






Conception CNC pour atelier
Page 8 sur 11 •  1, 2, 3 ... 7, 8, 9, 10, 11
1, 2, 3 ... 7, 8, 9, 10, 11 

 Re: Conception CNC pour atelier
Re: Conception CNC pour atelier
![]() dh42 Dim 30 Juil 2017 - 18:26
dh42 Dim 30 Juil 2017 - 18:26
Je vois que David ne dort pas mais il déchiffre les notices!!!!!!!!!!!!!!!
Déchiffrer, c'est le cas de le dire, c'est écris en Chinglais
 , pas toujours très compréhensible
, pas toujours très compréhensible pour ma bob // l'autre jour, je l'ai utilisée avec le portable WinXP, il me semble avoir lu quelque part, que les portables avec port // faisait des interférences au niveau du contrôle; est ce que ça pourrait venir de ça mes vibrations de moteurs pap?????????????
Je sais que le développeur de Mach3 déconseille les portables en port // (tension d'alim du port trop basse) mais j'ignore quel peut être le résultat observé en pratique sur les moteurs.
Pour ce qui est de faire fonctionner le NVEM, il semble que tu ne soit pas le seul à galérer ; en cherchant des infos sur le paramétrage des adresses IP sur CNc zone, les gens semblent avoir du mal à le faire tourner.
Je suis aussi novice que vous, mais il n'y a pas quelques Net frameworks à charger pour Mach3?
Je ne pense pas.
J'ai récupérer une tour sous WinXP avec port // et ethernet, aucun affichage comme ci la carte vidéo est morte, j'ai essayé avec 2 écrans differents idem
Assure toi qu'il n'y ai pas 2 ports VGA sur le PC ; parfois tu a une carte VGA intégrée + une carte VGA indépendante, donc 2 sortie à l'ar du PC, et dans ce cas il y a des chances que la carte intégrée soit désactivée ; peut être est tu branché sur la mauvaise sortie (c'est le genre de gag qui m'est déjà arrivé)
je prends ma tour WinXP sans port // que je voulais utiliser au tout début, et ben MACH3 ne veux pas s'installer, "a sharing violation occured an unamed file" au milieu de l'installation
Sur le forum Mach3, un gars qui a eu ce problème l'a résolu en désinstallant l'anti-virus.
Ça me fait penser que si tu a un AV d'installé, ça pourrait bien être la raison des saccades de tes moteurs, il ne faut rien qui tourne en même temps que Mach3, et surtout pas d'anti-virus, d'internet, d'économiseur d'écran, d'afficheur de T°, etc .... rien ne doit venir perturber Mach3 lorsqu'il pilote. L'idéal, c'est un PC réservé au pilotage, donc juste un Windows installé tout propre et les drivers pour ta carte VGA, carte mère et Mach3. Il ne faut pas toucher au PC quand ça tourne, sinon risque de pertes de pas. (en port //)
++
David
dh42- Admin

- Messages : 25655
Date d'inscription : 21/06/2009 -


Re: Conception CNC pour atelier
![]() charpentier73 Dim 30 Juil 2017 - 19:53
charpentier73 Dim 30 Juil 2017 - 19:53
Les drivers DM556 à priori origine leeadshine de chez sorotec donc on considère qu'ils sont OK.
Il va revenir avec un testeur logique pour vérifier les sinusoïdal envoyer aux moteurs.
Pour lui le problème viendrait entre le driver DM556 et le PC donc la carte hy jmk5 ou le câble // ou le port //
Quelqu'un a une idée de l'affectation des sorties de mach3 sur le port parallèle?
Il me dit que la carte hy jkm5 n'est pas nécessaire, que l'on peut pilote le dm556 directement avec le port//
Il m'à réparé mon alimentation que j'avais flingue avec mon perçage et m'à dit que les chinois avaient besoin de lunettes les soudures n'etaient pas de bonnes qualité.
J'ai fait un formatâge et réinstallation d'un pc sans port// et réinstaller mach3 dessus mais il ne trouve tou jours pas ma nvem.
6 ordinateur les uns à côté de autres et pas de commande de moteur pap correct. Mais on avance un peu

charpentier73- je prends du galon

- Messages : 98
Points : 102
Date d'inscription : 02/07/2017
Age : 42
Localisation : NOTRE DAME DE BELLECOMBE 73590
Re: Conception CNC pour atelier
![]() dh42 Dim 30 Juil 2017 - 20:45
dh42 Dim 30 Juil 2017 - 20:45
Il me dit que la carte hy jkm5 n'est pas nécessaire, que l'on peut pilote le dm556 directement avec le port//
En théorie, oui ; la breakout board permet toutefois un câblage plus pratique et elle intègre des optocoupleurs afin de ne pas avoir de liaison direct entre le PC et le reste.
Pour lui le problème viendrait entre le driver DM556 et le PC donc la carte hy jmk5 ou le câble // ou le port //
Possible, penser aussi que le cable // est très sensible aux parasites, donc attention de ne pas laisser trainer de câbles moteur ou 220V trop près ..
Quelqu'un a une idée de l'affectation des sorties de mach3 sur le port parallèle?
Je ne comprends pas trop ta question ? tu veux parler des n° de pins ?
tu a la doc de cette carte ? (celle en port //)
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Conception CNC pour atelier
![]() charpentier73 Dim 30 Juil 2017 - 22:58
charpentier73 Dim 30 Juil 2017 - 22:58
https://www.google.fr/url?sa=t&source=web&rct=j&url=http://www.savebase.com/infobase/downloads/breakout_board_stepper_driver/user_manual_5_axis_breakout_board.pdf&ved=0ahUKEwja5Pzj8LHVAhWdF8AKHU9-BWsQFgggMAE&usg=AFQjCNFHhq3WQNdYiJluVRGKidz9iKZX5Q
Pour le port //, il me dit qu'en branchant les bons pins du port// sur le dm 556 ça peux marcher après c'est lui le technicien
Te dire comment s'il utilise des optocoupleurs ou pas je sais pas. Mais il en est largement capable. Il m'à fait un automate pour la gestion de mon installation solaire pour mon eau chaude sanitaire. Circuit imprimé, programmation, etc.....
Mais il ne connaît pas les données envoyé de mach3. Il m'à demande une copie de l. Exe de mach3, j'imagine qu'il va l'installer et brancher un oscilloscope au port// et voir ce qu'il en sort.
charpentier73- je prends du galon
- Messages : 98
Points : 102
Date d'inscription : 02/07/2017
Age : 42
Localisation : NOTRE DAME DE BELLECOMBE 73590
Re: Conception CNC pour atelier
![]() charpentier73 Dim 30 Juil 2017 - 23:17
charpentier73 Dim 30 Juil 2017 - 23:17
dh42 a écrit:Salut,
Je sais que le développeur de Mach3 déconseille les portables en port // (tension d'alim du port trop basse) mais j'ignore quel peut être le résultat observé en pratique sur les moteurs.
Pour ce qui est de faire fonctionner le NVEM, il semble que tu ne soit pas le seul à galérer ; en cherchant des infos sur le paramétrage des adresses IP sur CNc zone, les gens semblent avoir du mal à le faire tourner.
J'avais lu aussi mais au bout de quelques posts en anglais, je rame et je décroche comme mes pap
dh42 a écrit:Assure toi qu'il n'y ai pas 2 ports VGA sur le PC ; parfois tu a une carte VGA intégrée + une carte VGA indépendante, donc 2 sortie à l'ar du PC, et dans ce cas il y a des chances que la carte intégrée soit désactivée ; peut être est tu branché sur la mauvaise sortie (c'est le genre de gag qui m'est déjà arrivé)
Vérifier il n'y en a qu'1
dh42 a écrit:Sur le forum Mach3, un gars qui a eu ce problème l'a résolu en désinstallant l'anti-virus.
Ça me fait penser que si tu a un AV d'installé, ça pourrait bien être la raison des saccades de tes moteurs, il ne faut rien qui tourne en même temps que Mach3, et surtout pas d'anti-virus, d'internet, d'économiseur d'écran, d'afficheur de T°, etc .... rien ne doit venir perturber Mach3 lorsqu'il pilote. L'idéal, c'est un PC réservé au pilotage, donc juste un Windows installé tout propre et les drivers pour ta carte VGA, carte mère et Mach3. Il ne faut pas toucher au PC quand ça tourne, sinon risque de pertes de pas. (en port //)
Résolu formatage et réinstallation Windows xp pro mais pas fini de remettre les drivers d'origine donc pas encore tester la nvem
charpentier73- je prends du galon
- Messages : 98
Points : 102
Date d'inscription : 02/07/2017
Age : 42
Localisation : NOTRE DAME DE BELLECOMBE 73590
Re: Conception CNC pour atelier
![]() dh42 Dim 30 Juil 2017 - 23:24
dh42 Dim 30 Juil 2017 - 23:24
Mach3 envoi ce que tu veux sur la pin que tu veux, c'est toi qui le configure. (mais tu ne peux pas utiliser n'importe quel n° suivant que c'est une entrée ou une sortie, voir plus loin)
Sur ta doc, page 4 il y a les affectations pour cette carte.
Exemple, pour le moteur X, le pulse (step) doit être réglé sur la pin 2 et le dir sur la pin 14, donc dans les réglages de Mach3 dans les ports&pins tu devrais avoir ça pour tes 3 axes. (le dir low active, change le sens de rotation), les 2 dernières colonnes doivent contenir le N° du port //, soit 1 si c'est le port 1 qui est utilisé.

Les n° de pins autorisés en sortie sont: 2 à 9, 1, 14, 16 et 17
Les n° de pins autorisés en entrée sont: 10 à 13 et 15
assure toi que sur les onglets Input signals et Output signals, les n° de pin utilisés pour les moteurs ne soient pas utilisés pour autres chose ; j'ai déjà eu le pb, j'avais la pin 8 définie pour le DIR d'un axe dans Motor Output et elle était aussi activée dans les Output signals, ce qui avait pour effet un résultat assez proche des vibrations que tu a sur ton moteur.
Cette carte ne permet pas de gérer la vitesse de rotation de la broche (pas de sortie PWM 0-10v), seulement son marche/arrêt via le relais > pin n° 9 (la NVEM le peu elle par contre ... si tu arrive à la faire marcher
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Conception CNC pour atelier
![]() charpentier73 Lun 31 Juil 2017 - 11:17
charpentier73 Lun 31 Juil 2017 - 11:17
J'ai repris hier après midi ma tour WinXP sans port //, je l'ai formatée, réinstaller WinXP pro, activé WinXP pro par téléphone aupres de microsoft, réinstaller les drivers de tous les périphériques, installé mach3 R3.043.062 et rien d'autre, pas de connexion internet, pas d'antivirus etc..... le strict minimum (meme que le SP2 de WinXP, pas de mise à jour avec le SP3)
J'ai configurer ma carte réseau avec l'IP fixe 192.168.31.50, masque sous réseau 255.255.255.0
avant de lancer mach3, j'ai verifier la connectivité avec la NVEM
procédure de vérification
demarrer
Tous les programmes
accessoires
invite de commande
taper "ping 192.168.31.50" et entrée
si vous avez une réponse votre NVEM est en dialogue avec le PC
J'y suis David, mon premier Moteur PAP tourne!!!!!!!!!!!!!!

attention mach3 ne m'a pas indiqué dans "status" "NVEM device connected" mais ça marche quand même
LE SUCCES EST LE FILS DE LA PERSEVERANCE
charpentier73- je prends du galon
- Messages : 98
Points : 102
Date d'inscription : 02/07/2017
Age : 42
Localisation : NOTRE DAME DE BELLECOMBE 73590
Re: Conception CNC pour atelier
![]() momoclic Lun 31 Juil 2017 - 13:43
momoclic Lun 31 Juil 2017 - 13:43
momoclic- complétement accro

- Messages : 801
Points : 809
Date d'inscription : 12/10/2016
Age : 76
Localisation : Ancenis-Nantes
Re: Conception CNC pour atelier
![]() charpentier73 Lun 31 Juil 2017 - 14:26
charpentier73 Lun 31 Juil 2017 - 14:26
sur ma tour Win XP pro fraîchement réinstallée, tout fonctionne, sur le portable Win XP pro réinstallé de la même manière, strictement identique, le mode manuel ne fonctionne pas, pourtant j'ai une réponse du test ping avec la carte NVEM
encore un mystere de l'informatique, j'ai même connecté un clavier USB pour vérifier, aucun mouvement des axes
si j’enlève le NVEM.dll dans le dossier plugins de mach3, ça marche comme il faut, apparemment dès qu'il y a un port // on ne peut pas utiliser la carte NVEM, d'après se que je vois chez moi.
a confirmer si quelqu'un à la reponse, en tout cas avec ma tour sans port //, la carte NVEM passe bien
mon copain électronicien est repassé avec son testeur logique pour tester le port// du portable, je n'y serais jamais arrivé, apparemment il y a un pin du port // qui n'envois pas les infos constament, ca passe de temps en temps puis ca recoupe d,où les vibrations du moteur pap
donc cela venait du port // du portable!!!!!!! pas de chance quand même!
au moins je suis fixé, j'essayerais avec ethernet pour avoir un pc de secours, mais maintenant il est temps de cablé la cnc pour faire des tests de découpes
charpentier73- je prends du galon
- Messages : 98
Points : 102
Date d'inscription : 02/07/2017
Age : 42
Localisation : NOTRE DAME DE BELLECOMBE 73590
Re: Conception CNC pour atelier
![]() dh42 Lun 31 Juil 2017 - 17:37
dh42 Lun 31 Juil 2017 - 17:37
J'y suis David, mon premier Moteur PAP tourne!!!!!!!!!!!!!!
Et un soucis de moins
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Conception CNC pour atelier
![]() charpentier73 Jeu 3 Aoû 2017 - 8:39
charpentier73 Jeu 3 Aoû 2017 - 8:39
Me revoilà après le câblage de la machine, tout est cablé sauf la commande du VFD et le palpeur de Z.
J'ai paramétrer mes fins de courses, mes homing/limits, les moteurs, les inputs, outputs, le VFD est réglé et la broche tourne.
Le portique se déplace, prend le zéro de chaque axe donc ça fonctionne, j'arrive sans problème à 6000 mm/min de déplacement par axe avec une accélération de 1000.
J'ai quelques petites questions pour David, je voulais commander le VFD avec Mach3, j'ai regardé ton tuto à ce sujet, mais la notice de ma carte ne m'indique pas la même procédure de câblage que celle que tu décris, je suis donc en attente de ton avis.
J'ai aussi une question qui me taraude, pourquoi les fins de courses ne marchent pas en mode manuel ? si je déplace les axes en manuel je peux dépasser les fins de courses. Cela me semble bizarre.
Je vous ferais des photos tout à l'heure quand j'aurais nettoyer un peu l'espace de travail, la pour le moment c'est Bagdad.
charpentier73- je prends du galon
- Messages : 98
Points : 102
Date d'inscription : 02/07/2017
Age : 42
Localisation : NOTRE DAME DE BELLECOMBE 73590
Re: Conception CNC pour atelier
![]() momoclic Jeu 3 Aoû 2017 - 12:20
momoclic Jeu 3 Aoû 2017 - 12:20
Si je ne me trompe pas ici tu tournes avec la carte NVEM ?
C'est pour bientôt l'entrée en matière ?
momoclic- complétement accro
- Messages : 801
Points : 809
Date d'inscription : 12/10/2016
Age : 76
Localisation : Ancenis-Nantes
Re: Conception CNC pour atelier
![]() charpentier73 Jeu 3 Aoû 2017 - 13:20
charpentier73 Jeu 3 Aoû 2017 - 13:20
il me reste le cablage du VFD et de la pompe de refroidissement
charpentier73- je prends du galon
- Messages : 98
Points : 102
Date d'inscription : 02/07/2017
Age : 42
Localisation : NOTRE DAME DE BELLECOMBE 73590
Re: Conception CNC pour atelier
![]() dh42 Jeu 3 Aoû 2017 - 16:46
dh42 Jeu 3 Aoû 2017 - 16:46
J'ai aussi une question qui me taraude, pourquoi les fins de courses ne marchent pas en mode manuel ? si je déplace les axes en manuel je peux dépasser les fins de courses. Cela me semble bizarre.
Parce que ce ne sont pas des fin de course mais des contacts de référencement ; il ne servent qu'à prendre un point 0 et n'ont aucun effet si tu les cliques lors du fonctionnement normal de la machine. Il y a par contre des fins de course logiciel, Mach3 connaissant le point 0 et la course des axes il peut arrêter les axes en se fiant à ces valeurs ... mais, pour que ça fonctionne, il faut que les limites logiciel soient actives ; le bouton Soft limits en dessous des visus doit être entouré en vert, si ce n'est pas le cas, clique dessus pour activer les limites.
J'ai quelques petites questions pour David, je voulais commander le VFD avec Mach3, j'ai regardé ton tuto à ce sujet, mais la notice de ma carte ne m'indique pas la même procédure de câblage que celle que tu décris, je suis donc en attente de ton avis.
voir ici pour le branchement sur la NVEM et un vario Huanyang
http://www.metabricoleur.com/t3028p150-broche-vfd-huanyang-conseils-pour-mise-en-service-svp#269922
Ça commence à sentir le copeau
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Conception CNC pour atelier
![]() charpentier73 Jeu 3 Aoû 2017 - 19:17
charpentier73 Jeu 3 Aoû 2017 - 19:17
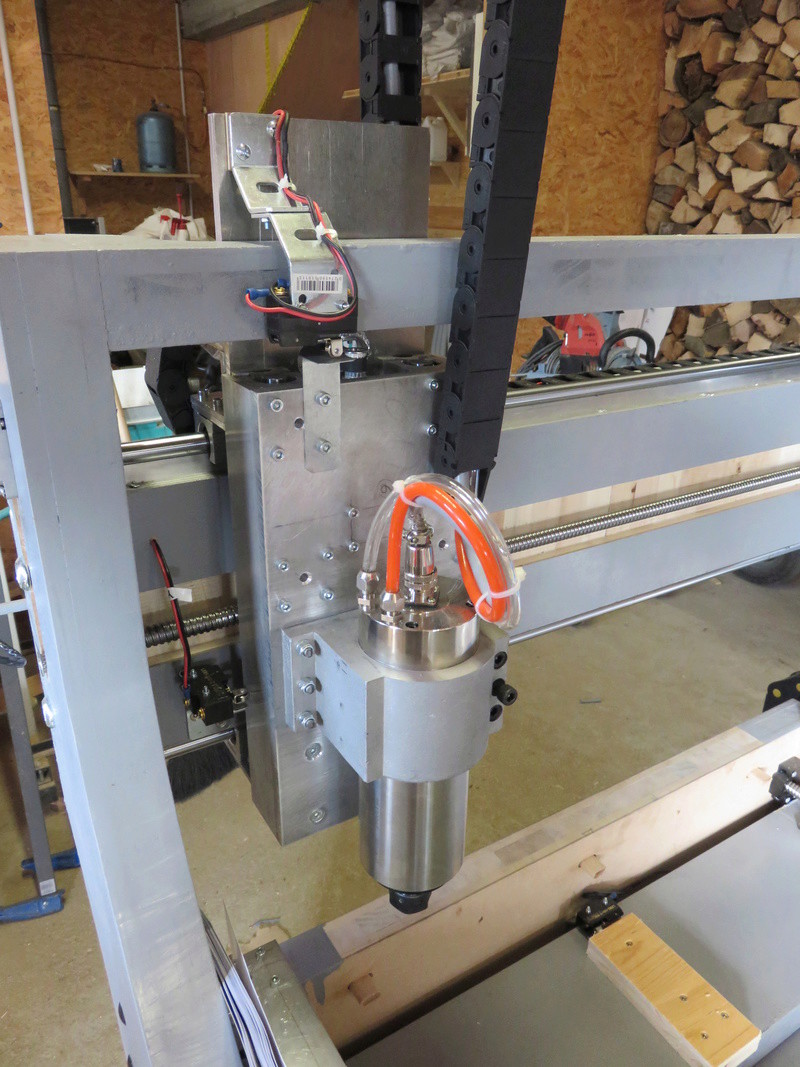
comme promis des photos






charpentier73- je prends du galon
- Messages : 98
Points : 102
Date d'inscription : 02/07/2017
Age : 42
Localisation : NOTRE DAME DE BELLECOMBE 73590
Re: Conception CNC pour atelier
![]() meles Jeu 3 Aoû 2017 - 20:16
meles Jeu 3 Aoû 2017 - 20:16
Mon dieu, que dis je ? C'est la chaleur ! Comment puis m'intéresser à une CNC en faisant mon corroyage de portail à la main ?


meles- Admin
- Messages : 14932
Points : 21889
Date d'inscription : 13/05/2011
Localisation : Aubagne
Re: Conception CNC pour atelier
![]() dh42 Jeu 3 Aoû 2017 - 20:33
dh42 Jeu 3 Aoû 2017 - 20:33
Tu vas pouvoir fabriquer des CNc en série (une de poche pour Meles
 )
)++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Conception CNC pour atelier
![]() momoclic Jeu 3 Aoû 2017 - 20:42
momoclic Jeu 3 Aoû 2017 - 20:42
Qu'as-tu prévu comme protection de tes vis à billes ?
momoclic- complétement accro
- Messages : 801
Points : 809
Date d'inscription : 12/10/2016
Age : 76
Localisation : Ancenis-Nantes
Re: Conception CNC pour atelier
![]() charpentier73 Ven 4 Aoû 2017 - 11:49
charpentier73 Ven 4 Aoû 2017 - 11:49
pour le vfd, ca à l'air plus compliqué, j'ai lu et relu les posts de différents sujets mais elle ne veux pas démarrer.
vu qu'il faut aller sur différents sujets pour configurer et cablé ceci, ne serait ce pas interessant de faire un nouveu sujet avec les cablage de la carte NVEM, les paramètres à régler pour le VFD et les paramètres de Mach3
David, qu'en penses-tu!?
charpentier73- je prends du galon
- Messages : 98
Points : 102
Date d'inscription : 02/07/2017
Age : 42
Localisation : NOTRE DAME DE BELLECOMBE 73590
Re: Conception CNC pour atelier
![]() dh42 Ven 4 Aoû 2017 - 17:38
dh42 Ven 4 Aoû 2017 - 17:38
David, qu'en penses-tu!?
Oui, pourquoi pas, d'autant plus que ces cartes risquent de se multiplier (surtout si tu arrive à la faire marcher
)++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Conception CNC pour atelier
![]() nagut Ven 4 Aoû 2017 - 21:54
nagut Ven 4 Aoû 2017 - 21:54
il me tarde de voir la première vidéo
tu a déjà du bois,( au fond à droite), pour t'entrainer.(la, 4eme axe )

nagut- complétement accro
- Messages : 2558
Points : 2842
Date d'inscription : 17/08/2010
Age : 73
Localisation : Haut Jura
Re: Conception CNC pour atelier
![]() charpentier73 Sam 5 Aoû 2017 - 18:35
charpentier73 Sam 5 Aoû 2017 - 18:35
alors hier j'ai surfacé mon martyr, j'avais une petite imperfection entre les passes de la mèche, donc ce matin j'ai vérifier la verticalité de la broche.
J'ai placé une équerre sur le martyr usiné et j'ai mesuré au pied à coulisse entre l'équerre et le bas de la broche, puis le haut de la broche, résultat 5/10ème de millimètre de différence, j'ai desserré les boulons de fixation de la bride de broche, j'ai essayé de réaligner, j'avais plus que 8/100 de différence, j'ai resserré tout ça et resurfacer le martyr, maintenant plus de défaut.
Après il me fallait une aspiration, parce qu'hier le surfacage à créer pas mal de poussière, mais je ne voulais pas m'embarquer dans un système compliqué, et SURTOUT, un point super important, je ne veux pas voir la fraise m'arriver dessus en cas d'éclatement (cela dit en passant on voit beaucoup de machine qui tourne sans protection, pour m'a part durant ma scolarité, j'ai utilisé une CN industrielle qui avait des protections en lexan tout le tour du bâti, et je peux vous dire qu'un outil qui éclate et claque contre les parois de protections ça fait flipper).
donc je voulais que ça aspire au plus près de l'usinage, que ce soit un peu costaud au cas ou, et surtout démontable ou réglable pour changer d'outil.
Mon cerveau à cogité, et



en plus ça fonctionne pas mal, juste que l'aspirateur est un peu soft, il va falloir en mettre un plus costaud.
et donc, pour mon premier usinage, j'ai choisi une rosace avec pétales intermédiaires, je l'ai dessiné sur Cadwork, exporter en DXF, régler sur CamBam pour les usinages (j'ai pas encore tout compris mais ça va venir), j'ai retravaillé mon Gcode (j'avais appris ca à l'école, il y a encore des restes) et j'ai lancé le programme
c'est bluffant et hyper gratifiant.
Il va me rester quelques améliorations (une prise commandée pour l'aspirateur, la fin de la commande du VFD et une potence pour le tuyau d'aspirateur), après ce sera de l'apprentissage de mach3, de cambam, du palpeur Z et des subtilités de la machine mais c'est en bonne voix
enfin la vidéo
charpentier73- je prends du galon
- Messages : 98
Points : 102
Date d'inscription : 02/07/2017
Age : 42
Localisation : NOTRE DAME DE BELLECOMBE 73590
charpentier73- je prends du galon
- Messages : 98
Points : 102
Date d'inscription : 02/07/2017
Age : 42
Localisation : NOTRE DAME DE BELLECOMBE 73590
Re: Conception CNC pour atelier
![]() dh42 Sam 5 Aoû 2017 - 22:40
dh42 Sam 5 Aoû 2017 - 22:40
Après il me fallait une aspiration, parce qu'hier le surfacage à créer pas mal de poussière
Ah oui, surtout avec le MDF, si tu n'a pas d'aspi tu est bon pour faire le ménage dans tout l'atelier
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Conception CNC pour atelier
![]() momoclic Dim 6 Aoû 2017 - 10:51
momoclic Dim 6 Aoû 2017 - 10:51
Génial tout ça, et la bonne idée sécuritaire qui en plus contient et aspire la sciure...
Maintenant il ne reste plus qu'à produire
momoclic- complétement accro
- Messages : 801
Points : 809
Date d'inscription : 12/10/2016
Age : 76
Localisation : Ancenis-Nantes
Re: Conception CNC pour atelier
![]() charpentier73 Dim 6 Aoû 2017 - 11:46
charpentier73 Dim 6 Aoû 2017 - 11:46
Alors FC= commun des contacts, FB= NF des contacts et FA=NO des contacts
Pour utiliser les contacts il faut mettre PD052 à 1 (page 40 de la notice du VFD) quand on fait cela on a les contacts qui s'actionnent quand la broche se met en route.
J'ai donc mis un relais piloté en 5V sur le contact FA qui pilote la mise en route de l'aspirateur et de la pompe de refroidissement.
Des que je mets en route la broche mon aspirateur et le refroidissement se mettent en route.
Une petite astuce de plus et 2 fils de plus qui vont de l'électronique au VFD.
Quand tout fonctionnera comme je le veux je ferais un schéma des câblages, je sais que si j'avais eu cela, j'aurais gagner un certain temps, ça m'aurais éviter de chercher.
je n'arrive toujours pas à faire fonctionner le VFD avec mach3, je vais relire encore une fois les messages des différents sujets et la notice, et après je ferais un tuto pour le branchement, les réglages, le fonctionnement de mach3 et du VFD avec la carte NVEM
J'ai télécharger la dernière version de CamBam en français (ici http://www.cambam.co.uk/downloads/dw/CamBamPlus-1.0-alpha12.msi)
C'est quand même beaucoup pratique et compréhensible, j'ai refait mes réglages sur CamBam pour avoir un Gcode sans retouche et j'y suis arrivé facilement, c'est assez intuitif et clair.
Quand on l'installe on n'a pas la license, il suffit de cliquer sur ok à la demande du code et on peut utiliser CamBam 40 fois. Ca permet de se faire la main, en attendant le code.
bon allez, je retourne à mon pilotage du VFD depuis Mach3
charpentier73- je prends du galon
- Messages : 98
Points : 102
Date d'inscription : 02/07/2017
Age : 42
Localisation : NOTRE DAME DE BELLECOMBE 73590
Page 8 sur 11 • 1, 2, 3 ... 7, 8, 9, 10, 11

 Sujets similaires
Sujets similaires» Aide pour réalisation d'un chevalet d'atelier pour peintre
» Question pour air comprimé pour atelier
» Plans, Revues, Magazines, Astuces... libres ou gratuits
» un jeu en bois pour l'atelier !