






Prise en main Prusa MK3
Page 1 sur 7 • 1, 2, 3, 4, 5, 6, 7 

 Prise en main Prusa MK3
Prise en main Prusa MK3
![]() dh42 Mer 4 Mai 2022 - 15:57
dh42 Mer 4 Mai 2022 - 15:57
Bon, la bête est arrivée
Reste plus qu'à trouver par ou commencer !
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -


Re: Prise en main Prusa MK3
![]() ramses Mer 4 Mai 2022 - 18:03
ramses Mer 4 Mai 2022 - 18:03
Ben c'est tout simple ... tu lui donnes du filament à "manger", tu couches un stl a imprimer sur le slicer Prusa, tu prends les réglages qu'il te propose pour ton filament, il te donne un Gcode que tu bascules sur un clef, tu passe un coup d'alcool isopropylique sur le plateau et ... c'est parti mon kiki !dh42 a écrit:Salut,
Bon, la bête est arrivée
Reste plus qu'à trouver par ou commencer !
Quand c'est fini, c'est le moment le plus agréable
 ... tu cintres la tôle et l'impression se décolle toute seul
... tu cintres la tôle et l'impression se décolle toute seul Allez, bonne découverte de cette perle de l'impression 3D !
Bien à vous tous

ramses- complétement accro

- Messages : 2021
Points : 2543
Date d'inscription : 10/07/2011
Age : 64
Localisation : Province de Namur en BELGIQUE
Re: Prise en main Prusa MK3
![]() dh42 Mer 4 Mai 2022 - 18:44
dh42 Mer 4 Mai 2022 - 18:44
Bon, premier essais, je pense que la 1ière couche n'est pas assez écrasées, qu'en pense tu ?
Il y a aussi un manque sur le S et le U

PLA (octofiber) - imprimé avec le fichier Gcode fourni sur le site Prusa
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Prise en main Prusa MK3
![]() dh42 Mer 4 Mai 2022 - 19:23
dh42 Mer 4 Mai 2022 - 19:23

++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Prise en main Prusa MK3
![]() Jivé Mer 4 Mai 2022 - 19:25
Jivé Mer 4 Mai 2022 - 19:25
Un conseil : si tu en as, passe au PETG direct avec les pré-réglages du Slicer PETG générique.
D'aucuns diront que le PLA est plus facile. J'ai eu bien plus de déboires avec le PLA que le PETG. Le filament vieillit facilement (il prend l’humidité, durcit et devient cassant à moins de le passer au four... ou au dessiccateur)
Le PETG, il se conserve tel quel, sans avoir à refermer la boîte ou la poche. Toujours dispo, toujours vaillant.
Et les pièces sont moins cassantes.
Essaye le même fichier avec le PETG pour voir.
As-tu procédé au réglage de la 1re couche ?
Alors, pour ça, le site Prusa est une mine avec sa base de connaissances.
Calibration 1re couche
Bonne écouverte, tu ne seras pas déçu.


Jivé- complétement accro
- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Re: Prise en main Prusa MK3
![]() Jivé Mer 4 Mai 2022 - 19:36
Jivé Mer 4 Mai 2022 - 19:36
Avec l'ascenceur à droite, descend sur la couche que tu veux explorer. Là tu peux lancer le parcours qui correspond à cette couche (je découvre, je ne m'en étais jamais servi, lol)


Jivé- complétement accro
- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Re: Prise en main Prusa MK3
![]() dh42 Mer 4 Mai 2022 - 20:13
dh42 Mer 4 Mai 2022 - 20:13
C'est vrai que mon PLA date de 2016 (c'est celui que j'avais acheté avec la Dago) et qu'il n'est pas particulièrement protégé, il est juste dans une boite en carton sans même un sachet de silicagel ...
nono m'a mis une bobine de PETG, par contre c'est du transparent, le reste c'est de l'ABS, et j'ai cru comprendre que c'était une pure misère à imprimer, on verra donc plus tard ... et quand je saurais quel peut être l'intéret de l'ABS par rapport aux trucs plus "simples" à imprimer
As-tu procédé au réglage de la 1re couche ?
Non, la machine est livrée montée ET calibrée par Prusa donc je n'ai rien touché, j'ai scrupuleusement suivi ce qu'ils disent sur la doc pour les versions toutes montées (calibration du Z uniquement)
Avec l'ascenceur à droite, descend sur la couche que tu veux explorer. Là tu peux lancer le parcours qui correspond à cette couche (je découvre, je ne m'en étais jamais servi, lol)
Ah oui, quel âne, je ne l'avais pas vu (sur S3D, il est en bas comme celui que je montre, et je ne suis pas allé chercher plus loin !)
En tout cas, c'est un plaisir de ne pas passer 20 min juste pour arriver à charger le filament ou à passer son temps à bidouiller juste pour sélectionner le fichier à imprimer comme avec la Dago (un seul fichier possible à la fois sur une carte)... par contre j'ai bien cru qu'elle ne marcherait pas aujourd'hui, pas de carte SD ... heureusement, j'ai trouvé l'APN de ma mère dans un coin et c'était le bon modèle de carte ! ... (je n'avais que du micro-SD sur la Dago et du compact flash sur mes APN)
Pour Ramses, peut tu me dire ce que c'est comme couleur/marque de filament celui que tu a utilisé pour ces impressions, je trouve ça top comme couleur

Il y a par contre un gros inconvénient .... les 3 chattes semblent trouver cette machine irrésistible et fascinante, va falloir que je fasse un parachat !!
...
bon le crapaud à foiré, les pattes se sont décollées.

++
David
Dernière édition par dh42 le Jeu 5 Mai 2022 - 15:48, édité 1 fois
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Prise en main Prusa MK3
![]() BertrandG Mer 4 Mai 2022 - 22:46
BertrandG Mer 4 Mai 2022 - 22:46
Amicalement
Bertrand.
PS : les exemples semblent être fait avec le PLA silver fourni avec l'imprimante neuve.

BertrandG- complétement accro
- Messages : 672
Points : 896
Date d'inscription : 28/09/2019
Age : 65
Localisation : Portugal
Re: Prise en main Prusa MK3
![]() ramses Mer 4 Mai 2022 - 23:05
ramses Mer 4 Mai 2022 - 23:05
Tu mets ta bobine au four 1 heure ou 2 à 45°C et ca devrait "vachement" aller mieux. Néanmoins, aux dires de certains, il semble que le PLA "vieillisse" si il a "bu" de l'humidité ! Essaye le four, ca devrait le faire !dh42 a écrit:C'est vrai que mon PLA date de 2016 (c'est celui que j'avais acheté avec la Dago) et qu'il n'est pas particulièrement protégé, il est juste dans une boite en carton sans même un sachet de silicagel ...
le PETG transparent est super chouette et donne un super résultat pour des applications spécifiques, mais il faut plus parler de translucide que de transparent ! Garde-le plutôt quand c'est nécessaire d'imprimer en translucide !dh42 a écrit:nono m'a mis une bobine de PETG, par contre c'est du transparent, le reste c'est de l'ABS, et j'ai cru comprendre que c'était une pure misère à imprimer, on verra donc plus tard ... et quand je saurais quel peut être l'intéret de l'ABS par rapport aux trucs plus "simples" à imprimer
Ca change rien, faut nécessairement régler la 1ere couche. De ce que je vois, elle a l'air pas mal mais je pense que tu pourrais l'écrasser un poil en plus 10 ou 20 /1000eme. Va sur la page de download de Prusa et charge le bouquin de l'imprimante en francais (version 3.16) , c'est super bien expliqué avec les photo et tout et tout ! c'est ICIdh42 a écrit:As-tu procédé au réglage de la 1re couche ?
Non, la machine est livrée montée ET calibrée par Prusa donc je n'ai rien touché, j'ai scrupuleusement suivi ce qu'ils disent sur la doc pour les versions toutes montées (calibration du Z uniquement)
Petit truc, comme tu as un palmer, le plus simple et de lancer le test première couche, de décoller proprement et de mesurer l'épaisseur de ce que tu as imprimer !
C'est le PLA gris de Prusa qui était livré avec la machine ... bien heureux d'avoir eu cette bobine avec la machine. J'ai vite abandonné le PLA pour le PETG car en plus des avantages mécaniques qu'il présente, t'as pas besoin de "t'emmerder" niveau humidité et je le trouve plus facile a imprimer ... j'aime tellement bien le PLA qu'il en reste plus de la moitié sur la bobine fournie avec l'MK3. Alors oui, il est beau en gris-argent, mais ce fris-argent est encore plus beau en PETGdh42 a écrit:Pour Ramses, peut tu me dire ce que c'est comme couleur/marque de filament celui que tu a utilisé pour ces impressions, je trouve ça top comme couleur
le mien il s'en fout complètement, c'est même à la limite de l'emmerder alors que l'imprimante ne fait pas de bruit ! Mais oui, t'as intérêt a trouver une solution sans quoi ...dh42 a écrit:Il y a par contre un gros inconvénient .... les 3 chattes semblent trouver cette machine irrésistible et fascinante, va falloir que je fasse un parachat !!
si tu veux une paix royale, toujours toujours passer un coup de klinex avant impression avec de l'alcool isopropylique pour du PLA et du lave-vitre pour le PETG. Je fais 7 ou 8 nettoyages avec le même klinex en le repliant chaque fois. Mais, le faire à froid absolument, pas tiède hein, froid ! Ne plus toucher le plateau avec les doigts une fois propre et s'efforcer de ne pas toucher le filament quand on change de bobine sans mettre des gants Latex ou tissu ou plus simplement, le klinex que tu vient d'utiliser pour nettoyer le plateau.(une fois qu'on l'a fais 2 ou 3 fois, ca va tout seul)dh42 a écrit:bon le crapaud à foiré, les pattes se sont décollées.
Pour la grenouille, pas de probleme ... nettoye ton plateau et ajoute 5°C en température plateau. Et si besoin, 5 de plus si ca décolle encore ... tout dépend de ton filament et si en plus il a bu de la flotte ca devient compliqué !
Une chose importante ... si tu veux éliminer une bonne partie d'emmerdements niveau qualité de surface d'impression et lors de l'impression, contrôle le diamètre de ton filament au Palmer et renseigne exactement le diamètre au 1/100eme dans Prusaslicer. Y'en a qui rigole et me prenne pour un con quand je dis ca mais ceux qui ont essayés te diront la même chose : ca marche ! Pour ma part, j'ai un préréglage filament pour chaque bobine, ca me permet de ne pas mesurer chaque fois. Il ne faut pas se limiter à une mesure ... j'en fais 2 ou trois sur 2-3m de filament mais je controle aussi s'il est bien cylindrique; s'il est ovalisé, je fais la moyenne des 2 valeurs min et max. Au début, je controlait 2 ou 3 fois au fur et a mesure que la bobine se vidait mais le filament que j'utilise reste de diamètre constant tout au long de la bobine ... de toute mes bobines, le plus petit diamètre était de 1,71mm et le plus grand 1,76mm mais toujours constant tout au long de la bobine.
Avant chaque impression, je monte la tête presque au plus haut dans le coin gauche (étant gaucher, c'est plus facile à gauche donc pour un droitier ce sera plus accessible à droite) , et je "passe" un coup sur la buse avec un baton de crème glace pour "ramasser" l'éventuel bout de filament qui trainerait. Beaucoup utilise aussi une petite brosse a poil de laiton et sont très heureux de la chose ... En fait, ca ne prend pas de temps de le faire, je le fais pendant que l'imprimante chauffe, beaucoup pratiquent ainsi ! Pour preuve : sur mon MK3, impression toujours de qualité et ... je n'ai jamais changé de buse depuis le début alors qu'elle a des 1000 et les 1000 h d'impression !!!
Bien à vous tous
ramses- complétement accro
- Messages : 2021
Points : 2543
Date d'inscription : 10/07/2011
Age : 64
Localisation : Province de Namur en BELGIQUE
Re: Prise en main Prusa MK3
![]() dh42 Mer 4 Mai 2022 - 23:46
dh42 Mer 4 Mai 2022 - 23:46
Bon rien à faire pour le crapaud, j'ai baissé le Z à -0.1 (à 0.00 d'origine) ; ça accroche mieux mais le problème ne viens finalement pas de l'accroche, mais du fait qu'au niveau des pattes, quand on en est à peut près au niveau de l'image, la partie ou il y a les flèches rouges à tendance à rebiquer et a se trouver plus haute que le niveau d'impression et la tête bute dedans et arrache tout ... peut être un pb de température ? ... sur la D200 ce filament je l'imprime à 195° alors que la avec le réglage "PLA générique" j'imprime à 210° ...

bon, la je me tente le bateau (3D_benchy) .. et ceinture et bretelles, j'ai mis un coup de 3Dlac sur le plateau, avec ça sur la D200 je n'ai plus jamais eu de décollement de la pièce ni de rebiquage dans les angles sur les pièces longues et étroites.
le mien il s'en fout complètement, c'est même à la limite de l'emmerder alors que l'imprimante ne fait pas de bruit ! Mais oui, t'as intérêt a trouver une solution sans quoi ...
Lol, moi c'est 3 filles, et comme curieuses on ne fait pas mieux ; tu ouvre un placard elles rappliquent en courant, tu reçois un carton, elle font un "sitting" devant tant qu'elles n'ont pas vu ce qu'il y avait dedans ....
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Prise en main Prusa MK3
![]() dh42 Jeu 5 Mai 2022 - 0:08
dh42 Jeu 5 Mai 2022 - 0:08
un exemple sur les couches 19 à 25
| # | Z | ep |
| 19 | 1.80 | |
| 20 | 1.87 | 0.07 |
| 21 | 1.95 | 0.08 |
| 22 | 2.03 | 0.08 |
| 23 | 2.11 | 0.08 |
| 24 | 2.18 | 0.07 |
| 25 | 2.27 | 0.09 |
j'ai fait de même en couche de 0.2, et la pas de problème le Z monte bien de pile 0.2 à chaque couche
edit: en fait c'est le fichier fournis appelé Treefrog_variable.3mf qui fait ça .... j'ai tranché un STL avec réglage couche en 0.1 et j'ai bien 0.1 par couche ... il doit y avoir un "truc" spécifique sur le Treefrog_variable ....
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Prise en main Prusa MK3
![]() dh42 Jeu 5 Mai 2022 - 0:32
dh42 Jeu 5 Mai 2022 - 0:32
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Prise en main Prusa MK3
![]() dh42 Jeu 5 Mai 2022 - 0:47
dh42 Jeu 5 Mai 2022 - 0:47
Bon c'est bien ça, quand j'ouvre le fichier il me dit que le projet à une hauteur de couche variable ....

(*) edit: trouvé
edit2: voila, le benchy du bateau est terminé ...et je dois dire que la qualité d'impression est vraiment bluffante, je m'attendais évidemment à ce que ce soit mieux qu'avec la D200, mais la, c'est vraiment parfait ... et en couches de 0.2 qui plus est ... et avec mon PLA vieux de 6 ans ... (qui ne semble pas poser de problème particulier apparemment)
je pense que cette machine va me réconcilier avec l'impression 3D !
++
David
Dernière édition par dh42 le Jeu 5 Mai 2022 - 1:07, édité 3 fois
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Prise en main Prusa MK3
![]() BertrandG Jeu 5 Mai 2022 - 0:50
BertrandG Jeu 5 Mai 2022 - 0:50

Amicalement
Bertrand
BertrandG- complétement accro
- Messages : 672
Points : 896
Date d'inscription : 28/09/2019
Age : 65
Localisation : Portugal
Re: Prise en main Prusa MK3
![]() dh42 Jeu 5 Mai 2022 - 1:30
dh42 Jeu 5 Mai 2022 - 1:30
C'est l’icône avec les traits horizontaux qui permet de gérer la hauteur variable (l'objet 3D doit être sélectionné au préalable), et dans la zone que j'ai encadré en rouge, avec la souris et en cliquant le bouton gauche (-) ou droit (+), on fait varier la hauteur de couche en déformant la courbe bleue en baladant la souris verticalement sur la courbe avec l'un ou l'autre des boutons enfoncé... pour revenir à des couches fixes, bouton "réinitialiser" dans la petite fenêtre noire et orange.

Quand on déplace la souris sur la courbe sans appuyer sur un des boutons la zone concernée est surlignée en jaune sur le modèle 3D

++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Prise en main Prusa MK3
![]() BertrandG Jeu 5 Mai 2022 - 10:14
BertrandG Jeu 5 Mai 2022 - 10:14
Je continue a penser que tu devrais configurer la bonne imprimante dans les paramètres de base du slicer., je viens de faire un essai et j'arrive bien a faire la manipulation pour les hauteurs de couches variables mais le nom/modèle de mon imprimante ne change pas.
J'avais pas vu cette fonction et de prime abord je ne vois pas ce que ça apporte mais je ne fais pas de pièces "artistique" uniquement du fonctionnel et sans grande prétention.
Amicalement
Bertrand
BertrandG- complétement accro
- Messages : 672
Points : 896
Date d'inscription : 28/09/2019
Age : 65
Localisation : Portugal
Re: Prise en main Prusa MK3
![]() dh42 Jeu 5 Mai 2022 - 15:32
dh42 Jeu 5 Mai 2022 - 15:32
Le texte est trop long pour tout voir, mais c'est bien un préréglage pour une MK3 et effectivement ça n'a rien à voir avec le fait que ce soit en couche variables.
J'avais pas vu cette fonction et de prime abord je ne vois pas ce que ça apporte mais je ne fais pas de pièces "artistique" uniquement du fonctionnel et sans grande prétention.
A mon avis c'est très utile, c'est le même problème qu'en usinage 3D en mode lignes de niveau sur CamBam ; plus la surface à imprimer/usiner est proche de l'horizontal plus il faut des couches fines/incrément de passe pour avoir un bon résultat.
http://www.atelier-des-fougeres.fr/Cambam/Aide_V1/tutorials/Usinage3D_overview.html#waterline
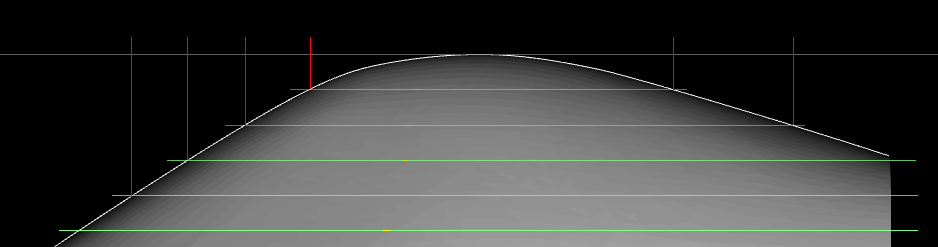
comme on tranche à hauteurs fixes, si la pente est importante (coté gauche) on a des "escaliers" avec des marches "courtes" alors qu'à droite, avec une pente faible les marches sont larges. En usinage 3D en mode "ligne de niveaux" sur CamBam, lorsque l'on a une pièce hémisphérique, pour un bon résultat il faut un incrément de passe (hauteur de couche) plus fin sur la partie haute du dôme, même chose en impression 3D, le fait de pouvoir mixer des hauteurs de couches permet d'optimiser le résultat sans devoir tout imprimer/usiner en couche fines (et donc gain de temps)

Les couches variables, ça existe aussi sur Simplify3D mais c'est loin d'être aussi intuitif et facile à mettre en place. (et ça ne permet pas de passer progressivement d'une hauteur de couche à l'autre, donc ça fait une transition bien visible sur le modèle)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Prise en main Prusa MK3
![]() dh42 Jeu 5 Mai 2022 - 15:53
dh42 Jeu 5 Mai 2022 - 15:53
ramses a écrit:......... il te donne un Gcode que tu bascules sur un clef.....
Je percute à l'instant ! ... il y a un moyen d'utiliser une clef USB à la place d'une carte SD ?
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Prise en main Prusa MK3
![]() BertrandG Jeu 5 Mai 2022 - 16:28
BertrandG Jeu 5 Mai 2022 - 16:28
Pas que je sache, j'utilise une clé USB avec la fonction CardReader du genre de celle-ci la mienne est un Maxxtro (achetée pour sa connectique USB3) mais apparemment elle n'est plus disponible.dh42 a écrit:
Je percute à l'instant ! ... il y a un moyen d'utiliser une clef USB à la place d'une carte SD ?
Merci pour l'explication des couches variables, n'ayant jamais utilisé de CNC je suis un ignare dans ce domaine.
Amicalement
Bertrand.
BertrandG- complétement accro
- Messages : 672
Points : 896
Date d'inscription : 28/09/2019
Age : 65
Localisation : Portugal
Re: Prise en main Prusa MK3
![]() Jivé Jeu 5 Mai 2022 - 17:11
Jivé Jeu 5 Mai 2022 - 17:11
dh42 a écrit:
Je percute à l'instant ! ... il y a un moyen d'utiliser une clef USB à la place d'une carte SD ?
David
Deux possibilités :
- une clef adaptatrice USB-SD pour l'ordi puis l'imprimante
- une clef USB/micro sd puis un adaptateur SD/micro SD

La première est plus pratique, je trouve.
Edit.
Comme Bertrand. C'est bizarre cette imprimante "spécifique grenouille" !
J'ai téléchargé le fichier .3mf et j'utilise le choix "Imprimante MK3S", je n'ai pas un type d'imprimante par fichier.

/
Jivé- complétement accro
- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Re: Prise en main Prusa MK3
![]() dh42 Jeu 5 Mai 2022 - 19:46
dh42 Jeu 5 Mai 2022 - 19:46
Pas que je sache, j'utilise une clé USB avec la fonction CardReader du genre de celle-ci
Ok, c'est aussi ce que j'ai (enfin pas la même marque) .. c'était livré avec la D200 et ça fait pour SD et micro-SD sur la même clef.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Prise en main Prusa MK3
![]() ramses Jeu 5 Mai 2022 - 22:36
ramses Jeu 5 Mai 2022 - 22:36
Oups ... quand je parlais de clef, je voulais dire carte SD, pardon !!!
pour ce qui est de ta machine, je te conseille de faire une mise a jour du Firmware, c'est tout simple a faire. Que ce soit une MK3, une MK3S ou une MK3S+, le firmware est le même ! on en est à la version 3.11.0 d'autant que le slicer que tu as chargé est très certainement le dernier ... le 2.4.0
Pour les telechargements, tu trouveras ton bonheur sur la page dédiée chez Prusa ICI
Pour les impressions, y'a vraiment pas mal de possibilités comme les "épaisseurs variables" ... ca se joue, entre autres, avec la souris dans la zone de l'ascenseur ... Une fois que tu as importé un stl et que tu as lancé "découper maintenant", promène ta souris dans la zone de l'ascenseur et tu verras apparaître différentes fenêtres expliquant la fonction dispo sur chaque endroit. N'hésite pas a balader la souris aussi sur la partie droite, tu vas aussi découvrir plein de truc ! C'est super complet, mais il faut prendre le temps de "visualiser" et assimiler tout cela ...
Je ne peux que te conseiller de rester sur le "basic" au début tant à ce niveau qu'au niveau des éventuels modifs. Y'a des fadas des modif mais je te conseille de rester sur le standard de la machine et juste adapter les t°, les couches des parois, le type et la densité du remplissage, les divers réglages filaments, ...
Clairement, plus tu vas entrer dans des réglages "d'expert" et plus tu vas compliquer les choses "inutilement" . Pour ma part, je reste dans le standard et tu as pu constater que les résultats son toujours nickel ... trop de gars pensent régler les problèmes "méca", réglages machines, problèmes filament et autres en "bidouillant" dans les réglages "d'expert"... alors qu'il suffit d'analyser la chose, essayer de comprendre ce qui se passe et quand on "trouve" pas, ben pose la question sur le forum
PS : j'oubliais ... laisse tomber le forum Prusa en Francais ... a pleurer !!! Par contre, certains post de l'anglais sont pas mal du tout !!!
Bien à vous tous
ramses- complétement accro
- Messages : 2021
Points : 2543
Date d'inscription : 10/07/2011
Age : 64
Localisation : Province de Namur en BELGIQUE
Re: Prise en main Prusa MK3
![]() dh42 Ven 6 Mai 2022 - 0:07
dh42 Ven 6 Mai 2022 - 0:07
Alors Prusa slicer 2.4.2+win64 ; firmware 3.10.1-4697
apparemment le 3.11 n'apporte que quelques langues/caractères supplémentaires et quelques modifs des textes affichés, donc rien qui puisse influer sur l'impression elle-même.
https://github.com/prusa3d/Prusa-Firmware/releases/tag/v3.11.0
Pour l'instant je vais passer du temps à la découvrir .. et à découvrir le soft ; l'avantage c'est que les profils fournis fonctionnent, ce qui n'était pas le cas avec la D200 ... et se taper les expérimentions de réglages de profils quand tu débarque dans l'impression 3D, c'est assez déprimant, le but c'est quand même de faire des pièces !
La prochaine exploration du soft, ce sera les supports ; d'ailleurs je n'ai pas trouvé de doc PDF pour le soft mais uniquement cette page ; il n'y a pas de PDF ou j'ai mal cherché ? (j'ai trouvé celui de l'imprimante, en français)
https://help.prusa3d.com/fr/category/prusaslicer_204
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Prise en main Prusa MK3
![]() Jivé Ven 6 Mai 2022 - 8:31
Jivé Ven 6 Mai 2022 - 8:31
https://help.prusa3d.com/fr/downloads
c'est en haut à droite "Handbook". il est en français.
Jivé- complétement accro
- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Re: Prise en main Prusa MK3
![]() ramses Ven 6 Mai 2022 - 8:56
ramses Ven 6 Mai 2022 - 8:56
dh42 a écrit:Alors Prusa slicer 2.4.2+win64 ; firmware 3.10.1-4697
apparemment le 3.11 n'apporte que quelques langues/caractères supplémentaires et quelques modifs des textes affichés, donc rien qui puisse influer sur l'impression elle-même.
3.11 ou 3.10 ne change pas grand chose (j'suis tjs en 3.10 aussi), juste que comme la machine n'avait que peu servi, je n'étais par certain que tu ne tournais pas avec un "vieux" firmware dépassé !
Très honnêtement, je dois avoir imprimé moins de 10 pièces avec support ... ca me gonfle à un point que tu n'imagines pas !!!! En dessin, je m'efforce de concevoir les pièces pour qu'elles soient imprimées sans support ! Je trouve que les supports compliquent fortement l'impression, bouffent du filament, sont pas toujours facile a retirer et laissent vraiment trop de traces ! Et donc, j'arrive à m'en passer tout en obtenant la pièce désirée, juste connaître les limites de la machine pour l'impression des surplombs suivant leur forme et ceci en fonction de l'épaisseur des couches. Au début, on se cherche pour la conception lors du dessin, mais on finit rapidement par intègre la chose ! A ca, ajouter le respect des épaisseurs de parois en fonction du slicer et les qlqs régles expliquées dans un post l'an dernier et ca roule !!!
Bonne impression
ramses- complétement accro
- Messages : 2021
Points : 2543
Date d'inscription : 10/07/2011
Age : 64
Localisation : Province de Namur en BELGIQUE
Page 1 sur 7 • 1, 2, 3, 4, 5, 6, 7

 Sujets similaires
Sujets similaires» Prise en main affleureuse Festool MFK 700 EQ-Plus
» Firmware Prusa ?
» Pas d'accroche sur PEI prusa MK3
» La Prusa MK4 est là