec le Z ; il me semble par contre qu'en pause par le Gcode (M0) ça marche normalement (XY d'abord et Z ensuite)... même chose lors d'un changement d'outil, tu peux bouger les axes, refaire le 0 en Z... et même lancer un script VB ... la, par contre, pas de problème ; XY se positionnent d'abord et le Z descend après.
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC V.2 Chassis bêton de F6FCO - 2
![]() F6FCO Dim 11 Oct 2015 - 20:11
F6FCO Dim 11 Oct 2015 - 20:11
Effectivement je me suis aperçu qu'on ne pouvait pas changer d'outils en cours de programme, on n'a pas la main. J'ai détourné ce pbm en faisant un programme par outil.
Par contre je suis bien arrivé à éditer le fichier des variables, aux POM le X et le Y étaient initialisés à 200 et çà ne me plaisait pas et j'ai modifié le fichier pour initialiser les axes à zéro. Pas eu de pbm pour faire çà
J'ai passé l'aprem et la soirée sur la config et çà ne marche qu'à moitié, je laisse tomber pour ce soir car à force de m'abrutir dessus je ne sais plus trop ou j'en suis.
Juste une remarque dont je suis sur parmi tous mes essais, c'est que je ne peux pas renommer certains fichiers comme tu le préconises (custom_postgui.hal --> T1T1N3_postgui.hal), dans ces cas-là AXIS ne démarre plus et me met une fenêtre d'erreur avec plein d'infos que tu dois connaître.
J'ai donc utilisé le fichier sous son nom d'origine et çà fonctionne dans le sens ou je n'ai plus de page d'erreur, AXIS démarre bien, que le bouton réagit bien sous HALmètre.
Par contre là ou çà ne marche pas encore c'est que quand on appuie sur le bouton un message d'erreur (ceux avec la croix rouge) me dit "Impossible d'employer des valeurs d'axe sans Gcode pour les utiliser".
Le fichier Gcode contenant le sous-programme est pourtant bien placé dans le dossier LinuxCNC/NC_file.
Voici le fichier gcode que je m'étais concocté:
- Code:
o<palpeur> sub
G54 Z0
G38.2 F100 Z-50
G54 Z45.6
o<palpeur> endsub
M2
45.6 étant la hauteur du palpeur, il y aura surement des valeurs à retoucher quand çà fonctionnera, voir rajouter une ligne pour faire remonter un peu la broche retirer le palpeur facilement.
Edit: Créer le fichier T1T1N3.xml me donnait aussi la page d'erreur en empêchant AXIS de s'ouvrir (je trouve mon Linux bien capricieux), j'ai donc créé le panneau avec l'option dans Stepconf, mais pas celui avec la commande de spindle, juste le vide et je n'ai donc pas la ligne dont tu parles.
Dernière édition par F6FCO le Dim 11 Oct 2015 - 20:54, édité 1 fois
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CNC V.2 Chassis bêton de F6FCO - 2
![]() gaston48 Dim 11 Oct 2015 - 20:51
gaston48 Dim 11 Oct 2015 - 20:51
Juste une remarque dont je suis sur parmi tous mes essais, c'est que je ne peux pas renommer certains fichiers comme tu le préconises (custom_postgui.hal --> T1T1N3_postgui.hal), dans ces cas-là AXIS ne démarre plus et me met une fenêtre d'erreur avec plein d'infos que tu dois connaître.
Oops
 , c'est de ma faute, j'ai corrigé mes instructions précédente, le nom du nouveau fichier
, c'est de ma faute, j'ai corrigé mes instructions précédente, le nom du nouveau fichier n'est pas à installer dans [DISPLAY] mais dans la rubrique [HAL]
Je regarde pour la suite ...
Et pour répondre à David que je salue,
En recherchant encore, ça y est ! je viens de voir que la fonction "jog pendant la pause" sous la
forme d'un nouveau composant HAL "moveoff", vient d’être implémenté dans la 2.7.0
Avec son nouveau planificateur 1.5 x plus rapide, à peu prés, que le parabolique précédent
cette version 2.7.0 vient combler ses 2 handicaps avec Mach3.
gaston48- petit nouveau
- Messages : 22
Points : 36
Date d'inscription : 21/09/2015
Age : 74
Localisation : 59000
Re: CNC V.2 Chassis bêton de F6FCO - 2
![]() F6FCO Dim 11 Oct 2015 - 20:57
F6FCO Dim 11 Oct 2015 - 20:57
Pour la nouvelle version je n'ai trouvé que la 2.6 à télécharger.
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CNC V.2 Chassis bêton de F6FCO - 2
![]() Toff Dim 11 Oct 2015 - 21:17
Toff Dim 11 Oct 2015 - 21:17
pour ma part, je n'ai plus le temps de vraiment bosser sur ma machine, du coup je me suis remonter un pc pour faire mumuse à la maison.
Jusqu'à présent je n'ai fait que de la grosse bricole de config, j'ai donc envie de remettre à plat ma config linuxcnc, de tout décortiquer et DOCUMENTER ce que je fait, car jusqu'ici tout ce que j'ai mis en oeuvre, j'y suis arrivé en m'aident d'exemple mais je n'ai pas forcement bien imprimer tout ce que j'ai fait. Du coup pour transmettre au autre, ben c'est pas top.
Je pense que la meilleur façon pour bien imprimer le fonctionnement, c'est le faire l'organigramme des différents fichiers et des signaux de HAL.
Donc prochaine mission pour moi, comprendre comment passer d'une config liée au port // et à une machine réelle, à une config de simulation et sans y mettre le boxon
Edit: pour la mise à jour, il faut ajouter le dépot de la version 2.7 pour ta version d'Ubuntu.
Gestionnaire de mise à jour, bouton en bas à gauche ''Paramètres''

Ensuite onglet ''Autre logiciels''

Bouton ''ajouter''
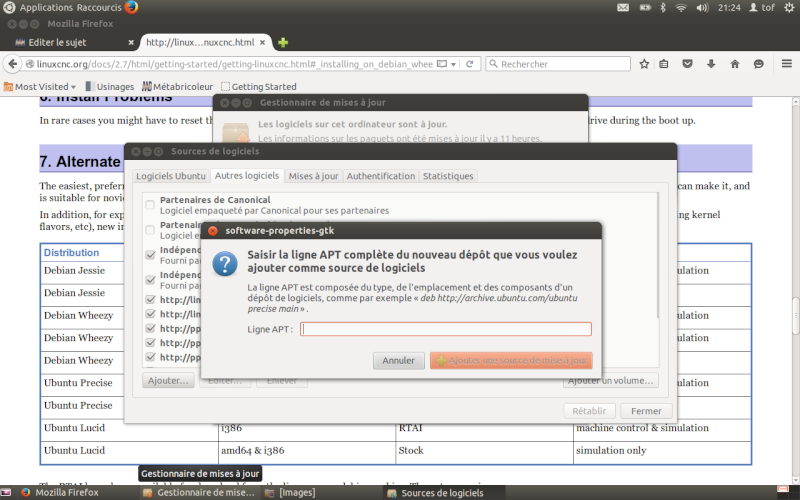
Et pour moi (je suis en ubuntu 12.04) j'y ai mis le lien issu de cette page http://linuxcnc.org/docs/2.7/html/getting-started/getting-linuxcnc.html#_installing_on_debian_wheezy_and_debian_jessie_with_preempt_rt_kernel(paragraphe 7) ''deb http://linuxcnc.org precise base''
et de mémoire il va ensuite faire la mise à jour de la liste des dépôts et te proposer d'installer les mises à jours...
Dernière édition par Toff le Dim 11 Oct 2015 - 21:29, édité 1 fois
Toff- je prends du galon
- Messages : 71
Points : 111
Date d'inscription : 28/12/2014
Age : 46
Localisation : oise
Re: CNC V.2 Chassis bêton de F6FCO - 2
![]() gaston48 Dim 11 Oct 2015 - 21:20
gaston48 Dim 11 Oct 2015 - 21:20
Ah oui, pour ton petit code G54 , c'est une instruction de choix de coordonnée,
pas une instruction de déplacement. Donc tu ne pas y adjoindre une coordonné
sans la précéder de G0 ou G1
Je pense que la bonne méthode est de faire un palpage en 2 fois
une approche rapide pour ébaucher la hauteur un petit recul et une avance lente
pour la précision.
Sous Ubuntu, tu fais ta mise à jour avec 2.6 d'abord puis 2.7.0.
Le bon choix pour l'avenir serait de tout réinstaller avec Debian 2.7.0. Il faut graver un DVD.
Moi j'ai été obligé, mon Ubuntu 2.5.9 était pollué par du Debian suite à une compilation
et au lieu de réinstallé de l'Ubuntu, "LE" développeur linuxcnc Sebastien, m'a conseillé
de passer à Debian.
Bon c'est quasiment pareil, mais on sent quand même que Debian est plus
"UNIX je fais ce que vous dites" alors qu'Ubuntu est plus "Windows je m'occupe de tout".
Mais je regrette pas.
Dernière édition par gaston48 le Dim 11 Oct 2015 - 23:07, édité 1 fois
gaston48- petit nouveau
- Messages : 22
Points : 36
Date d'inscription : 21/09/2015
Age : 74
Localisation : 59000
Re: CNC V.2 Chassis bêton de F6FCO - 2
![]() Toff Dim 11 Oct 2015 - 21:32
Toff Dim 11 Oct 2015 - 21:32
Désolé
Toff- je prends du galon
- Messages : 71
Points : 111
Date d'inscription : 28/12/2014
Age : 46
Localisation : oise
Re: CNC V.2 Chassis bêton de F6FCO - 2
![]() gaston48 Dim 11 Oct 2015 - 21:39
gaston48 Dim 11 Oct 2015 - 21:39
Toff a écrit:Gaston, je pige pas ce que tu me dit
Désolé
Je te disais simplement bonjour
mais le reste du post est une réponse à f6fc0
gaston48- petit nouveau
- Messages : 22
Points : 36
Date d'inscription : 21/09/2015
Age : 74
Localisation : 59000
Toff- je prends du galon
- Messages : 71
Points : 111
Date d'inscription : 28/12/2014
Age : 46
Localisation : oise
Re: CNC V.2 Chassis bêton de F6FCO - 2
![]() F6FCO Lun 12 Oct 2015 - 0:00
F6FCO Lun 12 Oct 2015 - 0:00
Je plane loin en dessous de vous
Pour l'instant mon niveau perso, comme celui de beaucoup d'utilisateurs je pense c'est Stepconf, plus les quelques explications de Gaston48.
Donc:
- Code:
o<palpeur> sub
G54 G0 Z0
G38.2 F100 Z-50
G54 G0 Z45.6
o<palpeur> endsub
M2
Ce qui explique certainement le message d'erreur, je vois çà demain.
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CNC V.2 Chassis bêton de F6FCO - 2
![]() Hervé-34 Lun 12 Oct 2015 - 0:19
Hervé-34 Lun 12 Oct 2015 - 0:19
Et bien !! je vous suit dans l'ombre, faire joujou avec vos fichiers Hal
vos halmetres etc.etc. !!!
Comme dit F6FC0, je suis une personne qui a " chargé " un Linux il y a
1an ou 2, qui est peut-être un 10-12 ou 14 ?? je ne sais pas, qui fonctionne
très basiquement, qui me fait mes petites pièces en toute fiabilité, mais
qui est un outil qui ne sort pas de l'ordinaire !!
Un jour, j'ai commencé à suivre les traces de Manolo, j'ai chargé un débian,
et j'ai essayé de l'installer comme j'avais fait pour mon Linux, sur un PC
" disponible "
Oh la cata !! je me suis retrouvé avec plein de messages d'erreurs, je n'avais
plus de lecteur de CD ou DVD enfin c'était la ..... !!
Alors si il y a une solution SIMPLE pour installer un Linux qui serait " mieux "
que mon ancien, j'en serait ravi !!
Sur mon Linux, en ouverture j'ai encore " linuc-cnc " c'est peut-être vieux !!
Hervé
Hervé-34- complétement accro
- Messages : 4606
Points : 5825
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: CNC V.2 Chassis bêton de F6FCO - 2
![]() bob47 Lun 12 Oct 2015 - 11:23
bob47 Lun 12 Oct 2015 - 11:23
Hervé-34 a écrit:Bonsoir à tous,
Un jour, j'ai commencé à suivre les traces de Manolo, j'ai chargé un débian,
et j'ai essayé de l'installer comme j'avais fait pour mon Linux, sur un PC
" disponible "
Oh la cata !! je me suis retrouvé avec plein de messages d'erreurs, je n'avais
plus de lecteur de CD ou DVD enfin c'était la ..... !!
Bonjour
S’est le seul point ou je ne suis pas d’accord pour moi cela à fonctionner.
(Les problèmes rencontrer était surtout sur le fait de rentrer les lignes de commendes correctement)
Mais comme vous deux s’est plus le mode geek qu’il faut mettre en pratique qui nous manque. Alors oui si un sujet sur Linux est ouvert ce n’est pas un chaise mais un fauteuil que je prend.
BOB

bob47- complétement accro
- Messages : 2565
Points : 3345
Date d'inscription : 28/10/2011
Age : 67
Localisation : THONON
Re: CNC V.2 Chassis bêton de F6FCO - 2
![]() F6FCO Lun 12 Oct 2015 - 13:36
F6FCO Lun 12 Oct 2015 - 13:36
Bon çà y est mon truc touille bien, quand je clique sur le bouton "palpeur" la broche descend bien palper et s’arrête au toucher. Pour l'instant je galère pour essayer d'initialiser mon Z à la valeur de la hauteur du palpeur (45.75). Il s'entête à ne pas vouloir m'écouter
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Page 1 sur 14 • 1, 2, 3 ... 7 ... 14

 Sujets similaires
Sujets similaires» Vends CNC Châssis béton
» Palpeur axe Z type "F6FCO"
» Le châssis de ma BZT
» Réalisations CNC F6FCO