






Présentation, instalation et prise en main de ma BZT PFE 500 PX.
Page 7 sur 10 •  1, 2, 3, 4, 5, 6, 7, 8, 9, 10
1, 2, 3, 4, 5, 6, 7, 8, 9, 10 

 Re: Présentation, instalation et prise en main de ma BZT PFE 500 PX.
Re: Présentation, instalation et prise en main de ma BZT PFE 500 PX.
![]() beni Lun 30 Juin 2014 - 14:41
beni Lun 30 Juin 2014 - 14:41
Pr contre un bon élève réussira quel que soit le prof.
Et quand dit bon élève, je ne parle ps forcément de ses résultats mais de son attitude qui font de lui un élève et pas "juste" un enfant.
beni- complétement accro

- Messages : 727
Date d'inscription : 31/08/2011

Re: Présentation, instalation et prise en main de ma BZT PFE 500 PX.
![]() napo7 Lun 30 Juin 2014 - 14:48
napo7 Lun 30 Juin 2014 - 14:48
beni a écrit:C'est en effet peu être le cas mis quand je regarde autour de moi c'est toujours la même chose. Un prof, quel qu'il soit, n' a jamais transformé une huître en dauphin (pas très cool la comparaison je l' ccorde...).
Pr contre un bon élève réussira quel que soit le prof.
Et quand dit bon élève, je ne parle ps forcément de ses résultats mais de son attitude qui font de lui un élève et pas "juste" un enfant.
Au ton de ta réponse, j'espère que tu n'as pas pris la mouche ?
Mon message avait pour seul but de faire de l'humour, et en aucun cas de t'attaquer
Je n'ai jamais regardé les vidéos de tutoriel pour Sketchup, j'avais utilisé "l'instructeur" intégré à l'outil, et pas mal de pratique ensuite...
Si ca intéresse du monde, peut être que je pourrais faire des vidéos "Sketchup", voire avec une extension "sketchup pour les menuisiers", là ou il prend beaucoup de valeur !
PS: j'ai bien aimé ton image "transformer une huitre en dauphin"

napo7- acharné du forum

- Messages : 421
Points : 1021
Date d'inscription : 20/02/2012
Age : 43
Localisation : Saint-Lô -

Re: Présentation, instalation et prise en main de ma BZT PFE 500 PX.
![]() beni Lun 30 Juin 2014 - 15:08
beni Lun 30 Juin 2014 - 15:08
Allez j'arrête là avec le hors sujet (désolé jp!)

beni- complétement accro
- Messages : 727
Points : 1786
Date d'inscription : 31/08/2011
Age : 45
Localisation : Guyane
Re: Présentation, instalation et prise en main de ma BZT PFE 500 PX.
![]() Prétender 49 Lun 30 Juin 2014 - 15:39
Prétender 49 Lun 30 Juin 2014 - 15:39
Es-ce-que tu as encore l'outil qui devient bleu,as- tu réduis la vitesse d'avancée ou la V de l'outil ou les deux?
Tof le travail

Prétender 49- complétement accro
- Messages : 2923
Points : 4582
Date d'inscription : 08/04/2014
Age : 75
Localisation : Belgique/Mouscron -
Re: Présentation, instalation et prise en main de ma BZT PFE 500 PX.
![]() Slibo Lun 30 Juin 2014 - 16:48
Slibo Lun 30 Juin 2014 - 16:48
6°sens a écrit:Par ailleurs, je suis sur Mac et SolidWork n'est pas compatible... alors je ne peux pas m'intéresser à la 3D.
J'ai bien essayé sketchup, mais j'ai fait une allergie.
Je n'ai pas envie d'y retourner.
Il faudra pourtant que je fasse autre chose que d'y penser.
Amicalement à Tous,
Renaud
Aurais-tu songé d'installer "PARALLELS DESKTOP" ? Ce logiciel permet d'installer Windows et programmes tournant sous ce dernier sur MacOs. Cela fonctionne très très bien...
Cordialement, Etienne

Slibo- très actif

- Messages : 308
Points : 489
Date d'inscription : 01/08/2013
Age : 66
Localisation : Clabecq (Belgique)
Re: Présentation, instalation et prise en main de ma BZT PFE 500 PX.
![]() diomedea Mar 1 Juil 2014 - 7:12
diomedea Mar 1 Juil 2014 - 7:12
SW et SU doivent avoir des logiques très différentes, car si j'arrive maintenant à me débrouiller avec le premier, je n'ai jamais réussi à faire quoi que ce soit avec le second!napo7 a écrit:Pourtant, quand on débute en 3D, Sketchup est, à mon avis, bien plus facile à prendre en main...
Et pourquoi! à cause de Mac?6°sens a écrit:Donc je ne suis pas fait pour la 3D.
Si tu suis ce fil, c'est que très certainement ces techniques te tentent... Mais il ne faut pas se le cacher l’apprentissage ne ce fait pas du jour au lendemain! Le premier post ou j'ai montré une modélisation remonte à janvier 2009, faite sur SW2008. J'ai du mettre à peu près 6 mois pour sortir quelque chose d'exploitable. Aujourd’hui j'ai 6 659 Fichiers dans 334 Dossiers...
Je pensais à nouveau "galérer" pour prendre la CNC en main, et bien pas du tout! En seulement deux jours j'ai compris le principe! SolidWorks => Cambam=> Mach3=> pièce. La logique est la même que sur une machine conventionnelle, sauf qu'ici c'est l'ordinateur qui tourne les manivelles!
En fait je ne saurais te répondre, pour ça il faudrait que j'utilise une fraise neuve...Prétender 49 a écrit:Es-ce-que tu as encore l'outil qui devient bleu,as- tu réduis la vitesse d'avancée ou la V de l'outil ou les deux?
Merci David, je vais regarder ça!
J'ai donc tout repris à zéro, supprimé tout les fichiers CamBam et recréé un nouveau qui regroupe toutes les opérations d'usinages en une seule fois.
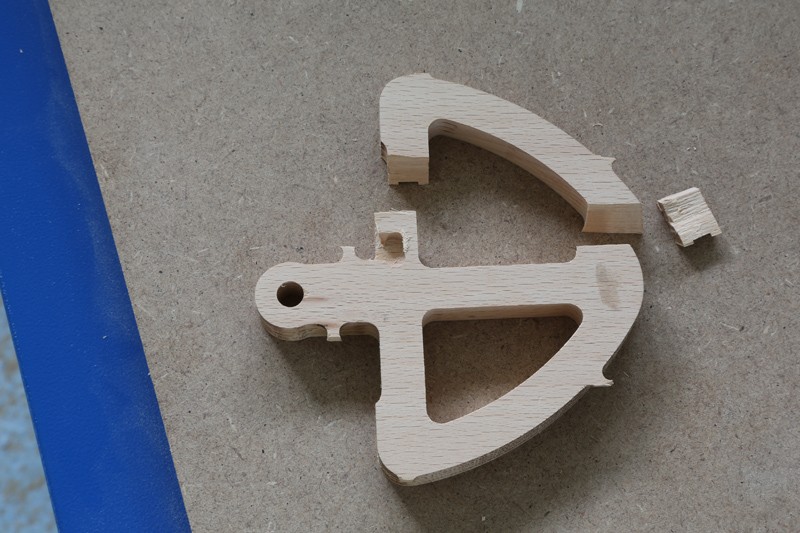
Et c'est parti, à 1600mm/min:
4min30, le résultat est conforme à ce que j’attendais de cette machine!

Il y a bien sur des défauts, mais la machines n'en ai pas responsable

Il n'y a plus qu'à essayer l'alu...

J'ai testé ce dont je vous ai parlé hier, mais...
... C'est sans importance, l’essentiel est de comprendre ce qui c'est passé.
Comme le montre la vidéo, les rainures sont faite en une seule passe de 3mm, et la pièce retournée n'était maintenue que par les attaches, en fait par celles qui restaient!
En contournant la pièce très proche du bord, pour économiser de la matière, je perds des points d'attaches, de plus les points restant sont du même coté.
J'ai voulu corriger le fichier Cambam, en faisant 3 passes de 1mm, mais si en créant les parcours d'outils on voit que la modif' a été pris en compte, en revanche elle ne l'est pas en créant le fichier G-codes... Je ne doit pas utiliser la bonne méthode!
A suivre...
Dernière édition par diomedea le Mar 8 Juil 2014 - 11:23, édité 1 fois

diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Présentation, instalation et prise en main de ma BZT PFE 500 PX.
![]() beni Mar 1 Juil 2014 - 12:06
beni Mar 1 Juil 2014 - 12:06
très belle pièce
si tu veux aller plus vite, tu peux faire des contours intérieurs à la place de tes 2 poches. Je pense que la poche n'est vraiment intéressante que quand l'usinage ne se fait pas sur toute la hauteur de pièce. Enfin, je le vois comme ça, je me trompe peu être (surement !?) mais dans tous les cas, ça doit marcher des 2 façons.
ça n'enlève rien à la réussite de tes pièces
beni- complétement accro
- Messages : 727
Points : 1786
Date d'inscription : 31/08/2011
Age : 45
Localisation : Guyane
Re: Présentation, instalation et prise en main de ma BZT PFE 500 PX.
![]() jeromec Mar 1 Juil 2014 - 13:02
jeromec Mar 1 Juil 2014 - 13:02
C'est ce que je me suis dit en regardant la vidéo, mais après réflexion (si, si ça m'arrive!!) il faut mettre des attaches sur les parties intérieures qui vont de détacher non ? (sinon elles vont voler non ?)beni a écrit:...tu peux faire des contours intérieurs à la place de tes 2 poches....

jeromec- je prends du galon

- Messages : 85
Points : 222
Date d'inscription : 03/09/2012
Age : 56
Localisation : 69 -
Re: Présentation, instalation et prise en main de ma BZT PFE 500 PX.
![]() dh42 Mar 1 Juil 2014 - 13:57
dh42 Mar 1 Juil 2014 - 13:57
Je pensais à nouveau "galérer" pour prendre la CNC en main, et bien pas du tout! En seulement deux jours j'ai compris le principe! SolidWorks => Cambam=> Mach3=> pièce. La logique est la même que sur une machine conventionnelle, sauf qu'ici c'est l'ordinateur qui tourne les manivelles!
Tu vois, tu t'inquiétais pour rien ; le plus difficile c'est le soft de dessin, et encore la plupart du temps en usinage tu n'a pas besoin de dessiner en 3D, la 2D suffit et c'est d'un abord plus aisé que la 3D.
Même remarque que les autre pour les évidements qui auraient put être faits par un contour intérieur.
Pour ton problème de casse d'attaches, il y a plusieurs facteurs à prendre en compte:
Le premier, c'est l'ordre des opérations ; il te faut faire le découpage en dernier, autrement dit pas lors de l'usinage de la première face, mais de la 2ieme.
première face, tu ne fait que ce qui est inaccessible une fois la pièce retournée, ainsi que les centreurs.
Dans ce cas donc tu usine uniquement les 7 poches + 2 trous de 6 ou 8 à l'extérieur de la pièce (pour des tourillon à bois) suivant la fraise que tu utilise (par perçage vertical - voir perçage-cycle de perçage).
Ces trous devront traverser la pièce et entrer dans le martyre de quelque mm, et il devront être à l'axe (il faudrait donc que tu mette le 0,0 dans CB centré sur l'axe de la pièce et par conséquent que sur ta plaque de MDF tu fasse le 0,0 à l'endroit qui sera aussi le centre de la pièce.
Une fois la face 1 usinée, tu retourne ta pièce (attention si tu aligne les centreurs sur X, il faudra bien tourner la pièce autour de l'axe X dans la réalité
Sur CB, il te suffit de cliquer/glisser les op d'usinage dans la liste pour changer leur ordre.
Pour les attaches, leur tenue est très dépendante du matériaux, et le MDF c'est fragile ... dans le bois massif,, il faut les mettre de façon à ce que le fil du bois fasse un pont entre la pièce et la chute, autrement dit, perpendiculaires à la trajectoire de la fraise, sinon elles casses si les fibre sont dans le mauvais sens.
J'ai voulu corriger le fichier Cambam, en faisant 3 passes de 1mm, mais si en créant les parcours d'outils on voit que la modif' a été pris en compte, en revanche elle ne l'est pas en créant le fichier G-codes... Je ne doit pas utiliser la bonne méthode!
Il faut bien sur recréer le Gcode après chaque modif, en principe, lors de la création du Gcode CB te demande si tu veux écraser le fichier précédant ; peut être à tu répondu NON, ou plus probable, tu t'est trompé de commande pour créer le Gcode. Il y en a 3 différentes, un dans le dossier usinage qui correspond aussi à celle du menu principal Usinage et qui crée le Gcode pour le projet entier, mais il y e a aussi 2 autres ; une dans le(s) dossier(s) Groupe et aussi dans les op d'usinage elles même. Il se peux que tu ai crée le Gcode d'un groupe ou seulement d'une op, et comme il n'a pas le même nom que le Gcode principal tu ne constate aucun changement. Assure toi bien de créer ton Gcode par le menu principale ou celui du dossier usinage (raccourci: Ctrl + W)
Amuse toi bien
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Présentation, instalation et prise en main de ma BZT PFE 500 PX.
![]() beni Mar 1 Juil 2014 - 18:54
beni Mar 1 Juil 2014 - 18:54
mais bon, si tu fais ça juste pour t’entraîner, mon commentaire ne sert pas à grand chose lol
beni- complétement accro
- Messages : 727
Points : 1786
Date d'inscription : 31/08/2011
Age : 45
Localisation : Guyane
Re: Présentation, instalation et prise en main de ma BZT PFE 500 PX.
![]() diomedea Mer 2 Juil 2014 - 6:49
diomedea Mer 2 Juil 2014 - 6:49
beni, c'est exactement ce que j'ai fais en page précédente!beni a écrit:si tu dois faire un retournement, l'emploi d'un "moule" pourra peu être t'aider : tu le crée par un contour intérieur de l'extérieur de ta pièce puis tu poses tes pièces dedans
"Ce fichier m'a servi à créer une empreinte dans le martyr, représentant la position exacte ou devra être positionné la pièce à usinée."

Je confirme!dh42 a écrit:Tu vois, tu t'inquiétais pour rien ; le plus difficile c'est le soft de dessin...
L’acquisition de SolidWorks a été autrement plus laborieuse!

Ces premiers essais sont très encourageant, il me font prendre conscience du réel potentiel de cette machine! En fait je n'avais pas du tout capté ce qu'était un G-code, par exemple, et de fait je ne comprenais pas à quoi servait exactement Cambam ou Mach3!
En tout cas merci pour tes précieux conseils!
Aller, après ces quelques jours de brainstorming informatique, je me suis pris une petite journée menuiserie traditionnelle! Je me suis fais un tiroir.
Pas de plan cette fois, juste quelques relevés sur le meuble. Le bois est toujours issu de même stock de sapin japonais.
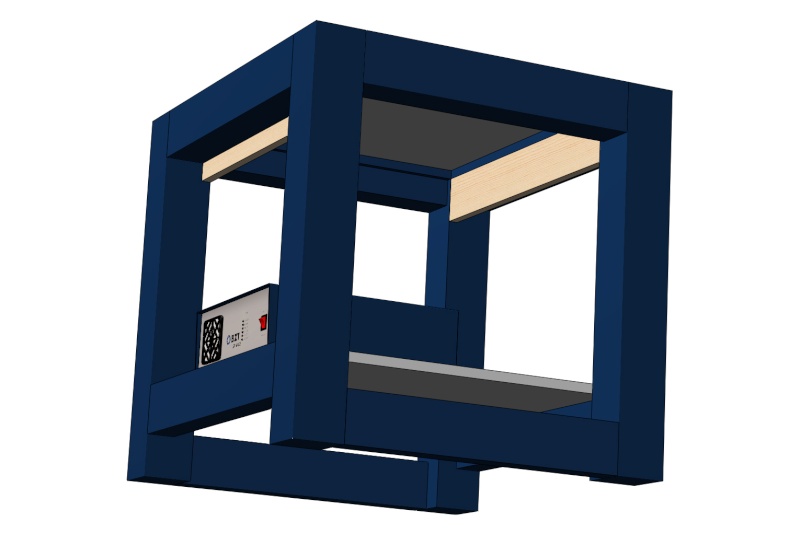
La première étape va être de créer un support coté meuble, comme ça:
Ces deux planche me permettrons de rattraper le niveau des pieds, et de pouvoir descendre les glissières.
Les deux planches déjà équipées de leurs glissières prête à être vissées dans le meuble.

Les deux cotés du tiroir.

Les rainures des glissières coté tiroir ont été faites à la toupie.

A ce stade je peux facilement connaitre la largeur de la façade, pas besoin de plan pour ça!


Les cotés sont collés/vissés dans l'épaulement de la feuillure de la façade.

Le reste se fait naturellement. La partie AR est collé/vissée entre les cotés, et est dimensionnée pour laisser passer le fond après assemblage. Les fond étant maintenu par des rainures, sur les cotés et sur la façade.

Et voila, après peinture.

Il me servira pour l'outillage de la machine.

J'ai également redémonté la tour. Comme je l'ai dis plus haut, avoir tous les câbles sur une même face n'est pas pratique pour l'usage que j'en fais.
A suivre...
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Présentation, instalation et prise en main de ma BZT PFE 500 PX.
![]() beni Mer 2 Juil 2014 - 9:50
beni Mer 2 Juil 2014 - 9:50
c'est exactement ce que j'ai fais en page précédente!
Autant pour moi alors. Je pensais avoir tout lu mais j'ai dû rater un morceau.
Sinon jolie petit tiroir ! A ton habitude !!
beni- complétement accro
- Messages : 727
Points : 1786
Date d'inscription : 31/08/2011
Age : 45
Localisation : Guyane
Re: Présentation, instalation et prise en main de ma BZT PFE 500 PX.
![]() dh42 Mer 2 Juil 2014 - 18:48
dh42 Mer 2 Juil 2014 - 18:48
Bien le tiroir
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Présentation, instalation et prise en main de ma BZT PFE 500 PX.
![]() diomedea Jeu 3 Juil 2014 - 6:32
diomedea Jeu 3 Juil 2014 - 6:32
Aujourd'hui je me suis occupé à mettre la partie ordinateur au propre.
6°sens a écrit:
Il te reste sans doute un peu de bleu... ?

Oui Renaud, il me reste du bleu!
Retour donc à la normale pour les composants de la tour. En fouillant dans le carton de pièce d'ordi, j'ai trouvé une petite carte qui me permettra d'avoir deux ports USB en façade.

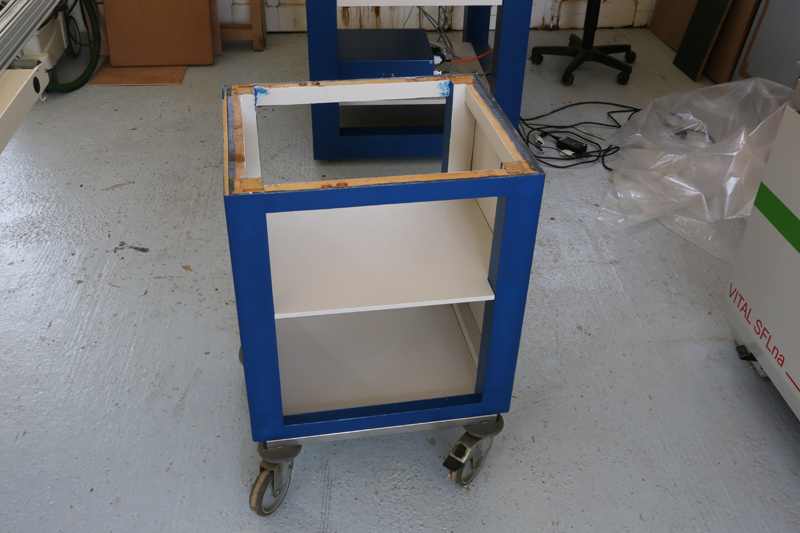
La nouvelle face avant est directement vissée dans le meuble, et passe sous l'étagère du milieu. Je l'aurais bien découpé à la CNC, mais sans ordi, c'est pas simple!

J'ai préféré refaire un nouveau plateau, l'ancien était trop abimé.

Voila ce que ça donne

Je viens de réaliser qu'il à presque retrouvé sa couleur d'origine!

Bon... d’accord, l'écran bleu n'est pas forcément de très bon gout... C'est quand je l'ai démonté pour y mettre le film anti reflet, la bombe de peinture était juste à coté...

Il me reste encore les filtres à poussières des ventilos à faire, et tout sera opérationnel.

A suivre...
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Présentation, instalation et prise en main de ma BZT PFE 500 PX.
![]() michel.be Jeu 3 Juil 2014 - 6:43
michel.be Jeu 3 Juil 2014 - 6:43
un peu HS (quoique) ... c'est quoi ta technique de mise en peinture car sur les photos ça semble vraiment impeccable !!??
++
michel be
michel.be- complétement accro
- Messages : 826
Points : 2005
Date d'inscription : 14/07/2012
Age : 56
Localisation : Belgique - Namur/Luxembourg
Re: Présentation, instalation et prise en main de ma BZT PFE 500 PX.
![]() michel74 Jeu 3 Juil 2014 - 6:53
michel74 Jeu 3 Juil 2014 - 6:53
Ok
 et je retourne à Linux
et je retourne à LinuxPour redevenir sérieux, je suis accro à ce fil et jaloux de tes multiples talents.
michel74- très actif
- Messages : 264
Points : 459
Date d'inscription : 02/12/2013
Age : 69
Localisation : Thônes 74
Re: Présentation, instalation et prise en main de ma BZT PFE 500 PX.
![]() 6°sens Jeu 3 Juil 2014 - 6:59
6°sens Jeu 3 Juil 2014 - 6:59
Oui Renaud, il me reste du bleu!
Bonjour à Tous,Bon... d’accord, l'écran bleu n'est pas forcément de très bon gout...
De fait, le code couleur de Ta CNC est "BLEU"... on s'y fera aisément.
++
Renaud
_________________
« Heureux sont les fêlés, car ils laissent passer la lumière » M. Audiard
« Je ne perds jamais, soit je gagne soit j'apprends " Nelson Mandela
« Un jour, j'irai vivre en THÉORIE parce qu'en théorie tout se passe toujours bien » Pierre Desproges

6°sens- Modérateur

- Messages : 9437
Points : 16186
Date d'inscription : 25/03/2011
Age : 71
Localisation : Cambrésis
Re: Présentation, instalation et prise en main de ma BZT PFE 500 PX.
![]() Emi81 Jeu 3 Juil 2014 - 7:18
Emi81 Jeu 3 Juil 2014 - 7:18
michel.be a écrit:Salut,
un peu HS (quoique) ... c'est quoi ta technique de mise en peinture car sur les photos ça semble vraiment impeccable !!??
++
michel be
Bonne remarque
idem j'attends la réponse !

Emi81- acharné du forum
- Messages : 562
Points : 809
Date d'inscription : 29/05/2013
Age : 43
Re: Présentation, instalation et prise en main de ma BZT PFE 500 PX.
![]() diomedea Ven 4 Juil 2014 - 7:01
diomedea Ven 4 Juil 2014 - 7:01
J'utilise un rouleau à laquer de ce style:michel.be a écrit:c'est quoi ta technique de mise en peinture car sur les photos ça semble vraiment impeccable !!??

Le film alimentaire sert à l'envelopper entre deux couches.
L'ordi prêt à être monté dans son support. Si j'avais su, j’aurais commencé par cette disposition!

Et la, nouvelle con...rie! J'ai volontairement monté le ventilo du coté ou je pouvais bénéficier du croisillon pour le filtre. inconvénient, placé comme ça il souffle vers l'extérieur... Qu'à cela ne tienne, j'ai inversé le polarités.
Et bien ça ne marche pas! le ventilo ne tourne plus. Ça n'est pas grave, je verrais ça plus tard, après le déjeuné...
A mon retour, j'ai été alerté par une odeur suspecte, une odeur de moteur électrique qui a pris un coup de chaud! Conclusion, il ne faut pas brancher les ventilos à l'envers!
A noter, et vu que l'on parle de peinture, qu'il manque encore une couche de bleu sur cette face...

Redémontage... Et bien il n'est pas cramé!
Après l’avoir remis dans le bon sans, j'ai rajouté une grille qui servira à bloquer le filtre.
La cassette du filtre est en MDF.

Le media-filtrant.

Cette fois tous marche! J'avais prévu une fixation sur l'AR, mais c'est inutile, ce boitier est très rigide.

Le plateau est assez petit, mais suffisant pour l'usage que j'en ferais.


Passons au bridage...
Les rainures de la table sont prévues pour de recevoir de la visserie standard de M6 à tête hexagonale (10 sur plat). Assez curieusement, les écrous ne passent pas.
En fouillant dans la boite de ma vieille fraiseuse, j'ai trouver ces brides, et coïncidence, elles sont en M6!

J'avais également cet étau qui trainait dans un placard.
Sa fabrication ne fait appelle qu'à des pièces usinées, il est entièrement démontable et à très peu de jeux, il pourrait être facilement utilisé sur une machine.
Le petit étau du bas, est celui de ma fraiseuse Emco FB1. Il est également bien construit, mais un peu petit.

L'adaptation à été rapide! J'ai simplement troqué la patte de serrage par une tôle d'acier de 10mm.

Il est pas mignon mon petit étau?!!
En fouillant toujours dans la même boite, j'ai également trouvé quelques fraises.
On a de 1 à 6 en queues de 6 et 8 en queue de 10.

D’où question... Quel est le réel intérêt de posséder toute la panoplie des pinces, puisque l'on trouve très facilement des fraises de Ø différents avec des queues standardisées au même Ø?
JP
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Présentation, instalation et prise en main de ma BZT PFE 500 PX.
![]() ellogo67 Ven 4 Juil 2014 - 7:50
ellogo67 Ven 4 Juil 2014 - 7:50
Admettons que tu possèdes une fraise de 4 avec un Ø de queue de 8 et que la partie utile de fraisage n'est que de 15 mm.
Si tu dois usiner sous une profondeur de 20 mm, tu ne pourras pas utiliser celle-ci.
Alors que si tu possèdes une fraise de 4 avec une queue de Ø4, tu peux usiner sur toute la longueur de ta fraise.
C'est pour cela qu'il faut avoir une panoplie de fraises pour pouvoir travailler sous toutes les conditions.

ellogo67- acharné du forum
- Messages : 471
Points : 674
Date d'inscription : 14/04/2012
Age : 61
Localisation : Alsace
Re: Présentation, instalation et prise en main de ma BZT PFE 500 PX.
![]() dh42 Sam 5 Juil 2014 - 0:42
dh42 Sam 5 Juil 2014 - 0:42
Mignon le bébé étau
Ça change de mon "monstre" qui tient presque toute la table de la CN ... (mais il ne vibre pas, c'est sur !)
Pour tes fraises, si c'est du HSS, garde les pour l'alu car dans le bois tu vas les tuer en un rien de temps, de plus si tu usine du bois avec une fraise, même carbure, elle est morte pour le métal. (mais pas l'inverse)
Un jeu de brides, ça peut être un premier exercice d'usinage dans l'alu
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Présentation, instalation et prise en main de ma BZT PFE 500 PX.
![]() diomedea Sam 5 Juil 2014 - 7:51
diomedea Sam 5 Juil 2014 - 7:51
Merci ellogo pour ces précisions!
dh42 a écrit:... en plus du virus CNc, tu à pris une c.philite Wink .. du bleu partout !!

Cette fois je vous jure que je n'ai pas fais exprès!

Ça n'est pas de ma faute si Henaff à choisi cette couleur!

Aujourd'hui j'ai essayé pas mal de trucs, dont l'écriture, notamment, avec les polices filaires téléchargeables ici.
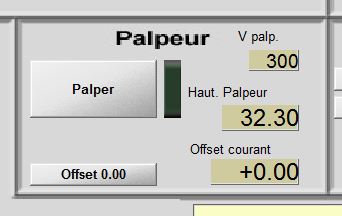
J'ai eu à résoudre quelques problèmes, comme la profondeur de passe qui ne correspondait pas à la programmation. J'avais systématiquement 1mm de plus.
Après avoir fais des recherches dans Cambam, puis Mach3, j'ai fini par trouver... Ça venait du capteur! Pour qui pour quoi il s'était déréglé. De 33,3mm à l'origine, je suis maintenant à 32,3mm.

J'ai donc rentré la nouvelle valeur dans la case de Mach3.
Ça a bien marché, et ça m'a permis de me rassurer sur le positionnement des points de départs et l'emplacement des fraisages sur la pièce, c'était pour moi un gros point sombre... Je n'ai pas fraisé la table, ni tapé dans une bride!
Première question: Existe t-il une fonction pour écrire un texte sans devoir créer un, (voir deux pour le "X"), fichier gravure par lettre? Si je ne le fais pas, la broche ne remonte pas entre chaque lettre. J'avais pourtant pris soin de "décomposer" le texte.

Autre chose: J'ai télécharger le plugin V-Grave, et si il est bien présent sur le Cambam de l'ordi du salon, impossible de le voir sur celui de l'atelier!

David, je me rappel bien de cette vidéo!
Je m'en ferait certainement d'autre à l’occasion.

Petit détail pour ne pas marquer la table en alu, j'ai limé les inscriptions en reliefs des têtes de vis. Je les ai également supprimées sur les autres, car elles gênaient aux passages des vis de fixations de la table.

Et pour finir j'ai fais un "REF ALL HOME" sans oublier de décocher "Soft Limits" le temps de la manip'!

Tous est maintenant rentré dans l'ordre, le X a retrouvé sa place près de la butée.
A suivre...
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Présentation, instalation et prise en main de ma BZT PFE 500 PX.
![]() athanase Sam 5 Juil 2014 - 8:54
athanase Sam 5 Juil 2014 - 8:54
super projet, superbe finition.
En un mot c'est super
j'ai hâte de voir les premières pièces fraisées.
a+
athanase- complétement accro
- Messages : 648
Points : 1160
Date d'inscription : 10/01/2014
Age : 54
Localisation : Tarn
Re: Présentation, instalation et prise en main de ma BZT PFE 500 PX.
![]() Strib Sam 5 Juil 2014 - 10:52
Strib Sam 5 Juil 2014 - 10:52
Qu'elle est belle !
Pour ton problème de plugin V-Engrave absent , je pense que Cambam n'est pas "exécuté en tant qu’administrateur" (clic droit / Exécuter en tant qu'Administrateur)
Si en faisant cette manip il apparait, c'est que tu vas devoir modifier les paramètres de sécurité dans les propriétés de l'explorateur Windows (clic droit sur Cambam / Propriétés / onglet sécurité), il me semble que cela me l'avait fait ...
A+
Stéphane

Strib- complétement accro
- Messages : 2473
Points : 4676
Date d'inscription : 25/04/2012
Age : 52
Localisation : Corse du Sud -
Re: Présentation, instalation et prise en main de ma BZT PFE 500 PX.
![]() dh42 Sam 5 Juil 2014 - 14:32
dh42 Sam 5 Juil 2014 - 14:32
Première question: Existe t-il une fonction pour écrire un texte sans devoir créer un, (voir deux pour le "X"), fichier gravure par lettre? Si je ne le fais pas, la broche ne remonte pas entre chaque lettre. J'avais pourtant pris soin de "décomposer" le texte.
Oui, absolument ; en fait tu n'a nul besoin de décomposer ton texte et tu peux appliquer l'op de gravure directement sur l'objet texte.
Il y a une particularités de l'opération de gravure qu'il faut connaitre, et un réglage qui à mon avis est responsable de ton problème de remonté en Z.
- Contrairement aux autres opérations d'usinage comme les contours et les poches ou le point de départ d'usinage en Z (surface pièce) et le point d'arrivée (profondeur finale) sont donnés par les paramètres de l'opération et totalement indépendants de la position en Z du tracé, ce n'est pas le cas en gravure.
Contrairement aux autres opérations, l'op de gravure fonctionne en 3D ; si ta courbe descend en Z, la fraise suivra ; la profondeur finale ne sera donc pas une valeur absolue en Z, mais une valeur relative aux variation de position en Z de cette courbe.
Pour ton problème de fraise qui ne remonte pas ; 2 pistes à vérifier:
- paramètre Plan de dégagement: il doit avoir une valeur supérieure à surface pièce. Attention, en gravure, il dépend aussi de la position de la courbe en Z maxi. Pour débuter, il est préférable de laisser le tracé à graver à la position Z=0 (sa position par défaut à la création sous Cambam)
- paramètre Déplacement latéral maxi: Il indique à CamBam pour quelle valeur de déplacement latéral il doit relever la fraise pour passer d'une trajectoire à l'autre (sur le plan horizontal)
Exemple, dans un usinage de poche, l'outil est censé passer d'une trajectoire concentrique à la suivante sans remonter, mais si l'écartement entre 2 trajectoires est plus important qu'une certaine valeur, l'outil remonte, se déplace en rapide, et replonge dans la matière. C'est ce paramètre Déplacement latéral maxi qui détermine cette distance ; la distance maxi que fera l'outil sans remonter sera égale à la valeur de Déplacement latéral maxi * par le Ø de la fraise.
Dans le cas de ton op de gravure par exemple, si tu à défini une fraise de 1.5mm de Ø et que Déplacement latéral maxi = 0.7 ; alors si l'écart entre 2 tracés (2 caractères ou les lignes qui les composent) est inférieur à 1.5*0.7 soit 1.05mm la fraise ne remontera pas.
En gravure, le plus sur est de mettre ce paramètre à 0 ; il y aura donc une remonté obligatoire pour passer d'un tracé à l'autre quelque soit leur écartement.
Sur l'image suivante on vois ce qui se passe si ce paramètre n'est pas correctement réglé ; à certains endroits, la fraise ne remonte pas ; c'est également visible dans Cambam, mais bien moins parlant que sur la simulation CutViewer ; on vois bien qu'il manque des remontées + rapide.
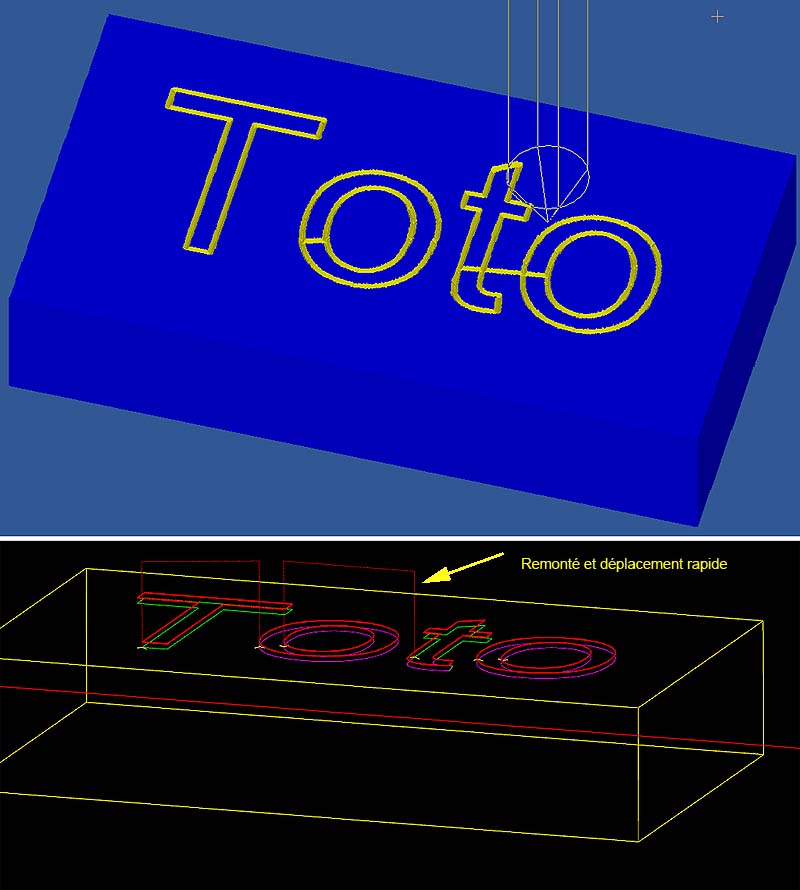
Ici, après avoir mis le paramètre Déplacement latéral maxi à 0, plus de problème ... et les rapides manquants sont apparus dans l'affichage de Cambam.

Autre chose: J'ai télécharger le plugin V-Grave, et si il est bien présent sur le Cambam de l'ordi du salon, impossible de le voir sur celui de l'atelier!
Je n'ai jamais eu ce genre de soucis sous XP ... tu à bien pensé à le décompresser avant ? le fichier résultant doit être un .dll et il doit être dans C:\Program Files\CamBam plus 0.9.8\plugins ... les autres plugins fonctionnent ?
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Présentation, instalation et prise en main de ma BZT PFE 500 PX.
![]() diomedea Dim 6 Juil 2014 - 5:40
diomedea Dim 6 Juil 2014 - 5:40
Et merci!
Pas de CNC aujourd'hui, j'étais pris ailleurs...
Et hop! un tuto de plus!
J'ai pris l'habitude d'imprimer certaine de vos réponses, pour pouvoir les lires et les consulter dans l'atelier.
Juste une chose, avant de lancer mes usinages, j'ai toujours ce même message dont je ne comprends pas la signification:

Bon dimanche à tous,
JPaul
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Contenu sponsorisé
Page 7 sur 10 • 1, 2, 3, 4, 5, 6, 7, 8, 9, 10

 Sujets similaires
Sujets similaires» Prise en main Prusa MK3
» Prise en main affleureuse Festool MFK 700 EQ-Plus
» prise en main ponceuse Lineaire "Duplex"
» [Présentation] Rangement de mes outils à main de Vincent