






Fabrication CNC de recup et de recup ...
Page 9 sur 14 •  1 ... 6 ... 8, 9, 10 ... 14
1 ... 6 ... 8, 9, 10 ... 14 

 Re: Fabrication CNC de recup et de recup ...
Re: Fabrication CNC de recup et de recup ...
![]() c.phili Ven 26 Fév 2016 - 18:29
c.phili Ven 26 Fév 2016 - 18:29
Salut toutikini
Ha que c'est énervant quand ça marche pas, ça tu le sais déjà
J'ai la même carte que toi d'où mon intérêt de ce post.
As-tu déjà taper dans gogol db25 1205? c'est le n° inscrit sur cette carte.
Tu y trouvera un tas de sites qui en parle, tu y trouvera également un tas d'images et de schémas notamment sur usinages.com, il y a pas mal de truc la dessus.
Tu trouveras peut-être la faille.
Mais avant tous, fait ce que Antoine dit, parce que si rien ne bouge dans match3 sans avoir branché de moteur, c'est qu'il y a quelque chose qui ne marche pas dans les premier réglage.
Philippe
c.phili- Modérateur

- Messages : 3574
Date d'inscription : 03/01/2011 -


Re: Fabrication CNC de recup et de recup ...
![]() toutikini Mer 2 Mar 2016 - 8:41
toutikini Mer 2 Mar 2016 - 8:41
J’ai fait quelques test depuis, et toujours autant d’infortune … je devrais recevoir ma nouvelle BoB aujourd’hui ou demain (normalement) sur laquelle repose mes espoirs... On verra ensuite.
En attendant, j’ai modifié un peu la partie mécanique ; du moins je l’ai améliorée. Pour éviter d’éventuel sursaut de celle-ci lors de l’usinage, j’ai mis un blocage par en dessous le châssis :

Le principe est assez simple : le roulement du dessous se retrouve à peu près au milieu des deux du dessus. Il est articulé sur le côté du montant « A » pour pouvoir être réglable. La vis « 2 » traverse le montant « A », ainsi plus je visse, plus je fais pression sur le cadre, et moins il y a de liberté. La vis « 1 » est en butée contre le montant « A » pour empêcher le devers et faire que le roulement reste dans l’axe de mouvement.
A+

toutikini- complétement accro

- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() Dagda Mer 2 Mar 2016 - 18:40
Dagda Mer 2 Mar 2016 - 18:40
Tu as quoi comme alimentations ?
Deux alims à découpage si j'ai bien vu ?

Dagda- complétement accro
- Messages : 797
Points : 834
Date d'inscription : 18/02/2016
Age : 43
Localisation : Fontenay sous Bois
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Mer 2 Mar 2016 - 21:36
toutikini Mer 2 Mar 2016 - 21:36
J'attends pour le moment ceci :
http://www.ebay.fr/itm/CNC-5-Axis-Interface-Breakout-Board-For-Stepper-Motor-Driver-CNC-Mill-MACH3-YL-/301750481324?
C'est en suivant les conseil de 'je ne sais plus qui, qu'il m'excuse s'il se reconnait) que je l'ai commandé. J'ai cru comprendre qu'il fallait une alim 24v, j'en ai une, j'ai également 1 alim 5v et 2 en 36v ...
Je ne sais pas du tout comment il me faudra raccorder tout ce joli monde ... peut être (j’espère) y aura t'il un plan avec la carte?
Pour les GND, j'avais bien noté, tu me dit que tout les pts GND de la carte, doivent être interconnectés avec tous les -V de toutes les alim ??
Je reviendrais avec mes questions, bientot, trés trés bientot
toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() Dagda Mer 2 Mar 2016 - 22:46
Dagda Mer 2 Mar 2016 - 22:46
Au pire, tu peux avoir deux GND différents dans le cas d'une carte avec un mélange de numérique et d'analogique.
Là vue le truc, je dirais que c'est un GND commun.
Au niveau de tes alimentations: Tu vas avoir 3 alimentations différentes mais il faut que tes références électriques soient les même!
Donc, au niveau de tes alimentations, tu connectes les GND et autre 0V ou -V ensemble, tous.
Ce point commun sera connecté à la masse également, à ce niveau (l'alimentation).
La carte n'est que de la commande ?
D.
Dagda- complétement accro
- Messages : 797
Points : 834
Date d'inscription : 18/02/2016
Age : 43
Localisation : Fontenay sous Bois
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Mar 8 Mar 2016 - 10:08
toutikini Mar 8 Mar 2016 - 10:08
Alors, voila des news du front
Partant du principe que mes problèmes venait de mon ancienne carte (ce qui est peut être complètement faux) je me dit que suite à une mauvaise manip, je l'ai endommagé (j'ai cru comprendre que c'était assez fragile ces petites bêtes) ou que je l'ai reçu "non fonctionnelle". Bref, je ne veus pas prendre de risque avec celle-ci. Du coup, je préfère vous demander comment vous feriez les branchements !! Si je vous le demande, c'est que ce n'est pas le même model. D'abord une photo:
Face avant:

Face Arrière:

Si on reporte les écrits de la face arrière sur la face avant on a :

Si je devais brancher un seul moteur (par exemple X)
Comme sur l'autre, le driver serait branché en P2 pour le step (Xclk?) et P3 pour le dir (XDIR)
L’entrée en 5v de la carte depuis l'alim 5V sur le PC5V (un des 2 dispo) et le PCGND retournerait au -V de l'alim 5V
Je dirais que la grosse pièce bleue à droite est un relais et qu'il commande la fermeture des points que j'ai nommé a et b. Je dirais que toute la connectique à droite est pour le relais en question, donc si je voulais l'utiliser pour piloter l’allumage de ma broche, il faudrait relier le +V de l'alim 24v au +12-24V(IN) et le GND (un des 2 dispo) au -V de l'alim 24v. Si mes moteurs finissent par tourner, je reviendrais vers vous pour le branchement du dit relais. Suivant les caractéristiques inscrites dessus, je peux faire passer du 220 entre a et b, par contre il n'y a pas de numéro de port (genre p2,p3, ...) du coup je ne vois pas comment paramétrer dans mach3 le déclenchement ... on verra plus tard
Dois-je donc ensuite interconnecté tous les point GND de la carte (au nombre de 4) même si le voltage est différent pour certains, avec le GND de toutes les alim concernées ?
J'ai un port USB incorporé, à quoi peut il servir ?
Je vous agace certainement, mais je voudrais mettre toutes les chances de mon coté pour que ça fonctionne du premier coup !!
A+
PS: je suis vraiment dans l'attente de l'avis des spécialistes, merci d'avance à toutes ces bonnes ames ...
toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() Dagda Mar 8 Mar 2016 - 10:44
Dagda Mar 8 Mar 2016 - 10:44
Normalement oui.
L'alimentation se branche entre le GND et le +12/24Vdc (ceux qui sont mitoyens).
Le gros bloc bleu c'est bien un relais et en effet, A et B sont bien les contacts du relais (10A sous 30Vdc en charge résistive pure).
L'USB sert pour l'interface non ? (ou la mise à jour d'un prog sur la carte ?)
Ou alors, c'est redondant avec les PCGND et PC5V, il lui faudrait pas une alimentation 5Vdc à la carte pour la partie commande ?
Si c'est le cas, soit tu as une alimentation externe, soit tu prends le 5Vdc du PC (par l'USB) ...
Ah, confirmation ...
"USB power supply and external power supply are seperate for safety."
Et pour le relais : "One relay output port for control spindle on/off. "
D'autant plus qu'il est en 5Vdc le relais.
En fait, tout est écrit sur le lien Ebay :
"Features:
Fully support control via parallel port, such as MACH3,etc.
USB power supply and external power supply are seperate for safety.
External power supply input: 12-24V. Equiped with anti-reverse connection function.
All input signal will be isolated by optical coupler for further connection with emergency
stop,tool setter, limit, ect for PC safety.
One relay output port for control spindle on/off. The output interface. is P17.
One 0-10V analog voltage output port for control of inverter that has relative analog interface,
and for control of spinle speed. The output interface is P1.
If all 17 interfaces are activated, drivers equipped with optical coupler can be controled and
5 axis stepper motor can be controled.
As PWM output, P1 can control spindle speed regulator that is equipped with optical coupler.
Connection with 5V input drivers that has common cathode or anode is supported."
Il faut donc avoir une alimentation 5Vdc plutôt balaise si ça doit en plus alimenter les drivers !
Il faudrait savoir si le 5Vdc de l'USB va bien sur le bornier PC5V en direct ?
Si c'est le cas, l'alimentation 5Vdc par l'USB ne serait pas utile.
D.
Dagda- complétement accro
- Messages : 797
Points : 834
Date d'inscription : 18/02/2016
Age : 43
Localisation : Fontenay sous Bois
Re: Fabrication CNC de recup et de recup ...
![]() bob47 Mar 8 Mar 2016 - 10:56
bob47 Mar 8 Mar 2016 - 10:56
Et ne fait pas des essais sur une surface métallique

BOB

bob47- complétement accro
- Messages : 2565
Points : 3345
Date d'inscription : 28/10/2011
Age : 67
Localisation : THONON
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Mar 8 Mar 2016 - 15:55
toutikini Mar 8 Mar 2016 - 15:55

toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() Dagda Mar 8 Mar 2016 - 16:07
Dagda Mar 8 Mar 2016 - 16:07
Il manque le PCGND qui va sur les drivers également ...
D.
Dagda- complétement accro
- Messages : 797
Points : 834
Date d'inscription : 18/02/2016
Age : 43
Localisation : Fontenay sous Bois
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Mar 8 Mar 2016 - 16:26
toutikini Mar 8 Mar 2016 - 16:26
Dagda a écrit:Ne pas oublier la liaison entre les deux "-V" des alimentations et ensuite, relié à la masse.
Il manque le PCGND qui va sur les drivers également ...
D.
Le PCGND sur le DC- du driver ? Si je relie les V- des 2 alim, cela ne revient as au même ?

Je doit dire que les deux zones entourées vertes me choques un peu, ... mais je suis OUT en elec ..
toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() Carlos78 Mar 8 Mar 2016 - 17:05
Carlos78 Mar 8 Mar 2016 - 17:05
Comme sur l'autre, le driver serait branché en P2 pour le step (Xclk?) et P3 pour le dir (XDIR)
L’entrée en 5v de la carte depuis l'alim 5V sur le PC5V (un des 2 dispo) et le PCGND retournerait au -V de l'alim 5V
Je dirais que la grosse pièce bleue à droite est un relais et qu'il commande la fermeture des points que j'ai nommé a et b. Je dirais que toute la connectique à droite est pour le relais en question, donc si je voulais l'utiliser pour piloter l’allumage de ma broche, il faudrait relier le +V de l'alim 24v au +12-24V(IN) et le GND (un des 2 dispo) au -V de l'alim 24v. Si mes moteurs finissent par tourner, je reviendrais vers vous pour le branchement du dit relais. Suivant les caractéristiques inscrites dessus, je peux faire passer du 220 entre a et b, par contre il n'y a pas de numéro de port (genre p2,p3, ...) du coup je ne vois pas comment paramétrer dans mach3 le déclenchement ... on verra plus tard
Dois-je donc ensuite interconnecté tous les point GND de la carte (au nombre de 4) même si le voltage est différent pour certains, avec le GND de toutes les alim concernées ?
J'ai un port USB incorporé, à quoi peut il servir ?
Salut,
J'utilise la même carte. Quelques élements de réponse :
- Le port USB sert à alimenter la carte d'interface en 5V. Je ne sais pas si c'est correct de rentrer le 5V de la carte sur l'une des 2 bornes 5V de la barrette de sortie vers les drivers ...
- J'ai branché une alimentation 24V sur cette carte pour les signaux d'entrées qui sortent en 12V. Sans cette alim, les signaux d'entrée ne fonctionnaient pas.
- En raccordant 2 alims sur la carte d'interface j'ai de fait relié les 2 GND.
- Le relais interne de la carte d'interface peut commuter du 220V
- Son activation est simple : dans l'onglet configuration de la broche, il faut sélectionner une sortie pour le sens horaire (M03) de la broche et ensuite dans l'onglet sorties il faut affecter la broche 17 à cette sortie. Sur la carte il y a un jumper qui commute la broche 17 entre le relais et le dir de l'axe B (si celui-ci est utilisé). Si le jumper est présent, alors le relais est actif sur cette broche.

Carlos78- je prends du galon

- Messages : 58
Points : 100
Date d'inscription : 24/11/2014
Age : 72
Localisation : Yvelines
Re: Fabrication CNC de recup et de recup ...
![]() Dagda Mar 8 Mar 2016 - 18:50
Dagda Mar 8 Mar 2016 - 18:50
Pour ça, il faut savoir si c'est une liaison directe entre le port USB et le bornier "PC"Carlos78 a écrit:- Le port USB sert à alimenter la carte d'interface en 5V. Je ne sais pas si c'est correct de rentrer le 5V de la carte sur l'une des 2 bornes 5V de la barrette de sortie vers les drivers ...
Idem, si les borniers GND sont communs, pas d'utilité de câbler en externe.Carlos78 a écrit:- En raccordant 2 alims sur la carte d'interface j'ai de fait relié les 2 GND.
Il n'y a pas de GND autre que le DC- sur le driver ?toutikini a écrit:Le PCGND sur le DC- du driver ? Si je relie les V- des 2 alim, cela ne revient as au même ?
Relier les deux 0V des alimentations reviens en effet au même, mais au niveau impédance de câblage c'est autre chose
D.
Dagda- complétement accro
- Messages : 797
Points : 834
Date d'inscription : 18/02/2016
Age : 43
Localisation : Fontenay sous Bois
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Mar 8 Mar 2016 - 19:19
toutikini Mar 8 Mar 2016 - 19:19
Si c'est plus simple (plus sécuritaire) d'utiliser le cable USB pour alimenter la carte ... pas de pb, je rangerais l'alim 5v dans sa boite !!Dagda a écrit:Pour ça, il faut savoir si c'est une liaison directe entre le port USB et le bornier "PC"Carlos78 a écrit:- Le port USB sert à alimenter la carte d'interface en 5V. Je ne sais pas si c'est correct de rentrer le 5V de la carte sur l'une des 2 bornes 5V de la barrette de sortie vers les drivers ...
D.
Si ca gate rien, je peu le faire aussiDagda a écrit:Idem, si les borniers GND sont communs, pas d'utilité de câbler en externe.Carlos78 a écrit:- En raccordant 2 alims sur la carte d'interface j'ai de fait relié les 2 GND.
D.
Dagda a écrit:Il n'y a pas de GND autre que le DC- sur le driver ?toutikini a écrit:Le PCGND sur le DC- du driver ? Si je relie les V- des 2 alim, cela ne revient as au même ?
Relier les deux 0V des alimentations reviens en effet au même, mais au niveau impédance de câblage c'est autre chose
D.
J'ai ce model de driver:

Donc il n'y a pas de gnd mais un DC- .... je suppose que c'est ce que tu voulais dire ?
De même, je n'ai pas de 0v sur mes alim, mais un V- ...

toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() dh42 Mar 8 Mar 2016 - 19:24
dh42 Mar 8 Mar 2016 - 19:24
Sur cette photo il y a un truc qui m'échappe ; tu n'a rien de branché sur Enable
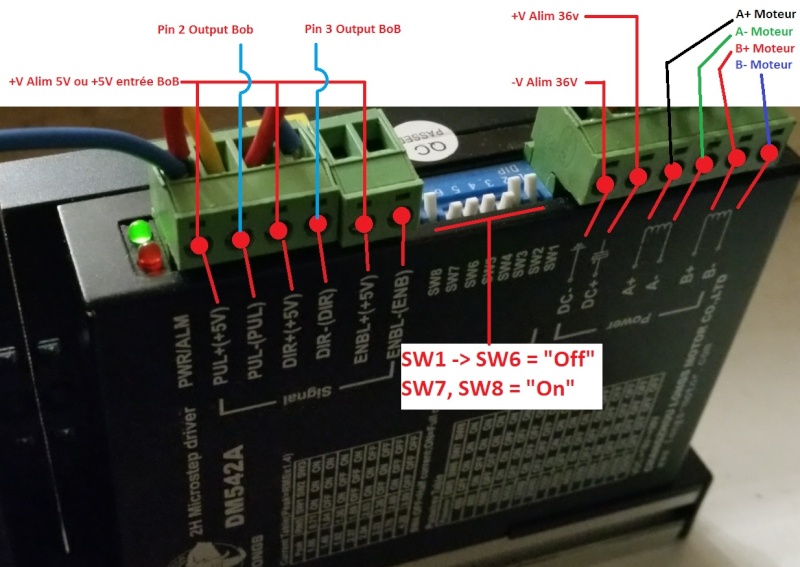
normalement tu devrais avoir l'activation des drivers ; la pin 14 - EN de la bob devrait être connectée à ENBL -
dans la config Mach3 - port&pin, on vois que c'est prévu pour Enable 1 -> pin 14
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Fabrication CNC de recup et de recup ...
![]() dh42 Mar 8 Mar 2016 - 19:27
dh42 Mar 8 Mar 2016 - 19:27
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Fabrication CNC de recup et de recup ...
![]() Dagda Mar 8 Mar 2016 - 19:31
Dagda Mar 8 Mar 2016 - 19:31
Le 5V n'est pas problématique, et perso je préfère avoir une alimentation propre plutôt que le PC, mais ne pas oublier de faire une liaison des masses entre le PC et le coffret.
Par contre, vérifier que tu as bien une liaison directe entre l'USB et le bornier, si c'est le cas, pas de soucis
D.
Dagda- complétement accro
- Messages : 797
Points : 834
Date d'inscription : 18/02/2016
Age : 43
Localisation : Fontenay sous Bois
Re: Fabrication CNC de recup et de recup ...
![]() dh42 Mar 8 Mar 2016 - 19:51
dh42 Mar 8 Mar 2016 - 19:51
En premier lieu il me semble qu'il faudrait être sur que Mach3 communique bien avec la bob.
- dans les port&pins onglet input signals de Mach3 règle X++ sur port 1, pin 10, coche enabled dans la 1iere colonne et active low coché en rouge dans la 4ieme colonne.
- sur ta BoB, branche un fil sur la borne GND de gauche, l'autre bout dénudé mais qui reste volant, on vas s'en servir pour tester un contact de fin de course.
- sur mach3 va sur l'écran Diagnostics
- fait toucher le bout de ton fil sur la borne 10, la LED Xmax devrait s'allumer sur le panneau, simulant un fin de course actif.
(PS il n'est même pas nécessaire d'enlever l'arrêt d’urgence de Mach3)
Si ça marche, on sait que Mach3 et la BoB communiquent.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Fabrication CNC de recup et de recup ...
![]() Carlos78 Mar 8 Mar 2016 - 20:16
Carlos78 Mar 8 Mar 2016 - 20:16
Carlos78- je prends du galon
- Messages : 58
Points : 100
Date d'inscription : 24/11/2014
Age : 72
Localisation : Yvelines
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Mer 9 Mar 2016 - 6:51
toutikini Mer 9 Mar 2016 - 6:51
Carlos78 a écrit:La sortie PWM 0-10V et les 5 entrées P10 à P15 ne fonctionnent pas avec uniquement le 5V
ca veut dire qupoi ? il faut du 24v ? c'est a dire qu'il me faut brancher le "+12-24v (In)" et le "GND" qui est a coté sur une alim 24v ?
toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() Carlos78 Mer 9 Mar 2016 - 8:32
Carlos78 Mer 9 Mar 2016 - 8:32
Sur cette carte il faut effectivement une 2ème alim de 12V à 24V maxi pour les entrées P10 à P15. Ces 5 entrées sortent du 10V (probablement pour se prémunir des parasitages) et peuvent être raccordées sans risque au GND situé sur la même barrette pour simuler les limites de fin de course (C'est ce qui est fait lorsqu'on utilise des contacteurs normalement fermés).
Comme l'a dit également dagda, c'est écrit sur le lien Ebay : "External power supply input: 12-24V. Equiped with anti-reverse connection function. All input signal will be isolated by optical coupler for further connection with emergency stop,tool setter, limit, ect for PC safety."
Pour l'alimentation en 5V, j'utilise non pas le 5v du PC mais une petite alim 5v 2A équipée en USB.
Carlos78- je prends du galon
- Messages : 58
Points : 100
Date d'inscription : 24/11/2014
Age : 72
Localisation : Yvelines
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Mer 9 Mar 2016 - 9:05
toutikini Mer 9 Mar 2016 - 9:05
Ok ... j'ai une alim 24v ... qui me sert pour mon circuit de commande ... je la connecterais donc à ces borne: le +v sur la pine +12-24v (In) et le -V (ou grnd) à la pine GND d'a coté ...
@ David:
Merci pour ce test concret ... je vais tenter ça ce soir (si je trouve le temps), j'avais tenté d'utiliser les flèches du clavier pour faire bouger les moteurs lors de mes précédents test, mais j'étais sur la page "principale" de MACH3, peut être eut-il fallu que je fus sur celle "Diagnostique" ? (pas sur de ma conjugaison
toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() Dagda Mer 9 Mar 2016 - 10:13
Dagda Mer 9 Mar 2016 - 10:13
Carlos78 a écrit:Sur cette carte il faut effectivement une 2ème alim de 12V à 24V maxi pour les entrées P10 à P15. Ces 5 entrées sortent du 10V (probablement pour se prémunir des parasitages) et peuvent être raccordées sans risque au GND situé sur la même barrette pour simuler les limites de fin de course (C'est ce qui est fait lorsqu'on utilise des contacteurs normalement fermés).
Ce sont des entrées, mais elle ne sortent pas 10Vdc, attention aux termes employés
Pour activer l'entrée, il faut la connecter à la masse (par un contact sec).
De fait, il y a une différence de potentiel de XXvdc entre les deux points (Px et PGND) mais ce n'est pas une tension utilisable, l'optocoupleur ne peux pas fournir de courant !
Du coup, je réitère, existe-t-il une liaison direct entre le port USB et le bornier "PC" afin de s'affranchir de la connectique USB ?
D.
Dagda- complétement accro
- Messages : 797
Points : 834
Date d'inscription : 18/02/2016
Age : 43
Localisation : Fontenay sous Bois
Re: Fabrication CNC de recup et de recup ...
![]() Carlos78 Mer 9 Mar 2016 - 10:45
Carlos78 Mer 9 Mar 2016 - 10:45
On est d'accord ce sont des entrées au potentiel +10V et non pas évidement des sorties 10V ...
"Du coup, je réitère, existe-t-il une liaison direct entre le port USB et le bornier "PC" afin de s'affranchir de la connectique USB ?
"
Je viens de vérifier à l'ohmetre : les 2 broches PC5V et le PCGND situés sur la barrette des sorties vers les drivers sont bien connectées aux contacts alims de la prise USB. On peut donc se servir de ces broches pour alimenter la carte d'interface en 5V.
Carlos78- je prends du galon
- Messages : 58
Points : 100
Date d'inscription : 24/11/2014
Age : 72
Localisation : Yvelines
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Mer 9 Mar 2016 - 11:39
toutikini Mer 9 Mar 2016 - 11:39

toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() Dagda Mer 9 Mar 2016 - 12:57
Dagda Mer 9 Mar 2016 - 12:57
Tu fais une liaison entre les 0V des alimentations et cette liaison va sur la carcasse.
Le PE (Vert/Jaune secteur) sera repris sur la carcasse mais au niveau de l'embase IEC ou de l'entrée de câble, point différent du référencement des 0V
Les carcasses des alimentations (le boitier métallique) sont boulonnées à la masse (tu vires la peinture si il y en a pour avoir un contact franc le plus grand possible).
Ensuite, tu repars des alimentations respective pour aller sur les cartes.
Donc, pour le 5Vdc tu as deux fils partant de l'alimentation 5Vdc vers la BOB (sur les borniers PCGND et PC5V donc)
Pour le 24Vdc, deux fils vers la BOB (en utilisant le GND qui est à côté du +12-24Vdc)
Et deux fils et pour le 36Vdc pour les drivers, d'ailleurs, les drivers peuvent être câblés en parallèle ... tu pars d'un driver pour aller sur l'autre et pas depuis l'alimentation.
Les fils transitent au plus proche de la masse et sont torsadés entre eux.
Si croisement avec d'autre câble (autre que de l'alimentation) ça se fera à 90° impérativement.
D.
Dagda- complétement accro
- Messages : 797
Points : 834
Date d'inscription : 18/02/2016
Age : 43
Localisation : Fontenay sous Bois
Page 9 sur 14 • 1 ... 6 ... 8, 9, 10 ... 14

 Sujets similaires
Sujets similaires» Recup recup
» Dans la rubrique des beaux établis
» Un maillet de recup
» ça m'aurait fait de la benne que tout cela finisse a la peine, mais maintenant, que vais-je en faireuuuh