






projet achat fraiseuse cnc grand format pour fabrication enseignes
Page 5 sur 11 •  1, 2, 3, 4, 5, 6 ... 9, 10, 11
1, 2, 3, 4, 5, 6 ... 9, 10, 11 

 Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() jeromec Mer 18 Juin 2014 - 11:45
jeromec Mer 18 Juin 2014 - 11:45
Regarde si tu n'as pas un fichier .log dans le répertoire mach3 qui a pour date de modification l'heure à laquelle ça plante.
En général les fichiers .log contiennent les messages d'information et/ou d'erreurs... ça peut aider ... des fois .....
jeromec- je prends du galon

- Messages : 85
Date d'inscription : 03/09/2012 -


Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() hares01 Mer 18 Juin 2014 - 11:54
hares01 Mer 18 Juin 2014 - 11:54
hares01- complétement accro

- Messages : 747
Points : 1152
Date d'inscription : 20/07/2013
Age : 36
Localisation : Nantua
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() hares01 Mer 18 Juin 2014 - 12:15
hares01 Mer 18 Juin 2014 - 12:15
- Code:
Mon - 23:14:29 ---Program Startup
Mon - 23:14:32 ---ReConfiguration Estop.
Mon - 23:14:35 ---XHC NcUsbPod Connected.
Mon - 23:14:46 ---Not Yet Implemented
hares01- complétement accro
- Messages : 747
Points : 1152
Date d'inscription : 20/07/2013
Age : 36
Localisation : Nantua
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() dh42 Mer 18 Juin 2014 - 16:11
dh42 Mer 18 Juin 2014 - 16:11
hares01 a écrit:Salut
Ben ça m'étonnerais qu'ils le fasse en français si çà existe et je me voit mal expliquer le problème au tél
Je vais déjà essayer de réinstaller le logiciel
Salut,
Si ça existe
http://www.mach3fr.com/V2/
C'est le Mach3 fournis avec la CN ou tu l'a téléchargé et acheté séparément ? (la licence fonctionne avec toutes les versions de Mach3)
Tu peux tenter de le re télécharger et de le réinstaller, c'est peut être juste un soucis d'insta.
si tu efface le dossier existant de Mach3 avant de le réinstaller, pense à mettre le fichier .xml de config de ta machine de coté ; il te suffira ensuite de le remettre dans le dossier de Mach3 pour retrouver les réglages de ta CN.
(dans un premier temps, tu peux tenter une simple réinsta par dessus, dans ce cas tes fichiers de config ne seront pas touchés.)
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() hares01 Mer 18 Juin 2014 - 17:53
hares01 Mer 18 Juin 2014 - 17:53
Bon j'ai eu le droit à ce message quand j'ai réessayé tous à l'heure

C'est grave docteur ?
Bon déjà je vais tous réinstaller
hares01- complétement accro
- Messages : 747
Points : 1152
Date d'inscription : 20/07/2013
Age : 36
Localisation : Nantua
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() dh42 Mer 18 Juin 2014 - 19:24
dh42 Mer 18 Juin 2014 - 19:24
Si je ne me trompe pas, le DDE c'est Direct Data Exchange (échange direct de données). Ça pourrait avoir un rapport avec le fait que Mach3 pilote la carte en USB.
Windows coupe l'alimentation de l'USB au bout d'un certain temps si le port n'est pas utilisé, la plupart du temps ça ne pose pas de problème, mais certains périphérique n'apprécient pas ... et c'est certainement le cas de Mach3.
Si la ré-insa ne règle pas ton problème, tu peux essayer de désactiver l'éco d'énergie sur tes ports //.
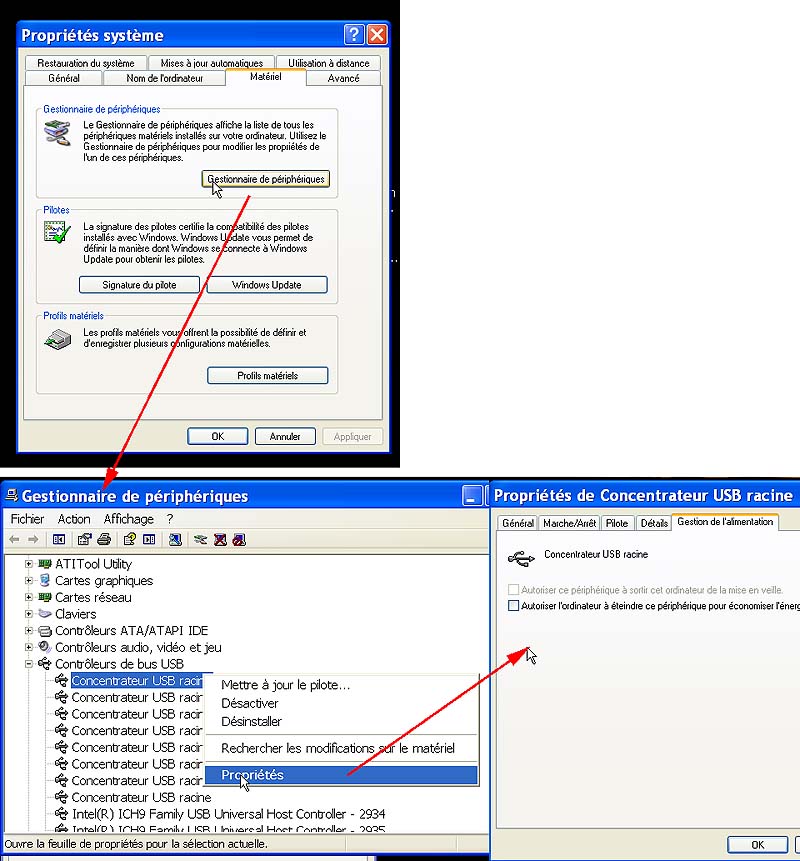
Panneau de configuration ; icone Système, onglet matériel.
fait le pour tous les concentrateurs USB que tu trouvera dans ta liste. (décoche "Autoriser l'ordinateur à éteindre ....")
Pas sur que ça vienne de la, mais ça ne coute rien d'essayer.
Tu a dut installer un driver/plugin spécifique pour gérer l'USB ?
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() hares01 Mer 18 Juin 2014 - 20:49
hares01 Mer 18 Juin 2014 - 20:49
Comment j'ai fait :
installation normal de Mach3 sans rien décoché sauf l'installation du driver de port parallèle
ensuite dans le cd livré dont j'ai mis un lien plus haut dans le sujet avec la machine j'ai copié les fichiers demandé dans le dossier mach3 :
- un fichier "M6Start.M1S" dans le dossier "macros"
- un fichier "Mach3Mill.xml" dans le dossier "mach3"
- un fichier "NcUsbPod.dll" dans le dossier "PlugIns"
Voila après j'ai des photos des fenêtres de config que j'ai vérifié pour que ça corresponde avec mon installation
et enfin je dois copier le fichier "celebrater code.M1S" mais la je sèche sur la procédure à suivre
le lien vers le fichier
le lien vers l'explication
Si quelqu'un sait ou ils veulent que je le copie ce fichier
Sinon après j'ai un autre document qui est censé me donner des commandes pour les broches mais quand je les tapes et que j'appuie sur entrée, rien ne se passe. Je dois oublier quelque chose.
lien vers les commandes
Merci de votre aide.
Dernière édition par hares01 le Jeu 19 Juin 2014 - 19:23, édité 1 fois
hares01- complétement accro
- Messages : 747
Points : 1152
Date d'inscription : 20/07/2013
Age : 36
Localisation : Nantua
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() dh42 Mer 18 Juin 2014 - 21:04
dh42 Mer 18 Juin 2014 - 21:04
Les fichiers .m1s sont des macro en Visual Basic ; "celebrater code.M1S" ressemble fortement à du code pour le palpage auto en Z.
- un fichier "M6Start.M1S" dans le dossier "macros"
Tu dois mettre les fichiers .m1s dans le sous dossier Mach3Mill du dossier Macros, pas dans le dossier Macros lui même.
Tu dois y copier les 2 fichiers .m1s (M6start.m1s et celebrater code.m1s)
Mach3Mill.xml contient tous les réglages de la machine.
NcUsbPod.dll c'est le driver pour l'USB
Le M6start.m1s, c'est la description en VB de ce que doit faire la machine lors d'une demande de changement d'outil et il y a un fichier M6end.m1s, qui lui dit ce qu'elle doit faire lorsque l'outil à été changé et que l'utilisateur à cliqué sur Cycle Start.(ces 2 fichiers gèrent la commande Tn M6 du Gcode)
EDIT: PS, tes 2 liens sont identiques
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() hares01 Jeu 19 Juin 2014 - 19:24
hares01 Jeu 19 Juin 2014 - 19:24
hares01- complétement accro
- Messages : 747
Points : 1152
Date d'inscription : 20/07/2013
Age : 36
Localisation : Nantua
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() hares01 Jeu 19 Juin 2014 - 19:58
hares01 Jeu 19 Juin 2014 - 19:58
Si ça peut aider
hares01- complétement accro
- Messages : 747
Points : 1152
Date d'inscription : 20/07/2013
Age : 36
Localisation : Nantua
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() dh42 Jeu 19 Juin 2014 - 20:13
dh42 Jeu 19 Juin 2014 - 20:13
Voila j'ai édité le lien pense tu toujours que les fichiers vont au endroit que tu m'as donné avec la doc ?
Ok, c'est pas facile à voir sur leurs images.
Dans le menu Operator, clique sur Edit button script.
Certains boutons vont clignoter ; clique sur le bouton Auto Tool Zero, cela ouvrira sa fenêtre de code.
colle y le code du celebrater.
Ferme la fenêtre de code ; quand le message save change to hidden script apparait, clique sur oui pour accepter.
Apparemment c'est bien ce que je pensais, c'est le code pour le palpage auto et je doute que ce soit ce qui fait merder ...
Bon je sais pas encore si c'est lier au fichier celebrater mais de nouveau le logiciel se ferme tous seul j'ai fini par avoir une capture de la fenêtre windows qui s'ouvre avant la fermeture à force d'insister.
Oui, met la, ça donnera peut être une piste.
Tu a fait les réglage dont je t'ai parlé pour tes port USB ?
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() hares01 Jeu 19 Juin 2014 - 20:18
hares01 Jeu 19 Juin 2014 - 20:18
hares01- complétement accro
- Messages : 747
Points : 1152
Date d'inscription : 20/07/2013
Age : 36
Localisation : Nantua
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() hares01 Jeu 19 Juin 2014 - 20:26
hares01 Jeu 19 Juin 2014 - 20:26
C'est bon ?
hares01- complétement accro
- Messages : 747
Points : 1152
Date d'inscription : 20/07/2013
Age : 36
Localisation : Nantua
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() dh42 Jeu 19 Juin 2014 - 20:31
dh42 Jeu 19 Juin 2014 - 20:31
hares01 a écrit:le fichier celebrater je dois aussi le mettre dans le dossier macros ?
Non, la copie que tu a fait sera sauver directement dans l'interface (l'écran lui même)
J'ai regardé sur Google avec le code erreur 9991 sur Mach ... ça peut venir du plugin qui gère l'USB ... mais pas sur.
Certain on eu ce problème suite à un Gcode défectueux (des valeurs à 0 dans le code) .... je ne peux guère t'en dire plus ; il faudrait demander au vendeur de la machine s'il peut t'en dire plus ; je ne connais que la version en port // ...et en plus c'est une carte USB spécifique ...
Dans la liste de matériels dans "controleurs de bus usb" toutes les entrées "concentrateur usb racine" je suis allé dans "gestion de l'alimentation" et j'ai décoché la case
C'est bon ?
Oui.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() dh42 Jeu 19 Juin 2014 - 20:52
dh42 Jeu 19 Juin 2014 - 20:52
Si pas d'amélioration ; essais ça pour réinitialiser le plugin USB
menu Function cfg, Reset device sel .., puis ferme Mach3 et ré-ouvre le.
Il te demandera de sélectionner le périphérique à utiliser (device) ; choisis ton adaptateur usb ...
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() hares01 Ven 20 Juin 2014 - 10:05
hares01 Ven 20 Juin 2014 - 10:05
J'ai pas encore trouvé dans le manuel de mach3 comment on fait pour tester si les broches fonctionne.
Je sais qu'il y a des paramètres a rentrer dans une fenêtre mais pas encore ou et quoi.
Est ce qu'il est possible de mettre mach3 en français ou les paramètres de la machine ne seront plus bon parce que le logiciel a changé
hares01- complétement accro
- Messages : 747
Points : 1152
Date d'inscription : 20/07/2013
Age : 36
Localisation : Nantua
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() dh42 Ven 20 Juin 2014 - 14:56
dh42 Ven 20 Juin 2014 - 14:56
Est ce qu'il est possible de mettre mach3 en français ou les paramètres de la machine ne seront plus bon parce que le logiciel a changé
Pas de problèmes, il faudra juste que tu réinstalle ton fichier .xml ta .dll pour l'usb et ta licence de mach3.
Normalement le celebrater ne sera plus nécessaire ; la VF officielle à une commande de palpage sur son interface, et mon interface perso, si tu la préfère, l'a aussi.
après avoir installé Mach3 en français, fait tes remplacements de fichier, puis lance Mach par l'icone "lanceur", choisis le profil de ta machine (Mach3Mill)
Il y a de fortes chances que tu ai un écran tout blanc, car le "sceenset" utilisé défini dans le fichier .xml n'existera pas (les écrans en anglais) ; dans ce cas, vas dans le menu Ecran/Ouvrir écran (view/load screen) et choisis le fichier "mach3fr-fraisage.set". La config sera sauvée automatiquement en quittant Mach3.
Pour tester tes broches, il te faut suivre l'exemple de ton PDF.
en mode MDI (entrée de commande manuelles), tape T2 M6, puis valide par entrée. La broche n°2 devrait se mettre en position. Ensuite essai T1 M6, c'est la n°1 que devrait se mettre en position .. etc pour tes 4 broches. (c'est le fichier M6Start.M1S qui contient le programme qui gère le changement de broches)
Pour la mise en marche, c'est le code M3, l'arrêt M5 .... ou plus simplement le bouton M/A broche sur l'écran de Mach3
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() hares01 Sam 21 Juin 2014 - 17:24
hares01 Sam 21 Juin 2014 - 17:24
Pour l'oubli du compresseur par le fournisseur cela c'est réglé en lui proposant de me faire un virement du prix d'un compresseur équivalent à celui qu'il m'offrait car un compresseur de 2.2kw coutant 300$ plus les frais de transport et de transitaire on était à un prix hallucinant
J'ai donc choisi un compresseur d'air Michelin vcx100, l'avenir nous diras si j'ai fait le bon choix.
Le compresseur à été acheté à mister bricole pour 350€
un tuyau et une soufflette était présent dans le colis alors qu'il n'était pas précisé sur la boite
Une fois le compresseur raccordé à la machine c'est fou comme cela va mieux pour les tests
Les commandes T1M6 à T4M6 réponde sans problème : à chaque changement d'outils la broche précédente remonte et celle demandée descend
Une question bête y a t'il un moyen pour que les textes du logiciel soit mieux défini car les textes les plus petit sont indéchiffrables et aussi est il possible que l'écran mach3 soit agrandit pour prendre la surface du bureau ?
J'ai essayé de démarrer les broches en appuyant sur le bouton spindle cwf5 en dessous de spindle speed à droite ça marche mais elles tournent tous doucement sauf si j'appuie sur + ça augmente par contre en appuyant sur - la vitesse de rotation ne baisse pas et j'ai en bas un texte à côté de statut qui marque en fin je crois car c'est écrit très petit
"pwm bumped to mistmeam setting"
J'imagine qu'il faut configurer la vitesse des broches quelques part non ?
dans function cfg's ya un onglet calibrate spindle c'est ça ?
Merci de votre aide
hares01- complétement accro
- Messages : 747
Points : 1152
Date d'inscription : 20/07/2013
Age : 36
Localisation : Nantua
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() hares01 Sam 21 Juin 2014 - 17:27
hares01 Sam 21 Juin 2014 - 17:27
hares01- complétement accro
- Messages : 747
Points : 1152
Date d'inscription : 20/07/2013
Age : 36
Localisation : Nantua
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() hares01 Sam 21 Juin 2014 - 18:08
hares01 Sam 21 Juin 2014 - 18:08
hares01- complétement accro
- Messages : 747
Points : 1152
Date d'inscription : 20/07/2013
Age : 36
Localisation : Nantua
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() dh42 Sam 21 Juin 2014 - 23:20
dh42 Sam 21 Juin 2014 - 23:20
Alors c'est déjà une bonne nouvelle si les broches fonctionnent.
Pour les réglages spécifiques aux broches pilotées par variateur, je ne vais pas t'être d'un grand secours, je ne connais pas grand chose à leur fonctionnement.
Je sais juste qu'il existe 2 modes de commande distincts ; l'un utilise le 0-10V de la breakoutboard pour piloter le vario, l'autre utilise un port série RS485 ... je ne sais pas du tout quel système est utilisé sur ta machine.
Pour l'écran, il y a un moyen de l'étendre en plein écran ; menu config/general config.3ieme colonne de la fenêtre, en bas 'auto screen enlarge' à cocher.
Tu peux aussi complétement redessiner les écrans de Mach avec le soft (gratuit) MachScreen.
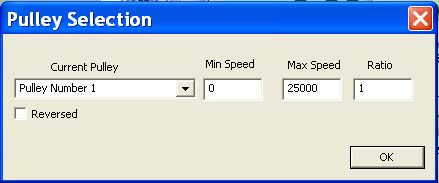
Pour ton message, vérifie que le réglage des poulies est OK (même s'il y en a pas sur tes broches)
menu config/spindle pulley .. assure toi que tu a quelque chose comme ça pour les réglages.
PS pour test, tu peux donner une vitesse de rotation dans les entrée MDI.
Exemple, tape S5000 pour régler la V à 5000 tr (ça règle juste la vitesse, tu dois ensuite tapez un M3 pour la mettre en marche) tu peux aussi taper le Sxxx pendant que la broche tourne
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() hares01 Dim 22 Juin 2014 - 3:36
hares01 Dim 22 Juin 2014 - 3:36
j'ai fait un bout de code pour tester les broches en manuel :
T1M6 "descente de la broche 1en position usinage"
S5000
M3
X1600
Y 2000
M5
Et tous a fonctionne du premier coup
J'ai réinstallé mach3 pour passer à mach3fr
A savoir que l'écran anglais à démarrer avec cette version mais je l'est changé pour celui en français plus moderne et plus clair
J'ai un peu galérer avec la gestion du palpeur d'outils avec la fenêtre de palpage jusqu'à que je comprenne que la limite logiciel de Z était trop haute et donc la broche n'atteignait pas le palpeur
Bon cette fois je vais pouvoir faire un test d'usinages voir ce que cela donne
Il me reste une inconnu c'est que je n'est pas fait attention mais j'imagine que si je met la broche 1a une position zéro pièce au moment du changement d'outils pour la broche 2 par exemple il y a des chances que le zéro pièce soit décalé de l'entraxe entre les deux broches et donc que ça usine a côté du premier tracé
Il me semble avoir vu que l'on pouvait décaler la position de l'outils par rapport au point de référence il va falloir creuser cela
Ou puis je connaitre les paramètres de coupe pour différents matériaux
Car avec des broches et des fraises chinoises y'a pas de données constructeur
hares01- complétement accro
- Messages : 747
Points : 1152
Date d'inscription : 20/07/2013
Age : 36
Localisation : Nantua
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() Zarkann Dim 22 Juin 2014 - 13:59
Zarkann Dim 22 Juin 2014 - 13:59
hares01 a écrit:
T1M6 "descente de la broche 1en position usinage"
S5000
M3
X1600
Y 2000
M5
T1 M6 n'est pas la descente de la broche
T1 est la présélection d'un outil
M6 est l'ordre donné à la machine d’exécuter un changement d'outil
Sur les machine à changeur outil automatique quand on donne la fonction de sélection d'outil bien avant le changement lui même.
Tu peux voir dans la vidéo qu'il y a un plateau rotatif qui tourne pour amener le bon outil vers la pince et bien la commande T1 ou T2 ... fait tourner le plateau et le bras changeur attrape l'outil puis ensuite pendant ce temps on usine avec l'outil d'avant, et c'est a la fin de l'opération que l'on donne l'instruction M6 et c'est a ce moment là qu'intervient le changement d'outil dans la broche
Quand on fait le premier changement d'outil les deux instructions sont confondu
Pour une machine de production c'est essentiel de bien faire la différence.
Comme dans la vidéo-ci dessous:
Pour une machine fonctionnant sur Mach3 avec changement d'outil manuel et si il y a une macro c'est pareil, sauf qu'il n'y a pas de présélection mais c'est toujours la commande M6 qui exécute la macro
@++ Eric
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.


Zarkann- Admin
- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() hares01 Dim 22 Juin 2014 - 14:56
hares01 Dim 22 Juin 2014 - 14:56
Dernière édition par hares01 le Dim 22 Juin 2014 - 16:48, édité 2 fois
hares01- complétement accro
- Messages : 747
Points : 1152
Date d'inscription : 20/07/2013
Age : 36
Localisation : Nantua
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() dh42 Dim 22 Juin 2014 - 15:59
dh42 Dim 22 Juin 2014 - 15:59
Il me semble avoir vu que l'on pouvait décaler la position de l'outils par rapport au point de référence il va falloir creuser cela
Si ce n'est pas déjà prévu dans la macro de changement d'outil, le décalage de la broche en fonction de son n° ne devrait pas poser de problème à rajouter dans le code ; il faudra par contre que tu mesure avec précision de combien chaque broche est décalée par rapport à la n°1 et que le 0,0 de départ en XY soit fait sur la broche 1. (il faudra par contre palper le Z pour chaque broche bien sur)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: projet achat fraiseuse cnc grand format pour fabrication enseignes
![]() hares01 Dim 22 Juin 2014 - 21:46
hares01 Dim 22 Juin 2014 - 21:46
Rien de bien extraordinaire un rond et un carré de 60mm de côté
les côtes correspondent à ce qui avait été dessiné dans Cambam
Bon la gestion du palpeur d'outils dans Mach3fr à été complètement à la ramasse :
normalement la broche descend sur le palpeur d'outils mobile, le touche et doit remonter de 5mm
c'est se qui se passait hier
aujourd'hui il descend, touche le palpeur et remonte jusqu'à la butée en Z
j'ai donc calibré le point zéro à l'oeil pour pouvoir usiner ....
Déjà hier le panneau du palpeur d'outils ne prenait pas toujours en compte les mesures rentrées
J'ai pris les côtes pour le décalage des origines de chaque broches par rapport à la broches 1
Comment dois-je rentrer ces mesures à présent dans le logiciel ?
Je pensais que c'était par le paramétrage des outils dans Mach3 mais il n'y à pas de décalage XY
hares01- complétement accro
- Messages : 747
Points : 1152
Date d'inscription : 20/07/2013
Age : 36
Localisation : Nantua
Contenu sponsorisé
Page 5 sur 11 • 1, 2, 3, 4, 5, 6 ... 9, 10, 11

 Sujets similaires
Sujets similaires» projet et questions fabrication grand aspirateur a cyclone, debut des travaux...
» préparation projet + achat fraiseuse (warco..)
» Conseils achat fraiseuse BZT + configuration pour débutant
» conseils pour l'achat d'une dégau et d'une scie à format ?