






Un nouveau backstand
Page 2 sur 7 •  1, 2, 3, 4, 5, 6, 7
1, 2, 3, 4, 5, 6, 7 

 Re: Un nouveau backstand
Re: Un nouveau backstand
![]() JPierre62 Jeu 2 Juin 2016 - 17:32
JPierre62 Jeu 2 Juin 2016 - 17:32
Trop bien Phil !
Et trop bien expliqué !

J.Pierre
JPierre62- complétement accro

- Messages : 1100
Date d'inscription : 24/02/2012

Re: Un nouveau backstand
![]() c.phili Jeu 2 Juin 2016 - 17:34
c.phili Jeu 2 Juin 2016 - 17:34
J'ignore le prix de la découpe laser pourtant je pourrais facilement passer par ma boite pour commander mes pièces mais le délais est toujours de 2 à 3 semaine.
De plus j'emplois en grande partie de la récup et je me vois mal y aller avec mes petits bouts de ferraille

C'est clair que c’est plus long a la CN mais je ne suis pas obligé de rester devant, je peux faire tourner d'autres machines en même temps
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)


c.phili- Modérateur

- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -

Re: Un nouveau backstand
![]() gaetan 16 Jeu 2 Juin 2016 - 17:43
gaetan 16 Jeu 2 Juin 2016 - 17:43
Mais tu arrives a prendre des passes de combien avec ta HBM numérisé.?
C'est de l'acier E24, standard.?

gaetan 16- très actif

- Messages : 368
Points : 725
Date d'inscription : 27/11/2012
Age : 41
Localisation : Charente
Re: Un nouveau backstand
![]() c.phili Jeu 2 Juin 2016 - 18:07
c.phili Jeu 2 Juin 2016 - 18:07
En général je prend 1mm par passe, pour moi c'est assez pour cette machine et comme pendant ce temps je fait autre chose, je n'attend pas après
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Un nouveau backstand
![]() le pat Jeu 2 Juin 2016 - 18:58
le pat Jeu 2 Juin 2016 - 18:58
t'es trop fort , 0.02 mm de faux rond avec 3 bouts de ferraille de recup
tes realisations sont toujours aussi interessantes a suivre
A+ patrice

le pat- complétement accro
- Messages : 1294
Points : 2144
Date d'inscription : 10/03/2011
Age : 57
Localisation : champagne
Re: Un nouveau backstand
![]() felixxr Jeu 2 Juin 2016 - 20:12
felixxr Jeu 2 Juin 2016 - 20:12

felixxr- je prends du galon

- Messages : 87
Points : 222
Date d'inscription : 05/07/2012
Age : 49
Localisation : Lille
Re: Un nouveau backstand
![]() c.phili Sam 4 Juin 2016 - 7:54
c.phili Sam 4 Juin 2016 - 7:54
Non au niveau de l'axe moteur, c'est a peine si je voyais l’aiguille bouger.
Mais c'est déjà pas mal
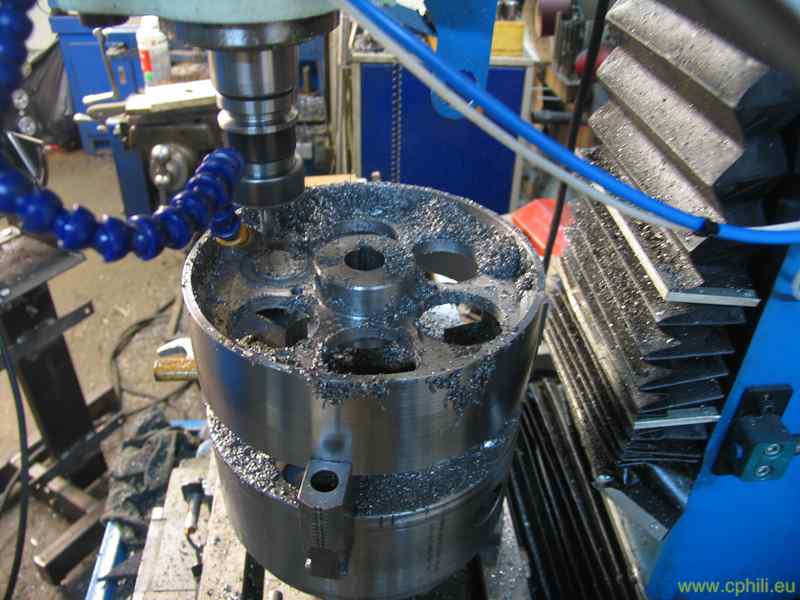
Un petit montage avec un accessoire maison pour brider un mandrin sur la table de la fraiseuse.


Recherche du centre au comparateur.
Je devrais recevoir très vite un outil pour ça qui m'a l'air génial, je vous en parlerais plus tard.

Et c’est parti pour quelques trous de 50mm


Ce n’est pas encore fini, maintenant il faudra l’équilibrer, pour ça j’ai fait une petite équilibreuse statique, un bien beau mot pour pas grand-chose, rien de plus simple à faire.
Les motards qui font l’entretien de leur bécane eux même connaisse surement pour équilibrer les roue.
Ici évidemment ce sera un modèle plus petit.
Un fer plat plié en U, 2 petits roulements de chaque coté, un morceau d’axe de 12mm et deux petits cône qui rentre dans l’alésage.


Voila la poulie montée, les cônes sont serrés sans jeu dans l’alésage puis l’ensemble est posé sur les roulements.
Comme ils sont neuf, pour rendre la rotation plus libre, je les ai un peu chauffé, ce qui fait dilaté la bague extérieure ainsi ils tournent beaucoup plus facilement.


Maintenant, une petite vidéo pour voir ça de plus près.
Dernière édition par c.phili le Mer 6 Nov 2024 - 8:23, édité 2 fois
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Un nouveau backstand
![]() eric44 Sam 4 Juin 2016 - 8:49
eric44 Sam 4 Juin 2016 - 8:49
En dehors de la présence d'un petit bidon rebondi sur la gauche de la vidéo
Existe il d'autre solutions pour équilibrer en dehors de percer ?
Merci pour ta réponse.
@+
Eric

eric44- complétement accro
- Messages : 1659
Points : 2166
Date d'inscription : 04/08/2014
Age : 64
Localisation : Près de Nantes (44) -
Re: Un nouveau backstand
![]() KOKO 57 Sam 4 Juin 2016 - 9:29
KOKO 57 Sam 4 Juin 2016 - 9:29
,@éric,soit enlever de la matière comme l'a fait ici Philippe,soit en rajouter à l'opposé de ce point...

KOKO 57- complétement accro
- Messages : 9868
Points : 10805
Date d'inscription : 05/05/2015
Age : 58
Localisation : Moselle (57)
Re: Un nouveau backstand
![]() c.phili Sam 4 Juin 2016 - 10:19
c.phili Sam 4 Juin 2016 - 10:19
Dans ce cas-ci on pourrais se demander pourquoi un aussi mauvais équilibrage au départ avec un faut rond de 0.02.
L'explication est simple, au moment de faire l'intérieur, il manquait un petit morceau sur la périphérie, j'ai comblé avec la soudure.
En général les trous ne passe pas à travers et sont fait sur la face non vue, ici c'est surtout pour montrer que j'ai fait des perçages traversant.
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Un nouveau backstand
![]() dh42 Sam 4 Juin 2016 - 21:25
dh42 Sam 4 Juin 2016 - 21:25
Et hop, exit la fraise à carotter et le diviseur ...

++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25662
Points : 38371
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Un nouveau backstand
![]() c.phili Sam 4 Juin 2016 - 23:14
c.phili Sam 4 Juin 2016 - 23:14
J'en ai percé qu'une pour le moment et les autres je les ferais à l'ancienne avec la Bridgeport.
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Un nouveau backstand
![]() dh42 Sam 4 Juin 2016 - 23:29
dh42 Sam 4 Juin 2016 - 23:29
Tu devrais piquer discrètement la "petite" fraiseuse de vasavoir et la numériser
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25662
Points : 38371
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Un nouveau backstand
![]() c.phili Sam 4 Juin 2016 - 23:45
c.phili Sam 4 Juin 2016 - 23:45
Chut pour son jouet, vaplusavoiroul'enest
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Un nouveau backstand
![]() jb53 Dim 5 Juin 2016 - 6:19
jb53 Dim 5 Juin 2016 - 6:19
 Une fois de plus je suis sur le c-l par ta réalisation.
Une fois de plus je suis sur le c-l par ta réalisation.Bravo et merci de partager.
joël

jb53- complétement accro
- Messages : 2187
Points : 4716
Date d'inscription : 28/11/2010
Age : 71
Localisation : 89250
Re: Un nouveau backstand
![]() Scorpio Dim 5 Juin 2016 - 22:38
Scorpio Dim 5 Juin 2016 - 22:38
Je vais encore dire une banalité , mais c'est du superbe travail , avec
toujours la recherche de la perfection , c'est un plaisir à regarder

Scorpio- complétement accro
- Messages : 2718
Points : 4150
Date d'inscription : 07/04/2012
Age : 58
Localisation : Belgique - Jodoigne
Re: Un nouveau backstand
![]() vasavoir kikéla Dim 5 Juin 2016 - 23:26
vasavoir kikéla Dim 5 Juin 2016 - 23:26
dh42 a écrit:Oui, une carotteuse de 50 ça risque de la titiller la petite HBM, et la fraise risque de ne pas aimer non plus si ça vibre.
Tu devrais piquer discrètement la "petite" fraiseuse de vasavoir et la numériser
++
David
et moi pendant ce temps la ...

vasavoir kikéla- complétement accro
- Messages : 673
Points : 941
Date d'inscription : 25/04/2015
Age : 60
Localisation : sur Douai ;-D -
Re: Un nouveau backstand
![]() c.phili Dim 5 Juin 2016 - 23:38
c.phili Dim 5 Juin 2016 - 23:38
vasavoir kikéla a écrit:dh42 a écrit:Oui, une carotteuse de 50 ça risque de la titiller la petite HBM
Tu devrais piquer discrètement la "petite" fraiseuse de vasavoir et la numériser
++
David
et moi pendant ce temps la ...
Ben continue à couper du bois, l'hiver sera rude
Salut à tous
Un futur utilisateur de ce backstand m’a posé une question concernant le blocage du bras tendeur, j’avoue que dans mon projet j’avais complètement zappé ce détail, sur le mien il n’y a rien de ça mais moi je ne fais pas de couteaux et je change que rarement la bande.
Par contre je comprends bien que pour un coutelier qui joue avec plusieurs grains ne peut pas perdre son temps a s’énerver pour changer la bande d’une main parce que l’autre doit retenir le bras.
J’avais fait un système sur le backstand de essox qui était pas mal mais qui ne me satisfaisait pas à 100%
Il faudra donc étudier quelque chose au top et cette fois me surpasser, et tant pis si ça prendra plus de mon temps, au final j’espère être gagnant.
Le même futur utilisateur m’a mis sur la voie du tw-90 dont je m’était inspiré au début mais comme je n’aime pas copier, j’ai gardé le principe mais fait à ma façon.
Après quelque heures (un peu plus quand même) a dessiner et a réfléchir, pas évident avec des neurones qui commence à se friper, voici ce que j’ai sorti


La première pièce est celle qui recevra tout le reste.
J’aurais pu commencer avec du brut de 80/90/50 mais pour faire partie la récup j’ai pris du brut de 50/50/70 et 90/50/10 que j’ai soudé puis usiné.



Voilà donc pour la première pièce, elle n’est pas nettoyée ni ébavurée mais promis, je le ferais.

Dernière édition par c.phili le Mer 6 Nov 2024 - 8:26, édité 2 fois
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Un nouveau backstand
![]() Scorpio Mar 7 Juin 2016 - 22:56
Scorpio Mar 7 Juin 2016 - 22:56
je ne suis pas certain de comprendre le mécanisme de tension de la bande ,
les deux bras seront reliés par un ressort de traction ?
Scorpio- complétement accro
- Messages : 2718
Points : 4150
Date d'inscription : 07/04/2012
Age : 58
Localisation : Belgique - Jodoigne
Re: Un nouveau backstand
![]() c.phili Mer 8 Juin 2016 - 5:48
c.phili Mer 8 Juin 2016 - 5:48
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Un nouveau backstand
![]() grosb Mer 8 Juin 2016 - 9:49
grosb Mer 8 Juin 2016 - 9:49
Petit problème et hop solution technique trouvée, pas si frippés que ça tes neurones!
Mais parfois c'est tellement évident... pour toi, que nous on comprend rien, sauf quand c'est fait et montré en images.
Continues et merci encore une fois pour le partage.
Amicalement, Bernard.

grosb- complétement accro
- Messages : 5697
Points : 7314
Date d'inscription : 30/05/2013
Age : 69
Localisation : Cotes d'Armor
Re: Un nouveau backstand
![]() mimine59 Mer 15 Juin 2016 - 0:47
mimine59 Mer 15 Juin 2016 - 0:47
Je vois que tu es tjs aussi actif et dans tes projets.
Encore beaucoup de plaisir à regarder tes réalisations.
Biz

mimine59- très actif
- Messages : 215
Points : 442
Date d'inscription : 10/10/2012
Age : 43
Localisation : Nord
Re: Un nouveau backstand
![]() jb53 Mer 15 Juin 2016 - 5:33
jb53 Mer 15 Juin 2016 - 5:33
Et tu n'es pas le seul à suivre avec attention...
joël
jb53- complétement accro
- Messages : 2187
Points : 4716
Date d'inscription : 28/11/2010
Age : 71
Localisation : 89250
Re: Un nouveau backstand
![]() vasavoir kikéla Sam 2 Juil 2016 - 6:41
vasavoir kikéla Sam 2 Juil 2016 - 6:41
maintenant que la poulie est équilibrée , faudrait peut être arrêter de la faire tourner ...
... .Revient Philippe !! réveille toi ...

vasavoir kikéla- complétement accro
- Messages : 673
Points : 941
Date d'inscription : 25/04/2015
Age : 60
Localisation : sur Douai ;-D -
Re: Un nouveau backstand
![]() FMJ Ven 8 Juil 2016 - 18:16
FMJ Ven 8 Juil 2016 - 18:16

FMJ- complétement accro
- Messages : 5116
Points : 6031
Date d'inscription : 27/05/2013
Age : 107
Localisation : Sud sud sud Ouest
Re: Un nouveau backstand
![]() c.phili Mar 19 Juil 2016 - 7:17
c.phili Mar 19 Juil 2016 - 7:17
Bien le bonjour de Corse, ben oui c’est déjà les vacances.
Bon ben comme d’hab, ça se monte mais le reportage ne suit pas.
Une petite suite, bien sur je ne suis pas allé jusqu'à emporter mes machines mais juste les dernières photos. Pour le reste faudra patienter un peu
Pour le blocage j’ai usiné une petite crémaillère, à la cnc bien sur c’est beau, ça va vite mais pas vraiment de mérite au niveau de l’usinage.


Une fois assemblé sur le support.


Puis usinage du crochet


J’ai laissé tomber mon projet de bras qui était en fait trop complexe et pas vraiment au top et surtout je doutais du bon vieillissement dans le temps.
Je comptais faire passer un câble dans une gaine à l’intérieur de la poignée pour tirer sur le crochet, ça n’a pas vraiment marché comme je voulais alors je suis passé à un système bien plus solide, c’est une tringle en fer plat qui tirera sur le crochet pour le libérer de la crémaillère.

L’usinage du bras tendeur, bon ben autant en faire 4, c’est pas beaucoup plus long




Le bras avec sa molette de réglage de bande

Le support du galet tendeur

Le galet est fait en plastique, je ne connais pas les caractéristique, enfin si, « récup »


L’axe du galet est soudé sur son support puis meulé, le disque qu’on voit n’était là que pour protégé le galet et le roulement lors de la soudure


Le galet monté sur son bras, le perçage en bout de l’axe du pivot est taraudé et ne servira qu’au démontage, sans ça il ne serait plus possible de le retirer une fois enfoncé au fond.


Voilà le système monté.

Encore une modif imprévu, jusqu’à maintenant, le moteur était monté sur une tôle qui finissait en porte-à-faux, puis pour raidir l’ensemble je montais une attache en dessous.

Sur le mien je n’ai jamais mis cette attache et j’ai remarqué qu’en poussant sur le moteur je pouvais décaler facilement la bande sur les galets.
Alors je me suis dit, pourquoi ne pas faire un réglage supplémentaire au lieu d’une bête attache, ça ne me prend pas plus de temps alors voilà comment je m’y suis pris.
J’ai prolongé la partie supérieure mais légèrement en sifflet, à l’extrémité et en dessous j’ai soudé un morceau de tube où passe une tige filetée qui se termine par une molette pour pouvoir tirer ou repousser la partie de tôle en porte-à-faux ce qui tire en même temps le moteur et incline plus ou moins la poulie.
Le système n’est pas plus compliqué qu’une pince à linge et c’est très efficace.



Je continue donc avec la roue de contact.
 *
*Cette roue n’est pas alésée pour recevoir les roulements mais juste percée a 25mm.
C’est toujours un peu aléatoire la façon de s’y prendre pour usiner correctement au centre, si on n’est pas sur du coup, il vaut mieux payer un peu plus cher et la recevoir usinée et équilibrée.
Parfois le mieux est de la reprendre par le centre, parfois des extérieure ou des moyeux, bien sur pas sur la bande de contact.
Comme j’ai un mandrin de reprise juste a la dimension, j’essaye au centre et ça s’avère parfait, ça tourne parfaitement rond, j’en profite pour faire une passe sur l’extérieur du moyeux pour avoir une meilleure prise au mandrin, puis je retourne la roue et je fais de même de l’autre coté.
Bien sur le mieux serais de passer un axe à travers et faire un système de serrage pour bloquer cet axe et reprendre le tout entre pointe mais ça demande un usinage précis de cet axe et j’ai de la chance d’avoir un mandrin très précis, soit après vérification j’ai 0.03 de défaut a l’extérieur de la roue, je reprendrais ça une fois le logement de roulement fait.


Puis j’ai usiné l’axe qui portera cette roue avec la rondelle de serrage

Ne surtout pas oublier d’intercaler une bague entre les roulements, donc a l’intérieur de la roue.
Elle évitera un mauvais serrage des roulements et une usure prématurée ou alors il ne faut pas travailler avec une vis de serrage en bout d’axe comme je le fais mais plutôt avec un circlips.
A noter que pour un bien la vis doit être colée au frein filet

Pour le bras j’ai pris du tube de 50/50/5mm, j’ai serti et soudé en bout un morceau d’étiré de 40/40/70 percé en son extrémité pour recevoir le bras de la table, il est également percé de 2 trous taraudés en M8 pour le serrage de la bride d’axe de roue et un trou en M8 pour le serrage du bras de table




Maintenant pour la suite faudra attendre la fin des vacances et le retour au pays.
Philippe
Dernière édition par c.phili le Mer 6 Nov 2024 - 8:32, édité 2 fois
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Page 2 sur 7 • 1, 2, 3, 4, 5, 6, 7

 Sujets similaires
Sujets similaires» mon tank/ backstand en cours de conception
» [projet] fabrication d'un Backstand horizontale/verticale
» projet de fabrication d'un backstand
» Débuter mon projet backstand