






projet achat fraiseuse cnc grand format pour fabrication enseignes
Page 6 sur 11 •  1, 2, 3 ... 5, 6, 7 ... 9, 10, 11
1, 2, 3 ... 5, 6, 7 ... 9, 10, 11 

 Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() hares01 Dim 22 Juin 2014, 19:46
hares01 Dim 22 Juin 2014, 19:46
Rien de bien extraordinaire un rond et un carré de 60mm de côté
les côtes correspondent à ce qui avait été dessiné dans Cambam
Bon la gestion du palpeur d'outils dans Mach3fr à été complètement à la ramasse :
normalement la broche descend sur le palpeur d'outils mobile, le touche et doit remonter de 5mm
c'est se qui se passait hier
aujourd'hui il descend, touche le palpeur et remonte jusqu'à la butée en Z
j'ai donc calibré le point zéro à l'oeil pour pouvoir usiner ....
Déjà hier le panneau du palpeur d'outils ne prenait pas toujours en compte les mesures rentrées
J'ai pris les côtes pour le décalage des origines de chaque broches par rapport à la broches 1
Comment dois-je rentrer ces mesures à présent dans le logiciel ?
Je pensais que c'était par le paramétrage des outils dans Mach3 mais il n'y à pas de décalage XY
hares01- complétement accro

- Messages : 747
Date d'inscription : 20/07/2013

Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() hares01 Dim 22 Juin 2014, 19:48
hares01 Dim 22 Juin 2014, 19:48
hares01- complétement accro
- Messages : 747
Points : 1152
Date d'inscription : 20/07/2013
Age : 36
Localisation : Nantua
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() dh42 Dim 22 Juin 2014, 20:03
dh42 Dim 22 Juin 2014, 20:03
J'ai pris les côtes pour le décalage des origines de chaque broches par rapport à la broches 1
Comment dois-je rentrer ces mesures à présent dans le logiciel ?
Il faudrait que tu mette les macro M6start.m1s et M6end.m1s en PJ pour que je regarde à quoi ressemble le code du changement d'outil et si je peux le modifier pour faire le décalage en auto.
Est il possible de palper chaque outils avant le début d'un usinage pour que le programme se déroule sans interruption ?
Non, je ne pense pas, il doit falloir faire en sorte de faire le palpage en auto après le changement de broche, mais dans ce cas le palpeur doit se trouver en position fixe (et donc tu dois aussi connaitre le décalage entre le palpeur et la surface de ta pièce), à moins que l'on ne puisse gérer ça via la biblio d'outil de Mach3, en renseignant les longueurs d'outils ... en principe ça fonctionne comme ça sur une CN pro ; tout tes outils sont mesurés et stockés dans la base de donnée et la machine corrige en fonction de la longueur. Je n'ai jamais utilisé ce genre de fonctions, et je ne pourrais pas t'en dire beaucoup plus, mais il est possible que le Gcode doivent contenir des infos spécifiques pour gérer les hauteurs d'outils.
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() hares01 Dim 22 Juin 2014, 20:11
hares01 Dim 22 Juin 2014, 20:11
avec une cale peut-être ?
- Fichiers joints

- macros perso.zip Vous n'avez pas la permission de télécharger les fichiers joints.(2 Ko) Téléchargé 17 fois
Dernière édition par hares01 le Ven 27 Juin 2014, 23:01, édité 1 fois
hares01- complétement accro
- Messages : 747
Points : 1152
Date d'inscription : 20/07/2013
Age : 36
Localisation : Nantua
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() dh42 Dim 22 Juin 2014, 20:32
dh42 Dim 22 Juin 2014, 20:32
Bon, dans la macro il n'y arien qui gère le décalage en X des broches ; je regarderais si je peux améliorer le programme, mais il faudra tester prudemment ; de mon coté je ne peux pas tester autrement qu'en virtuel ... et je ne sais pas quand je pourrais faire ça.
En attendant, donne moi déjà les décalages X de chacune des 3 broches par rapport à la n°1.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() hares01 Dim 22 Juin 2014, 20:50
hares01 Dim 22 Juin 2014, 20:50
As tu une photo des bagues dont tu parle ?
Pour les coordonnées :
broche 1 à X=0 Y=0
broche 2 à X=160.5 Y=-13
broche 3 à X=321 Y=0
broche 4 à X=481,5 Y=0
hares01- complétement accro
- Messages : 747
Points : 1152
Date d'inscription : 20/07/2013
Age : 36
Localisation : Nantua
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() dh42 Dim 22 Juin 2014, 20:56
dh42 Dim 22 Juin 2014, 20:56
Comment se fait il qu'il y en ai une qui soit décalée en Y
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() hares01 Dim 22 Juin 2014, 21:04
hares01 Dim 22 Juin 2014, 21:04
hares01- complétement accro
- Messages : 747
Points : 1152
Date d'inscription : 20/07/2013
Age : 36
Localisation : Nantua
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() hares01 Dim 22 Juin 2014, 21:08
hares01 Dim 22 Juin 2014, 21:08
hares01- complétement accro
- Messages : 747
Points : 1152
Date d'inscription : 20/07/2013
Age : 36
Localisation : Nantua
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() dh42 Dim 22 Juin 2014, 21:14
dh42 Dim 22 Juin 2014, 21:14
hares01 a écrit:S'est parceque c'est une 4.5kw au lieu d'une 3kw donc elle est plus grosse
Ah ok, je n'avais pas vu qu'elles étaient différentes.
Pour les Vitesse de coupes et les avances/dent, on trouve ça sans problème pour l'usinage du métal, mais pour les autres matériaux, c'est un peu plus difficile, et introuvable pour le bois ; par définition ce n'est pas un matériaux homogène et normalisé, donc impossible d'avoir des valeurs vraiment fiables..
Pour ma part, pour Vc je tourne entre 150 et 500 m/min et 1/50 du Ø outil pour Fz (avance/dent)
http://www.metabricoleur.com/t1259p7-calcul-de-parametres-de-coupe#102612
Ces bagues, les fraises rentre en force à l'interieur pour avoir le même écart ?
Je suppose ; je n'en ai jamais utilisé ; gérer une base de donner d'outils ça me gonfle, le temps que j'ai rentré toute les données, la fraise est usée
 je préfère palper à chaque changement ..
je préfère palper à chaque changement .. ++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() hares01 Lun 23 Juin 2014, 18:18
hares01 Lun 23 Juin 2014, 18:18
- soit la broche descend touche le palpeur et remonte comme cela est configuré
- soit la broche descend touche le palpeur et remonte jusqu'en haut et bien sur les mesures sont aux fraises
- soit la broche descend touche le palpeur attends une seconde et descend jusqu'à se que j'enclenche la sécurité
bref j'ai essayé plusieurs macro de palpage mais rien ne fonctionne pourtant le palpeur est bien reconnu dans l'écran de diagnostic de Mach3fr quand je fait plaquer le palpeur sur la fraise

hares01- complétement accro
- Messages : 747
Points : 1152
Date d'inscription : 20/07/2013
Age : 36
Localisation : Nantua
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() hares01 Lun 23 Juin 2014, 18:48
hares01 Lun 23 Juin 2014, 18:48
- les quatre broches de la machine sont gérées comme 4 outils différents
Serait il possible de palper les 4 broches avant le démarrage d'un programme et d'enregistrer dans les paramètres de chaque outils sa hauteur en soustrayant la hauteur de la broche sans fraises à la hauteur avec fraise
Ainsi les hauteurs seraient rentrée en "dur" dans la listes des outils de Mach3 et il n'y aurait pas besoin de faire de palpage d'outils après un changement de broche
hares01- complétement accro
- Messages : 747
Points : 1152
Date d'inscription : 20/07/2013
Age : 36
Localisation : Nantua
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() dh42 Lun 23 Juin 2014, 22:49
dh42 Lun 23 Juin 2014, 22:49
pour ton palpage, je ne sais trop quoi te dire, je n'utilise pas le même screenset ni la même macro, mais d'après ce que j'ai vu du code de palpage du screenset français, il n'y a rien qui devrait faire remonter la broche tout en haut.
J'ai fait des essais en virtuel sur une interface de mach3fr, et je n'ai rien vu de bizarre ; exemple:
hauteur palpeur = 40.00
Coord z de la surface palpée = 0
coord z de retour = 45
"Palper sur place"
à chaque essais je suis remonté à 45 après palpage ... je ne comprend pas ce qui peux merder sur le tien
Pour la gestion des outils, j'avoue que je ne connais pas du tout, je ne l'utilise absolument pas (pas même la biblio) ; j'ai jeté un œil vite fait sur le magasin d'outil, mais je n'ai pas vraiment compris le fonctionnement ; il va te falloir te rabattre sur la doc de Mach3
EDIT: Tu pense bien à faire le référencement de la machine après chaque mise en service et avant toute utilisation ?
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() hares01 Mar 24 Juin 2014, 17:39
hares01 Mar 24 Juin 2014, 17:39
Je dois désactiver les limites logiciels, appuyer sur le bouton de référencement et la machine se déplace jusqu'à des fins de course magnétique puis je remets les limites logiciels car si je n'enlève pas les limites logiciels la machine ne se déplace pas en Z
Pour les hauteurs d'outils il faudrait que je trouve la macro qui inscrit automatiquement après palpage la hauteur de l'outils dans le magasin d'outils
hares01- complétement accro
- Messages : 747
Points : 1152
Date d'inscription : 20/07/2013
Age : 36
Localisation : Nantua
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() hares01 Mar 24 Juin 2014, 18:56
hares01 Mar 24 Juin 2014, 18:56
- Code:
'ToolChange Macro For Bed type tool changer 11/05 Brian
Sub Main()
OldTool = GetOEMDRO (1200) 'Tool In spindle DRO You must add this to your settings screen
x = GetToolChangeStart( 0 )
y = GetToolChangeStart( 1 )
z = GetToolChangeStart( 2 )
a = GetToolChangeStart( 3 )
b = GetToolChangeStart( 4 )
c = GetToolChangeStart( 5 )
tool = GetSelectedTool()
NewTool = tool
'Tool Changer Macro (Bed Type)
MaxToolNum = 8 'Max number off tools for the changer
ToolDown = -3.125 'Z Pos to Get or drop a tool
ToolUp = 0.0 'Z Hieght to Rapid from tool to tool
If NewTool = OldTool Then
Exit Sub
End If
While NewTool > MaxToolNum
NewTool = Question ("Enter New Tool Number up to " & MaxToolNum)
Wend
Code "G00 G53 Z" & ToolUp
While IsMoving()
Wend
Call MovePos(OldTool)
While IsMoving()
Wend
Code "G53 Z" & ToolDown
Code "G4 P.75"
While IsMoving()
Wend
ActivateSignal(Output1) 'Turn On Draw bar to release the tool
Code "G4 P1.0" 'Wait for the tool to release
'SystemWaitFor (7) 'Wait for the tool Release Limit switch
Code "G53 Z" & ToolUp
Call MovePos(NewTool)
While IsMoving()
Wend
Code "G53 Z" & ToolDown
Code "G4 P.75"
While IsMoving()
Wend
DeActivateSignal(Output1) 'Turn Off Draw bar to Clamp the tool
Code "G4 P1.0" 'Wait for the tool to Clamp
While IsMoving()
Wend
Code "G53 Z" & ToolUp
Call SetUserDRO (1200,NewTool)
SetCurrentTool( NewTool )
Code "G00 X" & x & " Y" & y 'Move back to where the tool change was prompted
End Sub
Sub MovePos(ByVal ToolNumber As Integer)
Select Case ToolNumber
Case Is = 1
Xpos = 12.00
YPos = 2.00
Case Is = 2
Xpos = 14.00
YPos = 2.00
Case Is = 3
Xpos = 16.00
YPos = 2.00
Case Is = 4
Xpos = 18.00
YPos = 2.00
Case Is = 5
Xpos = 12.00
YPos = 4.00
Case Is = 6
Xpos = 14.00
YPos = 4.00
Case Is = 7
Xpos = 16.00
YPos = 4.00
Case Is = 8
Xpos = 18.00
YPos = 4.00
End Select
Code "G53 X" & XPos & " Y" & YPos
End Sub
Main
- Code:
numerooutil=1
DiameterParam = 1
ZoffsetParam = 2
XwearParam = 3
ZwearParam = 4
SetToolParam(numerooutil, DiameterParam, 8.145)
SetToolParam(numerooutil, ZoffsetParam, 1.2500)
SetToolParam(numerooutil, XwearParam, 0.0005)
SetToolParam(numerooutil, ZwearParam, 0.0013
- Code:
'++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++
'+ ToolChange Macro For Bed type tool changer 11/05 Brian +
'+ Adaptée pour entrée latéral dans le chargeur par Rivet /// Merci à USINAGES.COM /// +
'+ //// Version_Beta_20.04.2012 +
'+ Site documentation du code: +
'+ http://www.machsupport.com/docs/Mach3_V3.x_Macro_Prog_Ref.pdf +
'+ http://www.artsoftcontrols.com/MachCustomizeWiki/index.php?title=Mach_specific_Subs/Funcs_-_deprecated +
'++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++
Sub Main() ' ??? DEBUT DE LA MACRO "MAIN" ???
x = GetToolChangeStart( 0 ) 'posion des axes avant le changement d'outil
y = GetToolChangeStart( 1 ) ' "
z = GetToolChangeStart( 2 ) ' "
a = GetToolChangeStart( 3 ) ' "
b = GetToolChangeStart( 4 ) ' "
c = GetToolChangeStart( 5 ) ' "
MmPouce = GetSetupUnits() ' relève ci la unitée machine sont en pouce (1) ou en mm (0)
MmFact = 1 ' mais le facteur de multiplication à 1 pour les unitée en mm
'If MmPouce = 0 Then ' Ci les unitées machines sont en pouce ...
' SetSetUpUnits = 1 ' Mais les unitée machine en mm
' MmFact = 25.4 ' le facteur de multiplication et de 25.4
'End If ' ... Fin de ci
CurrentFeed = GetOemDRO(818) 'sauveagarde temporaire de l'avance programmée
'LedBroche = ... ' état de la broche = On/Off
'LedArrose = ... ' état de l'arrosage = ON/Off
'LedArroseB = ... ' état du brouillard de lubrification = On/Off
OldTool = GetCurrentTool ' Tool = Outil encors selectionné (outil ~~avant le changement)
'OldTool = GetOEMDRO (1200) ' n° de l'outil actuel copier dans la DRO
NewTool = GetSelectedTool() ' n° de l'outil désiré copier depuis T... de la commande M6
NtDesign = GetToolDesc(NewTool) ' Désignation du nouvelle outil enrgistrée dans la table
NtDiam = GetToolParam(NewTool,1)' Donnée de la table d'outil pour NewTool: 1 = diamètre; 2 = hauteur; 3 = décalage en X; 4 = Décalage en Z // ?? = à contrôler //
ToolZCharg = -3.125 ' hauteur Z de dépose des outils dans le chargeur(h. machine)
ToolZEntre = ToolZCharg + 1.2 ' hauteur Z d'entrée dans le chargeur d'outil (h. machine)
ToolZUp = 0.0 ' hauteur de déplacement vers le chrageure d'outil (h. machine)
ToolZstep = 0.0 ' hauteur de déplacement de l'ancienne outil vers le nouveau (h. machine)
OtPlace = GetCurrentTool ' n° de casier du magazin de l'outil actuel copier dans la DRO
NtPlace = GetSelectedTool() ' n° de casier du magazin de l'outil désiré copier depuis T... de la commande M6
MaxToolPlace = 3 ' Nombre de place maxi dans le chargeur
'MaxToolNum = 3 ' n° d'outil maximume pour le chargeure
FspeedCharg = 50 ' vitesse pour le décrochement de l'outil
ToolZChargL = ToolZCharg + 20 ' hauteur Z de décrochement de l'outil lever à vitesse lente (h. machine)
If NewTool = OldTool Then ' Ci le nouvel outil et = à l'ancien ...
Exit Sub ' ... arrêter la macro
End If ' ... fin de ci
If ToolZUp < ToolZstep Then ToolZUp = ToolZstep ' Relaive la broche au minimume à la hauteur de passage d'un outil à l'autre.
Code "G00 G53 Z" & ToolZUp ' relève Z à la hauteur de déplacement "G53 = h. machine"
'Si tu ajoute un G53 après un G0 ou G1, cela signifie que tu utilise les coordonnées machine au lieu des coordonnées courantes de travail.
'Attention, contrairement au G54 G55 etc ... le G53 doit être répété après chaque commande G0/G1, il n'est pas persistant comme les autres offsets.
Code "M05 M09" ' Arrête la broche et la lubriffication
'>>>> voir ci le code ne contrarie pas le déplacement
'Code "G00 G53 Z" & ToolZUp
While IsMoving() ' Attend que la valeur Z soit atteinte ...
Wend ' fin de l'attente
If OtPlace = MaxToolPlace + 1 Then OtPlace = Otplace + 1 ' permet de remplacer un outil à changement manuel contre un autre à changement manuel.
Rem Suite : Le changement manuel étant défini par le n° de casier en dessus du casier maximume.
While NtPlace > (MaxToolPlace + 1)' Quand : le n° d'emplacement désiré et plus grand que le max d'emplacement ...
NewTool = Question ("Entrer un emplacement plus petit que " & MaxToolPlace + 2 ) ' ... l'emplacement d'outil et = à la boîte de question "Entrer un emplacement d'outil plus petit que ( nombre d'outil du chargeure)"
Wend ' ... fin de quand
'++++++ Ajouter le déplacement en XY devant le chargeur >>> le code 40 signifie déplacement X,Y de positionnement devant le chargeur
Call MovePos(OtPlace,40) ' Déplace à la position d'entrée devant le chargeur (OtPlace)
While IsMoving() ' Attend que le déplacement soit fini ...
Wend ' ... fin de l'attente
If OtPlace >= 1 and OtPlace <= MaxToolPlace Then
'++++++ descendre l'outil à la hauteur d'entrée dans le chargeur
Code "G53 Z" & ToolZEntre ' abesse Z à la hauteur d'entrée dans le chargeur
While IsMoving() ' Attend la fin de la pose ...
Wend ' ... fin de l'attente
'++++++ Ajouter le déplacement d'entrée dans le chargeur >>> le code 20 signifie déplacement X,Y d'entrée dans le chargeur
Call MovePos(OtPlace,20) ' Déplace à la position de déchargemment de l'outil (OtPlac)
While IsMoving() ' Attend que le déplacement soit fini ...
Wend ' ... fin de l'attente
Code "G53 Z" & ToolZCharg ' abesse Z à la hauteur de changement d'outil "G53 = h. machine"
While IsMoving() ' Attend la fin de la pose ...
Wend ' ... fin de l'attente
ActivateSignal(Output1) ' Active le signal de libération de l'outil "Output1 = on"
Code "G4 P1.0" ' Pause de 0.5 seconde (temps de déverouillage de l'outil)
'SystemWaitFor (7) 'Wait for the tool Release Limit switch
Code "G01 G53 F" & FspeedCharg & " Z" & ToolZChargL ' Remonte un petit bout la broche gentiment, pour permetre le décollage de l'outil
While IsMoving() ' Attend que le déplacement soit fini ...
Wend ' ... fin de l'attente
Code "G53 Z" & ToolZstep ' relève Z à la hauteur de passage d'un porte outil à l'autre "G53 = h. machine"
While IsMoving() ' Attend que le déplacement soit fini ...
Wend ' ... fin de l'attente
'Else
'MsgBox( "Dépose manuel de l'outil, precer OK pour libérer l'outil")
'ActivateSignal(Output1) ' Active le signal de libération de l'outil "Output1 = on"
'Code "G4 P1.0" ' Pause de 1 seconde (temps de déverouillage de l'outil)
'MsgBox( "Une fois l'outil enlevé precer OK pour poursuivre")
End If
'++++++ Ajouter le déplacement d'entrée dans le chargeur >>> le code 20 signifie Position X Y de stockage
Call MovePos(NewTool,20) ' Déplace à la position de chargemment XY de l'outil (NewTool)
While IsMoving() ' Attend que le déplacement soit fini ...
Wend ' ... fin de l'attente
If NtPlace >= 1 and NtPlace <= MaxToolPlace Then
Code "G53 Z" & ToolZCharg ' abesse Z à la hauteur de changement d'outil
While IsMoving() ' Attend la fin de la pose ...
Wend ' ... fin de l'attente
DeActivateSignal(Output1) ' Désactive le signal de libération de l'outil "Output1 = off"
Code "G4 P0.5" ' Pause de 1 seconde (temps de verouillage de l'outil)
While IsMoving() ' Attend la fin de la pose ...
Wend ' ... fin de l'attente
'++++++ Remonte l'outil à la hauteur d'entrée dans le chargeur
Code "G53 Z" & ToolZEntre ' Remonte Z à la hauteur d'entrée dans le chargeur
While IsMoving() ' Attend la fin de la pose ...
Wend ' ... fin de l'attente
'++++++ Ajouter le déplacement de sortie du chargeur >>> le code 40 signifie position X,Y devant le chargeur
Call MovePos(NtPlace,20) ' Déplace à la position d'entrée devant le chargeur (NtPlace)
While IsMoving() ' Attend que le déplacement soit fini ...
Wend ' ... fin de l'attente
Code "G53 Z" & ToolZUp ' Relève Z à la hauteur de déplacement
While IsMoving() ' Attend que le déplacement soit fini ...
Wend ' ... fin de l'attente
'Else ' paramétrage du changement manuel de l'outil ... ///Encors à finir ///
'Code "G53 Z" & ToolZUp ' Relève Z à la hauteur de déplacement
'While IsMoving() ' Attend la fin de la pose ...
'Wend ' ... fin de l'attente
'MsgBox( "Pose d'outil manuel, positionner l'outil dans le mandrin et OK pour le verrouiller")
'DeActivateSignal(Output1) ' Désactive le signal de libération de l'outil "Output1 = off"
'Code "G4 P0.5" ' Pause de 1 seconde (temps de verouillage de l'outil)
'MsgBox ( "Precer OK pour poursuivre")
End If
Call SetUserDRO (1200,NewTool) ' Inscrit la valeur du nouvel outil dans la DRO1200
SetCurrentTool( NewTool ) ' défini le nouvel outil comme outil actif
Code "F" & CurrentFeed ' Remet la vitesse d'avance inissiale
'SetSetupUnits(MmPouce) ' Remet l'unitée courant du début de la macro
Code "G00 X" & x & " Y" & y ' Remet la broche en position X,Y relevée au début de la macro
'Réenclanche la broche Ci elle était active au début de la macro (On/Off)
While IsMoving() ' Attend que le déplacement soit fini ...
Wend ' ... fin de l'attente
End Sub ' FIN DE LA MACRO
Sub MovePos(ByVal ToolNumber, CodeAction As Integer) ' SOUS MACRO (début)
Select Case ToolNumber ' Relève les coordonnées des outil selon leur n° ... (coordonée en valeur machine)
Case Is = 1 ' Le n° 1 comprend les valeurs ...
Xpos = 12.00 ' Position en X de stockage
Xentr = 9.00 ' Position en X d'entrée devant le chargeur
YPos = 2.00 ' Position en Y de stockage
Yentr = 2.00 ' Position en Y d'entrée devant le chargeur
Case Is = 2 ' Le n° 2 comprend les valeurs ...
Xpos = 12.00 ' Position en X de stockage
Xentr = 9.00 ' Position en X d'entrée devant le chargeur
YPos = 5.00 ' Position en Y de stockage
Yentr = 5.00 ' Position en Y d'entrée devant le chargeur
Case Is = 3
Xpos = 12.00 ' Position en X de stockage
Xentr = 9.00 ' Position en X d'entrée devant le chargeur
YPos = 8.00 ' Position en Y de stockage
Yentr = 8.00 ' Position en Y d'entrée devant le chargeur
Case Is = 4
Xpos = 9.00 ' Position en X de stockage
Xentr = 9.00 ' Position en X d'entrée devant le chargeur
YPos = 8.00 ' Position en Y de stockage
Yentr = 8.00 ' Position en Y d'entrée devant le chargeur
Case Is = 5
Xpos = 9.00 ' Position en X de stockage
Xentr = 9.00 ' Position en X d'entrée devant le chargeur
YPos = 8.00 ' Position en Y de stockage
Yentr = 8.00 ' Position en Y d'entrée devant le chargeur
End Select ' ... fin du relever de positions
If CodeAction = 40 Then
Code "G53 X" & XPos & " Y" & YPos ' Exécute le déplacement vers la position de stockage
ElseIf CodeAction = 20 Then
Code "G53 X" & Xentr & " Y" & Yentr ' Exécute le déplacement vers la position d'entrée du chargeur
Else Msbox("erreure lors du changement d'outil, arrêtez immédiatement le programme")
End If
End Sub
' FIN DE LA SOUS MACRO
- Code:
'++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++
'+ ToolChange Macro For Bed type tool changer 11/05 Brian +
'+ Adaptée pour entrée latéral dans le chargeur par Rivet /// Merci à USINAGES.COM /// +
'+ //// Version_Beta_20.04.2012 +
'+ Site documentation du code: +
'+ http://www.machsupport.com/docs/Mach3_V3.x_Macro_Prog_Ref.pdf +
'+ http://www.artsoftcontrols.com/MachCustomizeWiki/index.php?title=Mach_specific_Subs/Funcs_-_deprecated +
'++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++
Sub Main() ' ??? DEBUT DE LA MACRO "MAIN" ???
x = GetToolChangeStart( 0 ) 'posion des axes avant le changement d'outil
y = GetToolChangeStart( 1 ) ' "
z = GetToolChangeStart( 2 ) ' "
a = GetToolChangeStart( 3 ) ' "
b = GetToolChangeStart( 4 ) ' "
c = GetToolChangeStart( 5 ) ' "
MmPouce = GetSetupUnits() ' relève ci la unitée machine sont en pouce (1) ou en mm (0)
MmFact = 1 ' mais le facteur de multiplication à 1 pour les unitée en mm
'If MmPouce = 0 Then ' Ci les unitées machines sont en pouce ...
' SetSetUpUnits = 1 ' Mais les unitée machine en mm
' MmFact = 25.4 ' le facteur de multiplication et de 25.4
'End If ' ... Fin de ci
CurrentFeed = GetOemDRO(818) 'sauveagarde temporaire de l'avance programmée
'LedBroche = ... ' état de la broche = On/Off
'LedArrose = ... ' état de l'arrosage = ON/Off
'LedArroseB = ... ' état du brouillard de lubrification = On/Off
OldTool = GetCurrentTool ' Tool = Outil encors selectionné (outil ~~avant le changement)
'OldTool = GetOEMDRO (1200) ' n° de l'outil actuel copier dans la DRO
NewTool = GetSelectedTool() ' n° de l'outil désiré copier depuis T... de la commande M6
NtDesign = GetToolDesc(NewTool) ' Désignation du nouvelle outil enrgistrée dans la table
NtDiam = GetToolParam(NewTool,1)' Donnée de la table d'outil pour NewTool: 1 = diamètre; 2 = hauteur; 3 = décalage en X; 4 = Décalage en Z // ?? = à contrôler //
ToolZCharg = -107.40 ' hauteur Z de dépose des outils dans le chargeur(h. machine)
ToolZEntre = 0 ' hauteur Z d'entrée dans le chargeur d'outil (h. machine)
ToolZUp = 0 ' hauteur de déplacement vers le chrageure d'outil (h. machine)
ToolZstep = -50.00 ' hauteur de déplacement de l'ancienne outil vers le nouveau (h. machine)
OtPlace = GetCurrentTool ' n° de casier du magazin de l'outil actuel copier dans la DRO
NtPlace = GetSelectedTool() ' n° de casier du magazin de l'outil désiré copier depuis T... de la commande M6
MaxToolPlace = 3 ' Nombre de place maxi dans le chargeur
'MaxToolNum = 3 ' n° d'outil maximume pour le chargeure
FspeedCharg = 50 ' vitesse pour le décrochement de l'outil
ToolZChargL = ToolZCharg + 0.3 ' hauteur Z de décrochement de l'outil lever à vitesse lente (h. machine)
If NewTool = OldTool Then ' Ci le nouvel outil et = à l'ancien ...
Exit Sub ' ... arrêter la macro
End If ' ... fin de ci
If ToolZUp < ToolZstep Then ToolZUp = ToolZstep ' Relaive la broche au minimume à la hauteur de passage d'un outil à l'autre.
Code "G00 G53 Z" & ToolZUp ' relève Z à la hauteur de déplacement "G53 = h. machine"
'Si tu ajoute un G53 après un G0 ou G1, cela signifie que tu utilise les coordonnées machine au lieu des coordonnées courantes de travail.
'Attention, contrairement au G54 G55 etc ... le G53 doit être répété après chaque commande G0/G1, il n'est pas persistant comme les autres offsets.
Code "M05 M09" ' Arrête la broche et la lubriffication
'>>>> voir ci le code ne contrarie pas le déplacement
'Code "G00 G53 Z" & ToolZUp
While IsMoving() ' Attend que la valeur Z soit atteinte ...
Wend ' fin de l'attente
If OtPlace = MaxToolPlace + 1 Then OtPlace = Otplace + 1 ' permet de remplacer un outil à changement manuel contre un autre à changement manuel.
Rem Suite : Le changement manuel étant défini par le n° de casier en dessus du casier maximume.
While NtPlace > (MaxToolPlace + 1)' Quand : le n° d'emplacement désiré et plus grand que le max d'emplacement ...
NtPlace = Question ("Entrer un emplacement plus petit que " & MaxToolPlace + 2 ) ' ... l'emplacement d'outil et = à la boîte de question "Entrer un emplacement d'outil plus petit que ( nombre d'outil du chargeure)"
Wend ' ... fin de quand
'++++++ Ajouter le déplacement en XY devant le chargeur >>> le code 40 signifie déplacement X,Y de positionnement devant le chargeur
Call MovePos(OtPlace,20) ' Déplace à la position d'entrée devant le chargeur (OtPlace)
While IsMoving() ' Attend que le déplacement soit fini ...
Wend ' ... fin de l'attente
If OtPlace >= 1 and OtPlace <= MaxToolPlace Then
'++++++ descendre l'outil à la hauteur d'entrée dans le chargeur
Code "G0 G53 Z" & ToolZEntre ' abesse Z à la hauteur d'entrée dans le chargeur
While IsMoving() ' Attend la fin de la pose ...
Wend ' ... fin de l'attente
'++++++ Ajouter le déplacement d'entrée dans le chargeur >>> le code 20 signifie déplacement X,Y d'entrée dans le chargeur
Call MovePos(OtPlace,40) ' Déplace à la position de déchargemment de l'outil (OtPlac)
While IsMoving() ' Attend que le déplacement soit fini ...
Wend ' ... fin de l'attente
Code "G0 G53 Z" & ToolZCharg ' abesse Z à la hauteur de changement d'outil "G53 = h. machine"
While IsMoving() ' Attend la fin de la pose ...
Wend ' ... fin de l'attente
ActivateSignal(Output1) ' Active le signal de libération de l'outil "Output1 = on"
Code "G4 P1.0" ' Pause de 0.5 seconde (temps de déverouillage de l'outil)
'SystemWaitFor (7) 'Wait for the tool Release Limit switch
Code "G01 G53 F" & FspeedCharg & " Z" & ToolZChargL ' Remonte un petit bout la broche gentiment, pour permetre le décollage de l'outil
While IsMoving() ' Attend que le déplacement soit fini ...
Wend ' ... fin de l'attente
Code "G0 G53 Z" & ToolZstep ' relève Z à la hauteur de passage d'un porte outil à l'autre "G53 = h. machine"
While IsMoving() ' Attend que le déplacement soit fini ...
Wend ' ... fin de l'attente
Else
Code "G0 G53 Z0.00" ' Relève Z à zéro
MsgBox( "Dépose manuel de l'outil, precer OK pour libérer l'outil")
ActivateSignal(Output1) ' Active le signal de libération de l'outil "Output1 = on"
Code "G4 P1.0" ' Pause de 1 seconde (temps de déverouillage de l'outil)
MsgBox( "Une fois l'outil enlevé precer OK pour poursuivre")
End If
'++++++ Ajouter le déplacement d'entrée dans le chargeur >>> le code 20 signifie Position X Y de stockage
Call MovePos(NewTool,40) ' Déplace à la position de chargemment XY de l'outil (NewTool)
While IsMoving() ' Attend que le déplacement soit fini ...
Wend ' ... fin de l'attente
If NtPlace >= 1 and NtPlace <= MaxToolPlace Then
Code "G0 G53 Z" & ToolZCharg ' abesse Z à la hauteur de changement d'outil
While IsMoving() ' Attend la fin de la pose ...
Wend ' ... fin de l'attente
DeActivateSignal(Output1) ' Désactive le signal de libération de l'outil "Output1 = off"
Code "G4 P0.5" ' Pause de 1 seconde (temps de verouillage de l'outil)
While IsMoving() ' Attend la fin de la pose ...
Wend ' ... fin de l'attente
'++++++ Remonte l'outil à la hauteur d'entrée dans le chargeur
Code "G0 G53 Z" & ToolZEntre ' Remonte Z à la hauteur d'entrée dans le chargeur
While IsMoving() ' Attend la fin de la pose ...
Wend ' ... fin de l'attente
'++++++ Ajouter le déplacement de sortie du chargeur >>> le code 40 signifie position X,Y devant le chargeur
Call MovePos(NtPlace,20) ' Déplace à la position d'entrée devant le chargeur (NtPlace)
While IsMoving() ' Attend que le déplacement soit fini ...
Wend ' ... fin de l'attente
Code "G0 G53 Z" & ToolZUp ' Relève Z à la hauteur de déplacement
While IsMoving() ' Attend que le déplacement soit fini ...
Wend ' ... fin de l'attente
Else ' paramétrage du changement manuel de l'outil ... ///Encors à finir ///
Code "G0 G53 Z0.00" ' Relève Z à zéro
While IsMoving() ' Attend la fin de la pose ...
Wend ' ... fin de l'attente
MsgBox( "Pose d'outil manuel, positionner l'outil dans le mandrin et OK pour le verrouiller")
DeActivateSignal(Output1) ' Désactive le signal de libération de l'outil "Output1 = off"
Code "G4 P0.5" ' Pause de 1 seconde (temps de verouillage de l'outil)
MsgBox ( "Precer OK pour poursuivre")
End If
Call SetUserDRO (1200,NewTool) ' Inscrit la valeur du nouvel outil dans la DRO1200
SetCurrentTool( NewTool ) ' défini le nouvel outil comme outil actif
Code "F" & CurrentFeed ' Remet la vitesse d'avance inissiale
'SetSetupUnits(MmPouce) ' Remet l'unitée courant du début de la macro
Code "G00 X" & x & " Y" & y ' Remet la broche en position X,Y relevée au début de la macro
While IsMoving() ' Attend que le déplacement soit fini ...
Wend ' ... fin de l'attente
'Réenclanche la broche Ci elle était active au début de la macro (On/Off)
End Sub ' FIN DE LA MACRO
Sub MovePos(ByVal ToolNumber, CodeAction As Integer) ' SOUS MACRO (début)
Select Case ToolNumber ' Relève les coordonnées des outil selon leur n° ... (coordonée en valeur machine)
Case Is = 1 ' Le n° 1 comprend les valeurs ...
Xpos = 5.70 ' Position en X de stockage
Xentr = 52.00 ' Position en X d'entrée devant le chargeur
YPos = -9.90 ' Position en Y de stockage
Yentr = -9.90 ' Position en Y d'entrée devant le chargeur
Case Is = 2 ' Le n° 2 comprend les valeurs ...
Xpos = 5.70 ' Position en X de stockage
Xentr = 52.00 ' Position en X d'entrée devant le chargeur
YPos = -75.30 ' Position en Y de stockage
Yentr = -75.30 ' Position en Y d'entrée devant le chargeur
Case Is = 3
Xpos = 5.70 ' Position en X de stockage
Xentr = 52.00 ' Position en X d'entrée devant le chargeur
YPos = -141.65 ' Position en Y de stockage
Yentr = -141.65 ' Position en Y d'entrée devant le chargeur
Case Is = 4
Xpos = 52.00 ' Position en X de stockage
Xentr = 52.00 ' Position en X d'entrée devant le chargeur
YPos = -140.00 ' Position en Y de stockage
Yentr = -140.00 ' Position en Y d'entrée devant le chargeur
Case Is = 5
Xpos = 52.00 ' Position en X de stockage
Xentr = 52.00 ' Position en X d'entrée devant le chargeur
YPos = -140.00 ' Position en Y de stockage
Yentr = -140.00 ' Position en Y d'entrée devant le chargeur
End Select ' ... fin du relever de positions
If CodeAction = 40 Then
Code "G0 G53 X" & XPos & " Y" & YPos ' Exécute le déplacement vers la position de stockage
ElseIf CodeAction = 20 Then
Code "G0 G53 X" & Xentr & " Y" & Yentr ' Exécute le déplacement vers la position d'entrée du chargeur
' Else Msbox("erreure lors du changement d'outil, arrêtez immédiatement le programme")
End If
End Sub
' FIN DE LA SOUS MACRO
Rem Ci-dessous code trouvé sur le net pouvant cervir
'Arrête la broche.
'Sous EnablePWM ()
'Fonction GetABSPosition (axe comme Byte) en tant que double
'Ce sera de retour l'coordonnées de la machine absolue de l'axe donné.
'Fonction GetCurrentTool () comme Integer
'Retourne le nombre de l'outil actif (c'est à dire après G43 exécutée)
'Fonction GetSafeZ () comme double
'Ce sera de retour l'Safe_z courant dans les coordonnées de machines à la routine VB.
' Fonction getScale (Axe comme Integer) comme double
'Retourne le facteur d'échelle pour l'axe donné.
'Fonction GetSelectedTool () comme Byte
'Reviendra outil sélectionné, mais pas encore activé.
'Fonction GetToolChangeStart (Axe comme Byte) en tant que double
'Est-ce que retourne la position d'un axe quand un toolchange a été appelé pour.
'Sous message (texte en tant que String)
'Écrit la chaîne, qui devrait avoir une seule ligne, dans l'étiquette d'erreur intelligente et de l'histoire. Equivalent à executingbCode "MSG", et le texte
'Sous SetCurrentTool (outil comme Byte)
'Reviendra outil actuellement sélectionné
'Sous SetFeedRate (Taux de double)
'Définit Avance actuelle
'Sous SetSpinSpeed ??(épée comme double)
'Définit la vitesse du courant en utilisant par exemple le mot S
'Sous StraightFeed (x comme Double, y en Double, z comme Double,
' une comme Double, b comme double, c comme double)
'Ceci effectuera un déplacement à l'avance X1, Y2, Z3 ... etc
'Fonction ToolLengthOffset () comme double
'Obtient le décalage d'outil longueur actuellement en vigueur s'il ya lieu.
'Fonction GetPage () comme Integer
'Renvoie le numéro de l'écran dans l'ensemble actuellement affichée. Utilisé pour se rappeler où l'utilisateur est lors de l'exécution d'un assistant.
'Sous setPage (page comme Integer)
'Permet d'afficher un écran donné d'un ensemble, généralement sur ??le retour d'un assistant. Equivalent à l'aide DoOEMButton avec le numéro de l'écran.
'Sous LoadWizard (nom que String)
'Fonction IsStopped () comme booléen
'Retourne Vrai si Mach3 n'est pas dans le processus d'exécution d'un programme pièce. ??? Quelqu'un peut-il clarifier ce qui arrive quand _
'_ dans Feedhold, SingleStep et en attente d'une impulsion de Jog Shuttle entre les blocs de code?
'Sous SystemWaitFor (signo que Integer)
'Attend le signal donné à devenir actif. Cela permet l'interfaçage avec des contrôles physiques sur la machine.
'Sous WaitForPoll ()
'Attend un sondage Modbus a eu lieu. Je ne sais pas si cela est sans danger si Modbus n'est pas allumé??. Utilisez ce dans une boucle, _
'_ par exemple en macro macropump attendre que les choses intéressantes à venir à partir du périphérique Modbus.
'+++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++
'Tool Parameters and Tool Changes
'GetCurrentTool – Get currently loaded tool
'GetSelectedTool – Get newly selected tool
'GetToolChangeStart – Get axis positions at start of tool change
'GetToolDesc – Get the tool descriptor for the specified tool number
'GetToolParam – Get value of a named tool parameter for the specified
'tool number
'SetCurrentTool – Set the current tool to the specified value
'SetToolParam – Set value of a named tool parameter for the specified tool
'number
'SetToolX – Set the X axis offset
'SetToolZ – Set the Z axis offset
'ToolLengthOffset – Set the Z offset for the current tool
hares01- complétement accro
- Messages : 747
Points : 1152
Date d'inscription : 20/07/2013
Age : 36
Localisation : Nantua
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() dh42 Mar 24 Juin 2014, 20:52
dh42 Mar 24 Juin 2014, 20:52
C'est un poil plus compliqué quand c'est la broche qui change et non l'outil, mais rien d'infaisable ... le plus gros problème c'est le temps dispo
Je n'aurais pas le temps d'y regarder dans les jours à venir, j'ai pas mal de job qui vient de rentrer.
Ce qui m’ennuie plus c'est ton palpage d'outil qui délire ; je ne vois pas ce qui peut poser problème, le code de mach3fr fonctionne parfaitement et il est des plus simple ... et celui que j'utilise est pratiquement identique à ceci prêt que je ne donne pas une hauteur de remonté sous forme de coordonnées absolues, mais que je passe en mode incrémental et que je fais remonter l'axe de la valeur voulue, ce qui fait que la hauteur de remonté est indépendante de la hauteur du palpeur, mais au final si tu a correctement paramétré l'écran palpage ça revient au même.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() hares01 Mar 24 Juin 2014, 22:10
hares01 Mar 24 Juin 2014, 22:10
J'ai désinstallé Mach3 et supprimé le dossier dans C: après avoir fait une sauvegarde sur clé USB
J'ai réinstallé Mach3 et refait tous les réglages et copie de fichier fournis par le constructeur
Essai du palpeur via la fenetre de Mach3fr il est parti au fraise comme d'hab
Essai de ce code de palpage via une macro commande appelé et la magique ça marche et ça remarche
On verra demain si il veut toujours marcher
Parcontre tu peux me dire comment on fait pour faire ralentir un axe à l'approche d'un fin de course car mon Axe Y arrive un peu brusque sur son fin de course et quand je modifie le paramètre dans les limites logiciel il se contente de s’arrêter avant le fin de course de la distance que je lui est donné
Pour ce qui est de la macro M6 à modifier ne t'en fait pas je suis pas à quelques jours prêt c'est déjà trés sympa de prendre la peine de faire cela et j'ai déjà de quoi m'occuper si se palpeur veut continuer à marcher
hares01- complétement accro
- Messages : 747
Points : 1152
Date d'inscription : 20/07/2013
Age : 36
Localisation : Nantua
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() hares01 Mar 24 Juin 2014, 22:18
hares01 Mar 24 Juin 2014, 22:18
L'installation c'est faite du premier coup peut-être qu'après je mettrais une sans fil mais me connaissant je suis capable de la perdre dans l'atelier
Une autre question serais il possible sur une fraiseuse cnc et avec Mach3 de lire des repères de découpe par un moyen quelconque ?
Par exemple avoir une plaque en bois avec un puzzle imprimé dessus et 4 repères à l'exterieur du dessin au 4 côtés
"scanner" les repères pour ajuster l'origine de la découpe puis lancer une découpe
ou alors en pointant avec une fraise ?
hares01- complétement accro
- Messages : 747
Points : 1152
Date d'inscription : 20/07/2013
Age : 36
Localisation : Nantua
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() dh42 Mer 25 Juin 2014, 01:54
dh42 Mer 25 Juin 2014, 01:54
Parcontre tu peux me dire comment on fait pour faire ralentir un axe à l'approche d'un fin de course car mon Axe Y arrive un peu brusque sur son fin de course et quand je modifie le paramètre dans les limites logiciel il se contente de s’arrêter avant le fin de course de la distance que je lui est donné
Oui, mais attention ça ne marche bien sur qu'en déplacement manuel et à condition que les limites logiciel soit bien réglées (et active).
regarde ici à partir de "Configuration des limites, des fins de course logiciel de la zone de ralentissement et de la vitesse de déplacement pour le référencement." (slow zone et speed%)
http://www.metabricoleur.com/t1578-mach3-branchement-et-parametrage-contacts-home-et-e-stop#19339
Par exemple avoir une plaque en bois avec un puzzle imprimé dessus et 4 repères à l'exterieur du dessin au 4 côtés
"scanner" les repères pour ajuster l'origine de la découpe puis lancer une découpe
ou alors en pointant avec une fraise ?
Il n'y a besoin que d'un seul point de repère, à savoir le 0,0 en XY, qui peut être fait avec une pige pointu montée dans la broche (une fraise à graver par exemple), un laser en croix, une webcam (Mach3 peut gérer une webcam comme "viseur") ... pour le reste, il faut juste que ta plaque soit bien alignée avec les axes.
regarde la première vidéo et imagine que l'angle de ma planche soit le repère sur le dessin de ton puzzle ; il suffit que ton dessin sous cambam (ou autre) ai le 0 au même endroit que ton repère sur le dessin de la planche et ça roule.
http://www.metabricoleur.com/t5314p15-fabrication-cnc-coffret-electrique-en-mdf#89192
L'installation c'est faite du premier coup peut-être qu'après je mettrais une sans fil mais me connaissant je suis capable de la perdre dans l'atelier
J'aime pas le sans fil, je suis toujours en rade de piles et quand j'en ai en stock, c'est jamais les bonnes, quand à la perdre aie !! ça ça ne fait aucun doute, je serais capable de perdre la CNc alors la télécommande

++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() hares01 Mer 25 Juin 2014, 12:01
hares01 Mer 25 Juin 2014, 12:01
Je vais regarder les liens donnés
hares01- complétement accro
- Messages : 747
Points : 1152
Date d'inscription : 20/07/2013
Age : 36
Localisation : Nantua
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() hares01 Mer 25 Juin 2014, 12:30
hares01 Mer 25 Juin 2014, 12:30
J'ai lu un post sur une webcam installé sur une fraiseuse et ou l'usineur s'en servait pour aligner sa plaque
Ou alors aligner la plaque avec une fraise qui longerais le bord de celle-ci
pour les explications sur le réglage des limites j'ai lu le manuel de Mach3fr et celui de Mach3 traduit en français et je suis resté sur ma faim
hares01- complétement accro
- Messages : 747
Points : 1152
Date d'inscription : 20/07/2013
Age : 36
Localisation : Nantua
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() dh42 Mer 25 Juin 2014, 18:19
dh42 Mer 25 Juin 2014, 18:19
Tu te lève tôt ou te couche tard
Je me couche tard
pour les explications sur le réglage des limites j'ai lu le manuel de Mach3fr et celui de Mach3 traduit en français et je suis resté sur ma faim
Pour ma part, je ne l'ai que survolé
Ou alors aligner la plaque avec une fraise qui longerais le bord de celle-ci
A condition que l'impression soit // au bord, tu peux faire comme moi ; je cloue une baguette sur le martyre, à peut prêt alignée avec un axe, puis j'y passe un coup de fraise pour rectifier le bord qui me servira de butée pour caler ma pièce. Une autre méthode, c'est de percer 2 trous dans le martyre en ne décalant qu'un seul des axes, ensuite tu met un pige dans chaque trou et ça te fait des butées bien alignées.
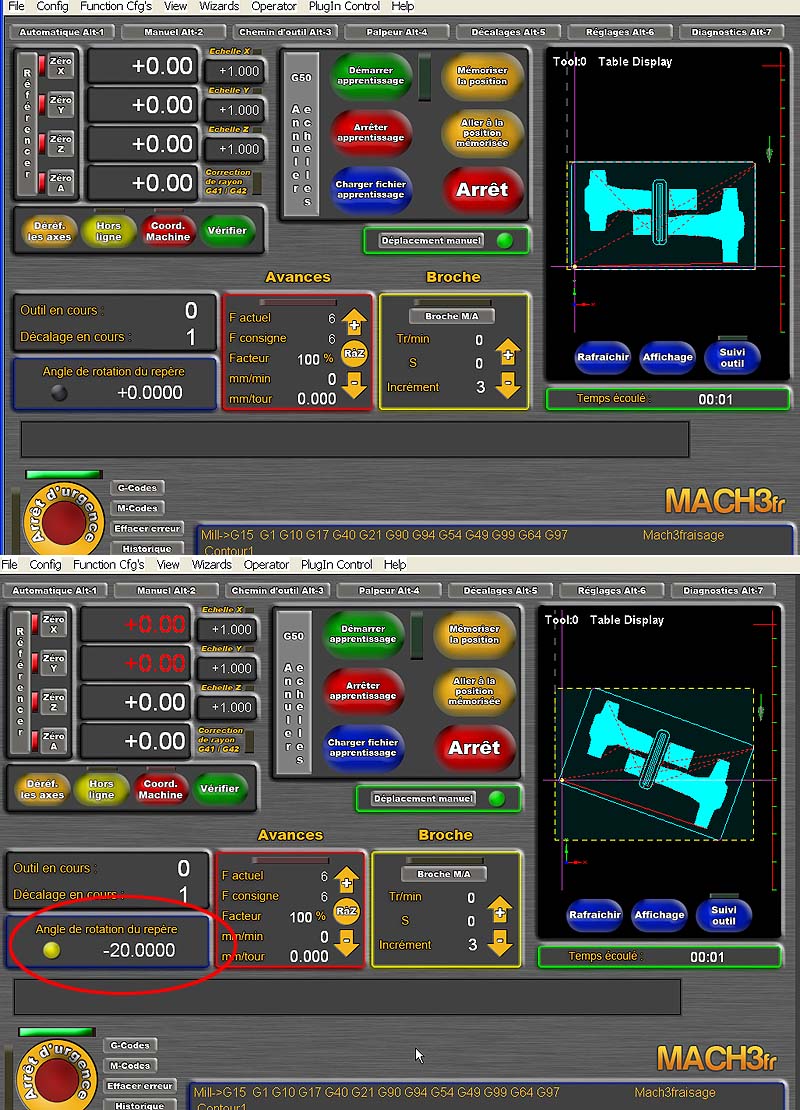
Si le bord et le dessin ne sont pas alignés, et si tu a la chance que le défaut soit toujours le même, tu peux mesurer l'angle que fait ton dessin imprimé avec le bord de la plaque et effectuer une rotation du Gcode ... mais pas sur que ça puisse résoudre ton pb.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() hares01 Jeu 26 Juin 2014, 00:01
hares01 Jeu 26 Juin 2014, 00:01
Va falloir que je me penche dessus car je suis sur que y'a moyen avec deux repères imprimés de lui faire calculer le degré de rotation par pointage des deux reperes
hares01- complétement accro
- Messages : 747
Points : 1152
Date d'inscription : 20/07/2013
Age : 36
Localisation : Nantua
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() hares01 Jeu 26 Juin 2014, 16:42
hares01 Jeu 26 Juin 2014, 16:42
La macro :
- Code:
sauve_avance = GetOemDRO(818)
numerooutil=GetCurrentTool
DiameterParam = 1
ZoffsetParam = 2
XwearParam = 3
ZwearParam = 4
Tdesc= AskTextQuestion("Entrer Nom Outil:")
Tdiametre= Question("Entrer Diametre Outil:")
Hcale= Question("Entrer Hauteur de la cale:")
Code "F50"
ZNew = GetDro(2) - 10
Code "G31Z" &ZNew
While IsMoving()
Wend
ZNew = GetVar(2002)
Code "G0 Z" &ZNew
While IsMoving ()
Wend
hauteur_outil=znew
If hcale <> 0 Then
hauteur_outil=znew-hcale
End If
Code "G4 P1" 'Pause for Dro to update.
ZNew = hauteur_outil+10
Code "G0 Z" &ZNew 'put the Z retract height you want here
Code "F" &CurrentFeed
SetTooldesc(numerooutil,Tdesc)
SetToolParam(numerooutil, DiameterParam,tdiametre)
SetToolParam(numerooutil, ZoffsetParam,hauteur_outil)
SetToolParam(numerooutil, XwearParam, 0.0000)
SetToolParam(numerooutil, ZwearParam, 0 )
Je vais l'essayer et voir se que ça donne
Le lien vers le sujet d'ou provient le code
hares01- complétement accro
- Messages : 747
Points : 1152
Date d'inscription : 20/07/2013
Age : 36
Localisation : Nantua
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() dh42 Jeu 26 Juin 2014, 17:32
dh42 Jeu 26 Juin 2014, 17:32
hares01 a écrit:Tiens tu viens de me faire découvrir un truc avec cette rotation des repères
Va falloir que je me penche dessus car je suis sur que y'a moyen avec deux repères imprimés de lui faire calculer le degré de rotation par pointage des deux reperes
Salut,
Je ne l'ai jamais essayé, mais il y a un sreenset très performant pour Mach3, c'est le SreenSet 2010, qui permet pas mal de choses ... à voir s'il n'a pas déjà ce système permettant de pointer 2 pt et d'en déduire l'angle .... mais ce n'est pas très difficile à faire si ça n'existe pas déjà dans Mach3.
Je sais que ça existe comme option sur certain contrôleurs pros ; une option à quelques milliers de $ !! mais ça palpe en auto de partout et ça compense même les défauts de planéité ; correction sur les 3 plans
http://www.usinages.com/mach/screenset-2010-pour-mach3-francais-t40900.html
Valentin du forum d'Usinages.com à fournis une macro qui permet de se servir du palpeur pour connaitre la hauteur des outils et ainsi tous les palper avant de commencer un usinage pour ne pas avoir à faire un palpage à chaque changement d'outils
C'est tout l’intérêt de Mach3 ; si tu est programmeur, c'est bidouillable à l'infini ce soft
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() hares01 Jeu 26 Juin 2014, 17:57
hares01 Jeu 26 Juin 2014, 17:57
hares01- complétement accro
- Messages : 747
Points : 1152
Date d'inscription : 20/07/2013
Age : 36
Localisation : Nantua
Contenu sponsorisé
Page 6 sur 11 • 1, 2, 3 ... 5, 6, 7 ... 9, 10, 11

 Sujets similaires
Sujets similaires» projet et questions fabrication grand aspirateur a cyclone, debut des travaux...
» préparation projet + achat fraiseuse (warco..)
» Conseils achat fraiseuse BZT + configuration pour débutant
» conseils pour l'achat d'une dégau et d'une scie à format ?