






Fabrication CNC de recup et de recup ...
Page 11 sur 14 •  1 ... 7 ... 10, 11, 12, 13, 14
1 ... 7 ... 10, 11, 12, 13, 14 

 Re: Fabrication CNC de recup et de recup ...
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Dim 3 Avr 2016 - 9:06
toutikini Dim 3 Avr 2016 - 9:06
Bonjour à tous
J'ai pu récupérer du câble composé de 25 fils' j'ai donc prix mon mal en patience et à partir de deux câble // de grande surface' je m'en suis fait un' ou toutes les broches sont interconnectees (je me suis aperçuque toutes les pins des câble dun commerce n'étaient pas branchées. .. en même temps' la section de câble laisse présager qu'il n'y a pas assez de fil pour le faire)
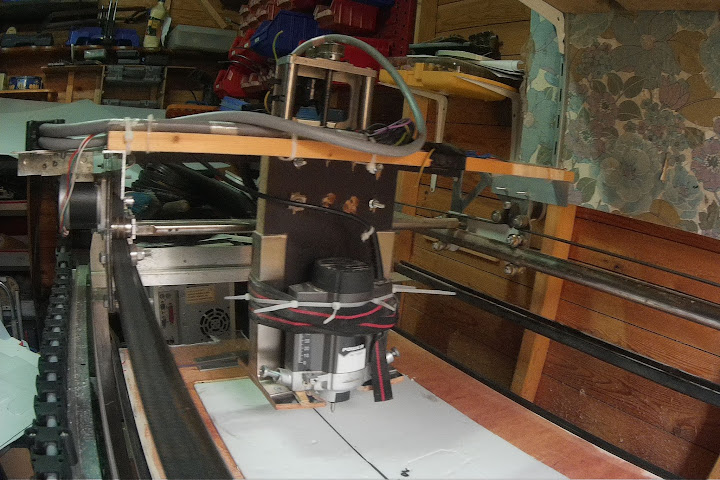
Puis j'ai rehausser mon tiroir et enfin je l'ai mis en place


Bon on voit pas le câble sur ces photos ...
Ensuite' je me suis attaqué au pièce pour la transmission :
Je rappelle que mon idée première est d'utiliser de simples tiges filetées.
Ayant a ma disposition ces plaques aluminium en nombre,

Je suis parti à les usinées avec mes moyens ... boiseux, et pour ceux qui en douterait, cela y va très très bien. ..
Tracage:

Decoupage à la scie radiale parkside

Ponçage avec meuleuse Makita équipée plateau et disques abrasifs powerfix

Usinage rainure avec défonceuse dexter sous table et 2 butées pour arrêter les dite rainures


J'ai ensuite imprimer le plan depuis solidworks pour l'entraxe des trousse de fixation moteur, pour obtenir ceci


J'ai fait usinée à mon taf ' des tige filetées de D16 aux extrémités pour pouvoir insérer un roulement de roller. En fait il me fallait du D8' comme l'arbre moteur, comme l'axe des poulie ...
(Photo a venir)
Les logement des futurs roulements ont été usinés à la défonceuse munie d'une fraise de D22 soit pil poil le bon diamètre extérieur du roulement. Il a fallu néanmoins dégager le centre pour que la fraise travail correctement. ...
À suivre
toutikini- complétement accro

- Messages : 886
Date d'inscription : 04/07/2011

Re: Fabrication CNC de recup et de recup ...
![]() junkdealer Dim 3 Avr 2016 - 9:57
junkdealer Dim 3 Avr 2016 - 9:57
l'alu, ou plutot dural, c'est comme le plastique, c'est fantastique, comme le disait elmer
après, vu que tu avances bien, tu nous diras s'il en va de meme de la CNC et du latex
pour tes noix (de la CNC hein, vu que y'a melange des genres avant
 ) tu vas les faire ou assembler deux ecrous "normaux" pour faire un systeme avec un jeu ajustable ?
) tu vas les faire ou assembler deux ecrous "normaux" pour faire un systeme avec un jeu ajustable ?
junkdealer- complétement accro
- Messages : 3658
Points : 4239
Date d'inscription : 04/03/2015
Age : 54
Localisation : Nancy
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Dim 3 Avr 2016 - 19:45
toutikini Dim 3 Avr 2016 - 19:45
junkdealer a écrit:hello
l'alu, ou plutot dural, c'est comme le plastique, c'est fantastique, comme le disait elmer
après, vu que tu avances bien, tu nous diras s'il en va de meme de la CNC et du latex
pour tes noix (de la CNC hein, vu que y'a melange des genres avant
Je ne sais si je deviendrais un adepte de la CNC. ..
Pour ce qui est de la noix, je n'ai pas réfléchi au sujet. Je vais faire dans un premier temps de simples pièce filetée un peu plus longue que l'épaisseur d'un écrou classique. Aujourd'hui j'ai testé l'entraînement sur l'axe X avec un écrou classique coincé dans le dos du chariot entre 2 vis ... c'est juste pour le test mais ça fait plaisir de voir la machine bouger...
Pour la partie informatique :


Dernière édition par toutikini le Jeu 7 Avr 2016 - 8:41, édité 2 fois

toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() junkdealer Dim 3 Avr 2016 - 22:11
junkdealer Dim 3 Avr 2016 - 22:11
avec un bete ecrou, tu auras beaucoup de jeu, mais pour tester, c'est pas un probleme en effet
en associer deux "du commerce" avec un systeme de reglage pour eviter le jeu sera mieux et pas beaucoup plus cher
junkdealer- complétement accro
- Messages : 3658
Points : 4239
Date d'inscription : 04/03/2015
Age : 54
Localisation : Nancy
Re: Fabrication CNC de recup et de recup ...
![]() ducran lapoigne Dim 3 Avr 2016 - 22:30
ducran lapoigne Dim 3 Avr 2016 - 22:30
en suivant ce lien , vous trouverez les systèmes les plus courants de rattrapage de jeu
https://dl.dropboxusercontent.com/u/67800804/anti_backlash.rar
en espérant que cela vous inspirera ....
Antoine

ducran lapoigne- complétement accro
- Messages : 642
Points : 1277
Date d'inscription : 04/02/2012
Age : 75
Localisation : Athus Belgique du sud
Re: Fabrication CNC de recup et de recup ...
![]() Scorpio Dim 3 Avr 2016 - 22:38
Scorpio Dim 3 Avr 2016 - 22:38
J'ai parcouru ton sujet pendant un bout de temps aujourd'hui , c'est une section
du forum où je ne passe pas , pas par manque d'intérêts , mais parce que j'ai
l'impression que c'est au dessus de mes capacités . Cette lecture me laisse croire,
probablement à tord , que ce n'est peut être pas impossible d'y arriver
Maintenant , si tu me dis que tu es ingénieur en électronique , je passe mon chemin
C'est un sacré beau boulot que tu as fait là , avec une ténacité à toutes épreuves ,
super projet qui touche au but !!! je prendrai plaisir à voir ta machine en action

Scorpio- complétement accro
- Messages : 2718
Points : 4150
Date d'inscription : 07/04/2012
Age : 58
Localisation : Belgique - Jodoigne
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Dim 3 Avr 2016 - 22:59
toutikini Dim 3 Avr 2016 - 22:59
Scorpio a écrit:Bonsoir Toutikini et à tous ,
J'ai parcouru ton sujet pendant un bout de temps aujourd'hui , c'est une section
du forum où je ne passe pas , pas par manque d'intérêts , mais parce que j'ai
l'impression que c'est au dessus de mes capacités . Cette lecture me laisse croire,
probablement à tord , que ce n'est peut être pas impossible d'y arriver
Maintenant , si tu me dis que tu es ingénieur en électronique , je passe mon chemin
C'est un sacré beau boulot que tu as fait là , avec une ténacité à toutes épreuves ,
super projet qui touche au but !!! je prendrai plaisir à voir ta machine en action
Hi hi hi tu m'as fait rire ...
J'ai un bac D en poches. .. pas du tout ingénieur. .. Si j'ai pu te faire croire que c'est simple, alors fonce.
Ce n'est pas du tout une illusion, j'ai fait les choses au fur et à mesure. Il est vrai que je reste à peu près fidèle à mon dessin du depart' mais les détails n'était pas réfléchi à ce moment là. .. ils ont été élaboré au fur et à mesure qu'ils se sont avéré important ... bref c'est pas compliqué' je me suis juste concentré sur les matériaux à ma disposition pour élaboré mon projet ....
C'est vrai que le bout du tunnel est proche, mais je ne sais pas si elle sera vraiment fonctionnelle. ...
toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() Scorpio Dim 3 Avr 2016 - 23:17
Scorpio Dim 3 Avr 2016 - 23:17
toutikini a écrit: mais je ne sais pas si elle sera vraiment fonctionnelle. ...
j'ai du mal à croire que la tienne ne puisse pas fonctionner
Pour ma part , c'est la partie électronique et logiciel qui me font un peu peur
Scorpio- complétement accro
- Messages : 2718
Points : 4150
Date d'inscription : 07/04/2012
Age : 58
Localisation : Belgique - Jodoigne
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Lun 4 Avr 2016 - 6:55
toutikini Lun 4 Avr 2016 - 6:55
toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Lun 4 Avr 2016 - 7:04
toutikini Lun 4 Avr 2016 - 7:04
J'espère que j'y arriverais à m'en servir ... je suis comme toi , scorpio, je ne suns pas sûre de la suite et de la réussite du projet... je ne connais pas le logiciel et je bute sur les réglages moteurs...
Si tu regarde la video' même si la liaison de la'noix et plus que douteuse avec le chariot' pour le moment, je trouve que la vitesse de déplacement est faible ... il me faut jouer sur les reglage, mais des que j'augmente une valeur par ci ou par la' le moteur tourne plus rapidement, puis s'arrête tout en continuant de faire du bruit .... j'en ai parlé au fournisseur, il parle de fait normal, et dit que le moteur entre en raisonnance. .. et qu'il faut modifier les réglages

On verra plus tard ... quand il n'y aura plus que ça
toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() chtipanda Mer 6 Avr 2016 - 7:20
chtipanda Mer 6 Avr 2016 - 7:20
je ne voie pas la video
a tu des photo de ta laison vis sans fin
pour le z j ai récupérer une vis de lit médicalisé ça va très bien pour les y et x c est de la courroie c est peu etre une option
je viens de decouvrir ta construction je la trouve pas mal ca me donne des idees pour ma version 2
https://picasaweb.google.com/102469635446793834325/MaCnc?authuser=0&feat=directlink

chtipanda- petit nouveau

- Messages : 48
Points : 52
Date d'inscription : 09/11/2014
Age : 56
Localisation : lille -

Re: Fabrication CNC de recup et de recup ...
![]() toutikini Jeu 7 Avr 2016 - 8:46
toutikini Jeu 7 Avr 2016 - 8:46
chtipanda a écrit:slt
je ne voie pas la video
Pas tout compris, mais j'ai réédité mon post précédent avec une nouvelle vidéo que je met ici également
chtipanda a écrit:
a tu des photo de ta laison vis sans fin
Oui, depuis hier
J'ai demandé à un ami 4 pieces comme celle-ci:

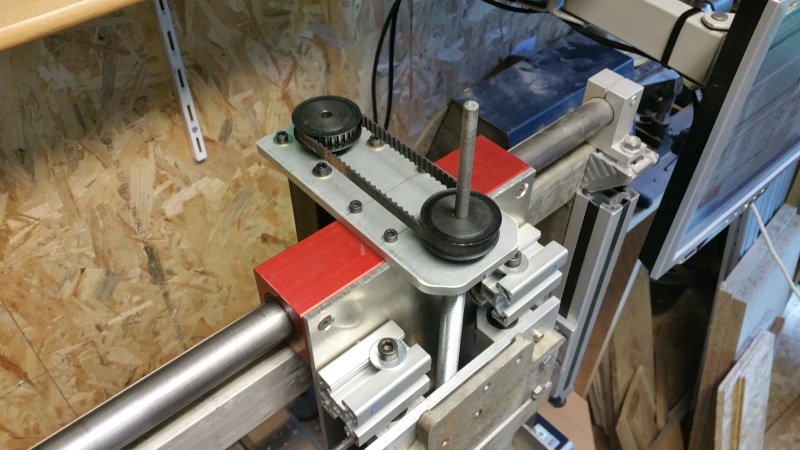
Le fait qu'elles soient taraudées dans les "deux sens" n'a pas d'importance pour l'axe X (celui de la vidéo et de la photo qui suit) et Z. Ce sera pour l'axe Y ... à suivre

La pièce est donc fixée par deux vis au dos du chariot X ... ces deux vis débouchent dans le taraudage "vide" ce qui me permettra de mettre un écrou si le besoin s'en fait ressentir . J'ai, à la main, tenter de faire bouger le chariot de gauche à droite, pour tester le jeu: Au toucher et à l’œil, je dirais qu'il y a zéro jeu !!! ça ne bouge pas d'un iota ... mais avec l'usure, il me faudra trouver un subterfuge (j'ai déjà mit un écrou avec l’idée d'un ressort prisonnier en compression ...)
toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Jeu 7 Avr 2016 - 9:17
toutikini Jeu 7 Avr 2016 - 9:17

(image en solidpoint
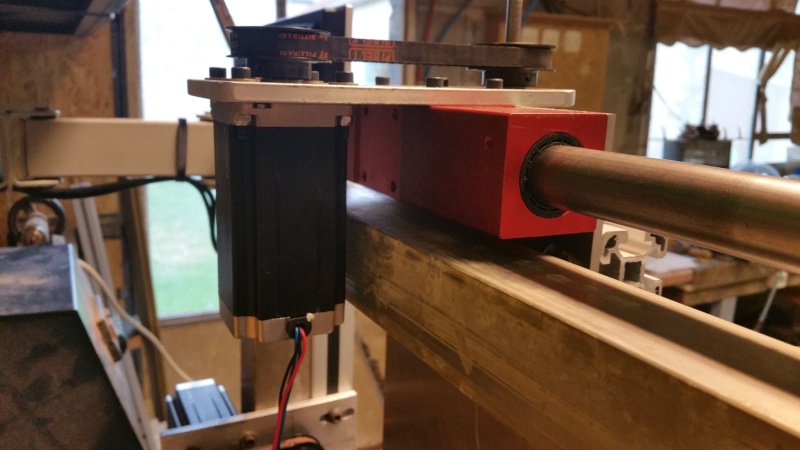
 ) En agissant sur l’écrou 1 j'ecarte plus ou moins la poulie sur l'axe de la tige filetée et je réduit par là même le jeu de l'assemblage. L'écrou 2 sert de contre écrou afin de bloquer le réglage. Sur l'image du post précédent, on distingue un 3e écrou, qui ne sert à rien. Il était là pour tester l'entrainement du chariot avant que je mette la "noix maison", mais je le laisse en vu d'un rattrapage de jeu (qui n'existe pas pour le moment) avec un ressort, de la dite noix ...
) En agissant sur l’écrou 1 j'ecarte plus ou moins la poulie sur l'axe de la tige filetée et je réduit par là même le jeu de l'assemblage. L'écrou 2 sert de contre écrou afin de bloquer le réglage. Sur l'image du post précédent, on distingue un 3e écrou, qui ne sert à rien. Il était là pour tester l'entrainement du chariot avant que je mette la "noix maison", mais je le laisse en vu d'un rattrapage de jeu (qui n'existe pas pour le moment) avec un ressort, de la dite noix ...
toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() bob47 Jeu 7 Avr 2016 - 11:01
bob47 Jeu 7 Avr 2016 - 11:01
toutikini a écrit:Petite explication de l'assemblage, pour ceux qui se posent des questions ...:
(image en solidpoint

Ne pas oublier la précontrainte en immobiliser la tige filetée dans un des paliers en translation.
BOB

bob47- complétement accro
- Messages : 2565
Points : 3345
Date d'inscription : 28/10/2011
Age : 67
Localisation : THONON
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Jeu 7 Avr 2016 - 11:42
toutikini Jeu 7 Avr 2016 - 11:42
bob47 a écrit:
Ne pas oublier la précontrainte en immobiliser la tige filetée dans un des paliers en translation.
BOB
Euh ... bah ... justement, c'est de ça qu'il sagit
toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() bob47 Jeu 7 Avr 2016 - 13:48
bob47 Jeu 7 Avr 2016 - 13:48
toutikini a écrit:bob47 a écrit:
Ne pas oublier la précontrainte en immobiliser la tige filetée dans un des paliers en translation.
BOB
Euh ... bah ... justement, c'est de ça qu'il sagit
Bin non
Sur ton dessin rien n’empêche la tige filetée de se déplacer latéralement.
BOB
bob47- complétement accro
- Messages : 2565
Points : 3345
Date d'inscription : 28/10/2011
Age : 67
Localisation : THONON
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Jeu 7 Avr 2016 - 14:23
toutikini Jeu 7 Avr 2016 - 14:23
Peut etre n'as tu pas cerné le prinicpe de fonctionnement (ou peut etre n'ais je rien compris à ta question)
Les plaques alu de droite et gauche sont solidaire du portique donc immuable
Les deux roulements de droite et gauche sont en butée dans un logement respectif des plaque précédente donc immuables
seule la tige filetée peut bougée au jeu prés entre ces roulement, mais ...
La poulie crantée (pour l'entrainement via le moteur) est poussée vers le roulement de gauche (suivant mon dessin) au fur et à mesure que je joue avec l'écrou n°1 repoussant de ce fait, la tige filetée vers la droite, en butée plus ou moins fort sur le roulement de droite. Une fois le réglage fait, j’immobilise l'écrou n°1 avec le n°2 (contre écrou) et j'immobilise la poulie au moyen d'une vis pointeau ..
Est ce plus clair ?
toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() bob47 Jeu 7 Avr 2016 - 15:42
bob47 Jeu 7 Avr 2016 - 15:42
je pensais que les deux écrous s’était les écrous de le noix
BOB
bob47- complétement accro
- Messages : 2565
Points : 3345
Date d'inscription : 28/10/2011
Age : 67
Localisation : THONON
Re: Fabrication CNC de recup et de recup ...
![]() chtipanda Jeu 7 Avr 2016 - 19:43
chtipanda Jeu 7 Avr 2016 - 19:43
le moteur ne s arrête pas net il descellaire puis s arrete
sur me cnc c est net pas de ralentissement
c est peut etre ca ton décalage
ta courbe accélération ne doit pas etre bonne ou tu tourne trop vite .
il faudrais faire des test monté descente de 10 cm par exemple avec un comparateur et voir si tu stop toujours de façon identique pour moi tu a ce que j appel du glissement .déformation professionnel désolé de dépanne des ascenseurs
chtipanda- petit nouveau
- Messages : 48
Points : 52
Date d'inscription : 09/11/2014
Age : 56
Localisation : lille -
Re: Fabrication CNC de recup et de recup ...
![]() dh42 Jeu 7 Avr 2016 - 20:29
dh42 Jeu 7 Avr 2016 - 20:29
le moteur ne s arrête pas net il descellaire puis s arrete
sur me cnc c est net pas de ralentissement
Ça dépend de la valeur d'accélération réglée dans Mach3, ici elle doit être très (trop) faible ... mais c'est le genre de réglage que l'on fait quand tout le reste est OK (pas facile de trouver la bonne valeur pour cette accélération, il faut faire des tas d'essais)
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Jeu 7 Avr 2016 - 20:40
toutikini Jeu 7 Avr 2016 - 20:40
En fait c'est un premier réglage qui fonctionne. .. et j'ai galèré pour y arriver. .. les tentatives précédentes faisaient que le moteur, arrivé à pleine vitesse (je crois), s'arrêtait n'êtes faisait un bruit plutôt strident .... le fournisseur du matos, me parlait de fait tout à fait normaux, comme quoi il entrait en raisonnance et qu'il me fallait modifier les réglages. ..
Bref pour l'instant j'obtiens ce résultats' mais je trouve la vitesse de déplacement un peu légère. ..
toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() dh42 Jeu 7 Avr 2016 - 21:21
dh42 Jeu 7 Avr 2016 - 21:21
les tentatives précédentes faisaient que le moteur, arrivé à pleine vitesse (je crois), s'arrêtait n'êtes faisait un bruit plutôt strident
Oui, signe d'une accélération trop forte pour la v de rotation demandée.
Le problème est le suivant: Plus le moteur tourne vite et moins il a de couple, par contre l'accélération demandée par Mach3, elle, est constante de 0 à la V de rotation maxi. Plus l'accélération est importante, plus il faut de couple, donc une accélération qui sera réalisable à 200 tr/min ne le sera peut être plus à 400.
Suivant la tension d'alim des drivers, la plage de couple 'plate' du moteur est plus ou moins longue, ensuite il chute rapidement. Pour une machine fiable, il faut donc dans un premier temps se faire une idée de la plage de couple à peut près plate ; à la louche, 200 tr/min maxi avec une alim 24V, 300 avec du 36V, 400 avec du 48v (vraiment à la louche) et s'y tenir, ce qui vas déterminer la V maxi des axes.
exemple, si tu limite la rotation maxi à 300 tr/min et que tu a des vis au pas de 5 en prise direct sur le moteur (sans démultiplication par courroie), ta V maxi 100% fiable sera de 300x5 = 1500 mm/min.
Une fois cette V maxi déterminée, le réglage de l'accélération se fait par essais successifs ; quand tu arrive au blocage comme tu évoque plus haut, tu réduit ton accélération de 20% et en principe ça marche .... ce qui ne veux pas dire que tu n'aura pas des ajustements à faire plus tard. Si tout marche nickel pendant une longue période, tu tente d'augmenter un peu la vitesse, si au contraire tu a une raté de temps en temps, tu diminue ... c'est un travail de patience pour arriver au plus prêt des possibilité max de ton système (CN, électronique, PC)
note que tout ceci ne doit être fait qu'une fois que la machine est calibrée et donc que tes axes se déplacent bien de la distance demandée, sinon ça n'a aucun sens. (pas besoin d'une calibration de haute précision)
un exemple de la courbe de couple d'un moteur PàP en fonction du régime est de la tension d'alim des drivers

++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Jeu 7 Avr 2016 - 21:25
toutikini Jeu 7 Avr 2016 - 21:25
toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() chtipanda Jeu 7 Avr 2016 - 21:55
chtipanda Jeu 7 Avr 2016 - 21:55
ensuite tu revient 10% en arriere .
puis tu règle l accélération comme dh42 te l a dit
perso j ai réussi sur linux cnc .mais avec mach3 pas moyen . je suis sur courroie
et avec linux cnc on mesure l avance sur 1 tour de moteur .une fois les paramètres rentrer j ai régler de manière a avancer correctement un fonction manuel pour entrer la distance a parcourir existe donc c est plus facile pour régler ensuite.
chtipanda- petit nouveau
- Messages : 48
Points : 52
Date d'inscription : 09/11/2014
Age : 56
Localisation : lille -
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Dim 10 Avr 2016 - 10:07
toutikini Dim 10 Avr 2016 - 10:07
J'ai mit en place l'axe Z
Quelques photo

J'ai ensuite régler les vitesse/accélération des moteurs .... ainsi que le nombre de pas pour les mm réels ....
toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Lun 11 Avr 2016 - 7:09
toutikini Lun 11 Avr 2016 - 7:09
Il me faudra retent:farao: er
toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Page 11 sur 14 • 1 ... 7 ... 10, 11, 12, 13, 14

 Sujets similaires
Sujets similaires» Recup recup
» Dans la rubrique des beaux établis
» Un maillet de recup
» ça m'aurait fait de la benne que tout cela finisse a la peine, mais maintenant, que vais-je en faireuuuh