






Fabrication CNC de recup et de recup ...
Page 10 sur 14 •  1 ... 6 ... 9, 10, 11, 12, 13, 14
1 ... 6 ... 9, 10, 11, 12, 13, 14 

 Re: Fabrication CNC de recup et de recup ...
Re: Fabrication CNC de recup et de recup ...
![]() Dagda Mer 9 Mar 2016 - 12:57
Dagda Mer 9 Mar 2016 - 12:57
Tu fais une liaison entre les 0V des alimentations et cette liaison va sur la carcasse.
Le PE (Vert/Jaune secteur) sera repris sur la carcasse mais au niveau de l'embase IEC ou de l'entrée de câble, point différent du référencement des 0V
Les carcasses des alimentations (le boitier métallique) sont boulonnées à la masse (tu vires la peinture si il y en a pour avoir un contact franc le plus grand possible).
Ensuite, tu repars des alimentations respective pour aller sur les cartes.
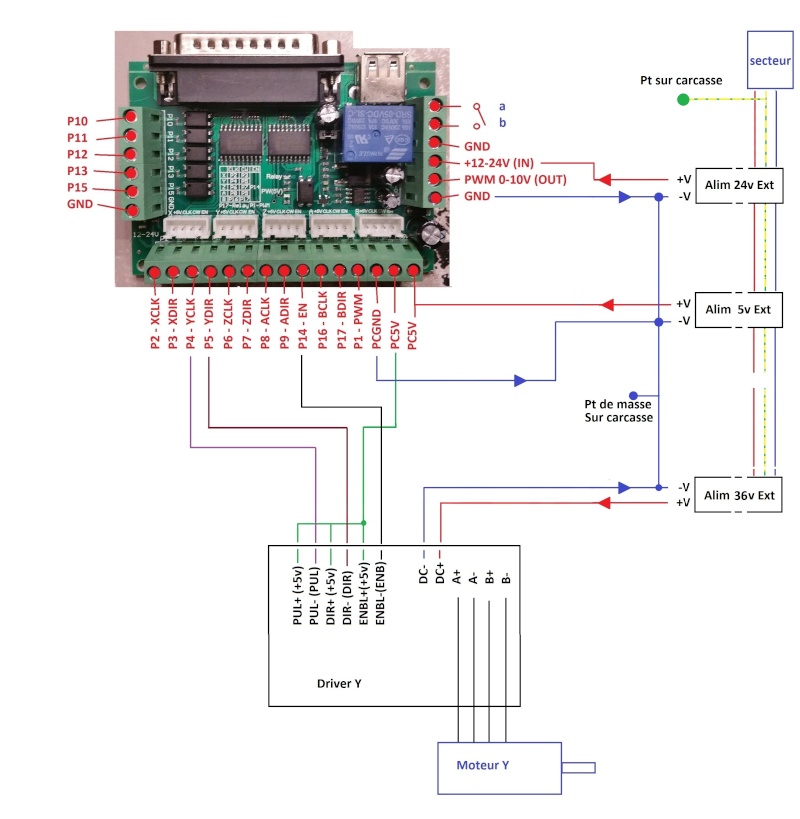
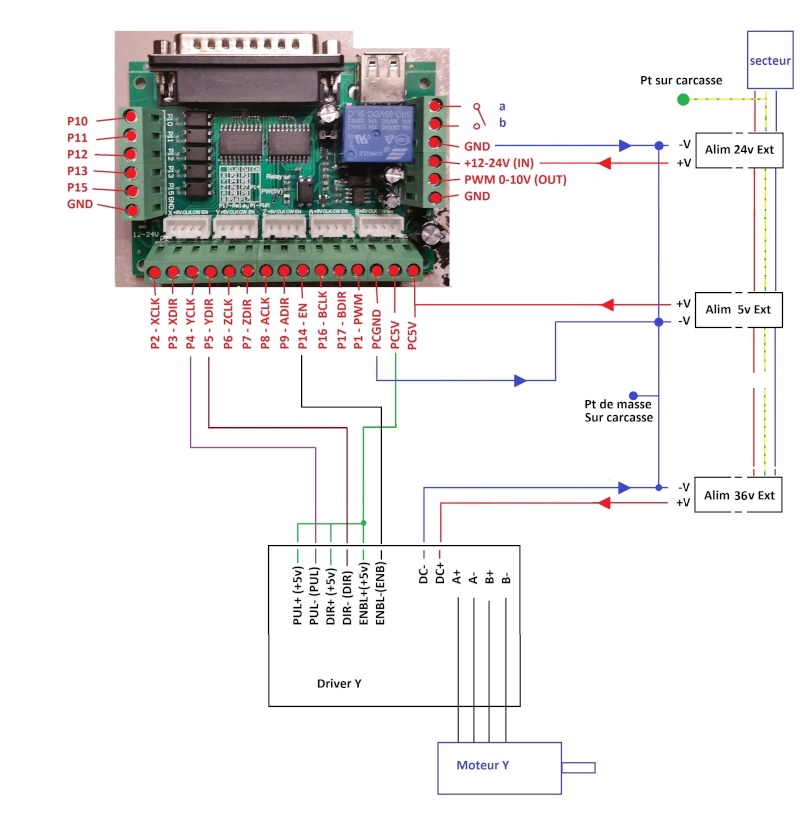
Donc, pour le 5Vdc tu as deux fils partant de l'alimentation 5Vdc vers la BOB (sur les borniers PCGND et PC5V donc)
Pour le 24Vdc, deux fils vers la BOB (en utilisant le GND qui est à côté du +12-24Vdc)
Et deux fils et pour le 36Vdc pour les drivers, d'ailleurs, les drivers peuvent être câblés en parallèle ... tu pars d'un driver pour aller sur l'autre et pas depuis l'alimentation.
Les fils transitent au plus proche de la masse et sont torsadés entre eux.
Si croisement avec d'autre câble (autre que de l'alimentation) ça se fera à 90° impérativement.
D.
Dagda- complétement accro

- Messages : 797
Date d'inscription : 18/02/2016

Re: Fabrication CNC de recup et de recup ...
![]() toutikini Mer 9 Mar 2016 - 13:36
toutikini Mer 9 Mar 2016 - 13:36
Du coup j'obtient (définitivement


toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() Dagda Mer 9 Mar 2016 - 14:05
Dagda Mer 9 Mar 2016 - 14:05
En fait, au niveau des pistes en dessous, c'est sur le même gros plan, donc pas de soucis particulier d'un point de vu électrique, c'est vraiment psychologique
Pense aussi à bien torsader les câbles entre les différents éléments.
Fait les transiter le plus proche possible de la masse (colle dessus c'est même mieux) et fait en sorte qu'il soit le plus court possible.
Si croisement il y a, ça se fait à 90°.
Et si le trajet doit être parallèle, fait en sorte que la puissance (moteur) soit le plus éloignée possible de la commande.
D.

Dagda- complétement accro
- Messages : 797
Points : 834
Date d'inscription : 18/02/2016
Age : 43
Localisation : Fontenay sous Bois
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Mer 9 Mar 2016 - 14:32
toutikini Mer 9 Mar 2016 - 14:32

toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() Dagda Mer 9 Mar 2016 - 14:37
Dagda Mer 9 Mar 2016 - 14:37
Mais c'est gentil
Dagda- complétement accro
- Messages : 797
Points : 834
Date d'inscription : 18/02/2016
Age : 43
Localisation : Fontenay sous Bois
Re: Fabrication CNC de recup et de recup ...
![]() Carlos78 Jeu 10 Mar 2016 - 9:09
Carlos78 Jeu 10 Mar 2016 - 9:09
PS : Dans les alimentations utilisées le boitier est mis à la terre via le fil Jaune/vert du secteur, et les fixations de la carte d'interface sont isolées du plan de masse GND des alimentations qui lui sont connectées.

Carlos78- je prends du galon

- Messages : 58
Points : 100
Date d'inscription : 24/11/2014
Age : 72
Localisation : Yvelines
Re: Fabrication CNC de recup et de recup ...
![]() Dagda Jeu 10 Mar 2016 - 9:13
Dagda Jeu 10 Mar 2016 - 9:13
Il est fort possible d'ailleurs que le boitier de l'alimentation soit relié au 0V ... a vérifier, parce qu'il est possible de faire un référencement de la masse à un autre point que le 0V, mais ça reste particulier.
Il peut y avoir une liaison dans l'alimentation entre le PE et la carcasse, des fois par un couple RC en parallèle.
Le plan de masse de la BOB est isolé des GND ?
Dans ce cas, il faut impérativement que les pastilles de fixation (là où seront les vis) soit en contact avec la masse (carcasse) sinon ce plan de masse ne servira à rien.
D.
Dagda- complétement accro
- Messages : 797
Points : 834
Date d'inscription : 18/02/2016
Age : 43
Localisation : Fontenay sous Bois
Re: Fabrication CNC de recup et de recup ...
![]() Carlos78 Jeu 10 Mar 2016 - 9:25
Carlos78 Jeu 10 Mar 2016 - 9:25
Carlos78- je prends du galon
- Messages : 58
Points : 100
Date d'inscription : 24/11/2014
Age : 72
Localisation : Yvelines
Re: Fabrication CNC de recup et de recup ...
![]() Dagda Jeu 10 Mar 2016 - 10:55
Dagda Jeu 10 Mar 2016 - 10:55
D.
Dagda- complétement accro
- Messages : 797
Points : 834
Date d'inscription : 18/02/2016
Age : 43
Localisation : Fontenay sous Bois
Re: Fabrication CNC de recup et de recup ...
![]() ducran lapoigne Jeu 10 Mar 2016 - 20:58
ducran lapoigne Jeu 10 Mar 2016 - 20:58
si pas utilisation de variateur pour moteur broche , pas besoin de l' alimentation 24v
++
Antoine

ducran lapoigne- complétement accro
- Messages : 642
Points : 1277
Date d'inscription : 04/02/2012
Age : 75
Localisation : Athus Belgique du sud
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Ven 11 Mar 2016 - 7:00
toutikini Ven 11 Mar 2016 - 7:00
ducran lapoigne a écrit:bonsoir,
si pas utilisation de variateur pour moteur broche , pas besoin de l' alimentation 24v
++
Antoine
Je n'ai pas besoin de la fonction "variateur", mais je voudrais quand même piloter l’allumage de ma broche (qui sera une défonceuse dans un premier temps). Mon idée était de brancher une prise 220 sur le relais ....
J'ai pas besoin du 24v ?
toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() Dagda Ven 11 Mar 2016 - 10:50
Dagda Ven 11 Mar 2016 - 10:50
D.
Dagda- complétement accro
- Messages : 797
Points : 834
Date d'inscription : 18/02/2016
Age : 43
Localisation : Fontenay sous Bois
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Ven 11 Mar 2016 - 13:13
toutikini Ven 11 Mar 2016 - 13:13
Dagda a écrit:Le relai est un 5Vdc, donc piloter très probablement par le 5V de la carte (USB ou Bornier).
D.
Ok ...
Donc je pourrais tenter ça (quand j'arriverais à faire tourner mes moteurs):

toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Dim 13 Mar 2016 - 19:42
toutikini Dim 13 Mar 2016 - 19:42
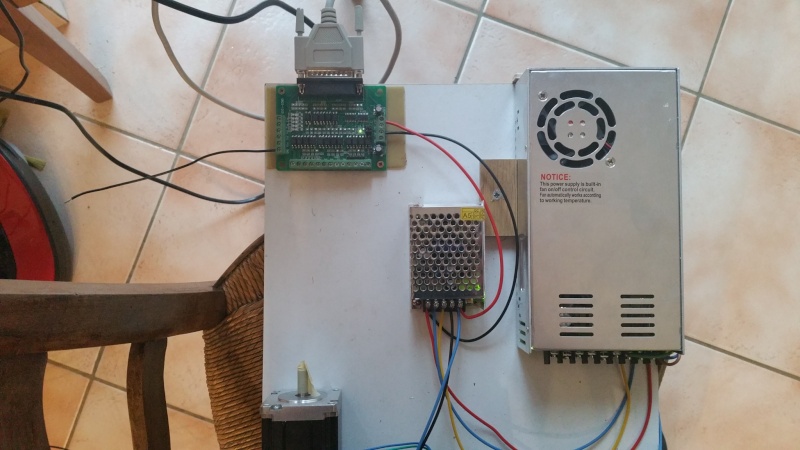
@DH42: j'ai teste la comunication de la bob et du pc avec ta petite astuce:
Voici mes branchements, soit la carte alimenté en 5v, conectée au pc via le cable // et un fil sur la pin GND de gauche
Voici les reglages MACH3:
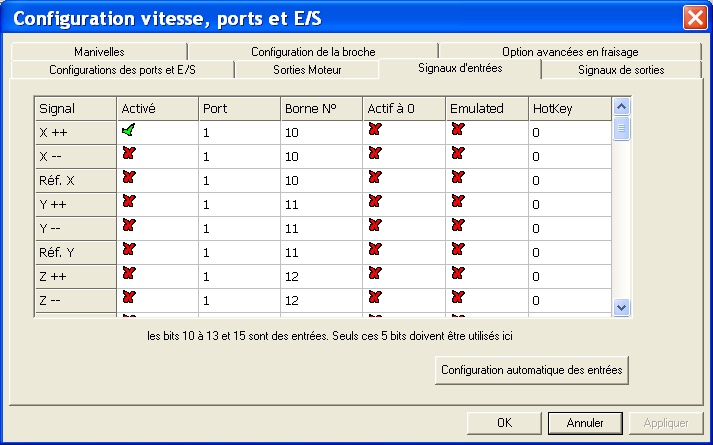

Lorsque je touche la pin
J'ai tenté d'enlever l'AU mach3 en cliquant dessus, et j'ai eu ceci:
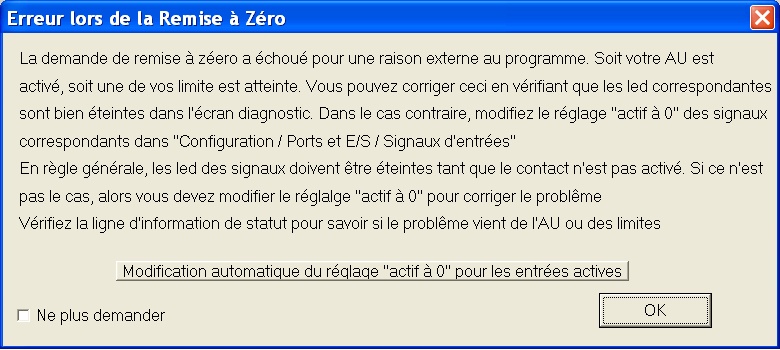
J'ai modifié les réglages :

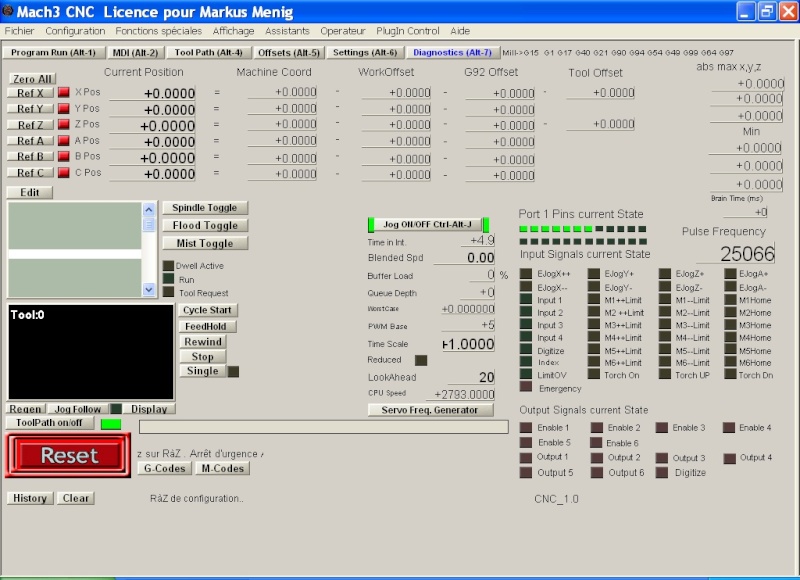
Mais j'ai eu beau retenté, avec ou pas l'AU, rien n'y fait: aucune led ne s'allume quand je touche le fil branché sur le GND vers la pin
Bref, j'ai donc laissé tombé cette carte et passé à la nouvelle. Premiere deception, la connection de la carte est une fiche mâle
 vous t croyez vous à ces accumulation d'emmerde ???
vous t croyez vous à ces accumulation d'emmerde ???Ok, voyons le bon coté des choses, plus besoin de cable, je vais la brancher directement au cul du pc !! Oui mais non, les écrou de fixation, à la fois sur la prise du pc et de la carte ne permettent pas la jonction et comme je pense qu'ils servent de masse (la forme trapezoidal extérieur de la fiche semble relié à la masse est maintenu via ces écrou) j’enlève le gauche sur l'un et le droit sur l'autre et ainsi on peut enficher ...
Je branche l'alim de 5v dessus et le fil "volant" :

Le test du fil volant conduit aux même résultats
je finit en branchant un driver avec son alim et le moteur, et retour sur mach3 pour ..... rien de plus sniff, sniff ... lorsque je clique sur les fleche haut-bas, le compteur Y de mach3 monte ou descend, mais le moteur bronche pas ...Il me faut trouver un autre PC avec port // ...enfin je pense ... sinon je change de maison ? on ne sait jamais !!
toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() dh42 Dim 13 Mar 2016 - 20:02
dh42 Dim 13 Mar 2016 - 20:02
c'est peut être ça le pb, si tu n'a que le 5V ?
Carlos78 a écrit:La sortie PWM 0-10V et les 5 entrées P10 à P15 ne fonctionnent pas avec uniquement le 5V
A tu pu trouver l'adresse de ton port // sous windows ?
sur XP: panneau de configuration\Système\Matériel\Gestionnaire de périphériques\port imprimantes et ressources
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Fabrication CNC de recup et de recup ...
![]() toutikini Dim 13 Mar 2016 - 20:30
toutikini Dim 13 Mar 2016 - 20:30
Tu as raison, j'avais vérifié le port // et de mémoire c'était 0x378, du coup je viens d'y retourner:
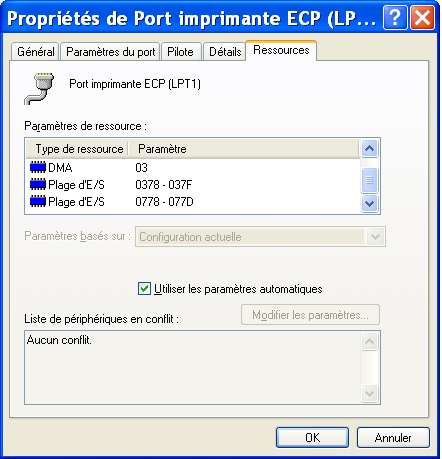
J'ai donc apporté les modif dans mach3: il y avait 278 pour le port 1 sélectionné et 0378 dans le port 2 non sélectionné. Plutôt que de désélectionné le port 1 et sélectionné le 2 j'ai opté pour modifier les adresses ....
J'ai refait le test avec ce réglage:
Mais rien de plus...
Comme il se peut, effectivement, que le 24v soit nécessaire, (je n'ai pas la possibilité de le faire de suite) j'ai retenté avec l'ancienne carte qui ne fonctionne que sur le 5v.
Et là ca MARCHE !!! La led M1++LIMIT s'allume et s'éteint selon que je touche la pine10 ou pas ...
toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() dh42 Dim 13 Mar 2016 - 20:33
dh42 Dim 13 Mar 2016 - 20:33
Et là ca MARCHE !!! La led M1++LIMIT s'allume et s'éteint selon que je touche la pine10 ou pas ...
Ah ah ! ça commence à sentir bon
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Dim 13 Mar 2016 - 20:52
toutikini Dim 13 Mar 2016 - 20:52
dh42 a écrit:Et là ca MARCHE !!! La led M1++LIMIT s'allume et s'éteint selon que je touche la pine10 ou pas ...
Ah ah ! ça commence à sentir bon
++
David
C'est ce que je me suis dit aussi en voyant cette led clignoté en réponse aux titillement de la pine 10 ... mon sourire de gamin était également réapparu ...
Je tenterais dés que je peut avec la nouvelle carte +une alim 24v ...
toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() dh42 Dim 13 Mar 2016 - 22:12
dh42 Dim 13 Mar 2016 - 22:12
C'est ce que je me suis dit aussi en voyant cette led clignoté en réponse aux titillement de la pine 10 ... mon sourire de gamin était également réapparu ...
Oui, j'imagine ... la lumière au bout du tunnel !!
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Fabrication CNC de recup et de recup ...
![]() Carlos78 Lun 14 Mar 2016 - 9:19
Carlos78 Lun 14 Mar 2016 - 9:19
Carlos78 a écrit: ... J'ai branché une alimentation 24V sur cette carte pour les signaux d'entrées qui sortent en 12V. Sans cette alim, les signaux d'entrée ne fonctionnaient pas.
- En raccordant 2 alims sur la carte d'interface j'ai de fait relié les 2 GND.
- Le relais interne de la carte d'interface peut commuter du 220V
- Son activation est simple : dans l'onglet configuration de la broche, il faut sélectionner une sortie pour le sens horaire (M03) de la broche et ensuite dans l'onglet sorties il faut affecter la broche 17 à cette sortie. Sur la carte il y a un jumper qui commute la broche 17 entre le relais et le dir de l'axe B (si celui-ci est utilisé). Si le jumper est présent, alors le relais est actif sur cette broche.
Le connecteur DB25 de l'ancienne carte est équipé de contacts femelles. C'est curieux , les BOB que j'utilise sont équipées de contacts mâles, ce qui me parait logique. Je comprend pourquoi cette carte est finalement restée dans un tiroir.
Carlos78- je prends du galon
- Messages : 58
Points : 100
Date d'inscription : 24/11/2014
Age : 72
Localisation : Yvelines
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Lun 14 Mar 2016 - 9:50
toutikini Lun 14 Mar 2016 - 9:50
Carlos78 a écrit:
Le connecteur DB25 de l'ancienne carte est équipé de contacts femelles. C'est curieux , les BOB que j'utilise sont équipées de contacts mâles, ce qui me parait logique. Je comprend pourquoi cette carte est finalement restée dans un tiroir.
En fait, la première carte DB25 a un port // femelle comme çà:

Port identique à celui du PC. J'utilise donc un Câble vendu avec la carte muni de deux ports mâle.
La nouvelle carte, celle avec le relais, à un port // mâle, je ne peux pas utiliser le câble (je peux par contre la brancher direct au cul du PC, moyennant un jonglage avec les écrou de maintient)
Il me faudra investir dans un connecteur mâle / femelle
J'ai bien noté ton rappel ... il y a parfois tellement d'info (parfois légèrement contradictoire) et de test, branchement, ... divers que je finit par en perdre mon latin !!
Merci de votre aide ... j'y croit encore
toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() Carlos78 Lun 14 Mar 2016 - 10:12
Carlos78 Lun 14 Mar 2016 - 10:12
Tu es raison d'y croire, car honnêtement je ne vois pas pourquoi ça ne marcherait pas.
Carlos78- je prends du galon
- Messages : 58
Points : 100
Date d'inscription : 24/11/2014
Age : 72
Localisation : Yvelines
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Mar 15 Mar 2016 - 20:29
toutikini Mar 15 Mar 2016 - 20:29
L'image est beaucoup plus sobre que mon réel "HOUrrrraaaaaAAAAA" quand mon moteur s'est enfin mis à tourner !!
Pendant de longue minute, je ne pu m’empêcher d’appuyer sur les fleches permettant de le faire tourner dans un sens ou dans l'autre ....
Yesssss !!
Il me reste à tester les 3 moteurs, tout bien ranger et câblé ... Ce sera pour une prochaine soirée
Pour l'info, j'ai tester sur la nouvelle carte, avec l'alim 24v, ... j'avais récupéré, entre temps, un cable femelle/femelle en port // afin de le mettre au bout du mâle/mâle que j'avais, mais le test du fil "volant" entre grnd et pine 10, ne fonctionnait pas ... du coup j'ai branché la carte direct sur le port // du PC (le test fonctionnant)
toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() athanase Mar 15 Mar 2016 - 20:49
athanase Mar 15 Mar 2016 - 20:49

athanase- complétement accro
- Messages : 648
Points : 1160
Date d'inscription : 10/01/2014
Age : 54
Localisation : Tarn
Re: Fabrication CNC de recup et de recup ...
![]() dh42 Mar 15 Mar 2016 - 20:49
dh42 Mar 15 Mar 2016 - 20:49
Ton câble // est peut être un câble croisé ; il faut un câble droit (pin 1 vers pin 1, pin 25 vers pin 25) ... à vérifier au multimètre.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Dim 3 Avr 2016 - 9:06
toutikini Dim 3 Avr 2016 - 9:06
Bonjour à tous
J'ai pu récupérer du câble composé de 25 fils' j'ai donc prix mon mal en patience et à partir de deux câble // de grande surface' je m'en suis fait un' ou toutes les broches sont interconnectees (je me suis aperçuque toutes les pins des câble dun commerce n'étaient pas branchées. .. en même temps' la section de câble laisse présager qu'il n'y a pas assez de fil pour le faire)
Puis j'ai rehausser mon tiroir et enfin je l'ai mis en place


Bon on voit pas le câble sur ces photos ...
Ensuite' je me suis attaqué au pièce pour la transmission :
Je rappelle que mon idée première est d'utiliser de simples tiges filetées.
Ayant a ma disposition ces plaques aluminium en nombre,

Je suis parti à les usinées avec mes moyens ... boiseux, et pour ceux qui en douterait, cela y va très très bien. ..
Tracage:

Decoupage à la scie radiale parkside

Ponçage avec meuleuse Makita équipée plateau et disques abrasifs powerfix

Usinage rainure avec défonceuse dexter sous table et 2 butées pour arrêter les dite rainures


J'ai ensuite imprimer le plan depuis solidworks pour l'entraxe des trousse de fixation moteur, pour obtenir ceci


J'ai fait usinée à mon taf ' des tige filetées de D16 aux extrémités pour pouvoir insérer un roulement de roller. En fait il me fallait du D8' comme l'arbre moteur, comme l'axe des poulie ...
(Photo a venir)
Les logement des futurs roulements ont été usinés à la défonceuse munie d'une fraise de D22 soit pil poil le bon diamètre extérieur du roulement. Il a fallu néanmoins dégager le centre pour que la fraise travail correctement. ...
À suivre
toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Page 10 sur 14 • 1 ... 6 ... 9, 10, 11, 12, 13, 14

 Sujets similaires
Sujets similaires» Recup recup
» Dans la rubrique des beaux établis
» Un maillet de recup
» ça m'aurait fait de la benne que tout cela finisse a la peine, mais maintenant, que vais-je en faireuuuh