






Conception CNC pour atelier
Page 6 sur 11 •  1, 2, 3 ... 5, 6, 7 ... 9, 10, 11
1, 2, 3 ... 5, 6, 7 ... 9, 10, 11 

 Re: Conception CNC pour atelier
Re: Conception CNC pour atelier
![]() charpentier73 Dim 23 Juil 2017 - 18:10
charpentier73 Dim 23 Juil 2017 - 18:10

Alimentation 36 V
Le poids a mouvoir, le poids de la broche et du portique environ 25 kg je dirais au vu des éléments que j'ai porté.
Si besoin je peux peser tout l'ensemble, il n'est pas encore en place sur la base.
charpentier73- je prends du galon

- Messages : 98
Date d'inscription : 02/07/2017

Re: Conception CNC pour atelier
![]() momoclic Dim 23 Juil 2017 - 18:40
momoclic Dim 23 Juil 2017 - 18:40
ça donne environ 320 rpm.
Tes moteurs semblent avoir beaucoup de couple, donc entrainer en direct les vis à billes serait sans doute la bonne option.
Ou mettre les deux mêmes poulies sur la vis et le moteur.
Avec 320 rpm et des vis à billes au pas de 5mm l'avance possible est de : 320 x 5 = 1600 mm/mn
Tes puissants moteurs (3,3 Nm) seront loin d'être à pleine charge, sans doute serait-il possible de multiplier la vitesse des vis ?
Mais monter les poulies pour augmenter la vitesse de rotation des vis se ferait au détriment de la précision :
200 pas au tour pour 5mm donnent : 5 / 200 = 0,025mm
En te servant de 1/2 pas : 0,0125 et ainsi de suite.
Dans ce cas d'autres avis seront les bienvenus, je n'ai pas l'expérience du bois...

momoclic- complétement accro

- Messages : 801
Points : 809
Date d'inscription : 12/10/2016
Age : 76
Localisation : Ancenis-Nantes
Re: Conception CNC pour atelier
![]() charpentier73 Dim 23 Juil 2017 - 18:56
charpentier73 Dim 23 Juil 2017 - 18:56
Je voulais plus arrivé vers les 3000 mm/min donc je partirais sur 15d sur la vis et 30d sur le moteur, j'ai juste peur de perdre du couple
Pour la précision, je vais partir sur 1/4 de pas , ca va faire 5/800 soit 0.00625mm 6 millièmes de mm de précision c'est largement suffisant
charpentier73- je prends du galon
- Messages : 98
Points : 102
Date d'inscription : 02/07/2017
Age : 42
Localisation : NOTRE DAME DE BELLECOMBE 73590
Re: Conception CNC pour atelier
![]() momoclic Dim 23 Juil 2017 - 19:06
momoclic Dim 23 Juil 2017 - 19:06
Tu peux simuler sur le lien fourni.
Pour le couple ça me semble largement dimensionné, surtout pour du bois et compte tenu de la charge à déplacer...
Le fait de doubler la vitesse de la vis me semblerait réalisable sans risque. Avec des quarts, voire des 1/8 de pas, tu aurais théoriquement une précision de positionnement supérieure au 1/10 de mm. Mais sur ce point je ne saurais te guider, mes connaissances dans l'usinage du bois sont limitées.
L'avantage des poulies c'est que ce ne sera pas trop difficile ou onéreux à corriger
momoclic- complétement accro
- Messages : 801
Points : 809
Date d'inscription : 12/10/2016
Age : 76
Localisation : Ancenis-Nantes
Re: Conception CNC pour atelier
![]() dh42 Dim 23 Juil 2017 - 20:56
dh42 Dim 23 Juil 2017 - 20:56
Le poids a mouvoir, le poids de la broche et du portique environ 25 kg je dirais au vu des éléments que j'ai porté.
Tu est sûr ? ... ça me parait bien léger au vu des photos du portique
A mon avis, tu peux compter sur 600 RPM exploitable sur tes moteurs, voir plus avec une carte d'interpolation en Ethernet, donc en pas de 5 ; tu devrais atteindre les 3000 mm/min en rapide.
pour info, avec des 3Nm, alimentés en 48V, VàB au pas de 10, je prends les 8000 mm/min avec accélération à 500 mm/s² (soit des moteurs qui tournent à 800 RPM maxi) ... et l'ensemble portique, axe Z et broche dépasse largement les 70 Kg ..
pour info, dans mon cas le calculateur donne une V de 519 RPM ... (4.2A, 48V, 3.3Mh pour les moteurs)
tu devrais les alimenter en 48V, les drivers peuvent le supporter (jusqu'à 50V), tu y gagnerais (environ 100 RPM de plus)
pour ma part, j'ai une seule alim 48V 6.7 A (montage origine BZT) .... ~25€ sur E-Bay

++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Conception CNC pour atelier
![]() charpentier73 Mer 26 Juil 2017 - 18:50
charpentier73 Mer 26 Juil 2017 - 18:50
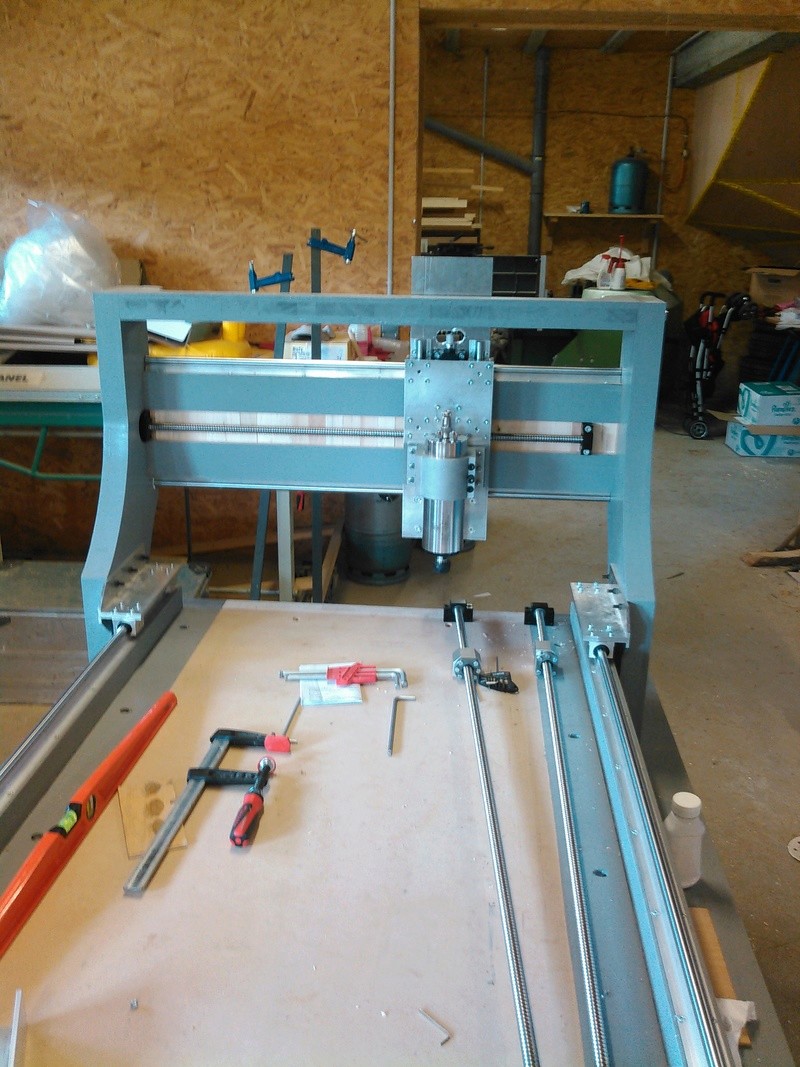
La mécanique est presque terminée, il reste a mettre en place les moteurs PAP de l'axe X et de l'axe Z.
Pour le moment tout à l'air de bien coulisser, et je peux déplacer les éléments à la main même avec les VAB en place, ça tourne et ça coulisse.
J'ai reçu 2 drivers LeadShine M556 pour l'axe X et j'attends les LeadShine M542 pour l'axe Y et Z, je me posais une question sur le réglage de l'ampérage avec les swichts , faut-il prendre la valeur "Peak" ou "RMS"?
l'ensemble
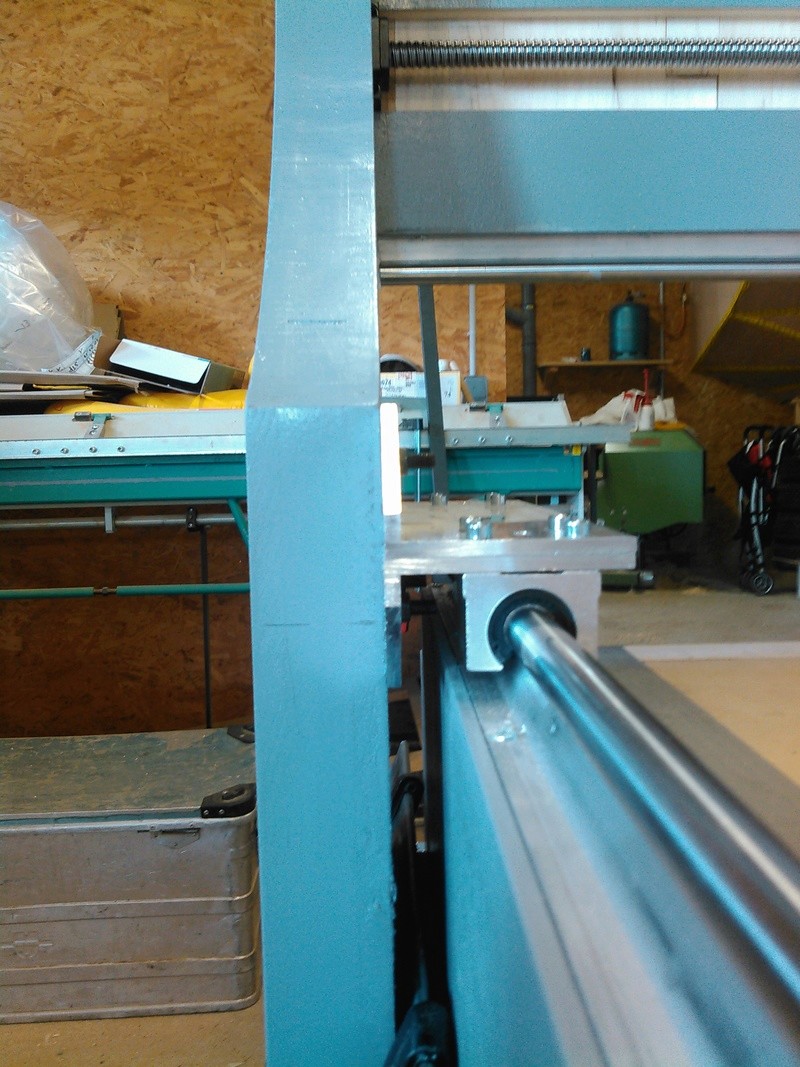
la fixation du portique aux rails support axe X
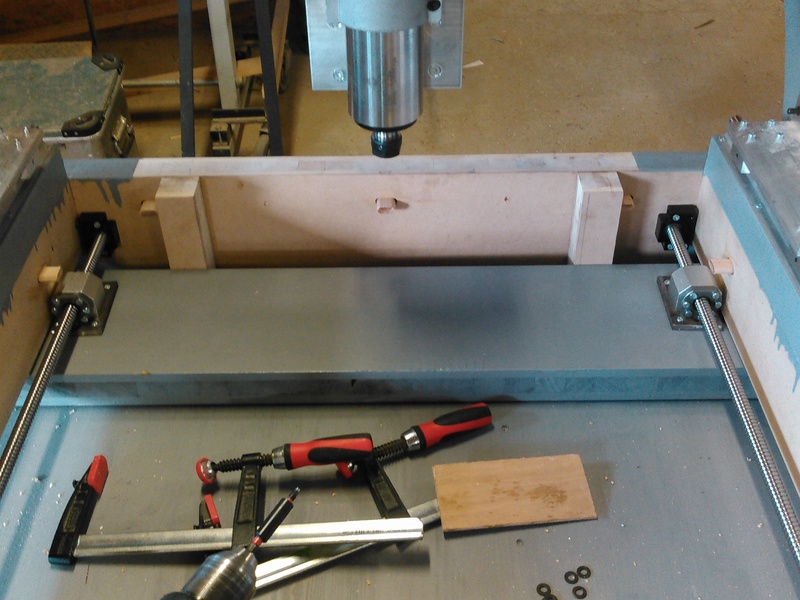
réservation portique pour entrainement axe Y

support haut de l'axe Z sur les rails de l'axe Y

support bas de l'axe Z sur les rails de l'axe Y

détail fixation portique sur les rails de l'axe X
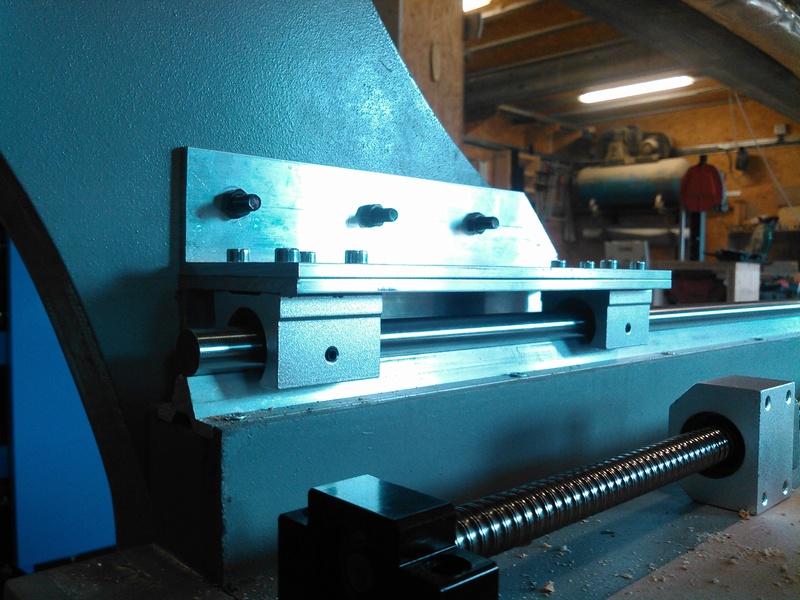
VAB de l'axe X
detail fixation noix de VAB axe X

charpentier73- je prends du galon
- Messages : 98
Points : 102
Date d'inscription : 02/07/2017
Age : 42
Localisation : NOTRE DAME DE BELLECOMBE 73590
Re: Conception CNC pour atelier
![]() bob47 Mer 26 Juil 2017 - 19:11
bob47 Mer 26 Juil 2017 - 19:11
Pense a positionner les écrous des vis a billes de façon a ce que les graisseurs soit accessibles.
A++
BOB

bob47- complétement accro
- Messages : 2565
Points : 3345
Date d'inscription : 28/10/2011
Age : 67
Localisation : THONON
Re: Conception CNC pour atelier
![]() charpentier73 Mer 26 Juil 2017 - 19:14
charpentier73 Mer 26 Juil 2017 - 19:14
Bien vu pour le positionnement BOB des demain je modifie
charpentier73- je prends du galon
- Messages : 98
Points : 102
Date d'inscription : 02/07/2017
Age : 42
Localisation : NOTRE DAME DE BELLECOMBE 73590
Re: Conception CNC pour atelier
![]() dh42 Mer 26 Juil 2017 - 20:14
dh42 Mer 26 Juil 2017 - 20:14
J'ai reçu 2 drivers LeadShine M556 pour l'axe X et j'attends les LeadShine M542 pour l'axe Y et Z, je me posais une question sur le réglage de l'ampérage avec les swichts , faut-il prendre la valeur "Peak" ou "RMS"?
Peak
Ça à bien avancé
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Conception CNC pour atelier
![]() charpentier73 Mer 26 Juil 2017 - 20:47
charpentier73 Mer 26 Juil 2017 - 20:47
Oui ça avance bien, je m'amuse bien.
Pour l'axe X c'est mieux 1 moteur pour les 2 VAB ou 1 moteur sur chaque avec asservissement de l'axe À sur l'axe X?
Avec l'asservissement, n'y aura t il pas une possibilité de mise en travers du portique?
charpentier73- je prends du galon
- Messages : 98
Points : 102
Date d'inscription : 02/07/2017
Age : 42
Localisation : NOTRE DAME DE BELLECOMBE 73590
Re: Conception CNC pour atelier
![]() dh42 Mer 26 Juil 2017 - 21:48
dh42 Mer 26 Juil 2017 - 21:48
Ah, sur Peak, j'ai soit 3,8A ou 4,3A. Je prends quoi pour des 4,2A
4.3A
Pour l'axe X c'est mieux 1 moteur pour les 2 VAB ou 1 moteur sur chaque avec asservissement de l'axe À sur l'axe X?
En machines du commerce, il y a les 2 ; sur ma PF, c'était 1 seul moteur avec une courroie pour synchroniser les 2 VàB, et sur les Heiz, il y a un moteur par vis ; j'ignore ce qui peux être le mieux. L'avantage du moteur unique, c'est qu'effectivement il y a moins de risque que ça se désynchronise.
la PF
http://www.metabricoleur.com/t704-cnc-bzt-pf-750p
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Conception CNC pour atelier
![]() charpentier73 Jeu 27 Juil 2017 - 10:06
charpentier73 Jeu 27 Juil 2017 - 10:06
Le premier moteur (un que j'avais câble avec les contrôleurs HY-DIV268N-5A) n'a pas pas bronché (j’espère qu'il est pas HS)
J'en ai pris un autre, et la rien du tout non plus. Je me suis dis il y a quelque chose qui cloche mais quoi, j'ai commencé par débranché le ENABLE+ entre le driver et la BOB, magie il tourne.
C'est déjà un bon début ça veut dire que mes réglages de sorties de MACH3 fonctionnent et la BOB // aussi.
Par contre la rotation n'est pas fluide du tout.
Que peut-il se passer a votre avis?????????
J'attends une alim 12V pour la BOB Ethernet donc je fais quelques essai avec la BOB // pour le moment
charpentier73- je prends du galon
- Messages : 98
Points : 102
Date d'inscription : 02/07/2017
Age : 42
Localisation : NOTRE DAME DE BELLECOMBE 73590
Re: Conception CNC pour atelier
![]() charpentier73 Jeu 27 Juil 2017 - 11:26
charpentier73 Jeu 27 Juil 2017 - 11:26
30 dents sur moteur, 15 dents sur la VAB, VAB au pas de 5 mm, micropas 1/16, moteur 200 pas/tour
Nombre d'impulsions pour un déplacement de 1 mm = (200 * 16 * 15) / (5 * 30) =320 imp/mm
Apres la vitesse maxi sur MACH 3 6000 mm/min
Acceleration 500 mm/s²
Par contre je mets quoi dans delai direction (entre 0 et 5)?
charpentier73- je prends du galon
- Messages : 98
Points : 102
Date d'inscription : 02/07/2017
Age : 42
Localisation : NOTRE DAME DE BELLECOMBE 73590
Re: Conception CNC pour atelier
![]() dh42 Jeu 27 Juil 2017 - 18:16
dh42 Jeu 27 Juil 2017 - 18:16
Nombre d'impulsions pour un déplacement de 1 mm = (200 * 16 * 15) / (5 * 30) =320 imp/mm
Oui, le step per de 320 est OK
Par contre je mets quoi dans delai direction (entre 0 et 5)?
Ça dépend des caractéristiques de la Bob, mais je ne pourrais pas t'en dire plus ; c'est une question de temps de réaction de l'électronique si j'ai bien compris.
Sur la mienne ça ne fonctionne qu'avec 4 pour les 2 valeurs ; si je met autre chose, les moteurs ne tournent pas ou ils 'sautillent' ...
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Conception CNC pour atelier
![]() charpentier73 Jeu 27 Juil 2017 - 19:37
charpentier73 Jeu 27 Juil 2017 - 19:37
avec les paramètres que j'ai décris plus haut, et ben c'est pas gagner l'histoire
ça saute des pas, et ça vibre à en faire presque bouger l'ensemble de la machine.
que se passe-t-il????????????????????
bon le portique se déplace d'avant en arrière dans un chaos bizarre.
j'ai du rater une étape quelque part?????????????????
charpentier73- je prends du galon
- Messages : 98
Points : 102
Date d'inscription : 02/07/2017
Age : 42
Localisation : NOTRE DAME DE BELLECOMBE 73590
Re: Conception CNC pour atelier
![]() momoclic Jeu 27 Juil 2017 - 19:47
momoclic Jeu 27 Juil 2017 - 19:47
Essaie avec la tension la plus faible possible et réduit à minima le nombre de micro-pas sur les drivers...
Tu pourras toujours augmenter ces valeurs plus tard.
momoclic- complétement accro
- Messages : 801
Points : 809
Date d'inscription : 12/10/2016
Age : 76
Localisation : Ancenis-Nantes
Re: Conception CNC pour atelier
![]() charpentier73 Jeu 27 Juil 2017 - 21:37
charpentier73 Jeu 27 Juil 2017 - 21:37
Ça grogne et ça broute
Demain j'essayerais l'axe Y pour voir
Mais même les moteurs PAP à vide sur la table font des vibrations abominables
Et ils ratent de temps en temps des pas.
Quelqu'un a t il une idée pour palier à ce genre de problème ?
charpentier73- je prends du galon
- Messages : 98
Points : 102
Date d'inscription : 02/07/2017
Age : 42
Localisation : NOTRE DAME DE BELLECOMBE 73590
Re: Conception CNC pour atelier
![]() dh42 Jeu 27 Juil 2017 - 22:08
dh42 Jeu 27 Juil 2017 - 22:08
Même si je doute que ça change quelque chose, essai avec une accélération plus faible (200 par exemple) pour voir si ça change quelque chose.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Conception CNC pour atelier
![]() charpentier73 Ven 28 Juil 2017 - 9:00
charpentier73 Ven 28 Juil 2017 - 9:00
Aucune amélioration.
Est ce ça pourrait venir de la BOB de mauvaise qualité ?
J'attends mon alim 12V pour tester avec la BOB Ethernet .
Pour le moment je ne vois pas !!!!!!!!
charpentier73- je prends du galon
- Messages : 98
Points : 102
Date d'inscription : 02/07/2017
Age : 42
Localisation : NOTRE DAME DE BELLECOMBE 73590
Re: Conception CNC pour atelier
![]() charpentier73 Ven 28 Juil 2017 - 11:34
charpentier73 Ven 28 Juil 2017 - 11:34
charpentier73- je prends du galon
- Messages : 98
Points : 102
Date d'inscription : 02/07/2017
Age : 42
Localisation : NOTRE DAME DE BELLECOMBE 73590
Re: Conception CNC pour atelier
![]() dh42 Ven 28 Juil 2017 - 15:25
dh42 Ven 28 Juil 2017 - 15:25
Tu est sur de tes branchements moteurs ? .. il n'y aurait pas 2 bobines d'inversées ?
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Conception CNC pour atelier
![]() bob47 Ven 28 Juil 2017 - 15:47
bob47 Ven 28 Juil 2017 - 15:47
dh42 a écrit:Salut,
Tu est sur de tes branchements moteurs ? .. il n'y aurait pas 2 bobines d'inversées ?
++
David
Salut
En tout cas sa en a tout les symptômes.
Je ferais une recherche sur le câblage entre la sortie du driver et les bobines du moteur.
A++
BOB
bob47- complétement accro
- Messages : 2565
Points : 3345
Date d'inscription : 28/10/2011
Age : 67
Localisation : THONON
Re: Conception CNC pour atelier
![]() charpentier73 Ven 28 Juil 2017 - 19:22
charpentier73 Ven 28 Juil 2017 - 19:22
Je ne pense pas m'être tromper dans les bobines, j'ai mis 2 fils en contact et fais tourner l'axe, quand je sentais une résistance la paire est trouvée. Après j'ai essayé toutes les configurations possibles entre les paires et il n'y a pas d'amélioration
J'ai reçu min alim pour le contrôleur Nvem. Je l'ai brancher sur le PC mais mach3 ne le trouve pas et en plus le dvd fourni est illisible, je ne peux rien copier depuis ce foutu dvd.
Apparemment il faut copier un Nvem. Dll dans le dossier source de mach3 mais je ne peux pas. Quelqu'un l'à t il ?
Et je n'ai pas les numéros de pin de sortie de la carte.
Je savais que la partie informatique et électronique allait me faire ch....r.
Tour est prêt en mécanique et je ne peux rien testé
charpentier73- je prends du galon
- Messages : 98
Points : 102
Date d'inscription : 02/07/2017
Age : 42
Localisation : NOTRE DAME DE BELLECOMBE 73590
Re: Conception CNC pour atelier
![]() momoclic Ven 28 Juil 2017 - 19:35
momoclic Ven 28 Juil 2017 - 19:35
momoclic- complétement accro
- Messages : 801
Points : 809
Date d'inscription : 12/10/2016
Age : 76
Localisation : Ancenis-Nantes
Re: Conception CNC pour atelier
![]() dh42 Ven 28 Juil 2017 - 20:01
dh42 Ven 28 Juil 2017 - 20:01
https://storage.googleapis.com/miky1/CNC/NVEM-Driver.zip
il y a tout ce qui faut pour la config de Mach3 à partir de la page 26 de la doc
les n° de pin/port moteur doivent rester à 0 comme expliqué en fin de page 28, tu a juste à cocher Enabled pour tes 3 axes (et la broche si VFD), et éventuellement dir low active pour changer le sens de rotation si inversé.
++
David
Dernière édition par dh42 le Ven 28 Juil 2017 - 20:50, édité 2 fois
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Conception CNC pour atelier
![]() charpentier73 Ven 28 Juil 2017 - 20:47
charpentier73 Ven 28 Juil 2017 - 20:47
il me reconnait le controleur
charpentier73- je prends du galon
- Messages : 98
Points : 102
Date d'inscription : 02/07/2017
Age : 42
Localisation : NOTRE DAME DE BELLECOMBE 73590
Page 6 sur 11 • 1, 2, 3 ... 5, 6, 7 ... 9, 10, 11

 Sujets similaires
Sujets similaires» Aide pour réalisation d'un chevalet d'atelier pour peintre
» Question pour air comprimé pour atelier
» Plans, Revues, Magazines, Astuces... libres ou gratuits
» un jeu en bois pour l'atelier !