






probleme parcours d'outils mach3
3 participants
Page 1 sur 1

 probleme parcours d'outils mach3
probleme parcours d'outils mach3
![]() morpheus971 Dim 25 Déc 2016 - 14:57
morpheus971 Dim 25 Déc 2016 - 14:57
Bonjour a tous les metabricoleurs,
Je me nomme samuel et je vous souhaite a tous de bonne fete
l'impression d'ecran suivante represente ce que j'obtiens comme affichage d'outil l'orsque je charge mon
fichier g code :
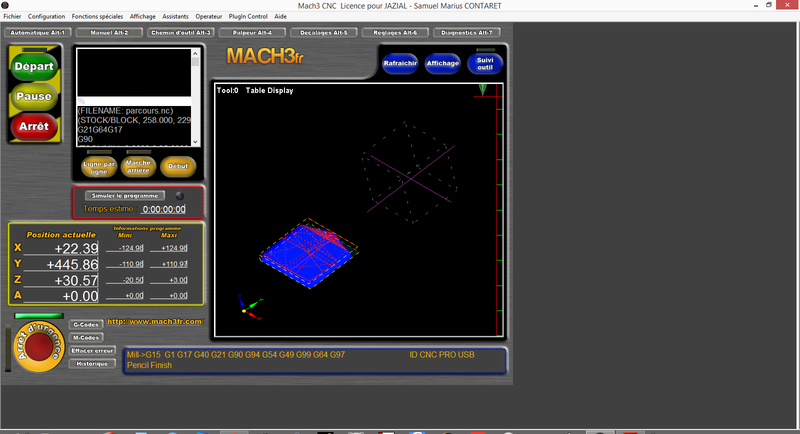
je suis nouveau dans l'utilisation de mach3 mais cette disposition est elle normale ?si non pouvez vous m'aider ?
Je me nomme samuel et je vous souhaite a tous de bonne fete
l'impression d'ecran suivante represente ce que j'obtiens comme affichage d'outil l'orsque je charge mon
fichier g code :
je suis nouveau dans l'utilisation de mach3 mais cette disposition est elle normale ?si non pouvez vous m'aider ?

morpheus971- petit nouveau

- Messages : 7
Points : 11
Date d'inscription : 13/03/2014
Age : 50
Localisation : guadeloupe

Re: probleme parcours d'outils mach3
![]() dh42 Dim 25 Déc 2016 - 23:40
dh42 Dim 25 Déc 2016 - 23:40
Salut,
Difficile à dire sans avoir le Gcode, mais ton affichage n'a rien d'extraordinaire ... qu'est ce qui te chiffonne ?
++
David
Difficile à dire sans avoir le Gcode, mais ton affichage n'a rien d'extraordinaire ... qu'est ce qui te chiffonne ?
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: probleme parcours d'outils mach3
![]() morpheus971 Lun 26 Déc 2016 - 0:01
morpheus971 Lun 26 Déc 2016 - 0:01
Salut david merci de prendre le temps de me repondre
mon brut apparait en dehors du paralelepipede qui represente la machine,c'est cela qui me gene
et puis a l'usinage la fraise a creuse là ou elle ne devait pas! je te met mon parcours d'outils en ligne
Merci
mon brut apparait en dehors du paralelepipede qui represente la machine,c'est cela qui me gene
et puis a l'usinage la fraise a creuse là ou elle ne devait pas! je te met mon parcours d'outils en ligne
Merci
- Fichiers joints

- parcours.txt mon gcodeVous n'avez pas la permission de télécharger les fichiers joints.(175 Ko) Téléchargé 6 fois
morpheus971- petit nouveau
- Messages : 7
Points : 11
Date d'inscription : 13/03/2014
Age : 50
Localisation : guadeloupe
Re: probleme parcours d'outils mach3
![]() dh42 Lun 26 Déc 2016 - 0:13
dh42 Lun 26 Déc 2016 - 0:13
Le Gcode à l'air OK, tu n'a peut être pas fait ton 0 de départ (pièce) au bon endroit, ou ta machine n'a pas été référencée.
++
David
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: probleme parcours d'outils mach3
![]() morpheus971 Lun 26 Déc 2016 - 0:43
morpheus971 Lun 26 Déc 2016 - 0:43
salut david
c'est vrai que je n'avais pas encore reference la machine !je vais le faire et je reviens vers toi .
pour le zero je l'avais fait sur le dessus de la piece,j'ai recommence l'usinage 2 fois pour constater que dans cutviewer tout se passait bien alors que
mon brut etait creuse au milieu avant meme que l'usinage soit finis,j'ai pense que cela venait d'un decalage.
en passant quel est la difference entre g54 et les autres decalages ?
A+
c'est vrai que je n'avais pas encore reference la machine !je vais le faire et je reviens vers toi .
pour le zero je l'avais fait sur le dessus de la piece,j'ai recommence l'usinage 2 fois pour constater que dans cutviewer tout se passait bien alors que
mon brut etait creuse au milieu avant meme que l'usinage soit finis,j'ai pense que cela venait d'un decalage.
en passant quel est la difference entre g54 et les autres decalages ?
A+
morpheus971- petit nouveau
- Messages : 7
Points : 11
Date d'inscription : 13/03/2014
Age : 50
Localisation : guadeloupe
Re: probleme parcours d'outils mach3
![]() dh42 Lun 26 Déc 2016 - 23:24
dh42 Lun 26 Déc 2016 - 23:24
Salut,
Le cube en pointillé que l'on vois sur ton image représente la zone d'usinage possible de la machine et elle est définie à la fois par les infos que tu a données dans les limites machines (course des axes) et par le référencement ; il peut parfois être nécessaire de rafraichir l'affichage, suivant l'ordre dans lequel tu fait les manips (référencement, chargement du Gcode, 0 pièce)
Si les limites logiciel sont activées, Mach3 n'autorisera pas l'usinage si ça sort des limites machine.
Tu n'a probablement pas du faire ton 0 en Z au bon endroit, à moins que tu n'ai fait une blague dans ton soft de FAO.
dans ton cas, je ne sais pas quel soft tu a utilisé, ni si tout est OK dans les réglages de ton 4ieme axe, vu que c'est du Gcode 4axes, peut être y a t'il un soucis de dégagement de la fraise lors de la rotation du 4ieme axe ?
les G5x sont des "mémoires" qui peuvent contenir différents 0 pièce ; le G54 est celui utilisé par défaut par Mach3 au démarrage ; le G53 lui représente les coord machine
http://www.metabricoleur.com/t9895-comprendre-ce-qu-est-le-referencement-des-axes-avec-mach3#188703
++
David
c'est vrai que je n'avais pas encore reference la machine !je vais le faire et je reviens vers toi .
Le cube en pointillé que l'on vois sur ton image représente la zone d'usinage possible de la machine et elle est définie à la fois par les infos que tu a données dans les limites machines (course des axes) et par le référencement ; il peut parfois être nécessaire de rafraichir l'affichage, suivant l'ordre dans lequel tu fait les manips (référencement, chargement du Gcode, 0 pièce)
Si les limites logiciel sont activées, Mach3 n'autorisera pas l'usinage si ça sort des limites machine.
pour le zero je l'avais fait sur le dessus de la piece,j'ai recommence l'usinage 2 fois pour constater que dans cutviewer tout se passait bien alors que mon brut etait creuse au milieu avant meme que l'usinage soit finis,j'ai pense que cela venait d'un decalage.
Tu n'a probablement pas du faire ton 0 en Z au bon endroit, à moins que tu n'ai fait une blague dans ton soft de FAO.
dans ton cas, je ne sais pas quel soft tu a utilisé, ni si tout est OK dans les réglages de ton 4ieme axe, vu que c'est du Gcode 4axes, peut être y a t'il un soucis de dégagement de la fraise lors de la rotation du 4ieme axe ?
en passant quel est la difference entre g54 et les autres decalages ?
les G5x sont des "mémoires" qui peuvent contenir différents 0 pièce ; le G54 est celui utilisé par défaut par Mach3 au démarrage ; le G53 lui représente les coord machine
http://www.metabricoleur.com/t9895-comprendre-ce-qu-est-le-referencement-des-axes-avec-mach3#188703
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: probleme parcours d'outils mach3
![]() morpheus971 Mar 27 Déc 2016 - 18:39
morpheus971 Mar 27 Déc 2016 - 18:39
Merci david
ma cnc ne possede des capteurs qu'en x et y pas en z
dans ce cas là comment est reference le zero machine pour l'axe z ?
ma cnc ne possede des capteurs qu'en x et y pas en z
dans ce cas là comment est reference le zero machine pour l'axe z ?
morpheus971- petit nouveau
- Messages : 7
Points : 11
Date d'inscription : 13/03/2014
Age : 50
Localisation : guadeloupe
Re: probleme parcours d'outils mach3
![]() dh42 Mar 27 Déc 2016 - 18:44
dh42 Mar 27 Déc 2016 - 18:44
dans ce cas là comment est reference le zero machine pour l'axe z ?
tu ne peux pas ; il te faut rajouter un contact sur le Z
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: probleme parcours d'outils mach3
![]() morpheus971 Mar 27 Déc 2016 - 23:33
morpheus971 Mar 27 Déc 2016 - 23:33
ok daccord mais dis moi le temps que je commande et j'installe un contact
est il possible de fonctionner sans referencement sur l'axe z ?
est il possible de fonctionner sans referencement sur l'axe z ?
morpheus971- petit nouveau
- Messages : 7
Points : 11
Date d'inscription : 13/03/2014
Age : 50
Localisation : guadeloupe
Re: probleme parcours d'outils mach3
![]() dh42 Mer 28 Déc 2016 - 1:22
dh42 Mer 28 Déc 2016 - 1:22
Oh oui, tout à fait, il faudra simplement désactiver les limites logiciel pour ne pas qu'il te dise que tu est hors limites.
++
David
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: probleme parcours d'outils mach3
![]() morpheus971 Mer 28 Déc 2016 - 5:07
morpheus971 Mer 28 Déc 2016 - 5:07
ok mais ce que je ne comprends pas c'est la gestion de du decalage en z si je ne peu pas faire un referencement en z du a l'absence de capteur
il faut bien que mach3 connaisse le decalage en z afin de bien reperer mon zero piece
comment faire ?
il faut bien que mach3 connaisse le decalage en z afin de bien reperer mon zero piece
comment faire ?
morpheus971- petit nouveau
- Messages : 7
Points : 11
Date d'inscription : 13/03/2014
Age : 50
Localisation : guadeloupe
Re: probleme parcours d'outils mach3
![]() dh42 Mer 28 Déc 2016 - 21:23
dh42 Mer 28 Déc 2016 - 21:23
Salut,
Tu n'a nul besoin d'avoir une machine référencée pour pouvoir travailler ; ce dont tu a besoin c'est de connaitre les 0 de ta pièces, et ça tu le fait en mettant tes coord à 0 lorsque ton outil est positionné au bon endroit ; ex, si ton 0 est à la surface de la pièce, tu amène ta fraise à toucher le dessus de la pièce et tu met ton Z à 0.
voir 1ière vidéo (je référence, mais ça marcherais tout aussi bien sans)
http://www.metabricoleur.com/t5314p25-fabrication-cnc-coffret-electrique-en-mdf#89192
voir aussi ici, la mise à 0 du Z sans palpeur.
http://www.metabricoleur.com/t401-cn-du-dessin-a-la-piece-debutants
++
David
Tu n'a nul besoin d'avoir une machine référencée pour pouvoir travailler ; ce dont tu a besoin c'est de connaitre les 0 de ta pièces, et ça tu le fait en mettant tes coord à 0 lorsque ton outil est positionné au bon endroit ; ex, si ton 0 est à la surface de la pièce, tu amène ta fraise à toucher le dessus de la pièce et tu met ton Z à 0.
voir 1ière vidéo (je référence, mais ça marcherais tout aussi bien sans)
http://www.metabricoleur.com/t5314p25-fabrication-cnc-coffret-electrique-en-mdf#89192
voir aussi ici, la mise à 0 du Z sans palpeur.
http://www.metabricoleur.com/t401-cn-du-dessin-a-la-piece-debutants
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
optimisation de parcours d'outils dans une ligne
![]() CM7060 Dim 4 Juin 2017 - 17:43
CM7060 Dim 4 Juin 2017 - 17:43
Bonjour,
Lorsque je trace une ligne pour ensuite l'usiner comme un contour, le parcours repart toujours au début de la ligne pour redescendre, ce qui sur de grandes longueurs est une solide perte de temps.
avez-vous une solution?
J'aimerais que dès que le premier passage est fini, la machine plonge et reparte en sens inverse...
Merci
Lorsque je trace une ligne pour ensuite l'usiner comme un contour, le parcours repart toujours au début de la ligne pour redescendre, ce qui sur de grandes longueurs est une solide perte de temps.
avez-vous une solution?
J'aimerais que dès que le premier passage est fini, la machine plonge et reparte en sens inverse...
Merci
CM7060- petit nouveau
- Messages : 10
Points : 16
Date d'inscription : 15/05/2017
Age : 56
Localisation : Belgique
Re: probleme parcours d'outils mach3
![]() dh42 Dim 4 Juin 2017 - 18:01
dh42 Dim 4 Juin 2017 - 18:01
Salut,
Je pense que tu ne pose pas ta question au bon endroit ; ce n'est pas Mach3 qui gère ça ; il ne fait que lire le GCode que tu lui donne.
C'est au niveau de la FAO qu'il te faut paramétrer tes usinages de façon à usiner en aller/retour.
Quel soft de FAO utilise tu pour faire ton GCode ? (sur CamBam, par exemple, il faut mettre sens d'usinage sur Mixte, pour usiner en aller/retour)
++
David
Je pense que tu ne pose pas ta question au bon endroit ; ce n'est pas Mach3 qui gère ça ; il ne fait que lire le GCode que tu lui donne.
C'est au niveau de la FAO qu'il te faut paramétrer tes usinages de façon à usiner en aller/retour.
Quel soft de FAO utilise tu pour faire ton GCode ? (sur CamBam, par exemple, il faut mettre sens d'usinage sur Mixte, pour usiner en aller/retour)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: probleme parcours d'outils mach3
![]() CM7060 Dim 4 Juin 2017 - 18:54
CM7060 Dim 4 Juin 2017 - 18:54
c'est vrai sorry, j'utilise Cambam mais je ne vois pas cette option aller/retour, peux-tu me dire ou la trouver?
CM7060- petit nouveau
- Messages : 10
Points : 16
Date d'inscription : 15/05/2017
Age : 56
Localisation : Belgique
Re: probleme parcours d'outils mach3
![]() CM7060 Dim 4 Juin 2017 - 18:58
CM7060 Dim 4 Juin 2017 - 18:58
J'ai trouvé mixte, au vu des parcours, c'est bon.
Merci David.
Le fait de savoir que ça existe permet d'oser tester.
@+
Merci David.
Le fait de savoir que ça existe permet d'oser tester.
@+
CM7060- petit nouveau
- Messages : 10
Points : 16
Date d'inscription : 15/05/2017
Age : 56
Localisation : Belgique

 Sujets similaires
Sujets similaires» MACH3 PROBLEME PARCOURS D OUTILS
» PETIT PROBLEME MACH3
» problème programme mach3
» Probleme palpeur Mach3
» PROBLEME MACH3
» PETIT PROBLEME MACH3
» problème programme mach3
» Probleme palpeur Mach3
» PROBLEME MACH3
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum