






projet achat fraiseuse cnc grand format pour fabrication enseignes
Page 9 sur 11 •  1, 2, 3 ... 8, 9, 10, 11
1, 2, 3 ... 8, 9, 10, 11 

 Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() hares01 Dim 6 Juil 2014 - 22:42
hares01 Dim 6 Juil 2014 - 22:42
c'est normal que si mon palpeur touche pendant le déplacement d'un axe la carcasse à nu de la fraiseuse l'axe s’arrête ?
Est-ce que ça expliquerais le comportement aléatoire du palpeur ?
hares01- complétement accro

- Messages : 747
Date d'inscription : 20/07/2013

Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() dh42 Dim 6 Juil 2014 - 23:01
dh42 Dim 6 Juil 2014 - 23:01
c'est normal que si mon palpeur touche pendant le déplacement d'un axe la carcasse à nu de la fraiseuse l'axe s’arrête ?
A non, je ne pense pas ; mais de quel type de palpeur s'agit t'il ; il y a un contact à l'intérieur ou c'est la fraise qui fait office de contact électrique en touchant le bloc du palpeur ?
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() hares01 Lun 7 Juil 2014 - 0:03
hares01 Lun 7 Juil 2014 - 0:03
hares01- complétement accro
- Messages : 747
Points : 1152
Date d'inscription : 20/07/2013
Age : 36
Localisation : Nantua
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() hares01 Lun 7 Juil 2014 - 0:05
hares01 Lun 7 Juil 2014 - 0:05

hares01- complétement accro
- Messages : 747
Points : 1152
Date d'inscription : 20/07/2013
Age : 36
Localisation : Nantua
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() dh42 Lun 7 Juil 2014 - 0:34
dh42 Lun 7 Juil 2014 - 0:34
Oui, j'avais vu la photo, mais ça ne dit pas si il y a un contact à l'intérieur ; ça s'enfonce quand tu appuis dessus ?
Vas sur l'écran diagnostics de Mach3 ; si tu appuis avec le doigt sur le palpeur est ce que la LED "palpeur" s'allume ? ou ça ne marche qu'avec un contact avec une fraise montée dans la broche ?
Même si ça me parait curieux pour une machine de ce calibre, il est possible qu'il n'y ai pas de contact et que ce soit le contact entre la surface du palpeur et le bout de la fraise qui fasse office de micro contact ; dans ce cas ça veux dire que tout contact entre le palpeur et une partie métallique de la machine revient à un palpage ; c'est le cas sur des petites machines pas cher, ou sur des palpeurs "maison", sauf que jusqu'à présent ceux que j'ai vu qui fonctionnent sur ce principe ont toujours un fil avec une pince qui doit être mise sur la fraise pour fermer le circuit.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() hares01 Lun 7 Juil 2014 - 11:54
hares01 Lun 7 Juil 2014 - 11:54
hares01- complétement accro
- Messages : 747
Points : 1152
Date d'inscription : 20/07/2013
Age : 36
Localisation : Nantua
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() hares01 Lun 7 Juil 2014 - 12:14
hares01 Lun 7 Juil 2014 - 12:14
tu peux me dire se que tu à rajouté pour que les broches remontent tous en haut du Z avant que celle appelée descende
hares01- complétement accro
- Messages : 747
Points : 1152
Date d'inscription : 20/07/2013
Age : 36
Localisation : Nantua
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() dh42 Lun 7 Juil 2014 - 15:56
dh42 Lun 7 Juil 2014 - 15:56
bon je viens de tester le palpeur il n'y a pas de contact par contre si je touche une partie de la machine à nu sans peinture le palpeur se déclenche dans l'écran de diagnostics
Ok ; je ne sais pas ce qu'en penseront les électroniciens, mais vu la sensibilité aux parasites de ces machines, si on leur fait carrément passer du jus dans la carcasse pendant le fonctionnement, ça pourrait bien perturber l'électronique

Fait gaffe à ce que le bout de ta fraise soit toujours propre avant de palper, car s'il y a un peu de bois ou quoi que ce soit qui "isole", le contact électrique ne se fera pas et la fraise continuera à descendre.

tu peux me dire se que tu à rajouté pour que les broches remontent tous en haut du Z avant que celle appelée descende
ligne 13
Code "G00 G53 Z" & ToolUp 'remonter en hauteur de sécu
G00 vitesse rapide
G53 utiliser coordonnées machine
Z & ToolUp devient Z-5
(c'est donc équivalent à G00 G53 Z-5)
ça fait remonter la broche à la hauteur définie dans la variable ToolUp (ligne 4) ; soit dans ce cas -5 mm en dessous de la butée haute du Z.
Comme il est impossible de connaitre à l'avance la longueur des outils montés sur les broches, je l'ai fait remonter haut pour éviter les catastrophes lors du déplacement latéral.
Tu peux changer la valeur de ToolUp pour qu'elle remonte moins haut (attention cette valeur est toujours négative)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() hares01 Lun 7 Juil 2014 - 16:55
hares01 Lun 7 Juil 2014 - 16:55
ça se trouve ou ? t'as une idée ?
le palpeur est actuellement connectée sur la borne 6 de la carte d'après la config de Mach3 je crois qu'il faut pas non ?
Et je viens de m'apercevoir que l'un des deux arrêt d'urgence ne fonctionne pas sur la machine
En tous cas encore merci pour la macro
hares01- complétement accro
- Messages : 747
Points : 1152
Date d'inscription : 20/07/2013
Age : 36
Localisation : Nantua
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() dh42 Lun 7 Juil 2014 - 17:21
dh42 Lun 7 Juil 2014 - 17:21
bref si je comprend bien je suis bon pour changer le palpeur par un avec un contact
A mon avis, ce serait plus sur.
ça se trouve ou ? t'as une idée ?
http://www.sorotec.de/shop/index.php/cat/c311_Tool-Lenght-Sensor-Tool-Lenght-Sensor-311.html
le palpeur est actuellement connectée sur la borne 6 de la carte d'après la config de Mach3 je crois qu'il faut pas non ?
Oui, c'est plus que curieux ; normalement les seules entrées autorisées dans Mach3 vont de 10 à 13, plus la 15 ; 6 c'est une sortie ... de plus en vérifiant ta config, je vois que la sortie 6 est aussi utilisée pour le DIR du moteur X ; rien d'étonnant à ce que ça fasse merder l'axe !!!
Pire encore ; les entrées pour les contacts de ref utilisent 0,1 et 2 .... 0 n'est pas censé exister, et 1 et 2 sont déjà utilisés par la broche et le moteur X.
Il y a également le "limit overd" qui est actif sur l'entrée 0 .... la aussi le 0 n'est pas censé exister.
Même chose dans les Outpout ... certains n° ne sont pas censé être utilisés (le 0, mais aussi les autres valeurs qui correspondent à des pin sortie moteur)
Je ne comprends pas du tout ta config ; ça ne devrait même pas marcher
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() hares01 Lun 7 Juil 2014 - 22:21
hares01 Lun 7 Juil 2014 - 22:21

J'ai essayé de mettre MsgBox ou je pouvais dans la macro et j'ai obtenu une fenêtre qui me met ceci une fois que la mêche à touché le palpeur : -78560
si je clique sur ok alors la broche continu de s'enfoncer dans le palpeur alors que j'ai désactivé le déplacement du Z il devrait donc normalement resté sur le palpeur
hares01- complétement accro
- Messages : 747
Points : 1152
Date d'inscription : 20/07/2013
Age : 36
Localisation : Nantua
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() hares01 Lun 7 Juil 2014 - 22:23
hares01 Lun 7 Juil 2014 - 22:23
hares01- complétement accro
- Messages : 747
Points : 1152
Date d'inscription : 20/07/2013
Age : 36
Localisation : Nantua
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() dh42 Lun 7 Juil 2014 - 23:02
dh42 Lun 7 Juil 2014 - 23:02
- Code:
Rem palpeur z
If GetOEMLED (825)<>0 Then 'test si contact actif probe
Code"(le palpeur est deja actif)"
Else
hpalpeur=17 'hauteur palpeur
V_avance_prog=GetOEMDRO (818) 'vitesse avance du programme en cours
V_palpage=50 'vitesse palpage
Code"F"&V_palpage 'change la vitesse pour palpage
Zpalpage_max=GetOEMDRO (802)-30 'cherche contact j usqu a z actuel moins 30mm
Code ("G31 Z"&Zpalpage_max) 'lance la recherche palpage
While IsMoving ( ) 'tant que axe bouge
Wend
Znew=GetVar (2002) 'lit la valeur de contact z (2000 pour x 2001 pour y)
MsgBox("Contact détecté")
Code "G0 Z"&ZNew 'remonter à znew (= la position du pt de contact) si dépassement
While IsMoving() ' attendre fin du mouvement
Wend
SetOEMDRO (802 ,hpalpeur) 'met l'afficheur z a hauteur du palpeur 800 pour x 801 pour y
sleep(500) 'pause pour mise a jour affichage
Code("F"&V_avance_prog) 'remet la vitesse consigne dans le programme
MsgBox("remontée à +20")
Code ("G0 Z20") 'met Z a 20 mm pour sortir capteur
end if
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() hares01 Lun 7 Juil 2014 - 23:45
hares01 Lun 7 Juil 2014 - 23:45
hares01- complétement accro
- Messages : 747
Points : 1152
Date d'inscription : 20/07/2013
Age : 36
Localisation : Nantua
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() hares01 Lun 7 Juil 2014 - 23:46
hares01 Lun 7 Juil 2014 - 23:46
hares01- complétement accro
- Messages : 747
Points : 1152
Date d'inscription : 20/07/2013
Age : 36
Localisation : Nantua
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() dh42 Mar 8 Juil 2014 - 15:09
dh42 Mar 8 Juil 2014 - 15:09
j'ai rajouté quelques tests
- Code:
Rem palpeur z
If GetOEMLED (825)<>0 Then 'test si contact actif probe
Code"(le palpeur est deja actif)"
Else
hpalpeur=17 'hauteur palpeur
V_avance_prog=GetOEMDRO (818) 'vitesse avance du programme en cours
V_palpage=50 'vitesse palpage
Code"F"&V_palpage 'change la vitesse pour palpage
Zpalpage_max=GetOEMDRO (802)-30 'cherche contact j usqu a z actuel moins 30mm
Code ("G31 Z"&Zpalpage_max) 'lance la recherche palpage
While IsMoving ( ) 'tant que axe bouge
Wend
Znew=GetVar (2002) 'lit la valeur de contact z (2000 pour x 2001 pour y)
MsgBox("Contact détecté")
Code "G0 Z"&ZNew 'remonter à znew (= la position du pt de contact) si dépassement
While IsMoving() ' attendre fin du mouvement
Wend
MsgBox("remontée à position de contact faite")
SetOEMDRO (802 ,hpalpeur) 'met l'afficheur z a hauteur du palpeur 800 pour x 801 pour y
sleep(500) 'pause pour mise a jour affichage
MsgBox("afficheur Z mis à + 17")
Code("F"&V_avance_prog) 'remet la vitesse consigne dans le programme
MsgBox("remontée à +20")
Code ("G0 Z20") 'met Z a 20 mm pour sortir capteur
End If
Note la valeur de la visu Z lorsque tu a le premier message. (contact détecté)
Si tu arrive jusqu'à "afficheur Z mis à + 17", vérifie que tu a bien +17 dans la visu Z
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() hares01 Mer 9 Juil 2014 - 19:49
hares01 Mer 9 Juil 2014 - 19:49
hares01- complétement accro
- Messages : 747
Points : 1152
Date d'inscription : 20/07/2013
Age : 36
Localisation : Nantua
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() dh42 Mer 9 Juil 2014 - 21:44
dh42 Mer 9 Juil 2014 - 21:44
C'est dingue ça
Tout ce qu'il y a c'est la remonté à znew ; qui est censé être stocké dans var(2002) .... et bien sur comme tu t'en doute, je teste ici ... et ça marche !!
On vas faire un autre test, remplace:
MsgBox("Contact détecté")
par
MsgBox("Contact détecté: " & Znew)
Tu devrais avoir quelque chose comme ça à la première boite de message.
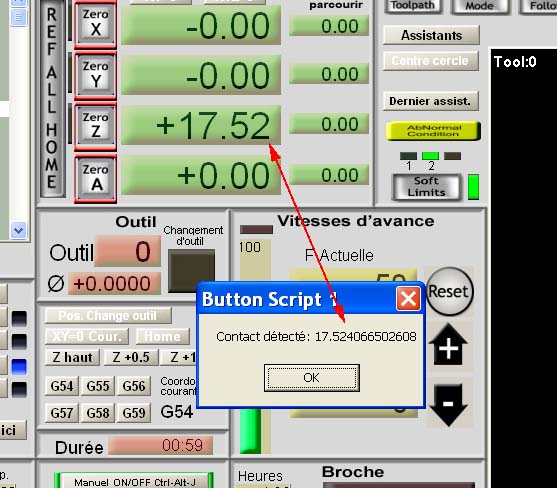
Les valeurs dans la boite de message et celle dans l'afficheur Z devraient être identiques ou presque. (et pas forcement à 17..)
La valeur dans la visu Z, c'est la position en cours, la valeur dans la boite c'est la position à laquelle il faut remonter si dépassement (donc une chtouille en principe)
Il est important que tu essais de bien suivre ce qui se passe dans la visu Z pour essayer de comprendre cette incohérence. ... sinon on tentera autre chose ....
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() hares01 Mer 9 Juil 2014 - 22:36
hares01 Mer 9 Juil 2014 - 22:36
la commande de palpage est dans les macros la XBoxBtn8
la commande de prise de longueur d'outils au palpeur est la XBoxBtn5
la commande M6start à été modifié pour prendre en compte l'écart Z entre chaque broche par rapport à la broche 1
Comment se déroule la mise en place d'un travail qui a besoin de plusieurs outils :
- je référence les axes de la machine
- une fois la fraiseuse référencée je met l'intégralité des coordonnées pièce sur 0
- je palpe chaque outils installé dans l'ordre des broches en respectant le numéro d'outil/broche
- une fois les hauteurs d'outils faites je référence les coordonnées pièce avec la broche 1 en X,Y,Z
- au changement d'outil/broche la broche suivante se décale en X,Y,Z par rapport à la broche 1 pour être au 0 pièce
Bon plus qu'a tester cela en condition réel et voir si effectivement ça se passe comme cela
Je ne veux pas lâcher l'affaire concernant ce palpeur de malheur car c'est pas normal qu'il choisisse ses macros de palpage suivant son envie
Ah et il faut savoir que le palpage de longueur d'outils ne part jamais au fraise alors je sais pas si la procédure de prise de hauteur est faite différemment par rapport à un palpage de hauteur normal
Bon aller à la douche j'ai faim et j'ai sommeil
Encore merci à tous ceux qui on prit le temps de m'aider à configurer la bête
Demain ça va encore être épique je sens les essais du palpeur surtout que j'ai encore cassé une fraise aujourd'hui à cause de ça
Dernière édition par hares01 le Mer 9 Juil 2014 - 22:45, édité 1 fois
hares01- complétement accro
- Messages : 747
Points : 1152
Date d'inscription : 20/07/2013
Age : 36
Localisation : Nantua
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() dh42 Mer 9 Juil 2014 - 22:42
dh42 Mer 9 Juil 2014 - 22:42
Quand ta gestion de longueur d'outil sera au point, il faudra aussi modifier le post processeur de ta FAO (Cambam ?) pour qu'il insère le Gcode approprié
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() hares01 Mer 9 Juil 2014 - 22:50
hares01 Mer 9 Juil 2014 - 22:50
Pour Cambam je ne voit pas se qu'il y aurait à changer car à partir du moment ou les numéro d'outils mis dans Cambam corresponde à ceux de Mach 3 y'a pas de problème non ?
Tous se commande grâce à T1M6 jusqu'à T4M6
quelque chose m'échappe ?
hares01- complétement accro
- Messages : 747
Points : 1152
Date d'inscription : 20/07/2013
Age : 36
Localisation : Nantua
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() dh42 Mer 9 Juil 2014 - 23:01
dh42 Mer 9 Juil 2014 - 23:01
Exemple:
T2 M6
G43 H2
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() dh42 Mer 9 Juil 2014 - 23:50
dh42 Mer 9 Juil 2014 - 23:50
Je viens de regarder tes paramètre moteur sur Mach3 ; et je trouve assez étrange que tu ai un pas/mm de 127.3 sur X et Y et de 400 sur Z ..
Peux tu vérifier que tes déplacements en Z correspondent bien à la réalité ?
- met le bout de la fraise à 100 mm au dessus de la table.
- met ton Z à 0 sur la visu.
- fait descendre le Z avec les touches du clavier de 50mm (donc à -50 sur la visu) et mesure ta hauteur entre la table et la fraise.
Il devrait rester 50, bien sur ... si ce n'est pas le cas c'est qu'il y a un bug sur le réglage du Z ...
pour le palpeur qui ne fonctionne pas ; je viens de penser à quelque chose ; Mach attend les entrées sur les pin 10 à 12 et 15, hors le palpeur est sur 6.
Çà ne marcherais pas du tout en port // sur la pin 6, mais si c'est la carte USB qui gère la détection du palpage, alors Mach3 ne vois jamais cette activation vu que pour lui la pin 6 n'est pas une entrée et la variable 2002 qui est censée contenir la position du pt de contact n'est jamais mise à jour, ce qui expliquerait cette descente brutale (la variable 2002 pouvant avoir n'importe quelle valeur aléatoire).
On en aura le cœur net quand tu testera avec la dernière modif ; si les valeurs entre la visu Z et la boite de dialogue sont complètement différentes, et si tu est sur de ne pas avoir fait de faute de frappe dans le code, alors c'est que cette variable interne est inutilisable si l'on n'utilise pas le port //. (en tout cas avec ta carte USB, ce n'est pas forcement une généralité).
Dans ce cas ce sera vite réglé dans le code, mais ça t'obligera à utiliser une vitesse de palpage faible (maxi 100 mm/min), même avec un palpeur à contact, si tu veux avoir une précision correcte.
bonne nuit
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() hares01 Jeu 10 Juil 2014 - 20:16
hares01 Jeu 10 Juil 2014 - 20:16
Pour les pas de mon moteur Z il est bien configuré correctement apparemment car j'obtiens bien la bonne distance
Voila faut il faire venir un exorciste ? Peut-être si la machine commence à cracher son liquide de graissage et à afficher un message à propos de ma mère

hares01- complétement accro
- Messages : 747
Points : 1152
Date d'inscription : 20/07/2013
Age : 36
Localisation : Nantua
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() hares01 Jeu 10 Juil 2014 - 20:25
hares01 Jeu 10 Juil 2014 - 20:25
Alors :
Après contact entre le palpeur et la fraise une fenêtre indique "contact détecté -0,0025"
la visu Z indique quand à elle -184,07
Après la broche remonte à 0
me dit qu'elle est à -17 puis me dit qu'elle remonte à 20
les coordonnées machine indique 3
hares01- complétement accro
- Messages : 747
Points : 1152
Date d'inscription : 20/07/2013
Age : 36
Localisation : Nantua
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() hares01 Jeu 10 Juil 2014 - 21:09
hares01 Jeu 10 Juil 2014 - 21:09
Vraiment étrange ....
hares01- complétement accro
- Messages : 747
Points : 1152
Date d'inscription : 20/07/2013
Age : 36
Localisation : Nantua
Contenu sponsorisé
Page 9 sur 11 • 1, 2, 3 ... 8, 9, 10, 11

 Sujets similaires
Sujets similaires» projet et questions fabrication grand aspirateur a cyclone, debut des travaux...
» préparation projet + achat fraiseuse (warco..)
» Conseils achat fraiseuse BZT + configuration pour débutant
» conseils pour l'achat d'une dégau et d'une scie à format ?