






Fabrication CNC de recup et de recup ...
Page 14 sur 14 •  1 ... 8 ... 12, 13, 14
1 ... 8 ... 12, 13, 14

 Re: Fabrication CNC de recup et de recup ...
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Mer 17 Mai 2017 - 9:05
toutikini Mer 17 Mai 2017 - 9:05
J'ai galéré pour pouvoir me connecter et vous répondre (mais j'ai vu que je n'étais pas le seul.)
Alors, pour le réglage de la vitesse, c'est, de mémoire, la 2eme case que je touche (la 1e= pas par tour, la 2e= la vitesse, la 3e= accélération)
Je regarde ce soir et je vous donne les vrai valeur.
Pour ce qui est de la mise en crabe, je n'y croit que moyennement. Ton raisonnement, David, d'une vis Ø16 contre une vis Ø10, 1 au lieu de 2, va dans mon sens de réflexion ... ce qui fait que je me demande pourquoi je ne puisse pas gagner en vitesse. Sachant qu'en plus, avant, il y avait plus des frottements liés au 10 roulements en appui sur un cadre acier et que maintenant, ce sont des guide à bille.... Je ne pense pas que cela vienne de l’accélération, je m'explique: Si j'ai compris, la case "accélération" correspond au temps ou a la distance nécessaire pour atteindre sa vitesse max ... donc si la machine part du -Y max pour allez au +Y max, il faut un certain temps pour qu'elle "décolle" puis accélère, pour atteindre sa vitesse max qu'elle garde jusqu’à atteindre son but. Quand je la manœuvre avec les touches du clavier, elle part en faisant ce que j'ai tenté d'expliquer avant, et bloque à mis parcours. Je pense qu'elle ést déjà a sa vitesse max au moment du blocage. C'est en agissant donc sur la vitesse max (2e case) et en la baissant que je passe ce point sans encombre ...
Je ne comprends pas ta question ? Leur géométrie est propre a eux-même, ils proviennent du commerce, j’espère qu'ils sont correct (pas tordu) en tout cas , visuellement, ils ne comportent pas de trace de coups, éraflure ou autre problème ...Monoclic a écrit:@toutikini qu'as-tu mis en œuvre pour assurer la géométrie de tes rails et vis ?
toutikini- complétement accro

- Messages : 886
Date d'inscription : 04/07/2011

Re: Fabrication CNC de recup et de recup ...
![]() ricoud Mer 17 Mai 2017 - 9:29
ricoud Mer 17 Mai 2017 - 9:29
toutikini a écrit:Je ne comprends pas ta question ? Leur géométrie est propre a eux-même, ils proviennent du commerce, j’espère qu'ils sont correct (pas tordu) en tout cas , visuellement, ils ne comportent pas de trace de coups, éraflure ou autre problème ...Monoclic a écrit:@toutikini qu'as-tu mis en œuvre pour assurer la géométrie de tes rails et vis ?
Je penses que la question est plutôt comment du a réglé tes rails pour être droits (fixé sur un profilé pas forcement droit) et parallèle (même écartement d'un fout a l'autre)

ricoud- complétement accro
- Messages : 1491
Points : 1842
Date d'inscription : 04/01/2014
Age : 45
Localisation : Nord Isere
Re: Fabrication CNC de recup et de recup ...
![]() momoclic Mer 17 Mai 2017 - 17:46
momoclic Mer 17 Mai 2017 - 17:46
Quel sont les défauts de parallélisme entre tes deux barres rondes sur le plan vertical et sur le plan horizontal ?
Bien sûr si tu à la métrologie capable de te donnée l'information
Un moyen pour vérifier (seulement à des fins de vérification) c'est de desserrer un support d'une des barres et de faire déplacer le portique.
Ceci libère les barres qui s’aligneront d'elles mêmes et si tu n'as pas de contrainte ton moteur devrait assurer le travail sans souci...
momoclic- complétement accro
- Messages : 801
Points : 809
Date d'inscription : 12/10/2016
Age : 76
Localisation : Ancenis-Nantes
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Jeu 18 Mai 2017 - 9:22
toutikini Jeu 18 Mai 2017 - 9:22
momoclic a écrit:Oui @Ricoud c'est bien le sens de ma question.
Quel sont les défauts de parallélisme entre tes deux barres rondes sur le plan vertical et sur le plan horizontal ?
Bien sûr si tu à la métrologie capable de te donnée l'information
Un moyen pour vérifier (seulement à des fins de vérification) c'est de desserrer un support d'une des barres et de faire déplacer le portique.
Ceci libère les barres qui s’aligneront d'elles mêmes et si tu n'as pas de contrainte ton moteur devrait assurer le travail sans souci...
Je l'ai ai réglé au niveau à bulle ... une par une et ensemble (si tu vois ce que je veux dire). puis également par déplacement du portique en laissant une fixation plus ou moins libre avant blocage définitif. Je vais refaire une passe pour vérifier au cas où!!
Pour ce qui est du réglage, voici les tofs.
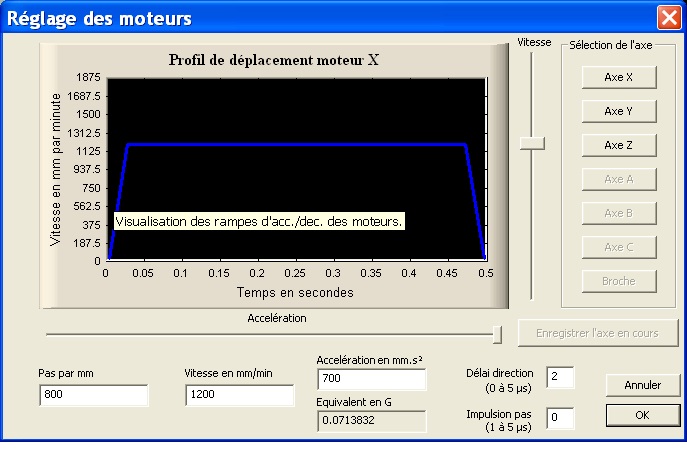
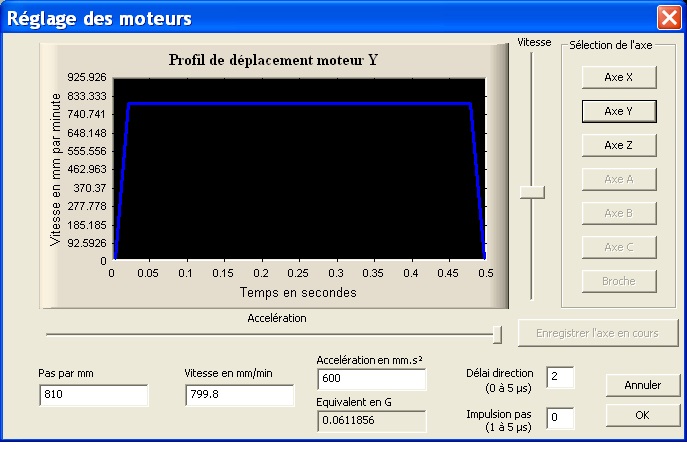
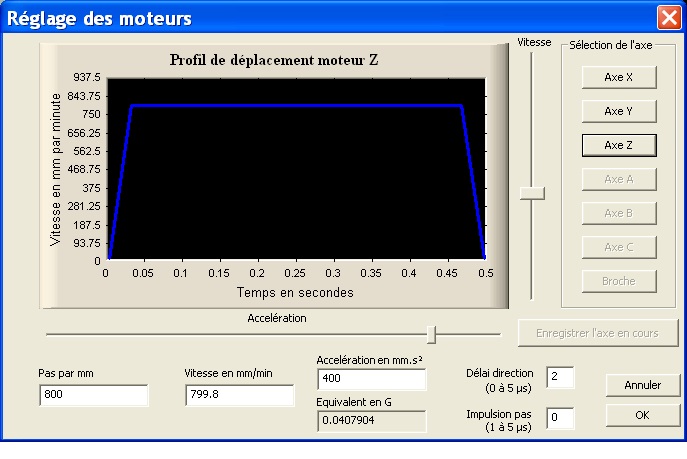
Je rappel que c'est l'axe Y qui me pose pb, et c'est donc bien la vitesse en mm/min que j'ai du baisser pour que ça passe (elle était à 1200 comme pour X)

toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() Hervé-34 Jeu 18 Mai 2017 - 12:49
Hervé-34 Jeu 18 Mai 2017 - 12:49
Je n'y connait pas assez, bien que ma CNC fonctionne bien,
Je trouve que les accélérations sont " vertigineuses "
Je n'ai jamais réussi à monter aussi vite en accélération !
Alors regarde si tu baisses ça si ça va mieux !
Hervé
Hervé-34- complétement accro
- Messages : 4611
Points : 5830
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Fabrication CNC de recup et de recup ...
![]() dh42 Jeu 18 Mai 2017 - 17:41
dh42 Jeu 18 Mai 2017 - 17:41
Même remarque que Hervé ; les accélérations sont peut être trop élevées. Pour ma part je tournais à 300mm/s² en pilotage par port //, et maintenant j'arrive à 500, mais avec le Smoothstepper (et c'est des VàB, ça résiste beaucoup moins que des trap)
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Fabrication CNC de recup et de recup ...
![]() decosign Ven 19 Mai 2017 - 23:34
decosign Ven 19 Mai 2017 - 23:34
Est ce que quelqu'un peut me dire comment resoudre le probleme de fraisage sur cnc des cercle qui ne sortent pas normale cercle deforme, j'utilise mach3 comme logiciel ?????
decosign- petit nouveau

- Messages : 13
Points : 24
Date d'inscription : 31/10/2016
Age : 51
Localisation : maroc
Re: Fabrication CNC de recup et de recup ...
![]() dh42 Sam 20 Mai 2017 - 1:24
dh42 Sam 20 Mai 2017 - 1:24
MODERATION
@decosign: merci de créer un sujet dans la section appropriée (Mach3) pour poser tes questions plutôt que de polluer les sujets des autres.
j'ai déjà effacé un de tes messages sans lien avec ce sujet il y a quelques jours, et je vois que tu pose la question en double sur un sujet qui date de 2012 (cnc 6090 ..)
je te conseille de régler la date dans ton profil afin d'avoir l'affichage de l'année dans les messages
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Problème Axe Y et A
![]() LOG6331 Jeu 20 Avr 2023 - 18:51
LOG6331 Jeu 20 Avr 2023 - 18:51
Bonjour,Dagda a écrit:N'utilise pas le "point de masse" comme point commun.
Tu fais une liaison entre les 0V des alimentations et cette liaison va sur la carcasse.
Le PE (Vert/Jaune secteur) sera repris sur la carcasse mais au niveau de l'embase IEC ou de l'entrée de câble, point différent du référencement des 0V
Les carcasses des alimentations (le boitier métallique) sont boulonnées à la masse (tu vires la peinture si il y en a pour avoir un contact franc le plus grand possible).
Ensuite, tu repars des alimentations respective pour aller sur les cartes.
Donc, pour le 5Vdc tu as deux fils partant de l'alimentation 5Vdc vers la BOB (sur les borniers PCGND et PC5V donc)
Pour le 24Vdc, deux fils vers la BOB (en utilisant le GND qui est à côté du +12-24Vdc)
Et deux fils et pour le 36Vdc pour les drivers, d'ailleurs, les drivers peuvent être câblés en parallèle ... tu pars d'un driver pour aller sur l'autre et pas depuis l'alimentation.
Les fils transitent au plus proche de la masse et sont torsadés entre eux.
Si croisement avec d'autre câble (autre que de l'alimentation) ça se fera à 90° impérativement.
D.
J'ai la même carte que j'ai monté sur une cnc que j'ai faite moi-même.
Tout fonctionne correctement, mais j'ai un petit soucis...
J'ai deux moteurs pour l'axe Y (A étant l'esclave de Y)des NEMA34.
Lorsque que j'avance la machine l'axe Y tourne en même temps que A ci qui est logique.
Lorsque je répète la manœuvre, il arrive que l'Axe A tourne dans le sens opposé à Y et fait des aller retour...
Quelqu'un à une idée d'où vient le problème...
Lorsque la machine fonctionne à petite vitesse, apparemment le problème est moins grave
D'avance je vous remercie pour votre aide
Laurent.
LOG6331- petit nouveau
- Messages : 9
Points : 11
Date d'inscription : 20/04/2023
Age : 51
Localisation : Ceroux-mousty
Re: Fabrication CNC de recup et de recup ...
![]() dh42 Jeu 20 Avr 2023 - 21:39
dh42 Jeu 20 Avr 2023 - 21:39

Tu devrais vérifier tes connexions électriques entre la BoB et le driver de ton axe A ; si le fil du signal DIR à un défaut de contact (borne mal serrée ou fil en partie coupé) le moteur peut se mettre à changer de sens de rotation intempestivement car c'est le signal DIR qui lui dit dans quel sens tourner.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Problème Axe Y et A
![]() LOG6331 Ven 21 Avr 2023 - 10:12
LOG6331 Ven 21 Avr 2023 - 10:12
dh42 a écrit:Salut,
Tu devrais vérifier tes connexions électriques entre la BoB et le driver de ton axe A ; si le fil du signal DIR à un défaut de contact (borne mal serrée ou fil en partie coupé) le moteur peut se mettre à changer de sens de rotation intempestivement car c'est le signal DIR qui lui dit dans quel sens tourner.
++
David
Bonjour DAVID,
J'ai changé les câbles et tout vérifié, mais rien ne change
Merci
Laurent
LOG6331- petit nouveau
- Messages : 9
Points : 11
Date d'inscription : 20/04/2023
Age : 51
Localisation : Ceroux-mousty
Re: Fabrication CNC de recup et de recup ...
![]() dh42 Ven 21 Avr 2023 - 17:17
dh42 Ven 21 Avr 2023 - 17:17
Éventuellement le drivers du A défectueux ; si tu peut l'échanger avec celui du X ou du Z pour tester.
Tu as vraiment besoin d'utiliser le mode esclave ? .. sinon tu peux utiliser ta sortie Y de la carte pour piloter les deux drivers Y et A ensembles. Ça ne permet plus d'utiliser le "squaring" (mise à l'équerre du portique), mais en as tu besoin ?
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Fabrication CNC de recup et de recup ...
![]() LOG6331 Ven 21 Avr 2023 - 21:14
LOG6331 Ven 21 Avr 2023 - 21:14
J'ai tout essayé, changé les drivers les câbles, etc...
Et j'ai trouvé le problème... fiche mal soudée qui visiblement bougeait avec les vibration donc problèmes réglé.
Par contre autre soucis que j'ai remarqué... A vide (sans connections aux vis à billes), pas de soucis les moteurs Y et A tournent sans problèmes dans un sens comme dans l'autre en déplacement longue distance, comme en déplacement petite distance (à coup).
Le problème c'est quand je connecte les vis à bille, l'axe A a des "ratés" de temps en temps, comme s'il avait dur... il s'arrête et puis repart
En tournant les vis à bille à la main, l'axe A est un peu plus "dur" à tourner, une visseuse le fait tourner sans problème.
D'où peut provenir le soucis ? Ce sont quand même des Nema 34 6A .Problème de longueur de câble, section de câbles, ampérage pas assez puissant (l'axe A a le câble le plus long) ? les drivers sont des DQ860MA qui ont été livrés avec les moteurs, réglés sur 5,7A. Dans MAch3 vélocité sur 2000 mm/m, accélération 500mm/s², step pulse 5us, dir pulse 5us, sachant que l'axe Y n'a aucun soucis...
D'avance je te remercie, car là je sais plus quoi faire...
Laurent

LOG6331- petit nouveau
- Messages : 9
Points : 11
Date d'inscription : 20/04/2023
Age : 51
Localisation : Ceroux-mousty
Re: Fabrication CNC de recup et de recup ...
![]() dh42 Ven 21 Avr 2023 - 21:48
dh42 Ven 21 Avr 2023 - 21:48
En tournant les vis à bille à la main, l'axe A est un peu plus "dur" à tourner, une visseuse le fait tourner sans problème.
Difficile à dire, mais normalement la VàB tu la tourne avec 2 doigts. Je ne sais pas trop quel couple fournis une visseuse mais ça doit être bien plus qu'un moteur PàP.
Tu peux essayer une accélération plus faible pour voir si ça améliore les choses.
tes VàB c'est quel pas ?
++
David
Dernière édition par dh42 le Ven 21 Avr 2023 - 22:37, édité 1 fois
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Fabrication CNC de recup et de recup ...
![]() LOG6331 Ven 21 Avr 2023 - 22:14
LOG6331 Ven 21 Avr 2023 - 22:14
Pas possible de faire tourner avec 2 doigts, vu le poids de la machine...
Pourquoi l'axe Y tourne sans problème et pas l'axe A ? Je ne comprends pas...
Vis à bille de 20mm pas de 5mm. En changeant l'accélération cela ne change rien, j'ai déjà essayé...
Les Nema34 ont une couple de 12Nm 1,8° 85BYGH450C-060
Quand j'interverti les moteurs Y et A le problème est le même... il y a donc un soucis avec la commande de l'axe A...
Merci pour ton aide
Laurent
LOG6331- petit nouveau
- Messages : 9
Points : 11
Date d'inscription : 20/04/2023
Age : 51
Localisation : Ceroux-mousty
Re: Fabrication CNC de recup et de recup ...
![]() dh42 Ven 21 Avr 2023 - 22:40
dh42 Ven 21 Avr 2023 - 22:40
Les Nema34 ont une couple de 12Nm 1,8° 85BYGH450C-060
Ah oui ! c'est du lourd !
Quand j'interverti les moteurs Y et A le problème est le même... il y a donc un soucis avec la commande de l'axe A...
Ou avec le driver ..
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Fabrication CNC de recup et de recup ...
![]() LOG6331 Ven 21 Avr 2023 - 22:45
LOG6331 Ven 21 Avr 2023 - 22:45
J'ai déjà interverti les drivers, rien ne change hélas...
LOG6331- petit nouveau
- Messages : 9
Points : 11
Date d'inscription : 20/04/2023
Age : 51
Localisation : Ceroux-mousty
Re: Fabrication CNC de recup et de recup ...
![]() dh42 Ven 21 Avr 2023 - 22:54
dh42 Ven 21 Avr 2023 - 22:54
... et la/les alims ?
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Fabrication CNC de recup et de recup ...
![]() dh42 Ven 21 Avr 2023 - 22:57
dh42 Ven 21 Avr 2023 - 22:57
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Fabrication CNC de recup et de recup ...
![]() LOG6331 Ven 21 Avr 2023 - 23:07
LOG6331 Ven 21 Avr 2023 - 23:07
Déjà interverti les alimentations et changé de carte, pad de changements
Je vais essayé l'axe B demain
Merci
Laurent
LOG6331- petit nouveau
- Messages : 9
Points : 11
Date d'inscription : 20/04/2023
Age : 51
Localisation : Ceroux-mousty
Re: Fabrication CNC de recup et de recup ...
![]() dh42 Sam 22 Avr 2023 - 18:15
dh42 Sam 22 Avr 2023 - 18:15
Il y a un truc qui m'était arrivé lors de l'insta de mon 4ieme axe ; dans la config des sorties de mach3, j'avais une sortie qui utilisait le même n° de pin que le moteur du A ce qui le perturbait pas mal. Vérifie que tu n'a pas de gag de ce genre dans ta config ...
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Fabrication CNC de recup et de recup ...
![]() LOG6331 Dim 23 Avr 2023 - 15:51
LOG6331 Dim 23 Avr 2023 - 15:51
J'avais déjà vérifié et ce n'est pas cela non plus...
Je suis vraiment désespéré
Laurent
LOG6331- petit nouveau
- Messages : 9
Points : 11
Date d'inscription : 20/04/2023
Age : 51
Localisation : Ceroux-mousty
Re: Fabrication CNC de recup et de recup ...
![]() Dagda Dim 23 Avr 2023 - 16:28
Dagda Dim 23 Avr 2023 - 16:28
Alors je vais répondre ici aux problèmes que rencontre notre ami, surtout sur la partie électrique.
Il m'a transféré les photos du câblage et c'est plutôt propre même si, comme je lui disais, on pourrait chipoter en torsadant les câbles aller et retour entre eux.
Je lui ai également conseillé de connecter tout les 0V de ses alimentations entre eu au niveau des alimentations afin d'avoir une référence électrique commune et faite à la source (aux sources) et pas sur une carte ou par le biais d'autre câbles.
Malgré ça il lui reste quelques soucis et vu ce qu'il décrivait j'avais une idée mais il fallait la confirmer avant.
LOG6331 a écrit:J'ai encore fait des tests ce matin, miracle la machine fonctionnait ...pendant +/-15min. J'ai fait des aller et retour sur l'axe Y et A avec des longues distances et des "à coup".
Après plus au moins 15 min la machine a commencer a avoir les mêmes problèmes qu'hier, sans que je change quoi que soit. (je n'ai pas mis les masses comme tu m'a dit) Cela reste vraiment un mystère et je suis désespéré au vu de l'énergie, du temps et de l'argent investi dans cette machine...
...
J'ai remarqué aussi à la mise sous tension de la machine que celle-ci "grogne" un peu, les moteurs bougent très très légèrement.
J'ai déjà eu ce genre de problème.
Variateur de vitesse + automate + alimentation à découpage pour le 12V du variateur.
Allumage de la machine tout va bien, et au bout d'un moment ça commence à grogner.
Après quelques arrachages de cheveux, il s'agissait simplement de l'alimentation à découpage qui parasitait l'électronique de commande.
Une simple capa (100nF de mémoire) en parallèle de la sortie de l'alimentation a résolu le problème.
Je pense qu'ici on est sur un cas similaire.
Toutes les alimentations n'ayant pas le même potentiel de référence associé au fait qu'elles ont probablement des fréquences de travail légèrement différente doit impacter les drivers.
Donc, ce que je ferais c'est :
- de bien raccorder les 0V entre les alimentations.
- vérifier que la carcasse métallique est bien au 0V (même si dans le cas présent ce n'est pas nécessaire).
- torsader les câbles d'alimentations (partant des alimentations vers les drivers).
- éviter de faire transiter les câbles de puissance et de commande par le même cheminement, et s'ils doivent se croiser le faire à 90°
- mettre une petite capa de 100nF entre le + et le 0V des sorties d'alimentation, voir même au niveau des drivers
- la perle de ferrite est aussi une bonne astuce et permet, surtout sur les câbles de commande, de supprimer un petit problème HF
Attention, avec la carte de commande qui peut avoir l'entrée USB / parallèle isolé du reste du système (facile à vérifier avec un multimètre).
Voilà pour une première analyse.
D.

Dagda- complétement accro
- Messages : 797
Points : 834
Date d'inscription : 18/02/2016
Age : 43
Localisation : Fontenay sous Bois
Page 14 sur 14 • 1 ... 8 ... 12, 13, 14

 Sujets similaires
Sujets similaires» Recup recup
» Dans la rubrique des beaux établis
» Un maillet de recup
» ça m'aurait fait de la benne que tout cela finisse a la peine, mais maintenant, que vais-je en faireuuuh