






Fabrication CNC de recup et de recup ...
Page 12 sur 14 •  1 ... 7 ... 11, 12, 13, 14
1 ... 7 ... 11, 12, 13, 14 

 Re: Fabrication CNC de recup et de recup ...
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Lun 11 Avr 2016 - 7:09
toutikini Lun 11 Avr 2016 - 7:09
Il me faudra retent:farao: er
toutikini- complétement accro

- Messages : 886
Date d'inscription : 04/07/2011


chtipanda- petit nouveau

- Messages : 48
Points : 52
Date d'inscription : 09/11/2014
Age : 56
Localisation : lille -


toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Sam 23 Avr 2016 - 20:20
toutikini Sam 23 Avr 2016 - 20:20
J'ai avancé un petit peu et j'en suis au contact de fi de course ... les photos sont pour bientôt.
Néanmoins j'ai une question lié à MACH3 :
J'utilise le même port de la carte pour les 2 limites sur un même axe, par exemple x+ et x-
Lorsque j'arrive en butée X+ en me déplaçant avec les curseur du clavier je ne peux pas revenir en X-
Si j'avais deux borne de la carte différente' serait il possible de le faire ?
Et du coup' comment reprendre la main et forcer le déplacement dans l'autre sens ? Pour le moment je tourne l'axe à la main ... n'y à til pas moyen de déconnecter "informatiquement" les limites, le temps de remettre la machine dans les clous ?
A+
toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() lencouet Sam 23 Avr 2016 - 21:26
lencouet Sam 23 Avr 2016 - 21:26

lencouet- posteur Régulier

- Messages : 142
Points : 150
Date d'inscription : 09/12/2015
Age : 57
Localisation : Lot et Garonne
Re: Fabrication CNC de recup et de recup ...
![]() dh42 Sam 23 Avr 2016 - 21:38
dh42 Sam 23 Avr 2016 - 21:38
Attention, tu parle de limite, mais aussi de contacts qui coupent le déplacement ... je ne suis pas sur de savoir exactement ce que tu veux faire.
- si tu a 3 contacts (un en bout de chaque axe), ils servent à référencer la machine (prendre un point 0 de référence), et une fois ce pt 0 connu, c'est le logiciel qui détermine les limites (et donc qui arrête les axes avant la buté, sans qu'un contact soit nécessaire, avec un ralentissement en manuel et bien sur, ça ne verrouille pas les axes, ils s'arrêtent juste à la limite) . Dans ce cas tes contacts doivent être paramétré en HomeX, HomeY, HomeZ dans les ports&pin et non en X++, X-- etc ..
http://www.metabricoleur.com/t1578-mach3-branchement-et-parametrage-contacts-home-et-e-stop#19339
- si tu a 6 contacts (1 au bout de chaque axe) et que tu t'en sert de fin de course, alors il ne servent pas à référencer la machine, mais de simples butées électriques.
Et du coup' comment reprendre la main et forcer le déplacement dans l'autre sens ? Pour le moment je tourne l'axe à la main ... n'y à til pas moyen de déconnecter "informatiquement" les limites, le temps de remettre la machine dans les clous ?
c'est sur l'écran Réglages (alt6) clique sur le bouton "Dépassement des limites" pour pouvoir dégager ton axe.
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Sam 23 Avr 2016 - 21:55
toutikini Sam 23 Avr 2016 - 21:55
Je vais tenter detre plus claire (même si je pense que tu m'a déjà repondu) En fait j'ai un contacteur qui est solidaire du chariot (prenons X en exemple). Au deux bouts de cet axe, j'ai une pièce biseauté qui appui sur le switch quand celui-ci passe au dessus ... J'ai donc ce s switch unique pour les limites x+ et X-...
Si je suis ton idee' il serait plus judicieux de ne mettre qu'une seulle cale en X- et de de laver en home ... et de lui donner une valeur X+
Je vais creuser
toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() dh42 Sam 23 Avr 2016 - 22:12
dh42 Sam 23 Avr 2016 - 22:12
Pour ma part, je préfère utiliser les contacts en mode limite logiciel pour plusieurs raisons.
- je n'en ai que 3
- la possibilité de référencer (donc de prendre une origine fixe sur la machine) est des plus utile (reprise d'usinage après plantage/coupure de jus, possibilité d'envoyer les axes à une position fixe, par exemple au dessus d'un palpeur, à une position pratique pour changer les outils .. etc)
- en manuel, il y a un ralentissement avant la buté, ce qui évite un arrêt brutal qui peut faire perdre des pas.
- en automatique (lecture d'un Gcode), Mach3 connaissant la taille de la machine, le point de référence machine et le décalage entre le 0 machine et le 0 pièce, il te diras si ton Gcode rentre dans la surface usinable de la machine au moment ou tu le lance (ce qui peut dépendre du pt ou tu a fait ton 0 pièce) ... ça évite bien de se retrouver avec un usinage qui s'arrête en cours de route parce qu'il ne rentre pas dans la surface usinable (ça arrive plus fréquemment qu'on ne le pense
- il n'y a pas de verrouillage de l'axe quand tu arrive en fin de course en manuel, ça s'arrête simplement et tu peux repartir dans l'autre sens.
Quelques explications sur le référencement, les coordonnées machine et les coordonnées pièce (celles du Gcode)
http://www.metabricoleur.com/t9895-comprendre-ce-qu-est-le-referencement-des-axes-avec-mach3#188622
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Dim 24 Avr 2016 - 10:54
toutikini Dim 24 Avr 2016 - 10:54

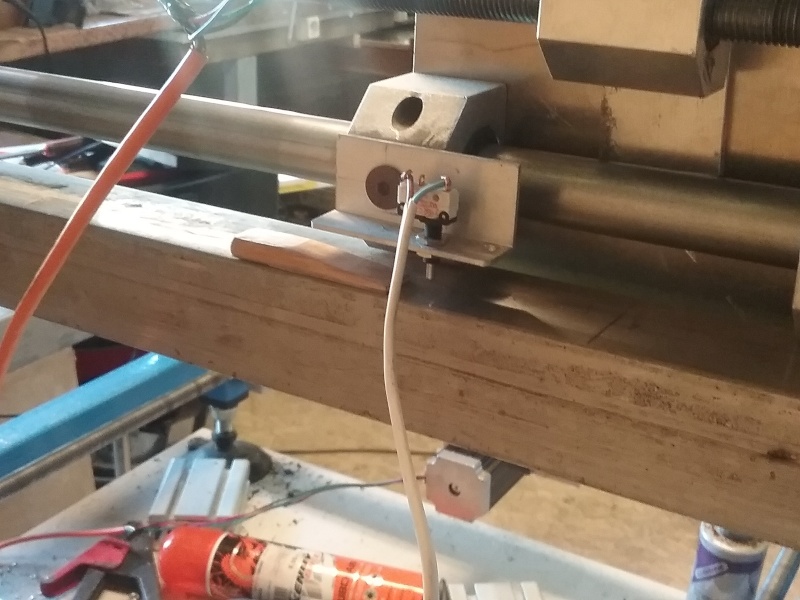
Comme on peut voir sur la dernière photo, le switch est solidaire du mouvement et se ferme en entrant en contact avec le petit "tremplin "
Mais je n'arrive pas à déclarer les limite switch
Voici les écrans
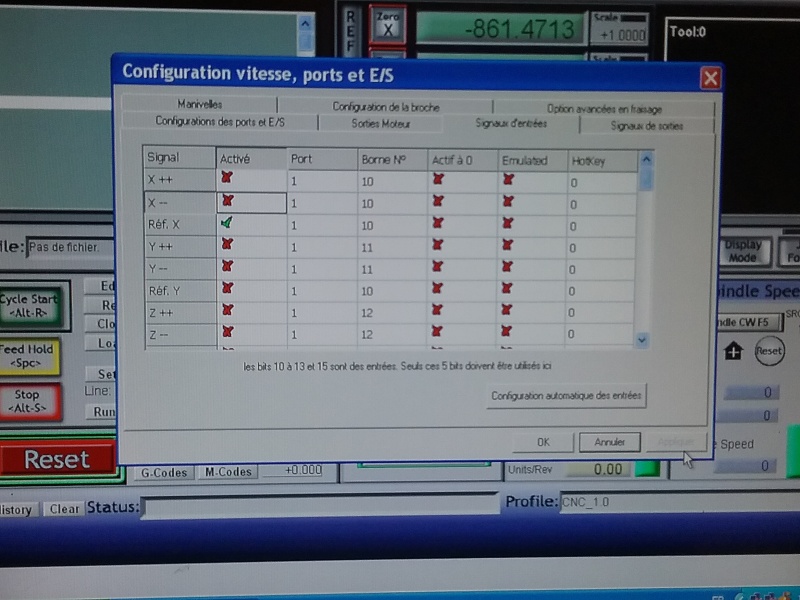
En cochant les x+ ou le x- la machine s'arrête mais quand il y a que le réf. .. il se passe rien pourtant dans l'écran diagnostic, la Led s'allume. ...
toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() dh42 Dim 24 Avr 2016 - 16:13
dh42 Dim 24 Avr 2016 - 16:13
En cochant les x+ ou le x- la machine s'arrête mais quand il y a que le réf. .. il se passe rien pourtant dans l'écran diagnostic, la Led s'allume. ...
C'est tout à fait normal, en contact de ref ils n'arrêtent pas la machine, ils servent juste à donner l'info de référencement, donc le point 0 en coord machine, c'est le logiciel qui coupe quant il arrive à la limite, pas le contact. Il ne réagissent donc QUE PENDANT LE REFERENCEMENT, ensuite ils n'ont aucun effet si tu les clique lors d'un déplacement.
tu dois paramétrer correctement tes tailles machines, position du contact etc comme indiqué dans le tuto dont j'ai mis le lien plus haut. et le bouton activer limites doit être actif (écran automatique) pour qu'elles soient prisent en compte. (et bien sur tu dois référencer après la lmise en route de la machine)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Lun 25 Avr 2016 - 7:16
toutikini Lun 25 Avr 2016 - 7:16
J'ai réussi (une vidéo viendra le prouver)
Par contre, à ce jour' je n'ai que 2 drivers de dispo, je n'ai donc que l'axe X et Z de fonctionnels.
J'ai testé l'axe Y et il fonctionne également d'un point de vue mécanique et moteur ....
J'ai donc grillé 2 drivers, en faisant la même betise: en cherchant à les régler, j'ai été amené à les débrancher et les rebrancher. .. et forcément, j'ai oublié de couper le jus ... une seulle fois, à chaque fois à suffit.
Dans les deux cas, j'ai entendu u clac, le genre de bruit que tu entends quand tu rapproche deux fil électrique triques côte à côte, et qu'il se produit une étincelle. ..

Mais peut être est ce réparable ?
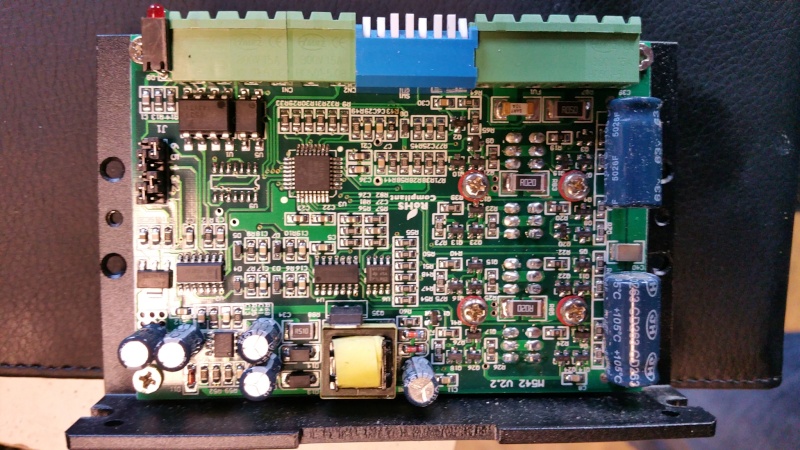
Je joins la photo de l'intérieur d'un des deux, si des électroniciens ou autres avaient une information à me donner... peut être u fusible? Un élément de mort? Moment le tester? J'ai un magasin d'électronique par chez moi, je devrais trouver les pièces à changer éventuellement. ...
toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() lencouet Lun 25 Avr 2016 - 7:38
lencouet Lun 25 Avr 2016 - 7:38
je t ai entouré en rouge un fusible
[img]
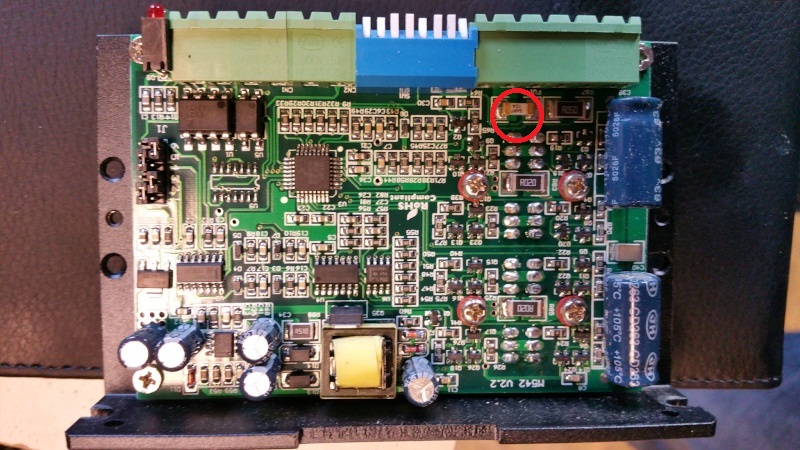 [/img]
[/img]
lencouet- posteur Régulier
- Messages : 142
Points : 150
Date d'inscription : 09/12/2015
Age : 57
Localisation : Lot et Garonne
Re: Fabrication CNC de recup et de recup ...
![]() dh42 Lun 25 Avr 2016 - 16:43
dh42 Lun 25 Avr 2016 - 16:43
J'ai réussi
Cool
je t ai entouré en rouge un fusible
Et bien ... il ne faut pas des gros doigts pour aller le changer celui-la !
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Fabrication CNC de recup et de recup ...
![]() junkdealer Lun 25 Avr 2016 - 18:36
junkdealer Lun 25 Avr 2016 - 18:36
en generale, un fusible en CMS pete avant ce qu'il est censé proteger de toute facon, Murphy est exalté des qu'on passe en CMS, car la difficulté a localiser et remplacer est inversement proportionnelle a la taille, en conclusion de quoi, il se change donc rarement

et si c'est necessaire, chez moi, il lui pousse deux fils vers un porte fusible traditionnel, car qui a peter repetera


junkdealer- complétement accro
- Messages : 3658
Points : 4239
Date d'inscription : 04/03/2015
Age : 54
Localisation : Nancy
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Lun 25 Avr 2016 - 18:47
toutikini Lun 25 Avr 2016 - 18:47
Tu crois qu'il y a peu de chance que ce soit lui (le fusible entouré de rouge par lencouet) le souci?
Et que si c'est lui, il est plus simple de passer son chemin?
Je pensais aller voir une enseigne d'électronique par chez moi pour qu'ils tentent de le remplacer par le même où un autre ....
toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() lencouet Lun 25 Avr 2016 - 20:52
lencouet Lun 25 Avr 2016 - 20:52
lencouet- posteur Régulier
- Messages : 142
Points : 150
Date d'inscription : 09/12/2015
Age : 57
Localisation : Lot et Garonne
Re: Fabrication CNC de recup et de recup ...
![]() junkdealer Lun 25 Avr 2016 - 21:24
junkdealer Lun 25 Avr 2016 - 21:24
je faisais surtout une pointe d'humour
ca vaut le coup de verifier s'il est encore bon, mais en tout cas s'il est pete, perso, je m'embete pas a remettre un CMS, je soude deux fils et un support a fusible classique, quite a sacrifier un peu l'esthetique si le porte fusible tient pas ds le boitier
junkdealer- complétement accro
- Messages : 3658
Points : 4239
Date d'inscription : 04/03/2015
Age : 54
Localisation : Nancy
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Lun 25 Avr 2016 - 21:38
toutikini Lun 25 Avr 2016 - 21:38
Oui , je teste demain ...Lencouet a écrit:est que tu as un multimètre pour vérifier le fusible
junkdealer a écrit:hello
je faisais surtout une pointe d'humour
ca vaut le coup de verifier s'il est encore bon, mais en tout cas s'il est pete, perso, je m'embete pas a remettre un CMS, je soude deux fils et un support a fusible classique, quite a sacrifier un peu l'esthetique si le porte fusible tient pas ds le boitier
OK. .. je prends note (pour le fusible par pour le fait que tu fasse de l'humour. .. j'avais déjà noté ça )
toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() lencouet Lun 25 Avr 2016 - 21:48
lencouet Lun 25 Avr 2016 - 21:48
il faudra démonter la platine de son support pour verifier ce circuit de puissance qui est derrière la carte si tu dit que tu a entendu un claque y a des chance que ça vienne de lui
lencouet- posteur Régulier
- Messages : 142
Points : 150
Date d'inscription : 09/12/2015
Age : 57
Localisation : Lot et Garonne
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Lun 2 Mai 2016 - 21:02
toutikini Lun 2 Mai 2016 - 21:02
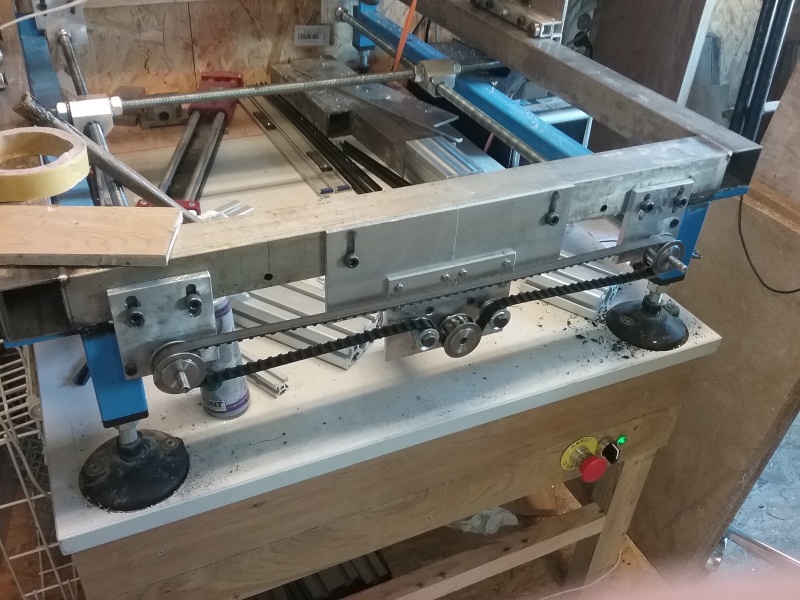
En attendant voici les dernières améliorations:
J'ai investi dans deux chaines de cables (11€ les 2x 1m)


J'ai mis en place les switch pour le referencement auto de mach3:
J'ai ensuite bricolé une sorte de pupitre pour clavier et souris (l'atelier n’étant pas





Et j'ai aussi fait quelques test de déplacement. J'ai utiliser un comparateur numérique. Je vous rappel que je n'ai que X et Z d'opérationnels. J'ai donc posé le comparateur en butée sur le chariot X après avoir mit et l'axe X a zéro et le comparateur à zero, j'ai fait mumuse avec des g0 X-10 ... sur l'ecran diagnostique ...
Voici ce que j'obtient entre valeur Demandé / Valeur comparateur
-1 / 0.99
-5 / 4.99
-10 / 9.99
-12 / 11.98
-10 / 9.98
-5 / 4.95
-1 / 0.95
0 / 0
-1 / 0.99
-5 / 5
-10 / 9.99
-12 / 11.98
-10 / 9.99
-5 / 4.95
-1 / 0.95
0 / 0
Et je n'ai pas resisté a l'idee de faire un petit prog ...
toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() dh42 Lun 2 Mai 2016 - 23:39
dh42 Lun 2 Mai 2016 - 23:39
Ça prend forme
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Mar 3 Mai 2016 - 8:18
toutikini Mar 3 Mai 2016 - 8:18
dh42 a écrit:Salut,
il faut qu'il soit plus haut que la table ; au moins à la même hauteur que le portique.
++
David
Ah oui ??? carrément !!! mais il va me falloir fabriquer un escabeau pour y travailler
Bon je vais à mon tour tester avec cette config et on verra les améliorations à venir ... Si la machine travail comme je le souhaite, ce ne sera plus que du détail ..
A+
toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() Hervé-34 Mar 3 Mai 2016 - 12:25
Hervé-34 Mar 3 Mai 2016 - 12:25
Bon, je reconnait que moi aussi j'ai voulu faire mon mariole !!
J'ai mis mon clavier et mon écran sur un panneau coulissant ( genre tiroir )
sous ma machine !! ( ID ) j'avoue que oui, c'est plein de copeaux !!
J'y file un coup de soufflette et ça repart, mais jusqu’à quand ??????
Hervé
Hervé-34- complétement accro
- Messages : 4611
Points : 5830
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Fabrication CNC de recup et de recup ...
![]() manolo66 Mar 3 Mai 2016 - 16:16
manolo66 Mar 3 Mai 2016 - 16:16
les claviers d'aujourd'hui ne soufrent que modérément de la poussière et autres agressions. Je connais des claviers en milieu industriels qui souffrent plus que ça et continuent de fonctionner. Lorsque je les remplace, c'est parce qu'il n'y a plus de lettrage dessus, pas parce qu'ils sont en panne.
Et le mien, à côté de mon ID, reçoit plein de copeaux et de poussière. Je le secoue ou je l'aspire (machine éteinte) et ça repart.
Le capteur optique de la souris est plus sensible à ces choses là mais il suffit de nettoyer le capteur en soufflant dessus de temps en temps.
Par contre, j'ai tout en filaire, ayant déjà eu des problèmes avec des claviers souris sans fil, et je préfère éviter les envois intempestifs sur une machine pouvant tourner très vite dans mes petits doigts fragiles.

manolo66- très actif

- Messages : 203
Points : 370
Date d'inscription : 09/02/2015
Age : 54
Localisation : Perpignan (66)
Re: Fabrication CNC de recup et de recup ...
![]() dh42 Mar 3 Mai 2016 - 17:47
dh42 Mar 3 Mai 2016 - 17:47
C'est vrai que les copeaux n’endommage pas la clavier, mais c'est ch** quand même, de plus parfois ça coince des touches ... mais ça dépend aussi comment la machine envoie
ébauche érable, fraise de 8, passe 5mm avance 3000 mm/min ...

presque la même en vidéo avec une aspiration un peu plus efficace.
http://www.metabricoleur.com/t5721-video-usinage-ebauche-bois
Par contre, j'ai tout en filaire, ayant déjà eu des problèmes avec des claviers souris sans fil
Oui, moi aussi, j'avais des pb de fonctionnement avec le sans fil .... très dépendant de l'état des piles et de la T° dans l'atelier.
Ah oui ??? carrément !!! mais il va me falloir fabriquer un escabeau pour y travailler
Lol, pour ma part le PC de la CN ne sert que pour piloter la machine et pour afficher des plans quand je travail sur le tour ou l'autre fraiseuse (manuelle), donc je m'en sert debout.
http://www.metabricoleur.com/t704-cnc-bzt-pf-750p#6910
J'ai mis mon clavier et mon écran sur un panneau coulissant ( genre tiroir )
Même chose sur ma 1ière machine

++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Camban fait n'importe quoi
![]() toutikini Mer 4 Mai 2016 - 21:03
toutikini Mer 4 Mai 2016 - 21:03
Ça y est, j'ai les 3 drivers opérationnel
Du coup, motivé, j'ai tenté un programme généré par cambam et la machine fait n'importe quoi. .. explications :
J'ouvre camban, je trace un cercle, je fait usinage "gravage", je crée un brut, je choisit outil 10 , V grave, profondeur de passe -1, profondeur totale -1, je fait généré le code , j'obtiens un fichier nc
J'ouvre mach3, je fait importer un programme et je vais chercher mon .nc
Et quand je lance le cycle. ... il me fait des cercles dans tout les sens, ou plutot des spirales, ... bref n'importe quoi.
J'ai essayé avec du texte du genre "TEST" ... et bien c'est pareil, il fait le T et le E , mais au moment du S, il part en sucette ... en fait c'est des qu'il y a des arcs de cercle ... et parfois encore, le programme s'arrête et un message qui me dit que le rayon est different du précédent apparaît
Une idée?
toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Page 12 sur 14 • 1 ... 7 ... 11, 12, 13, 14

 Sujets similaires
Sujets similaires» Recup recup
» Dans la rubrique des beaux établis
» Un maillet de recup
» ça m'aurait fait de la benne que tout cela finisse a la peine, mais maintenant, que vais-je en faireuuuh