






Présentation, instalation et prise en main de ma BZT PFE 500 PX.
Page 6 sur 10 •  1, 2, 3, 4, 5, 6, 7, 8, 9, 10
1, 2, 3, 4, 5, 6, 7, 8, 9, 10 

 Re: Présentation, instalation et prise en main de ma BZT PFE 500 PX.
Re: Présentation, instalation et prise en main de ma BZT PFE 500 PX.
![]() dh42 Dim 29 Juin 2014 - 18:46
dh42 Dim 29 Juin 2014 - 18:46
Depuis environ deux heures, Mach3 ne trouve plus les fichiers Gcode, et quand il les trouves ils sont vides...
Ah, ça c'est un pb que je n'ai jamais rencontré
++
David
dh42- Admin

- Messages : 25661
Date d'inscription : 21/06/2009 -


Re: Présentation, instalation et prise en main de ma BZT PFE 500 PX.
![]() diomedea Dim 29 Juin 2014 - 19:13
diomedea Dim 29 Juin 2014 - 19:13
Je vais laisser décanter un peu, je verrais ça demain...

diomedea- complétement accro

- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Présentation, instalation et prise en main de ma BZT PFE 500 PX.
![]() Zarkann Dim 29 Juin 2014 - 19:34
Zarkann Dim 29 Juin 2014 - 19:34
Tout d’abord je veux t'adresser toute mes félicitations pour la mise en service de la machine
avec les premiers usinage très convainquant
Pour le bouton "Ouvrir", il fait la même chose que le bouton "éditer" quand il n'y a pas de G-code déjà ouvert
Sinon il faut peut être regarder dans Mach Screen et quand on clic sur le bouton "ouvrir" il doit y avoir les paramètre suivant:
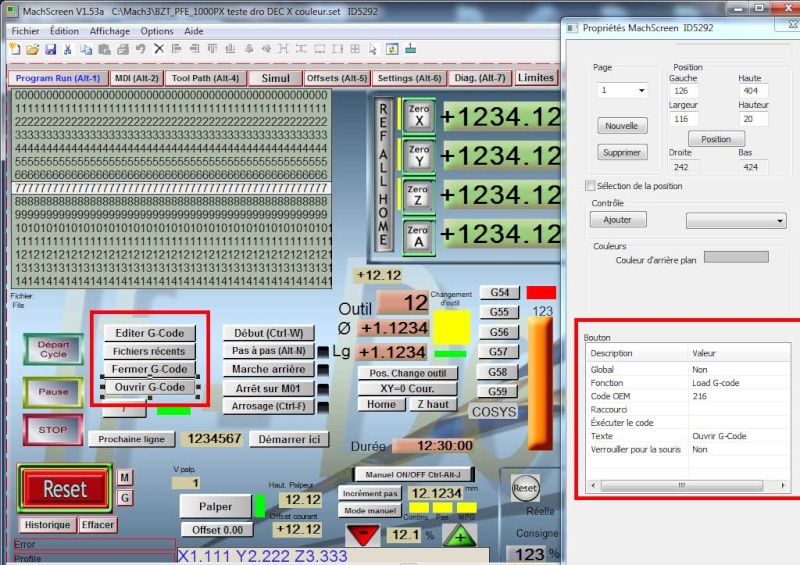
Un autre petit conseil au niveau de Mach Sceen
J'ai ajouté quelques visu très utiles
En rouge:
Il s'agit de 4 visu sur le restant à parcourir sur les quatre axes
C'est a dire que quand tu lance une commande programmé avec un mouvements la visu concerné décompte la distance qu'il reste a parcourir, cela permet de savoir si la machine va faire 10mm ou 100 et ça permet d'éviter les accidents
En Bleu:
Ces visus ne te seront peut être pas utile tout de suite mais elles servent pour affiché les décalages programmé en effet Mach3 peut décalé un usinage complet sur n’importe quel axes (ex:G52 Z-1 (tout l'usinage sera décalé de 1 mm en Z)), cette fonction étant modale elle ne sera révoquer que par une annulation du décalage (G52 Z0) ou par M30

@++ Eric
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.


Zarkann- Admin
- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -
Re: Présentation, instalation et prise en main de ma BZT PFE 500 PX.
![]() diomedea Dim 29 Juin 2014 - 19:54
diomedea Dim 29 Juin 2014 - 19:54
Bon j'avoue ne pas avoir tous compris... mais je vais déjà regarder dans Mach Screen.
En tout cas, merci!
JPaul
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Présentation, instalation et prise en main de ma BZT PFE 500 PX.
![]() Zarkann Dim 29 Juin 2014 - 20:05
Zarkann Dim 29 Juin 2014 - 20:05
Re
Dit moi ce que tu comprend pas
@++ Eric
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.
Zarkann- Admin
- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -
Re: Présentation, instalation et prise en main de ma BZT PFE 500 PX.
![]() diomedea Dim 29 Juin 2014 - 20:15
diomedea Dim 29 Juin 2014 - 20:15
La, j'avoue ne pas du tout savoir de quoi il s’agit!
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Présentation, instalation et prise en main de ma BZT PFE 500 PX.
![]() beni Dim 29 Juin 2014 - 21:36
beni Dim 29 Juin 2014 - 21:36
G52 est un mouvement qui va décaler l'origine de la pièce que tu veux créer.
G52 Z-1 va décaler l'origine de -1 en Z
G52 Y3 va décaler l'origine de 3 en Y
etc ...
et M30 est la commande de fin de programme.
voilà un lien qui pourra t'aider à y voir plus clair.
J'avoue que je ne le savais pas avant de voir ta question et lire l'article ...

beni- complétement accro
- Messages : 727
Points : 1786
Date d'inscription : 31/08/2011
Age : 45
Localisation : Guyane
Re: Présentation, instalation et prise en main de ma BZT PFE 500 PX.
![]() diomedea Dim 29 Juin 2014 - 21:46
diomedea Dim 29 Juin 2014 - 21:46
Le coup de grâce!beni a écrit:voilà un lien qui pourra t'aider à y voir plus clair.

diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Présentation, instalation et prise en main de ma BZT PFE 500 PX.
![]() dh42 Dim 29 Juin 2014 - 21:57
dh42 Dim 29 Juin 2014 - 21:57
Pas besoin de trifouiller dans MachScreen
Quand aux codes G, c'est pour Eric ça !!, nous on travaille avec CamBam et on ne bricole pas les Gcode à la main
D'ailleurs Eric, c'est mon UI que JP utilise, le "reste à parcourir" y est, même si depuis 2 ans je ne lui ai jamais trouvé la moindre utilité ..
J'aimerais par contre plus d'infos sur ce problème de fichier que mach ne trouve pas ; tu a bien vérifié que tu a bien l'extension .nc par défaut sélectionnée dans Mach3 ; si tu regarde dans le dossier ou se trouve ton fichier, il y est ou pas ? (par l'explorateur Windows, pas par Mach)
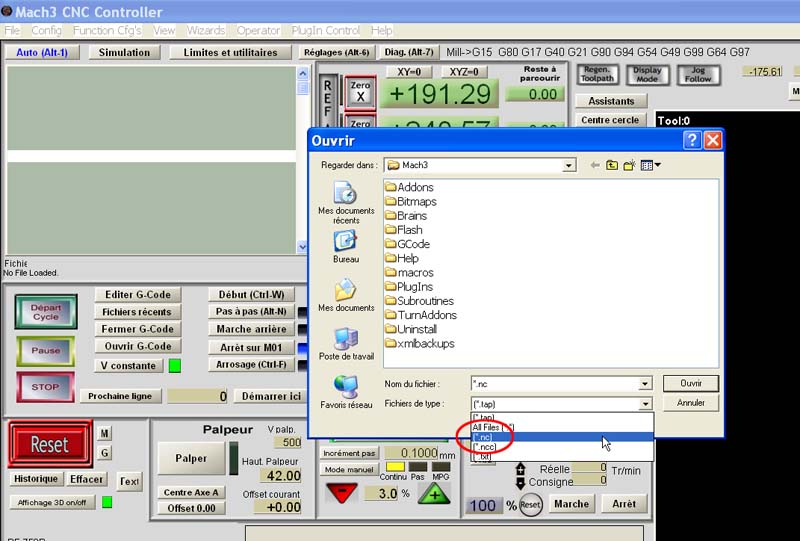
Quand tu dis que le fichier est vide ; tu veux dire qu'aucun Gcode ne s'affiche dans la fenêtre de gauche de Mach (le texte) ou que ça n'apparait pas dans la visualisation des parcours ? ... PS, les fichiers .nc sont de simples fichiers texte ; mais il doivent impérativement être sauvés au format ANSI, ce que fait Cambam, mais attention, si tu les ouvre avec un éditeur de texte puis que tu les ressauve, ils risquent de ne plus être au format ANSI, mais UTF-8 ; ce que mach ne comprends pas (tu aura le texte du Gcode, mais pas de parcours d'outil)
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Présentation, instalation et prise en main de ma BZT PFE 500 PX.
![]() diomedea Dim 29 Juin 2014 - 22:10
diomedea Dim 29 Juin 2014 - 22:10
Je regarde tout ça, et on en reparle...
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Présentation, instalation et prise en main de ma BZT PFE 500 PX.
![]() Zarkann Lun 30 Juin 2014 - 0:08
Zarkann Lun 30 Juin 2014 - 0:08
dh42 a écrit:Bonsoir JP
Pas besoin de trifouiller dans MachScreen.. la panne ne peut pas venir de la (et je suppose que tu n'a nulle envie de bricoler la programmation de l'interface de Mach3 avec un soft additionnel)
Quand aux codes G, c'est pour Eric ça !!, nous on travaille avec CamBam et on ne bricole pas les Gcode à la main
D'ailleurs Eric, c'est mon UI que JP utilise, le "reste à parcourir" y est, même si depuis 2 ans je ne lui ai jamais trouvé la moindre utilité ..
David
David
C'est pas parce que tu ne t'intéresse pas au G-code que cela n’intéresse pas les autres

Le G-code est la base d'utilisation de toutes les machines CNC ou DNC
Perso je trouve que faire exécuter un programme par la machine qu'on ne comprend pas c'est non seulement dommage mais ça peux s'avérer dangereux pour la machine.
Quand je change un paramètre dans Cambam je vérifie toujours dans le G-code que cela a bien été pris en compte comme je le souhaite.
Tu sais j'ai tellement vu de programmes fait en FAO qui finissent en catastrophe

@++ Eric
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.
Zarkann- Admin
- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -
Re: Présentation, instalation et prise en main de ma BZT PFE 500 PX.
![]() dh42 Lun 30 Juin 2014 - 1:12
dh42 Lun 30 Juin 2014 - 1:12
C'est pas parce que tu ne t'intéresse pas au G-code que cela n’intéresse pas les autres
C'est pas que je ne m'y intéresse pas, crois tu vraiment que je pourrais programmer des macros sous Mach3 sans comprendre le Gcode ?, mais faire ce genre de réponse à quelqu'un qui débute en CNc à plus de chances de le dégouter (ou ceux qui voudraient s'y mettre) qu'autre chose ; il faut y aller par étapes et surtout travailler avec les outils "modernes"...
Un jour peut être JP trouvera un intérêt au Gcode, mais n'oublie pas que l'on ne travaille pas sur une CN comme les nôtres de la même manière que sur un centre d'usinage ou tu n'a accès qu'au Gcode et pas à la FAO ou tu dois jongler avec les décalages et origines diverses, et ou le directeur de commande n'est pas aussi "souple" que Mach3 (par ex: pour ta 2ieme modif de l'UI, avec mach ce n'était pas nécessaire, tu peux simplement entrer directement le décalage dans la visu elle même ; si je comprend bien l'utilisation que tu en fait)
Quand je change un paramètre dans Cambam je vérifie toujours dans le G-code que cela a bien été pris en compte comme je le souhaite.
Bah, ça ne sert à rien d'avoir une FAO et un simulateur 3D si c'est pour vérifier que l'informatique à fait son job ...
Cambam ne m'a jamais fait de Gcode foireux, et si ça arrive, c'est généralement parce que tu n'a pas renseigné correctement un paramètre ... Si je devais vérifier mes Gcode "à la main", j'y passerais des semaines, les programmes font souvent plus de 50 000 lignes !! sur le dernier, j'en suis à plus de 500 000 !!
Tu sais j'ai tellement vu de programmes fait en FAO qui finissent en catastrophe
Vi, mais c'est parce que ce n'est pas toi qui les fait
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Présentation, instalation et prise en main de ma BZT PFE 500 PX.
![]() diomedea Lun 30 Juin 2014 - 11:15
diomedea Lun 30 Juin 2014 - 11:15
Et merci de vous occuper de mon cas!
Ça fait quand même une sacré quantité d'infos a assimiler d'un coup! Et si l'étude des G-codes n'est pas indispensable, je la remet à plus tard... Il ne faut pas perdre de vu que cette CNC n'est qu'un loisir!
Je viens d'aller voir, et ce matin ça a l'air de fonctionner...dh42 a écrit:Quand tu dis que le fichier est vide ; tu veux dire qu'aucun Gcode ne s'affiche dans la fenêtre de gauche de Mach (le texte) ou que ça n'apparait pas dans la visualisation des parcours ?
Autre chose, j'ai installé Mach3 sur mon ordi principal, mais je n'ai qu'une toute petite image.

Bon... j'ai quand même réussi à faire quelques choses!
Tout d'abord j'ai raboté le bois à 12mm, ce qui a eu pour effet de faire apparaitre l'essai d'hier.
L'idée était de la récupérer pour y creuser les poches.

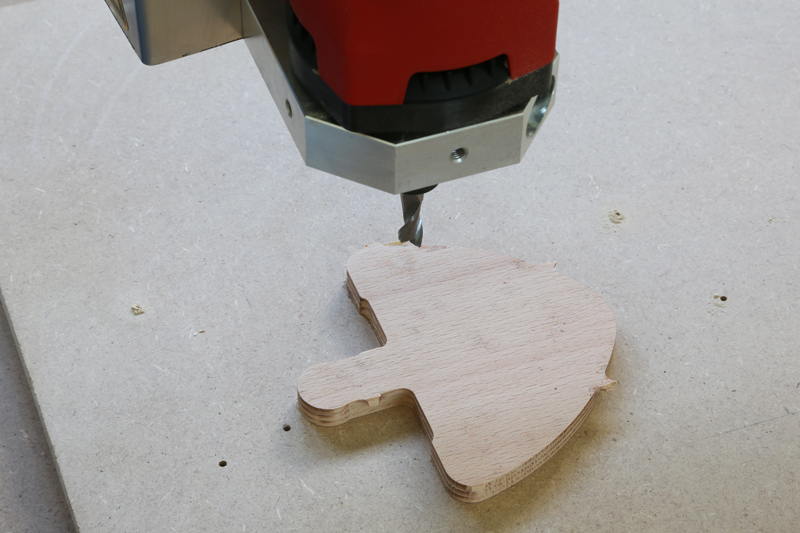
Et c'est la que j'ai commencé à mer...e. Comme je ne sais pas encore positionner mon point de départ avec exactitude, j'ai pris le fichier de creusage des poches que j'ai enregistré sous un autre nom. Dans ce nouveau fichier, je n'ai gardé que l'esquisse que j'ai réutilisé pour créer une poche sur la totalité de la surface de la pièce.
Ce fichier m'a servi à créer une empreinte dans le martyr, représentant la position exacte ou devra être positionné la pièce à usinée.

La pièce en position.

On pourrait croire qu'elle est simplement posée sur la table, et bien non! elle y est bien encastrée!

La pièce à été rentrée au marteau, elle est donc bien bloquée. Je n'ai pas jugé nécessaire d'y rajouter un bridage.
Et la allez savoir pourquoi je me retrouve avec un énorme décalage...

Du coup j'ai tout arrêté, et refais un nouveau fichier G-codes réunissant toutes les opérations d'usinage de la pièce.
J'ai refais mon zéro, et cette fois tout c'est bien passé, changement d'outil compris!

Bon, toutes les opérations ne sont pas dans le bon ordre, car j'ai commencé par le contour.

Je vais refaire le programme en commençant par les petites poches, puis le perçage, et le contour, qui sont fait avec la même fraise, ensuite changement d'outil et creusage des deux grandes poches... A moins que je fasse tout avec la fraise de 6...
En procédant de la sorte, il me suffira une fois la pièce repositionnée sur l'autre face, de relancer la séquence d'usinage et de la stopper une fois le premier cycle des poches effectué.

Ça commence à ressembler à quelque chose!

A suivre...
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Présentation, instalation et prise en main de ma BZT PFE 500 PX.
![]() beni Lun 30 Juin 2014 - 11:36
beni Lun 30 Juin 2014 - 11:36
Tu as fait une passe de finition ?
beni- complétement accro
- Messages : 727
Points : 1786
Date d'inscription : 31/08/2011
Age : 45
Localisation : Guyane
Re: Présentation, instalation et prise en main de ma BZT PFE 500 PX.
![]() Rémi(de la Montagne Noire Lun 30 Juin 2014 - 12:10
Rémi(de la Montagne Noire Lun 30 Juin 2014 - 12:10

Rémi(de la Montagne Noire- complétement accro
- Messages : 1747
Points : 3460
Date d'inscription : 28/04/2012
Age : 69
Localisation : Aude
Re: Présentation, instalation et prise en main de ma BZT PFE 500 PX.
![]() 6°sens Lun 30 Juin 2014 - 12:16
6°sens Lun 30 Juin 2014 - 12:16
Ce forum va finir par devenir exclusivement CNC avec tes exemples...
En tous cas, je me régale !
A bientôt,
Renaud
_________________
« Heureux sont les fêlés, car ils laissent passer la lumière » M. Audiard
« Je ne perds jamais, soit je gagne soit j'apprends " Nelson Mandela
« Un jour, j'irai vivre en THÉORIE parce qu'en théorie tout se passe toujours bien » Pierre Desproges

6°sens- Modérateur

- Messages : 9442
Points : 16191
Date d'inscription : 25/03/2011
Age : 71
Localisation : Cambrésis
Re: Présentation, instalation et prise en main de ma BZT PFE 500 PX.
![]() diomedea Lun 30 Juin 2014 - 13:07
diomedea Lun 30 Juin 2014 - 13:07
Non, pas du tout.beni a écrit:Tu as fait une passe de finition ?
Oui, c'est ça. Je ne suis pas encore près à attaquer l'alu!Rémi(de la Montagne Noire a écrit:...même si, comme je le suppose, ça n' est qu' un exercice.
Renaud, en fait je ne m'en rend pas compte, mais c'est vrai que nous sommes assez nombreux en ce moment à parler CNC!
En tout cas, voir la machine exécuter la pièce que tu as auparavant modélisé a quelque chose de... magique!
Pense un peu... Sur la dernière image du post précédent, la pièce en alu m'a pris deux jours de travail (hors modélisation) et pour celle encore en bois, le temps de créer les G-codes, quelques minutes tous au plus!
JPaul
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Présentation, instalation et prise en main de ma BZT PFE 500 PX.
![]() ricoud Lun 30 Juin 2014 - 13:28
ricoud Lun 30 Juin 2014 - 13:28
diomedea a écrit:
Pense un peu... Sur la dernière image du post précédent, la pièce en alu m'a pris deux jours de travail (hors modélisation) et pour celle encore en bois, le temps de créer les G-codes, quelques minutes tous au plus!
JPaul
Quoi ??? tu te laisse happé par la productivité plutôt que par la tradition et les dure réflexion pour réaliser cette pièce "manuellement"
C'est pour rire bien sur :-)
ricoud- complétement accro
- Messages : 1491
Points : 1842
Date d'inscription : 04/01/2014
Age : 45
Localisation : Nord Isere
Re: Présentation, instalation et prise en main de ma BZT PFE 500 PX.
![]() 6°sens Lun 30 Juin 2014 - 13:44
6°sens Lun 30 Juin 2014 - 13:44
J'en suis bien conscient, Jean-Paul.Pense un peu... Sur la dernière image du post précédent, la pièce en alu m'a pris deux jours de travail (hors modélisation) et pour celle encore en bois, le temps de créer les G-codes, quelques minutes tous au plus!
C'est pour ça que je fais semblant de faire ma mauvaise tête.
Par ailleurs, je suis sur Mac et SolidWork n'est pas compatible... alors je ne peux pas m'intéresser à la 3D.
J'ai bien essayé sketchup, mais j'ai fait une allergie.
Je n'ai pas envie d'y retourner.
Il faudra pourtant que je fasse autre chose que d'y penser.
Amicalement à Tous,
Renaud
_________________
« Heureux sont les fêlés, car ils laissent passer la lumière » M. Audiard
« Je ne perds jamais, soit je gagne soit j'apprends " Nelson Mandela
« Un jour, j'irai vivre en THÉORIE parce qu'en théorie tout se passe toujours bien » Pierre Desproges
6°sens- Modérateur
- Messages : 9442
Points : 16191
Date d'inscription : 25/03/2011
Age : 71
Localisation : Cambrésis
Re: Présentation, instalation et prise en main de ma BZT PFE 500 PX.
![]() napo7 Lun 30 Juin 2014 - 13:46
napo7 Lun 30 Juin 2014 - 13:46

napo7- acharné du forum

- Messages : 421
Points : 1021
Date d'inscription : 20/02/2012
Age : 43
Localisation : Saint-Lô -
Re: Présentation, instalation et prise en main de ma BZT PFE 500 PX.
![]() 6°sens Lun 30 Juin 2014 - 13:48
6°sens Lun 30 Juin 2014 - 13:48
_________________
« Heureux sont les fêlés, car ils laissent passer la lumière » M. Audiard
« Je ne perds jamais, soit je gagne soit j'apprends " Nelson Mandela
« Un jour, j'irai vivre en THÉORIE parce qu'en théorie tout se passe toujours bien » Pierre Desproges
6°sens- Modérateur
- Messages : 9442
Points : 16191
Date d'inscription : 25/03/2011
Age : 71
Localisation : Cambrésis
Re: Présentation, instalation et prise en main de ma BZT PFE 500 PX.
![]() napo7 Lun 30 Juin 2014 - 13:55
napo7 Lun 30 Juin 2014 - 13:55
J'ai tendance à penser qu'il n'y a pas de mauvais élève, seulement des mauvais professeurs
napo7- acharné du forum
- Messages : 421
Points : 1021
Date d'inscription : 20/02/2012
Age : 43
Localisation : Saint-Lô -
Re: Présentation, instalation et prise en main de ma BZT PFE 500 PX.
![]() dh42 Lun 30 Juin 2014 - 15:05
dh42 Lun 30 Juin 2014 - 15:05
Autre chose, j'ai installé Mach3 sur mon ordi principal, mais je n'ai qu'une toute petite image.
Tu a oublié de charger le screenset français que je t'ai envoyé ; ton affichage est le screenset anglais par défaut, fait pour un petit écran, re jette un œil sur le tuto d’installation que je t'avais mis en MP.
Il y a aussi un réglage dans le menu config/general config ; dans la fenêtre, tu peux cocher "auto screen enlarge"
Pour l'usinage en double face, il te faudra un système de centrage, par exemple avec 2 goupilles positionnées sur l'axe de retournement (X ou Y au choix)
Bien entendu, le 0,0 (le centre de la croix dans CB) devra être au même endroit sur les 2 faces du dessin.
Un peu plus d'info ici
http://www.metabricoleur.com/t6747p15-aspirateur-a-copeaux-chariot-v2#120961
et encore ici
http://www.atelier-des-fougeres.fr/Cambam/Aide/tutorials/Usinage3D.html
C'est de l'usinage 3D, mais le principe de retournement est le même.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Présentation, instalation et prise en main de ma BZT PFE 500 PX.
![]() beni Lun 30 Juin 2014 - 15:24
beni Lun 30 Juin 2014 - 15:24
J'ai tendance à penser qu'il n'y a pas de mauvais élève, seulement des mauvais professeurs Wink
Etant prof, je serais plutôt de l'avis contraire ... Au moins dans une classe.
Mais c'est un peu hors sujet ...
Sinon je pense avoir quelques vidéos que j'avais télécharger au début si ça t'intéresse. Il y en a sur Youtube sinon. Mais c'est vrai qu'il est plus abordable que sw de prime abord.
beni- complétement accro
- Messages : 727
Points : 1786
Date d'inscription : 31/08/2011
Age : 45
Localisation : Guyane
Re: Présentation, instalation et prise en main de ma BZT PFE 500 PX.
![]() napo7 Lun 30 Juin 2014 - 16:28
napo7 Lun 30 Juin 2014 - 16:28
beni a écrit:SalutJ'ai tendance à penser qu'il n'y a pas de mauvais élève, seulement des mauvais professeurs Wink
Etant prof, je serais plutôt de l'avis contraire ... Au moins dans une classe.
Peut être es-tu dans la catégorie des mauvais profs
Je te charie bien sur !!

napo7- acharné du forum
- Messages : 421
Points : 1021
Date d'inscription : 20/02/2012
Age : 43
Localisation : Saint-Lô -
Re: Présentation, instalation et prise en main de ma BZT PFE 500 PX.
![]() beni Lun 30 Juin 2014 - 16:41
beni Lun 30 Juin 2014 - 16:41
Pr contre un bon élève réussira quel que soit le prof.
Et quand dit bon élève, je ne parle ps forcément de ses résultats mais de son attitude qui font de lui un élève et pas "juste" un enfant.
beni- complétement accro
- Messages : 727
Points : 1786
Date d'inscription : 31/08/2011
Age : 45
Localisation : Guyane
Contenu sponsorisé
Page 6 sur 10 • 1, 2, 3, 4, 5, 6, 7, 8, 9, 10

 Sujets similaires
Sujets similaires» Prise en main Prusa MK3
» Prise en main affleureuse Festool MFK 700 EQ-Plus
» prise en main ponceuse Lineaire "Duplex"
» [Présentation] Rangement de mes outils à main de Vincent