






Conception CNC pour atelier
Page 3 sur 11 •  1, 2, 3, 4 ... 9, 10, 11
1, 2, 3, 4 ... 9, 10, 11 

 Re: Conception CNC pour atelier
Re: Conception CNC pour atelier
![]() Pulco Mar 11 Juil 2017 - 2:27
Pulco Mar 11 Juil 2017 - 2:27
100% de l'avis de momoclic.
vu que tu comptes usiner tes escaliers, j'imagine que tu vas mettre une broche de 2kw pour défoncer les entailles de marche, découper tes limons, crémaillères et marches.
Tu n'auras pas toujours une fraise de 3mm, pour tes découpes tu utiliseras surement une fraise de 6 à 8mm et pour les entailles une fraise de 15mm ( voir l'ep des contres marche ) donc surement 22mm.
Pour ne pas perdre de puissance tu régleras ta broche au plus proche des 24000 rpm, en prenant une fraise de 20mm dans du bois dur il faudra que tu avances à +ou- F 4400 et la tu sens que t'as des chevaux sous capot, la fraise va tirée fort et si tu ne veux pas faire 10 passes il faudra que tu rectifies quelques points faibles au niveau du portique.
5 centièmes de flexion sur chaque traverses c'est 2 dixièmes sur ta pièces.
la tu peux facilement renforcer avec une cornière ou un profil en T.

il faut que ta broche soit au plus proche de tes coulisses
pour éviter un jeu sur le X tu peux écarter les coulisses d'au moins la largeur du chemin de câble (pour ne pas perdre en X)(essayes de former un carré, si tu as 300 en hauteur mets 300 en largeur)

la en modifiant le design tu peux améliorer la rigidité. idem que pour le X, plus tu seras large plus tu seras stable. mais la à moins que tes barres soit plus longues tu perdras en surface d'usinage.
chaque point faible engendre un jeu lors d'un effort et chaque jeux s'additionne.
j'espère voir rapidement cette cn nous faire des escaliers au top.
Tes escaliers seront dessinés sur autocad ?
A+ Pulco
Pulco- très actif

- Messages : 247
Date d'inscription : 07/05/2015

Re: Conception CNC pour atelier
![]() dh42 Mar 11 Juil 2017 - 4:28
dh42 Mar 11 Juil 2017 - 4:28
5 centièmes de flexion sur chaque traverses c'est 2 dixièmes sur ta pièces.
Ce n'est pas le plus grave, on peux faire des pièces avec des cotes justes même avec une machine 'souple' ; le tout est de faire une finition avec un faible effort de coupe. (mais bon, en découpe c'est pas des plus pratique !)
Le plus grave, c'est que si flexion il y a, étant donnée qu'un usinage à la fraise, c'est un effort de coupe qui ne cesse de varier en intensité et en direction, il y a en permanence, flexion, relâchement, flexion relâchement ..etc à chaque entrée/sortie d'une dent dans la matière ... et ça engendre des vibrations, le pire ennemi en usinage.
L'autre souci du pt de vue conception, c'est que même en connaissant la valeur de flexion obtenu par un montage donné à l'aide d'un soft ou d'abaques, ça ne donne pas une grande idée de comment la machine va se comporter en usinage ; les vibrations, ce n'est pas le genre de choses que l'on arrive à simuler sur un soft comme SolidWorks ; (en tout cas, si c'est possible, moi je ne sais pas faire) ... peut être sur Catia ?
J'ai vu ça sur mon porte outil quand je l'ai modifié ; entre un PO qui avait une flexion de 0.03mm sur environ 160mm de long et un renforcé dont la flexion tombait à 0.01mm.
Difficile de dire, juste sur la CAO ce que ça va changer réellement au niveau du comportement de la machine ... et bien ça changeait tout ; avec la flexion de 0.03 ça vibrait de partout et ce n'était pas vraiment utilisable alors qu'à 0.01 c'était parfait (avec les mêmes paramètres de coupe, bien sur)... mais comment déterminer ça à l'avance par calcul ?
Je ne m’aventurerais pas trop pour les conseils de construction d'une machine en bois, vu que le bois ce n'est pas trop mon domaine, par contre je serais partisan de la technique Chinoise ... à savoir, copier ce qui marche et qui à fait ses preuves

++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Conception CNC pour atelier
![]() momoclic Mar 11 Juil 2017 - 9:29
momoclic Mar 11 Juil 2017 - 9:29
Merci, Pulco, tu me rassures sur mon analyse, moi aussi je te suis à 100%,
n'étant pas très expérimenté dans le bois je m'interrogeais, mais les lois de la mécanique et de la physique sont les mêmes pour tous
A prendre en compte également, les vibrations engendrées par les déplacements rapides dans toutes les directions...
Comme tes remarques sur les dessins le soulignent, la conception générale semble bonne, seulement quelques points sensibles à améliorer.
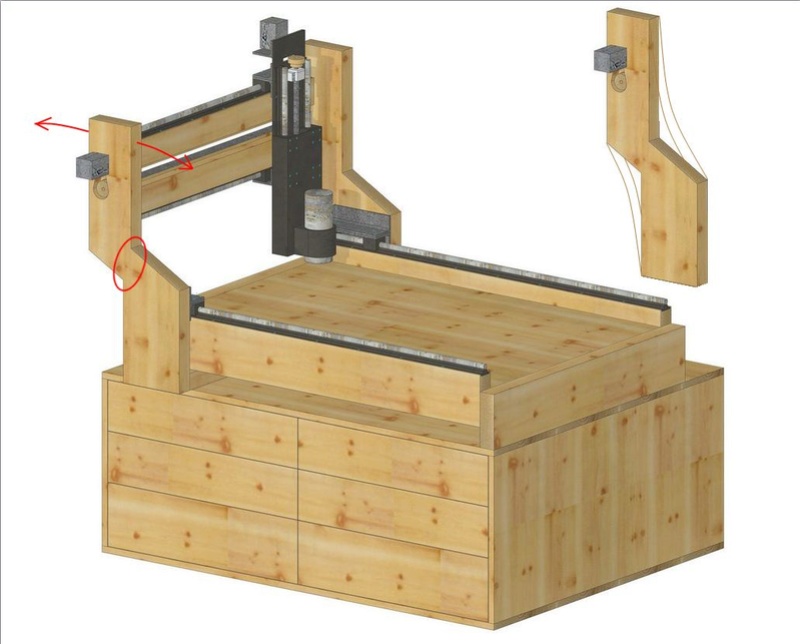
Le T que tu visses au dos du portique pourrait être remplacé par un morceau de multiplis vissé et collé sur chant pour que ce soit les poutres qui forment un T.
La même technique est applicable aux montant latéraux du portique après avoir re-profilé leur point faible.

momoclic- complétement accro

- Messages : 801
Points : 809
Date d'inscription : 12/10/2016
Age : 76
Localisation : Ancenis-Nantes
Re: Conception CNC pour atelier
![]() Pulco Mar 11 Juil 2017 - 11:16
Pulco Mar 11 Juil 2017 - 11:16
momoclic a écrit:les lois de la mécanique
je n'y connais rien, ce que je vois c'est juste du concret.
5 centièmes de flexion sur chaque traverses c'est 2 dixièmes sur ta pièces.
Je reformule avec un croquis.
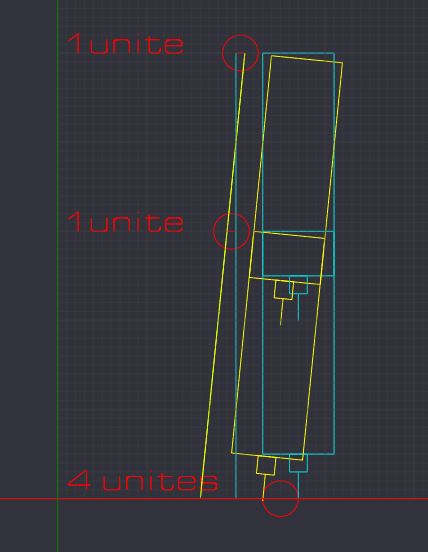
Lorsque j'ai conçu mon portique de 1430 mm je pensais que 3 cp 11 plis de 15 mm collés ensemble, résisteraient à la poussée de la broche.
en exagérant voila se que j'ai lorsque j'usine (au milieu de la machine)sur 15 mm de profondeur avec une fraise conséquente.
Maintenant je ne suis plus pro, la machine ne fonctionne que pour mon plaisir.
Si j'avais un escalier à faire je se ferrais des passes de 2 à 3 mm maxi, pour garder une certaine précision.
Mais un pro ne peux pas se permettre de passer 5 à 10 fois le temps d'usinage.
il vaux mieux passer un peu plus de temps sur la conception que d'être embêté pendant des années.
C'est du vécu et ma prochaine machine je suivrai mes conseils.
Pulco
Pulco- très actif
- Messages : 247
Points : 263
Date d'inscription : 07/05/2015
Age : 62
Re: Conception CNC pour atelier
![]() momoclic Mar 11 Juil 2017 - 11:44
momoclic Mar 11 Juil 2017 - 11:44
momoclic- complétement accro
- Messages : 801
Points : 809
Date d'inscription : 12/10/2016
Age : 76
Localisation : Ancenis-Nantes
Re: Conception CNC pour atelier
![]() charpentier73 Mar 11 Juil 2017 - 12:33
charpentier73 Mar 11 Juil 2017 - 12:33
Alors les machines chinoises Holzfraser sont très bien conçues en terme de renfort mais utilisent du contreplaqué de 15 mm, donc les renforts sont nécessaires, moi je suis sur un panneau multiplis de 50 mm d'épaisseur que je viens de recevoir ce matin.
Si je devais renforcer une partie, je choisirais la méthode chinoise pour la poutre Y par l'arrière avec 2 ajouts de multiplis de 19 mm collés et vissés au panneau de 50 mm.
Je comprend bien le raisonnement de Pulco avec les efforts de coupe, pour ça j'ai déjà testé une fraise de 20 mm hélicoïdale sur la défonceuse lors du dernier escalier et je peux vous dire que la comparaison avec une fraise droite est bluffante, ça coupe, ça ne tire pas et les copeaux sont extrait plus facilement.
Bien sur il faut utiliser une fraise de marque et de qualité (Festool).
Apres si il faut faire 5 ou 8 passes en profondeur pour arriver a un résultat magnifique, quel est le problème pour un pro, si on sait que la machine travaille sans encombre et qu'elle fait sont boulot sans bug, on peut lancer un cycle et faire autre chose en attendant, du collage, du ponçage ou autre, tout en surveillant quand même.
C'est ça la force d'un pro, utiliser le temps correctement pour avancer plus vite.
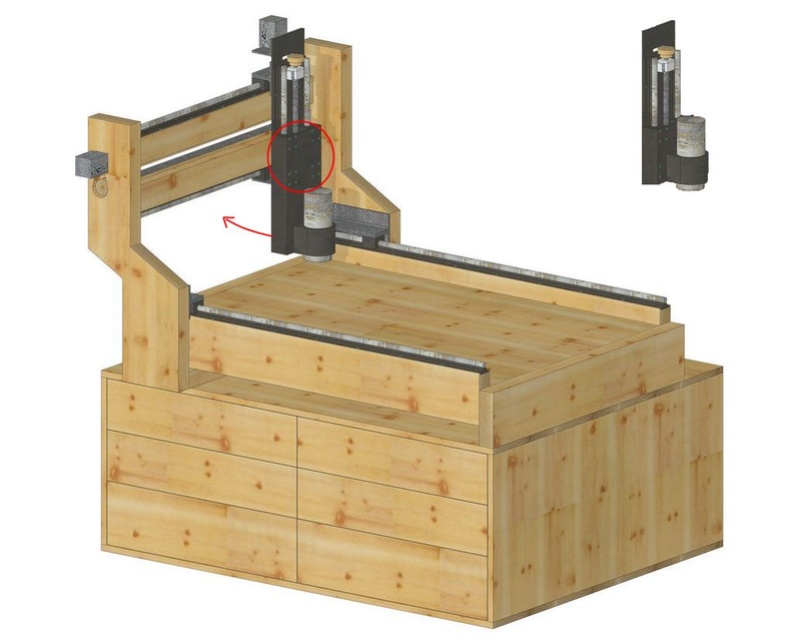
Pour ce qui est du renfort des montants, le dessin n’était qu'un approche mais je vais le mettre a jour, je ne comptais pas laisser des coupes angulaires comme ceci mais bien réaliser une belle courbe.
Par contre un point ou je veux bien un éclaircissement, c'est de remettre la broche plus en face des coulisses, si je raccourci drastiquement la plaque support de broche la course Z vas chuter, sur mes dessins la broche est en position basse donc normal qu'il y ai un déport?
Actuellement j'ai une couse de 200mm avec des coulisses de 350 mm du fait de l'écartement de 150 mm de mes coulisseaux à billes.
Voila, j'ai reçu également les panneaux pour le caisson sur roulettes qui va recevoir cette machine.
Je vais pouvoir commencer a prendre des photos de tout cela et la construction.
charpentier73- je prends du galon

- Messages : 98
Points : 102
Date d'inscription : 02/07/2017
Age : 42
Localisation : NOTRE DAME DE BELLECOMBE 73590
Re: Conception CNC pour atelier
![]() momoclic Mar 11 Juil 2017 - 14:28
momoclic Mar 11 Juil 2017 - 14:28

De plus il existe des règles de positionnement des patins par rapport aux tables (Points de Airy). L'intérêt est d'optimiser en répartissant au mieux les efforts et en limitant ainsi les déformations. JKL sur usinages.com explique simplement comment mettre en œuvre cette règle : http://www.usinages.com/threads/cnc-par-quoi-commencer.15262/#post-178339
Une autre remarque une structure creuse offre souvent plus de légèreté et moins de flexion (cf. barre pleine contre tube), je sais ici c'est du multiplis mais ça aide à la réflexion.
momoclic- complétement accro
- Messages : 801
Points : 809
Date d'inscription : 12/10/2016
Age : 76
Localisation : Ancenis-Nantes
Re: Conception CNC pour atelier
![]() charpentier73 Mar 11 Juil 2017 - 15:12
charpentier73 Mar 11 Juil 2017 - 15:12
flickr.com/photos/156416153@N02/albums/72157682940126502/with/35687797512/
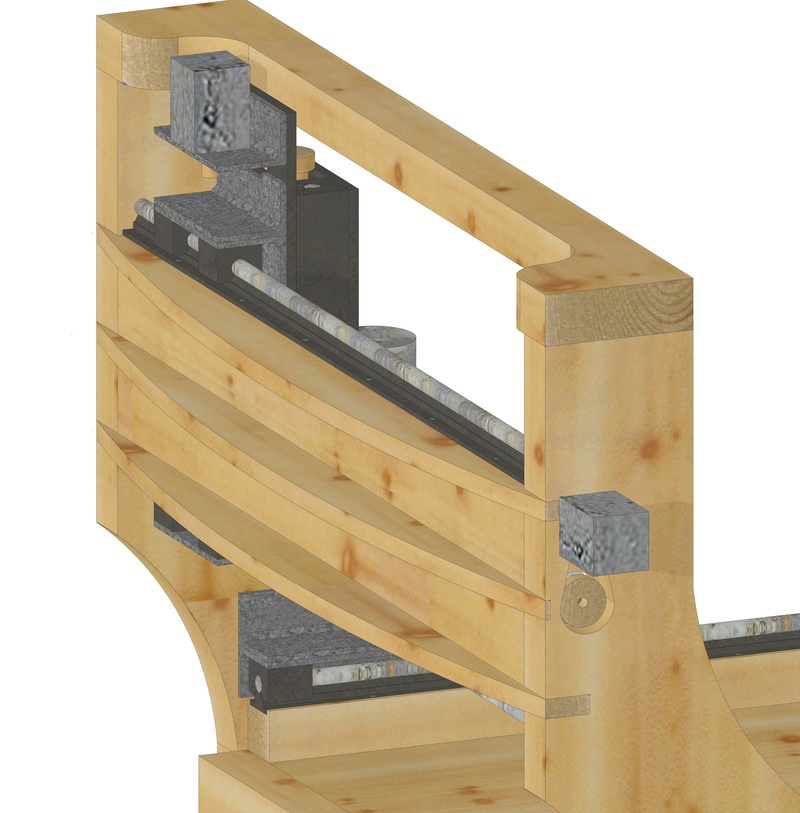
J'ai donc mis 3 renforts en troisply de 19 mm a l'arrière du portique
Une barre de liaison haute du portique
Et décaler les coulisseaux à billes de 50 mm en X pour avoir un appui plus stable (course en X maintenant 970 mm)
Je viens de recevoir les plaque alu de 10 mm de l'axe Z et les cornières alu de 50*50*5 mm de renfort de la plaque support de broche.
charpentier73- je prends du galon
- Messages : 98
Points : 102
Date d'inscription : 02/07/2017
Age : 42
Localisation : NOTRE DAME DE BELLECOMBE 73590
Re: Conception CNC pour atelier
![]() charpentier73 Mar 11 Juil 2017 - 15:13
charpentier73 Mar 11 Juil 2017 - 15:13
charpentier73- je prends du galon
- Messages : 98
Points : 102
Date d'inscription : 02/07/2017
Age : 42
Localisation : NOTRE DAME DE BELLECOMBE 73590
Re: Conception CNC pour atelier
![]() momoclic Mar 11 Juil 2017 - 15:43
momoclic Mar 11 Juil 2017 - 15:43
Pourquoi ne places-tu pas la photo sur le site ?
Le cinquième pavé au dessus du texte que tu écris, la première icône pour télécharger l'image, la seconde pour l'afficher.
momoclic- complétement accro
- Messages : 801
Points : 809
Date d'inscription : 12/10/2016
Age : 76
Localisation : Ancenis-Nantes


charpentier73- je prends du galon
- Messages : 98
Points : 102
Date d'inscription : 02/07/2017
Age : 42
Localisation : NOTRE DAME DE BELLECOMBE 73590
Re: Conception CNC pour atelier
![]() momoclic Mar 11 Juil 2017 - 15:58
momoclic Mar 11 Juil 2017 - 15:58
Par contre je déplacerais vers le haut le collier de la broche. Celle-ci étant très rigide, ça n'a pas d'inconvénient.
L'avantage serait en cas de besoin de pouvoir la glisser vers le haut pour usiner une pièce spécifique (en ne passant pas forcément sous le portique).
et en plus tu pourrais respecter la règle notée plus haut, règle qui à pour but essentiel de limiter au maximum la flexion sur l'axe Z (cf. dessin Pulco).
momoclic- complétement accro
- Messages : 801
Points : 809
Date d'inscription : 12/10/2016
Age : 76
Localisation : Ancenis-Nantes
Re: Conception CNC pour atelier
![]() bob47 Mar 11 Juil 2017 - 16:50
bob47 Mar 11 Juil 2017 - 16:50
momoclic a écrit:En plus tu fais ça beau, ce qui ne gâte rien
Par contre je déplacerais vers le haut le collier de la broche. Celle-ci étant très rigide, ça n'a pas d'inconvénient.
L'avantage serait en cas de besoin de pouvoir la glisser vers le haut pour usiner une pièce spécifique (en ne passant pas forcément sous le portique).
et en plus tu pourrais respecter la règle notée plus haut, règle qui à pour but essentiel de limiter au maximum la flexion sur l'axe Z (cf. dessin Pulco).
+1
Tu peut donner la course de chaque axe S.T.P.
BOB

bob47- complétement accro
- Messages : 2565
Points : 3345
Date d'inscription : 28/10/2011
Age : 67
Localisation : THONON
Re: Conception CNC pour atelier
![]() charpentier73 Mar 11 Juil 2017 - 17:40
charpentier73 Mar 11 Juil 2017 - 17:40
je vais remonter le collier de la broche
pour info les plans sont dessiné sur cadwork un logiciel de charpente a la base, de celui ci je sors des fichiers de type .stl
que faut il derrière cela pour créer le gcode
cambam?
charpentier73- je prends du galon
- Messages : 98
Points : 102
Date d'inscription : 02/07/2017
Age : 42
Localisation : NOTRE DAME DE BELLECOMBE 73590
Re: Conception CNC pour atelier
![]() dh42 Mar 11 Juil 2017 - 18:50
dh42 Mar 11 Juil 2017 - 18:50
Alors les machines chinoises Holzfraser sont très bien conçues en terme de renfort mais utilisent du contreplaqué de 15 mm, donc les renforts sont nécessaires, moi je suis sur un panneau multiplis de 50 mm d'épaisseur que je viens de recevoir ce matin.
Quelle est la différence entre du contreplaqué et du multiplis ? (le CP je connais, mais le multiplis je ne vois pas trop ce que ça peut être
pour info les plans sont dessiné sur cadwork un logiciel de charpente a la base, de celui ci je sors des fichiers de type .stl
que faut il derrière cela pour créer le gcode
cambam?
Sur Cambam, il te faut un DXF 2D pour faire ce type d'usinage (contour et poches) ; si ton soft de CAO peut sortir un plan 2D à partir de ta pièce 3D, il suffira d'exporter ce plan en DXF. Si tu n'a que l'option STL, alors il est possible d'extraire les contour 2D du STL dans CB, mais ça fait plus de job de préparation sur le dessin.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Conception CNC pour atelier
![]() charpentier73 Mar 11 Juil 2017 - 19:09
charpentier73 Mar 11 Juil 2017 - 19:09
Le contreplaqué est fait à partir de billes de bois déroulées; avec un couteau large; en fines feuilles de bois puis collées entre elles
Le multiplis (3plis, 5plis etc) est réalisé à partir de lamelles plus ou moins larges et épaisses collées entre elles puis une autre couche collé à 90°; une en dessous et une en dessus; etc jusqu'à obtenir le nombre de plis souhaités et l'épaisseur souhaitée
Depuis ma CAO je peux sortir des plans 2D puis les exporter en DXF ou alors sortir directement un STL avec la géométrie en 3D.
J'ai cherché un peu sur google, FreeMill, InkScape, SkecthUp et j'en passe
charpentier73- je prends du galon
- Messages : 98
Points : 102
Date d'inscription : 02/07/2017
Age : 42
Localisation : NOTRE DAME DE BELLECOMBE 73590
Re: Conception CNC pour atelier
![]() Pulco Mar 11 Juil 2017 - 21:03
Pulco Mar 11 Juil 2017 - 21:03
Super les modifs et très bien pour l'initiative de rapprocher le support de broche des coulisses . Tu pourras calculer facilement la hauteur du support :200 pour la course + 30 à 50 de fraise + l'écrou et tu mets ta broche dans l'axe du support. cela te permettra de coulisser la broche vers le haut si tu travailles sur une section de 200 avec une fraise longue ou de coulisser la broche vers le bas si tu travailles au ras du plan avec une petite fraise.
en suite tu pourras définir la hauteur exacte du portique( le plus bas possible).
encore un petit croquis,... j'aime bien les croquis.

J'ai eu l'occasion d'avoir un aperçu de Cadwork, c'est le logiciel qu'utilise les compagnons. je l'ai eu juste une demis journée entre les mains et j'ai beaucoup aimé. pour le client tu peux créer un pdf avec les vues rotatives comme si tu étais dans le logiciel.
le DXF tu l'importes directement dans Cambam pour faire tes parcours d'outil et créer les Gcodes
A+ Pulco
Pulco- très actif
- Messages : 247
Points : 263
Date d'inscription : 07/05/2015
Age : 62
Re: Conception CNC pour atelier
![]() dh42 Mar 11 Juil 2017 - 22:53
dh42 Mar 11 Juil 2017 - 22:53
charpentier73 a écrit:Pour David
Le contreplaqué est fait à partir de billes de bois déroulées; avec un couteau large; en fines feuilles de bois puis collées entre elles
Le multiplis (3plis, 5plis etc) est réalisé à partir de lamelles plus ou moins larges et épaisses collées entre elles puis une autre couche collé à 90°; une en dessous et une en dessus; etc jusqu'à obtenir le nombre de plis souhaités et l'épaisseur souhaitée
Depuis ma CAO je peux sortir des plans 2D puis les exporter en DXF ou alors sortir directement un STL avec la géométrie en 3D.
J'ai cherché un peu sur google, FreeMill, InkScape, SkecthUp et j'en passe
Ok, merci pour l'info.
En principe tu ne devrais avoir besoin de rien d'autre que de ton soft de 3D actuel et de CamBam. Il est aussi possible de dessiner en 2D sur CamBam si besoin, mais si tu a tes plans déjà fait sur l'autre soft, c'est plus simple d'en exploiter directement le DXF.
Je ne connais pas grand chose (et même rien
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Conception CNC pour atelier
![]() ramses Mar 11 Juil 2017 - 22:55
ramses Mar 11 Juil 2017 - 22:55
charpentier73 a écrit:Pour David
Le contreplaqué est fait à partir de billes de bois déroulées; avec un couteau large; en fines feuilles de bois puis collées entre elles
Le multiplis (3plis, 5plis etc) est réalisé à partir de lamelles plus ou moins larges et épaisses collées entre elles puis une autre couche collé à 90°; une en dessous et une en dessus; etc jusqu'à obtenir le nombre de plis souhaités et l'épaisseur souhaitée
m'excuse hein, mais comme David, y'a pas de difference entre CP et multiplis ! c'est bien des deroules qui sont colles croisés ! de la, on declime toutes les epaisseurs qu'on veut avec 1 belle face ou 2 et dans 1 ou 2 types de bois en finition. Et le nombre de plis est fonction de l'epaisseur finale mais egalement du type de multiplis et des resistances recherchees.
Me trompe-je ?

Biena vous tous

ramses- complétement accro
- Messages : 2018
Points : 2540
Date d'inscription : 10/07/2011
Age : 64
Localisation : Province de Namur en BELGIQUE
Re: Conception CNC pour atelier
![]() Pulco Mar 11 Juil 2017 - 23:14
Pulco Mar 11 Juil 2017 - 23:14
Oui ramses c'est exactement ça, les 2 on un nombre de pli impaire. Le CP c'est du déroulé ( comme le plaquage ) avec les couches croisées et le multiplie ressemble plus à du lamellé collé mais toujours pareil en couches croisées.
Un CP 15 mm c'est 7 plies (11 pour le haut de gamme plus résistant) et multiplie 27 mm c'est 3 couches de lamelles de 9 mm
Pulco
Pulco- très actif
- Messages : 247
Points : 263
Date d'inscription : 07/05/2015
Age : 62
Re: Conception CNC pour atelier
![]() dh42 Mer 12 Juil 2017 - 2:37
dh42 Mer 12 Juil 2017 - 2:37
j'ai déjà testé une fraise de 20 mm hélicoïdale sur la défonceuse lors du dernier escalier et je peux vous dire que la comparaison avec une fraise droite est bluffante, ça coupe, ça ne tire pas et les copeaux sont extrait plus facilement.
Bien sur il faut utiliser une fraise de marque et de qualité (Festool).
Je confirme, la fraise hélicoïdale ça change tout ; au début dans le massif j’utilisais des fraises à denture droite ... parce que c'est ce que les boiseux utilisent sur une défonceuse, mais j'avais pas mal de problèmes ; casse des fraises au niveau de la queue, bruit épouvantable lors de la coupe, et effort latéraux trop importants sur la pièce, ça arrivait à me casser les cloisons trop fines.
Avec les fraises hélicoïdales c'est le pied ; sauf les tarifs pratiqués par les vendeurs de fraises pour le bois qui calment (50€ une fraise de 8 !!!) , j'utilise donc des fraises carbure pour l'acier (et même pour l'acier traité) ... et je ne vois aucune différence en terme de qualité de coupe par rapport à la version 'bois', par contre, même si tu te prends un clou ou une vis, la fraise coupe ça comme une m** donc pas de casse de dent ... et cerise sur le gâteau, elle ne coûte que 14€ et dure plus longtemps que la fraise à bois.
http://www.metiers-et-passions.com/fr/catalogue/fraises-4-dents-serie-normale-queue-cylindrique-coupe-au-centre-helice-30-carbure-micrograin/fanocarb-04L14053/-ref-10895.html
un exemple en usinage avec cette fraise.
http://www.metabricoleur.com/t5721-video-usinage-ebauche-bois
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

chado- complétement accro
- Messages : 2039
Points : 3709
Date d'inscription : 21/09/2010
Age : 77
Localisation : F-44140
Re: Conception CNC pour atelier
![]() momoclic Mer 12 Juil 2017 - 9:26
momoclic Mer 12 Juil 2017 - 9:26
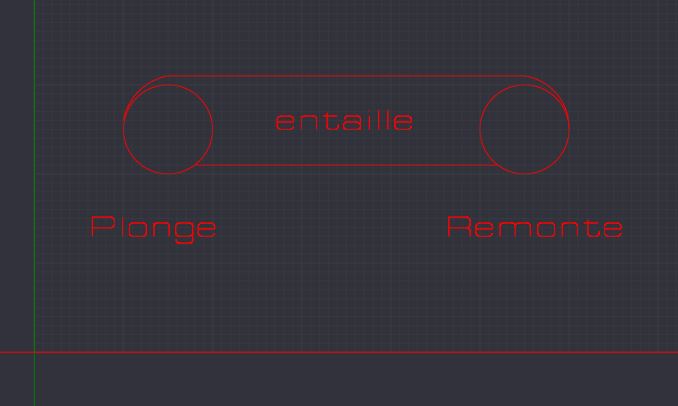
La logique qui sous-tend ces affirmations est qu'une fraise hélicoïdale permet d'avoir en permanence au minimum deux dents engagées dans la matière en même temps.
La première des conséquences c'est qu'ainsi on a beaucoup moins de vibrations, donc aussi moins de bruit.
Le corollaire c'est que la profondeur de passe devrait toujours prendre en compte le fait que ce minimum de deux dents soit en prise lors de l'usinage
momoclic- complétement accro
- Messages : 801
Points : 809
Date d'inscription : 12/10/2016
Age : 76
Localisation : Ancenis-Nantes
Re: Conception CNC pour atelier
![]() bob47 Mer 12 Juil 2017 - 11:55
bob47 Mer 12 Juil 2017 - 11:55
Juste une question pourquoi ne pas faire comme moi la table qui ce déplace et pas le portique.
Cela te permettrai de pouvoir faire un portique plus lourd et plus rigide.
A++
BOB
bob47- complétement accro
- Messages : 2565
Points : 3345
Date d'inscription : 28/10/2011
Age : 67
Localisation : THONON
Re: Conception CNC pour atelier
![]() Pulco Mer 12 Juil 2017 - 12:09
Pulco Mer 12 Juil 2017 - 12:09
Parce qu'imagines une pièce de 3 ou 4m de long avec inertie
Pulco
Pulco- très actif
- Messages : 247
Points : 263
Date d'inscription : 07/05/2015
Age : 62
Re: Conception CNC pour atelier
![]() L'Ankou Mer 12 Juil 2017 - 12:10
L'Ankou Mer 12 Juil 2017 - 12:10
j'ai déjà testé une fraise de 20 mm hélicoïdale sur la défonceuse lors du dernier escalier et je peux vous dire que la
Avec les fraises hélicoïdales c'est le pied ; sauf les tarifs pratiqués par les vendeurs de fraises pour le bois qui calment (50€ une fraise de 8 !!!) , j'utilise donc des fraises carbure pour l'acier (et même pour l'acier traité) ... et je ne vois aucune différence en terme de qualité de coupe par rapport à la version 'bois'
++
David
Salut,
Et ça marche aussi sur une défonceuse normale?
Ça m'intéresse si c'est le cas, et je dois pas être le seul!!! Pour changer de mes fraises enchanteresses...

L'Ankou- complétement accro
- Messages : 3435
Points : 3588
Date d'inscription : 22/04/2015
Age : 40
Localisation : 56130 FEREL
Page 3 sur 11 • 1, 2, 3, 4 ... 9, 10, 11

 Sujets similaires
Sujets similaires» Aide pour réalisation d'un chevalet d'atelier pour peintre
» Question pour air comprimé pour atelier
» Plans, Revues, Magazines, Astuces... libres ou gratuits
» Pour mon futur atelier