






Besoin d'aide pour la mise en route de la CNC BZT PFE1000PX
Page 5 sur 6 •  1, 2, 3, 4, 5, 6
1, 2, 3, 4, 5, 6 

 Re: Besoin d'aide pour la mise en route de la CNC BZT PFE1000PX
Re: Besoin d'aide pour la mise en route de la CNC BZT PFE1000PX
![]() eragone Jeu 3 Aoû 2017 - 21:55
eragone Jeu 3 Aoû 2017 - 21:55
Ça peut être trompeur ; ça ne fait pas le même effet quand tu n'usine pas, mais quand la fraise coupe, 4000 ça parrait rapide (je suppose que tu te réfère à la vidéo de l'usinage du mandrin de reprise en bois ?) a écrit:
Je me réfère au vidéo de Jp lorsqu'il coupe des queues d'aronde dans son bois ;-)
J'ai mis une règle gradué en dessous de la fraise et j'ai déplacé l'axe en suivant le long de la règle pour savoir si le déplacement
correspond à ce que j'ai demandé.
Je suppose que cette méthode dois être bon, suis novice ;-)
Quel type de vis faut il prendre pour que la pièce reste bien caler sur le martyr ? (système de blocage de la pièce)
J'ai aussi un soucis avec le palpeur :
Quand je clique sur "palpeur sur place" mon axe Z monte au lieu de descendre et même lorsqu'il monte et
que je pousse sur le palpeur l'axe continue à monter ? (il m'indique ce message d'erreur "Cannot probe with zero feed rate , Block = G31 Z-200 F0")
J’espère que je ne vous embêtes pas avec mes questions
 ;-)
;-)Merci d'avance.
eragone- posteur Régulier

- Messages : 141
Date d'inscription : 09/06/2017

Re: Besoin d'aide pour la mise en route de la CNC BZT PFE1000PX
![]() dh42 Jeu 3 Aoû 2017 - 22:24
dh42 Jeu 3 Aoû 2017 - 22:24
J'ai mis une règle gradué en dessous de la fraise et j'ai déplacé l'axe en suivant le long de la règle pour savoir si le déplacement
correspond à ce que j'ai demandé.
Je suppose que cette méthode dois être bon, suis novice ;-)
C'est suffisant pour savoir si les réglages ne sont pas complétement à l'ouest
Quand je clique sur "palpeur sur place" mon axe Z monte au lieu de descendre
C'est que ton Z fonctionne à l'envers ; possible que lorsque tu a changé le sens pour le référencement, tu n'ai pas touché au bon réglage.
1) dans config/homing-limits, coche ou décoche 'reversed' pour changer le sens de déplacement normal de l'axe
2) si lorsque tu fais le référencement, l'axe part du mauvais coté, coche ou décoche 'home neg' (et surtout pas reversed
et enfin assure toi que les raccourcis clavier soit OK ; tu dois avoir 33 pour Z++ et 34 pour Z-- (config/system hotkey)
il m'indique ce message d'erreur "Cannot probe with zero feed rate , Block = G31 Z-200 F0"
"ne peux pas palper avec une vitesse d'avance de 0"
Tu dois régler les valeurs pour le palpeur, vitesse, hauteur du palpeur et hauteur de remonté
Hauteur du palpeur: à toi de la mesurer ; prend le palpeur dans un pieds à coulisse, et mesure la valeur au moment du déclanchement, quand la LED s'allume sur l'écran diagnostic.
Vitesse de palpage: 300
Coordonnée Z de retour: 5 ou 6mm de plus que la hauteur du palpeur
Coordonnée Z de la surface palpée: 0
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Besoin d'aide pour la mise en route de la CNC BZT PFE1000PX
![]() eragone Ven 4 Aoû 2017 - 15:49
eragone Ven 4 Aoû 2017 - 15:49
Je ferai la configuration du palpeur ce weekend ;-)
Qu'est ce qui se passerai si la machine est en fin de course et qu'on lui demande de se déplacer plus loin par erreur ? (y a t il un risque d’abîmer la machine)
J'aurai encore d'autres questions par la suite.
Ce weekend je vais faire un test de coupe, j'ai trop hâte de voir ça :-) , comme un enfant devant son jouet lool
Bien à vous.
A suivre ...
Fred.

eragone- posteur Régulier
- Messages : 141
Points : 153
Date d'inscription : 09/06/2017
Age : 48
Localisation : wavre
Re: Besoin d'aide pour la mise en route de la CNC BZT PFE1000PX
![]() diomedea Ven 4 Aoû 2017 - 16:18
diomedea Ven 4 Aoû 2017 - 16:18
Avec la mienne, le Z remonte au zéro et elle stoppe.eragone a écrit:Qu'est ce qui se passerai si la machine est en fin de course et qu'on lui demande de se déplacer plus loin par erreur ? (y a t il un risque d’abîmer la machine)

diomedea- complétement accro

- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Besoin d'aide pour la mise en route de la CNC BZT PFE1000PX
![]() Hervé-34 Ven 4 Aoû 2017 - 16:26
Hervé-34 Ven 4 Aoû 2017 - 16:26
eragone a écrit:
Qu'est ce qui se passerai si la machine est en fin de course et qu'on lui demande de se déplacer plus loin par erreur ? (y a t il un risque d’abîmer la machine)
Fred.
Allez, je vient faire mon cador, bien que ma réponse n'est peut-être pas celle que tu veux !
-- 1 SI comme à dit David, tu as renseigné à ta machine les dimensions de ta table, Mach3 te dira s'il y a un problème dans un usinage si il sort des ces limites.
2--SI tu as des fins de courses, et que tu as fait tes référencements dès l'ouverture, tu peux toujours appuyer sur la touche, ça n'ira pas plus loin ! et si tu as bien fait " ton boulot " la broche ralentira à l'approche du contact ! tout ça à définir dans la config générale ! SAUF si tu veux défoncer ta table, là dans ce sens il ne peut rien pour toi !
Voilà, j'espère que c'est ce que tu voulais savoir !
Hervé
PS; c'est tout autre chose, mais en fermant Mach3 répondre oui à sa demande d'enregistrer les modifications
Hervé-34- complétement accro
- Messages : 4609
Points : 5828
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Besoin d'aide pour la mise en route de la CNC BZT PFE1000PX
![]() eragone Ven 4 Aoû 2017 - 16:57
eragone Ven 4 Aoû 2017 - 16:57
Ce que je voulais dire c'est que si la CNC est en fin de course ( par exemple l'axe X fin de course) et qu'on veux la déplacer
avec les touches du clavier et qu'on se trompe de sens qu'elle serai les conséquences ?
Bien à vous.
eragone- posteur Régulier
- Messages : 141
Points : 153
Date d'inscription : 09/06/2017
Age : 48
Localisation : wavre
Re: Besoin d'aide pour la mise en route de la CNC BZT PFE1000PX
![]() diomedea Ven 4 Aoû 2017 - 17:23
diomedea Ven 4 Aoû 2017 - 17:23
Rien, elle va ralentir et s'arrêter. (Si tu as rentré les bonnes valeurs dans Mach3!)eragone a écrit:
Ce que je voulais dire c'est que si la CNC est en fin de course ( par exemple l'axe X fin de course) et qu'on veux la déplacer
avec les touches du clavier et qu'on se trompe de sens qu'elle serai les conséquences ?
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Besoin d'aide pour la mise en route de la CNC BZT PFE1000PX
![]() eragone Ven 4 Aoû 2017 - 17:37
eragone Ven 4 Aoû 2017 - 17:37
Et si j'ai mal paramétré y a risque d’endommagement la vis a bille de l'axe x ?
Bien à vous
eragone- posteur Régulier
- Messages : 141
Points : 153
Date d'inscription : 09/06/2017
Age : 48
Localisation : wavre
Re: Besoin d'aide pour la mise en route de la CNC BZT PFE1000PX
![]() Hervé-34 Ven 4 Aoû 2017 - 17:44
Hervé-34 Ven 4 Aoû 2017 - 17:44
et il va pousser !
C'est pour ça qu'il faut tout paramétrer !
Hervé
PS; bon, il faut dire que j'ai attendu au moins 1 an avant de mettre mes fins de course !
Hervé-34- complétement accro
- Messages : 4609
Points : 5828
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Besoin d'aide pour la mise en route de la CNC BZT PFE1000PX
![]() dh42 Ven 4 Aoû 2017 - 17:55
dh42 Ven 4 Aoû 2017 - 17:55
eragone a écrit:Merci tlm,
Et si j'ai mal paramétré y a risque d’endommagement la vis a bille de l'axe x ?
Bien à vous
Non, pas vraiment ; le moteur va caler et faire un drôle de bruit, mais bien sur il ne faut pas insister.
Ça m'est arrivé plus d'une fois
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Besoin d'aide pour la mise en route de la CNC BZT PFE1000PX
![]() eragone Ven 4 Aoû 2017 - 18:30
eragone Ven 4 Aoû 2017 - 18:30
pour mes premiers essais avec la BZT, j'ai eu le coup de poussé dans le mauvais sens.
J'ai eu peur d'avoir cassé quelque chose.
Je n’insiste jamais quand ça bloque ;-)
Sur la X-carve j'avais pas peur d'être au bout de la machine et de pousser dans le mauvais sens car pas de vis à bille mais des courroies ... et aucun risque de cassé quoi que se soit sur la x-carve ;-)
Merci pour vos précieux conseils.
Fred.
A suivre....
eragone- posteur Régulier
- Messages : 141
Points : 153
Date d'inscription : 09/06/2017
Age : 48
Localisation : wavre
Re: Besoin d'aide pour la mise en route de la CNC BZT PFE1000PX
![]() diomedea Ven 4 Aoû 2017 - 18:33
diomedea Ven 4 Aoû 2017 - 18:33
Dans les débuts il m'est arrivé de taper à plusieurs reprise, elle n'a jamais eu de dommage.
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Besoin d'aide pour la mise en route de la CNC BZT PFE1000PX
![]() eragone Sam 5 Aoû 2017 - 11:43
eragone Sam 5 Aoû 2017 - 11:43
Suis impressionné par la vitesse alors que je ne suis qu' a 2000.
il faut dire qu'avec ma x-carve j'étais au max à 1000.
Je pense que la dimension de ma machine n'est pas configurer dans mach3.
Pouvez vous me dire ou je dois configurer cela et qu'elles sont les valeurs ? :-)
Quand la machine a terminée la découpe est il possible quelle retourne a la position home des qu'elle a finie ?
Si oui que faut il faire ?
A suivre...
eragone- posteur Régulier
- Messages : 141
Points : 153
Date d'inscription : 09/06/2017
Age : 48
Localisation : wavre
Re: Besoin d'aide pour la mise en route de la CNC BZT PFE1000PX
![]() diomedea Sam 5 Aoû 2017 - 11:58
diomedea Sam 5 Aoû 2017 - 11:58
Yes!
Avec cette même broche j’étais fréquemment à cette vitesse, c'est quand je suis passé à la 2.2kW triphasée que j'ai exploré des vitesses bien plus élevées!
Tu as pris quelle profondeur de passe?
Pour la configuration, c'est à toi de le faire, David te l'expliquera! pour le garage automatique, je sais pas... perso j'appuie sur le touche "H" et elle rentre gentiment à la maison!
++
JPaul
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Besoin d'aide pour la mise en route de la CNC BZT PFE1000PX
![]() eragone Sam 5 Aoû 2017 - 12:18
eragone Sam 5 Aoû 2017 - 12:18
@diomedea
J'ai pris 3 mm de profondeur de passe, c'étais juste pour tester.
Par la suite je prendrai des passes plus profonde ;-)
A suivre ...
eragone- posteur Régulier
- Messages : 141
Points : 153
Date d'inscription : 09/06/2017
Age : 48
Localisation : wavre
Re: Besoin d'aide pour la mise en route de la CNC BZT PFE1000PX
![]() diomedea Sam 5 Aoû 2017 - 12:33
diomedea Sam 5 Aoû 2017 - 12:33
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Besoin d'aide pour la mise en route de la CNC BZT PFE1000PX
![]() eragone Sam 5 Aoû 2017 - 15:55
eragone Sam 5 Aoû 2017 - 15:55
A suivre ...
eragone- posteur Régulier
- Messages : 141
Points : 153
Date d'inscription : 09/06/2017
Age : 48
Localisation : wavre
Re: Besoin d'aide pour la mise en route de la CNC BZT PFE1000PX
![]() dh42 Sam 5 Aoû 2017 - 22:53
dh42 Sam 5 Aoû 2017 - 22:53
Et hop encore une CNc en vie
Je pense que la dimension de ma machine n'est pas configurer dans mach3.
En principe si, elles devraient ; regarde dans Config/homing-limits ; tu devrais avoir 0 / -734 en X, 0 / -1165 en Y et 0 / -140 en Z
Qu'est ce qui te fait penser qu'elles ne sont pas configurées ?
Quand la machine a terminée la découpe est il possible quelle retourne a la position home des qu'elle a finie ?
Si oui que faut il faire ?
Oui, c'est dans CamBam + un réglage du point de retour dans Mach3
http://www.metabricoleur.com/t1437p180-aide-cambam
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Besoin d'aide pour la mise en route de la CNC BZT PFE1000PX
![]() eragone Dim 6 Aoû 2017 - 18:15
eragone Dim 6 Aoû 2017 - 18:15
@dh42
La dimension de ma machine est bien configurée.
Je ne savais pas qu'il fallait activé le bouton "Activer Limites" pour que la machine ne dépasse pas sa zone de déplacement ;-)
Par contre pour le palpeur je ne sais pas ou entrer les valeurs pour celui ci.
si j'entre une valeur sur cet écran la valeur ne reste pas :'(

Que dois je faire ?
Il me reste plus que le palpeur.
J'ai réussi à l'active il était sur le pin 15
J'ai regardé sur la fenêtre diagnostics si le palpeur s'activait lorsque je l’enfonçais :-)
Merci d'avance.
Fred
A suivre .....
eragone- posteur Régulier
- Messages : 141
Points : 153
Date d'inscription : 09/06/2017
Age : 48
Localisation : wavre
Re: Besoin d'aide pour la mise en route de la CNC BZT PFE1000PX
![]() dh42 Dim 6 Aoû 2017 - 20:25
dh42 Dim 6 Aoû 2017 - 20:25
C'est pourtant bien dans cet écran qu'il faut les entrer, et il faut valider par la touche Entrée après avoir entré la valeur.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Besoin d'aide pour la mise en route de la CNC BZT PFE1000PX
![]() eragone Dim 6 Aoû 2017 - 21:46
eragone Dim 6 Aoû 2017 - 21:46
Merci David.
Effectivement avec Enter cela fonctionne bcp mieux ;-)
Je pensais l'avoir fait mais j'ai utilisé la souris pour changer de case ;-)
Palpeur Ok :-)
A suivre ...
eragone- posteur Régulier
- Messages : 141
Points : 153
Date d'inscription : 09/06/2017
Age : 48
Localisation : wavre
Re: Besoin d'aide pour la mise en route de la CNC BZT PFE1000PX
![]() eragone Mer 9 Aoû 2017 - 16:31
eragone Mer 9 Aoû 2017 - 16:31
J'ai du modifié les limites de la machine "0 / -734 en X, 0 / -1165 en Y et 0 / -140 en Z"
Pour X j'ai du mettre 0/ -717 sinon elle va taper sur le montant de l'axe X car lorsque je fait un Home l'axe X n'est pas assez près du montant il reste 2 cm

Petite découpe avec la CNC bzt.
résultat final de la découpe

Je suis surpris par cette machine çà coupe comme dans du beurre, faut dire entre une x-carve et une BZT y a un monde de différence :-)
Elle est complètement opérationnel.
encore merci à tous pour votre aide :-)
eragone- posteur Régulier
- Messages : 141
Points : 153
Date d'inscription : 09/06/2017
Age : 48
Localisation : wavre
Re: Besoin d'aide pour la mise en route de la CNC BZT PFE1000PX
![]() dh42 Mer 9 Aoû 2017 - 17:09
dh42 Mer 9 Aoû 2017 - 17:09
Pour X j'ai du mettre 0/ -717 sinon elle va taper sur le montant de l'axe X car lorsque je fait un Home l'axe X n'est pas assez près du montant il reste 2 cm
Tu dois pouvoir jouer sur la vis qui sert à déclencher le contact ; ceci dit, la course 'officielle' en X est de 720mm, donc à 717 tu ne t'est fait voler que de 3mm
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Besoin d'aide pour la mise en route de la CNC BZT PFE1000PX
![]() eragone Mer 9 Aoû 2017 - 18:40
eragone Mer 9 Aoû 2017 - 18:40
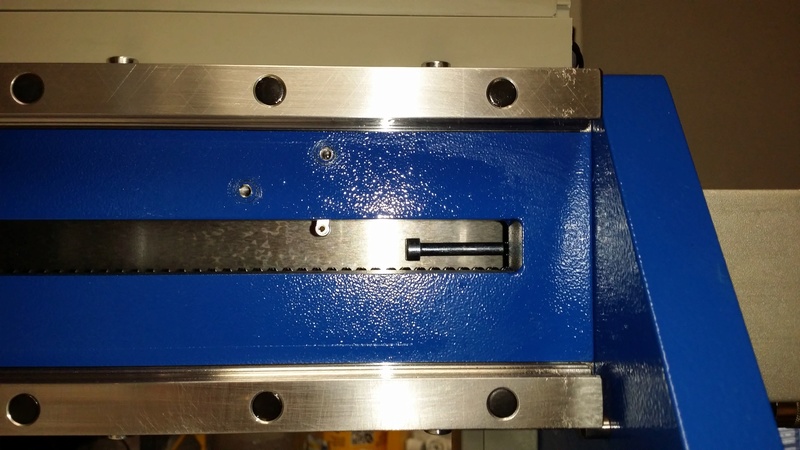
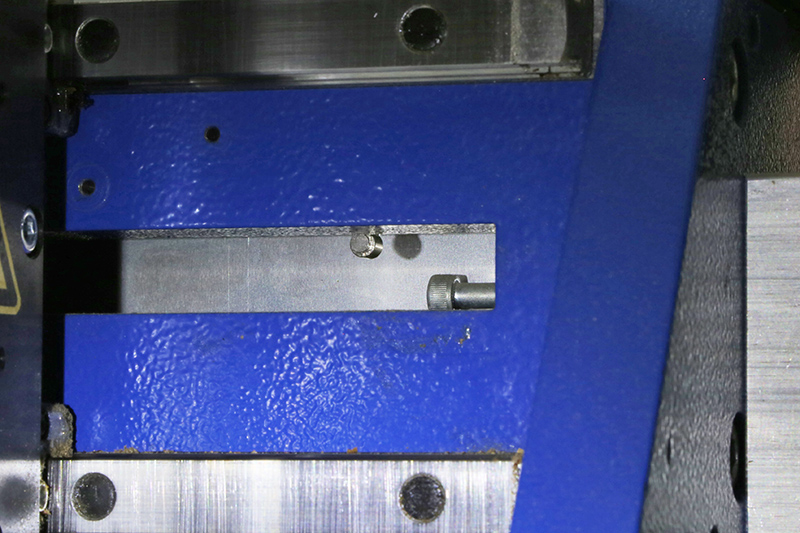
Malheureusement sur cet axe "x" y a pas de vis sur l'axe en mouvement qui sert à déclencher le contact.
c'est l'axe en lui même qui fait office de buté.

Y a juste une vis à chaque extrémité de l'axe X et le contact est avant la vis. (je ne sais pas a quoi elles servent)
Je trouve cela un peu bizarre comme montage.
De plus le contact est assez loins du bords
Je sais pas si sur celle de Jp (diomedea) c'est fait de la même façon ?
A suivre ...
Fred.
eragone- posteur Régulier
- Messages : 141
Points : 153
Date d'inscription : 09/06/2017
Age : 48
Localisation : wavre
Re: Besoin d'aide pour la mise en route de la CNC BZT PFE1000PX
![]() diomedea Mer 9 Aoû 2017 - 19:35
diomedea Mer 9 Aoû 2017 - 19:35
Ça y ressemble!eragone a écrit:Je sais pas si sur celle de Jp (diomedea) c'est fait de la même façon ?
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Besoin d'aide pour la mise en route de la CNC BZT PFE1000PX
![]() eragone Mer 9 Aoû 2017 - 21:10
eragone Mer 9 Aoû 2017 - 21:10
Y a un décalage d'un bon centimètre :-)
Je vais peut être voir par la suite si je ne sais pas changer le contact de place ;-)
Bonne soirée.
A suivre ...
eragone- posteur Régulier
- Messages : 141
Points : 153
Date d'inscription : 09/06/2017
Age : 48
Localisation : wavre
Contenu sponsorisé
Page 5 sur 6 • 1, 2, 3, 4, 5, 6

 Sujets similaires
Sujets similaires» Mise en route d'une CNC chinoise d'occasion
» Mise en route BZT PFL330c
» Problème de mise en route
» mise en route d un variateur hy plus broche 1.5