






Question parcours d'outil
Page 1 sur 6 • 1, 2, 3, 4, 5, 6 

 Re: Question parcours d'outil
Re: Question parcours d'outil
![]() Cyrille6901 Mar 1 Déc 2015 - 19:40
Cyrille6901 Mar 1 Déc 2015 - 19:40
Merci encore David pour les explications
Cordialement. Cyrille
Cyrille6901- acharné du forum

- Messages : 492
Date d'inscription : 13/08/2015

Re: Question parcours d'outil
![]() dh42 Mar 1 Déc 2015 - 20:21
dh42 Mar 1 Déc 2015 - 20:21
Je viens de faire vite fait un petit calculateur Excel qui donne la "distance de freinage/accélération", et donc par conséquent la valeur du rayon de l'arrondi maxi qu'il y aura dans les angles intérieurs en mode Vitesse constante.

Entre ta Vitesse d'usinage en mm/min dans la case verte Vitesse (mm/min), et entre la valeur d'accélération réglée pour tes moteurs dans la case accélération (mm/s²). Tu obtiendra le temps mis pour freiner/accélérer de 0 à la vitesse demandée dans T freinage/accél (s) et la distance effective en mm dans Distance freinage/acc (mm)
Exemple ici, pour un usinage à 1200 mm/min, et une accélération à 400 mm/s², le rayon généré dans un angle intérieur serait environ de 0.5mm
PS, le résultat n'est valable que si X et Y ont les mêmes valeurs d'accélération.
Note que ce problème d'angle arrondis ne se produit que sur des angles intérieurs car dans ce cas le parcours d'outil change brutalement de direction.
En extérieur, des arcs sont ajoutés de façon à ce que la fraise effectue une rotation autour de l'angle, sa périphérie servant de point de pivot autour du sommet de l'angle, donc pas de changement brutal de direction.

(les parcours d'outils sont en bleu)
++
David
- Fichiers joints

- calcul_r_fonction_de_V_acc.zip Vous n'avez pas la permission de télécharger les fichiers joints.(3 Ko) Téléchargé 9 fois
Dernière édition par dh42 le Jeu 4 Avr 2019 - 1:49, édité 1 fois (Raison : typo)
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Question parcours d'outil
![]() Cyrille6901 Mer 2 Déc 2015 - 21:19
Cyrille6901 Mer 2 Déc 2015 - 21:19
Merci David pour ce petit calculateur; j'avais remarqué des angles arrondis lors d'opérations de gravure de CI (à l'anglaise) avec l'ID CNC. C'est la raison pour laquelle j'avais, dans le doute pris l'habitude (à tort) de mettre en trajectoire exacte.
Donc, en principe, avec la PFE, si je grave à 200mm/min avec une accélération de 400mm/s, le rayon de l'angle sera de 0,01mm, autrement dit... négligeable. C'est parfait !
Cordialement. Cyrille

Cyrille6901- acharné du forum
- Messages : 492
Points : 704
Date d'inscription : 13/08/2015
Age : 46
Re: Question parcours d'outil
![]() dh42 Mer 2 Déc 2015 - 21:48
dh42 Mer 2 Déc 2015 - 21:48
Merci David pour ce petit calculateur; j'avais remarqué des angles arrondis lors d'opérations de gravure de CI (à l'anglaise) avec l'ID CNC. C'est la raison pour laquelle j'avais, dans le doute pris l'habitude (à tort) de mettre en trajectoire exacte.
Pas à tort, l'ID-CNc ayant de très faibles accélérations il est très souvent nécessaire d'utiliser "trajectoire exacte" avec cette machine ; la BZT par contre accélère 13x plus fort donc le phénomène est plus faible pour une même vitesse d'usinage.
Note aussi, que d'origine, sur le fichier BZT, l'accélération est même à 500 mm/s², c'est moi qui l'ai calmée un peu ... mais si je ne me trompe pas, tu a pris des drivers numériques ? .. dans ce cas il est bien possible que le système supporte 500 et même plus.
Sur la PF j'avais essayé à 600 et ça fonctionne, sauf que je dois réduire mes V maxi d'usinage (et aussi de rapide), sinon ça décroche (perte de pas) .... mais j'usine à des vitesses qui descendent rarement en dessous de 1500 mm/min et sont plus souvent proche des 3000 à 3500 ... donc il faut faire un choix pour tes réglages moteur, soit tu privilégie la V maxi mais tu dois utiliser une accélération plus faible, soit tu limite la V maxi (y compris en rapide) et tu peux augmenter l'accélération.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Question parcours d'outil
![]() Cyrille6901 Jeu 3 Déc 2015 - 19:36
Cyrille6901 Jeu 3 Déc 2015 - 19:36
Oui, en effet, sur tes conseils et ceux de Herr Kloss alias Sorotec, j'ai pris des drivers numériques DM 556. En revanche, les moteurs sont des 4,2A.
Je partage tout à fait ton idée selon laquelle il vaut mieux avoir une CNC fiable qu'une CNC rapide... Alors, si j'ai bien compris, il vaut mieux limiter la vitesse max à 4000mm/min et l'accélération à 400mm/s; mais, avec mes drivers numériques, je peux éventuellement tenter d'améliorer les performances, c'est ça ?
Comment tester de manière fiable ces paramètres ?
J'aimerais, tant qu'à faire, profiter pleinement de ces drivers mais sans pour autant passer des journées entières à optimiser les réglages pour gagner 10mm/min et m'apercevoir 6 mois après que je perds des pas....
Cordialement. Cyrille
Cyrille6901- acharné du forum
- Messages : 492
Points : 704
Date d'inscription : 13/08/2015
Age : 46
Re: Question parcours d'outil
![]() Cyrille6901 Jeu 3 Déc 2015 - 19:56
Cyrille6901 Jeu 3 Déc 2015 - 19:56
J'oubliais; est-ce que l'on peut trouver quelque part la doc de CamBam en PDF ? J'ai trouvé une version, mais qui date de 2011.... visiblement tu as fait beaucoup d'ajouts de depuis.
Merci d'avance et bonne soirée à tous !
Cordialement. Cyrille
Cyrille6901- acharné du forum
- Messages : 492
Points : 704
Date d'inscription : 13/08/2015
Age : 46
Re: Question parcours d'outil
![]() dh42 Jeu 3 Déc 2015 - 21:01
dh42 Jeu 3 Déc 2015 - 21:01
Alors, si j'ai bien compris, il vaut mieux limiter la vitesse max à 4000mm/min et l'accélération à 400mm/s
Sur une PFE, tu peux monter à 5/6000 je pense, les guidages résistent beaucoup moins que sur une PF ...
Comment tester de manière fiable ces paramètres ?
A part l'expérience, je ne vois pas d'autre solution ... sur des 100 aines d'heures d'usinage tu pourra te rendre compte de la fiabilité ou non d'un réglage.
Ne changer qu'un seul réglage à la fois.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Question parcours d'outil
![]() Cyrille6901 Ven 4 Déc 2015 - 19:24
Cyrille6901 Ven 4 Déc 2015 - 19:24
Merci pour ta réponse, 6000mm/min c'est déja beaucoup ! surtout comparé aux 700mm/min de l' ID CNC...
Je vais faire des test avec ces drivers et je te tiendrai au courant.
Bon Weekend. Cordialement.
Cyrille
Cyrille6901- acharné du forum
- Messages : 492
Points : 704
Date d'inscription : 13/08/2015
Age : 46
Re: Question parcours d'outil
![]() dh42 Ven 4 Déc 2015 - 20:38
dh42 Ven 4 Déc 2015 - 20:38
Pour ma part je viens encore d'avoir une grosse perte de pas avec la PFE, en rapide à 5000 mm/min, acc à 400, et sur un seul axe en mouvement.(X)
Contrairement à la PF le moteur n'a pas bloqué net, mais il perdait des pas en pagaille, l'axe se mettant à avancer à la moitié de sa vitesse .. machine froide, comme d'hab ... sauf qu’aujourd’hui il ne fait pas vraiment froid dans l'atelier (7°) ... donc j'ai baissé l'accélération à 300 .. comme sur la PF.
Je me demande pourquoi les autres (JP, zarkann, etc ..) ne semblent jamais avoir ce problème .. avec des V maxi supérieures aux miennes ..
Je pense que je vais tenter les drivers 5.6A numériques (quand j'aurais 350€ à dépenser
 ) .... mais je ne comprends quand même pas ; j'ai essayé avec 3 PC différents, 3 machines différentes et 2 contrôleurs différents ... et même résultat ... perte de pas en rapide à froid, et très occasionnelles à chaud (1x toutes les 100 à 150h d'usinage si rapide à 5000, plus souvent avec les rapide à 6000, et jamais avec les rapides à 4000) .... et toujours en rapide (ou très proche de la V du rapide si c'est en usinage), que ce soit en manuel ou via un Gcode ...
) .... mais je ne comprends quand même pas ; j'ai essayé avec 3 PC différents, 3 machines différentes et 2 contrôleurs différents ... et même résultat ... perte de pas en rapide à froid, et très occasionnelles à chaud (1x toutes les 100 à 150h d'usinage si rapide à 5000, plus souvent avec les rapide à 6000, et jamais avec les rapides à 4000) .... et toujours en rapide (ou très proche de la V du rapide si c'est en usinage), que ce soit en manuel ou via un Gcode ...++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Question parcours d'outil
![]() dh42 Ven 4 Déc 2015 - 20:54
dh42 Ven 4 Déc 2015 - 20:54
j'ai oublié de te répondre au sujet de la doc de CB ; non il n'y a pas de PDF plus récent, désormais il faut soit utiliser le sire Web
http://www.atelier-des-fougeres.fr/Cambam/Aide/Contents.htm
soit l'installer dans Cambam (accessible par F1)
http://www.metabricoleur.com/t8177-cambam-mise-en-place-doc-fr-et-fichier-de-traduction#148623
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Question parcours d'outil
![]() Cyrille6901 Sam 5 Déc 2015 - 6:54
Cyrille6901 Sam 5 Déc 2015 - 6:54
Ok pour Cambam, je vais tenter d'intégrer le fichier au programme.
Pour tes pertes de pas, si le phénomène n'est pas trop aléatoire je pourrais peut-être essayer le G-code en question avec les même paramètres machine que les tiens... histoire de voire si le driver digital y change quelque chose, non ?
Si j'ai bien compris c'est toujours en déplacement rapide que cela se produit, je dois donc pouvoir usiner "en l'air".
Par contre la machine n'est toujours pas opérationnelle; j'attends de l'aide pour l'installer sur son support; en principe ça devrait être fait dans les jours qui viennent.
Cordialement. Cyrille
Cyrille6901- acharné du forum
- Messages : 492
Points : 704
Date d'inscription : 13/08/2015
Age : 46
Re: Question parcours d'outil
![]() dh42 Sam 5 Déc 2015 - 15:23
dh42 Sam 5 Déc 2015 - 15:23
Pour tes pertes de pas, si le phénomène n'est pas trop aléatoire je pourrais peut-être essayer le G-code en question avec les même paramètres machine que les tiens... histoire de voire si le driver digital y change quelque chose, non ?
Avec la PFE, les 2x ou ça s'est produit, c'était en déplacement manuel avec les flèches du clavier ; même pas sur un Gcode (de toute façon pour l'instant tout ce qu'elle à fait c'est les pièces de la télécommande !)
Si j'ai bien compris c'est toujours en déplacement rapide que cela se produit, je dois donc pouvoir usiner "en l'air".
Oui, et quand la machine est froide ; dans le cas présent, je venais juste de référencer et j'ai déplacer mon X pour l’amener au milieu du portique il à bougé de 10cm puis s'est mis à perdre des pas. Bon, ça l'a fait une seule fois, ensuite je l'ai malmené pendant une heure et pas de pb ... Je me suis donc refait un programme de "préchauffage" qui promène les axes de plus en plus vite et qui doit durer 5min ...
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Question parcours d'outil
![]() Cyrille6901 Sam 5 Déc 2015 - 19:20
Cyrille6901 Sam 5 Déc 2015 - 19:20
Mais ça serait du à la graisse de lubrification des guidages qui s'épaissierait avec une température basse ? ou bien les moteurs qui n'apprécient pas ?
Cordialement. Cyrille
ps: Mon gentil voisin est venu avec son transpalette éléctrique, ça y est la machine est enfin en place sur son support !
Cyrille6901- acharné du forum
- Messages : 492
Points : 704
Date d'inscription : 13/08/2015
Age : 46
Re: Question parcours d'outil
![]() dh42 Sam 5 Déc 2015 - 19:30
dh42 Sam 5 Déc 2015 - 19:30
Mais ça serait du à la graisse de lubrification des guidages qui s'épaissierait avec une température basse ? ou bien les moteurs qui n'apprécient pas ?
Je ne suis pas convaincu ...... mais quoi d'autre ? ... si ça durci un peu, je passe peut être juste à une dureté qui demande trop aux moteurs, mais pourquoi ça marche sans histoire chez les autres
de toute façon, je ne vois pas trop quoi faire d'autre à part essayer les numériques .... changer les moteurs pour plus gros .. ça chiffre (et de toute façon il faudrait aussi changer les drivers, ils sont déjà au max d'A) ... après il y a les servo + encodeur ... mais c'est totalement hors budget !!
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Question parcours d'outil
![]() Cyrille6901 Dim 6 Déc 2015 - 7:33
Cyrille6901 Dim 6 Déc 2015 - 7:33
En même temps, 7° ça fait pas beaucoup... y'a pas que les moteurs qui doivent se geler
Lorsque j'aurai tout installé; je peux te proposer d'échanger nos contrôleurs le temps que tu fasses des essais avec les drivers numériques. Par contre je crois que nous ne sommes pas vraiment à coté, moi je suis entre Lyon et Mâcon. Dans tous les cas, n'hésite pas si ça te tente ! Je peux me déplacer, St Etienne ce n'est pas non plus le bout du monde.
Cordialement. Cyrille
Cyrille6901- acharné du forum
- Messages : 492
Points : 704
Date d'inscription : 13/08/2015
Age : 46
Re: Question parcours d'outil
![]() dh42 Dim 6 Déc 2015 - 17:49
dh42 Dim 6 Déc 2015 - 17:49
Ici à cette époque, 7° c'est l'Amérique ! ... en principe c'est plutôt -7 dehors et 2 ou 3° dans l'atelier ... mais on s'habitue
Merci pour ta proposition, mais ce serait trop galère pour nous 2, le problème étant très aléatoire ça prend du temps pour tester. Je pense que je vais changer progressivement mes drivers ; si j'ai bien compris, les 2 modèles peuvent coexister dans le même contrôleur, donc je pourrais étaler les frais et en plus voir la différence entre 2 axes.
Pour en revenir à un éventuel problème de dureté de la vis/masse à accélérer, je suis de moins en moins convaincu, car (sur la PFE), ça ne me l'a jamais fait sur le Y, qui doit faire dans les 70Kg, par contre, ça me l'ai fait sur le X, qui doit faire dans les 10Kg avec le Z, et pire encore, ça me l'a fait sur le Z en descente .... et il ne demande qu'à descendre ! ... c'est pour ça que je pense plus à un pb de "qualité" des pulsations envoyées au moteurs.
Je ne pense pas non plus à un problème de puissance d'alimentation ; j'ai remplacé la 6.7A d'origine par une 15A ..
En fouillant sur le site de BZT j'ai d'autre part fini par trouver les caractéristiques des moteurs.
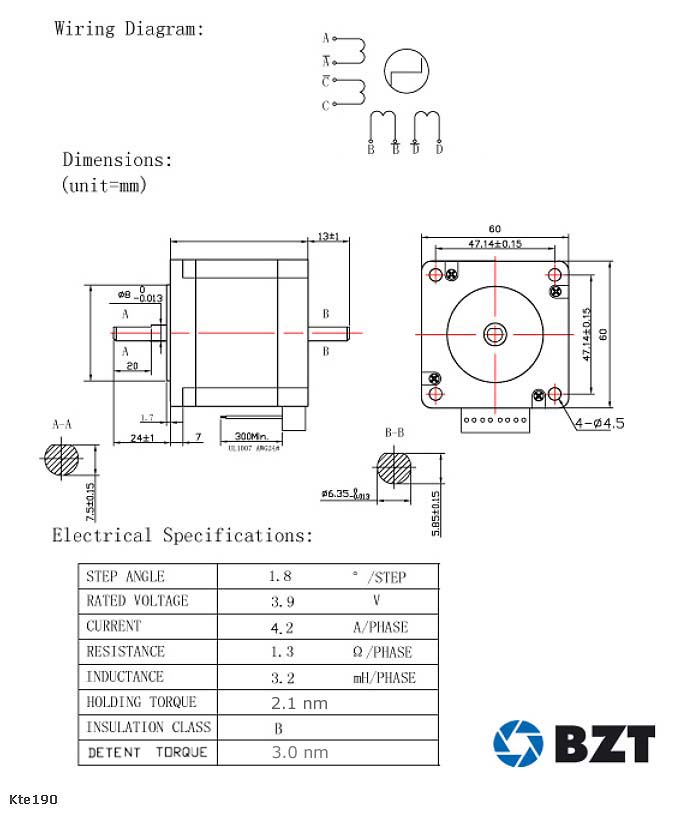
Si j'utilise le calculateur de V maxi, je trouve une valeur de 8.93 Tr/s soit ~536 Tr/min, ce qui ferais un rapide à maxi 5360 mm/min en XY et 2680 pour le Z (mais ça ne dit pas si il reste assez de couple pour maintenir une accélération à 400 à cette vitesse), donc 5000/2500 devrait être un réglage fiable du point de vue de cette limite liée au temps de magnétisation/démagnétisation des enroulements.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Question parcours d'outil
![]() Hervé-34 Dim 6 Déc 2015 - 20:27
Hervé-34 Dim 6 Déc 2015 - 20:27
David, il m'est arrivé une belle blague ces jours-ci;
Si tu t'en souvient, ( promis je fait un post la dessus !! )
j'ai une ID, et j'ai fabriqué une petite graveuse, sur le modèle ID.
C'est un peu compliqué à expliquer, mais en ce moment j'ai deux maisons,
( je croise les doigts on a un acheteur pour une !! ) et comme l'ID est
difficile à déplacer, j'ai conçu et fabriqué ma graveuse, là ou je n'ai pas l'ID.
Je l'ai essayée, réglée, tout content avec des guidages à billes, je faisait
bien mes 900 à 1000 mm/mn !! ravi j'étais !!!
Comme il nous semble que nous allons déménager, j'ai rapatrié ma graveuse,
il y a 3 jours, je l'ai remise en route avec un PC identique à celui dont
je me sert pour l'ID, un vieux DELL tout ce qui à de commun ( pas si identique )
Eh bien, pas moyen d'avancer !! je perdais des tours à qui mieux mieux !!
je suis descendu à 200 mm/mn et j'en perdais en accélération!! ( à 8 )
je me suis creusé la tête jusqu'à aujourd'hui !! j'y ai passé des heures !!!
Je lui ai passé ton prog de rodage pendant des dizaines de minutes,
croyant que les vis étaient en cause graissées etc.etc. !!
Jusqu'au moment ou j'ai eu l'idée de simplement brancher ma graveuse sur
l'ensemble PC de l'ID, juste brancher le câble // !!
Eh ben dans les 30 secondes qui ont suivi, j'ai retrouvé mes 900 mm/mn !!
Donc ça venait du PC !! et pourtant je l'ai testé !!
Alors, as-tu le même PC que l'autre machine ? ou est-il plus " faible " pour
la nouvelle ?
Merci de m'avoir lu !
Hervé
Hervé-34- complétement accro

- Messages : 4608
Points : 5827
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Question parcours d'outil
![]() dh42 Dim 6 Déc 2015 - 21:06
dh42 Dim 6 Déc 2015 - 21:06
Alors, as-tu le même PC que l'autre machine ? ou est-il plus " faible " pour la nouvelle ?
Même PC, même contrôleur, seule la machine change .... et le pb était le même sur la machine précédente ; je pensais juste que les guidages de la PF résistaient trop pour la vitesse demandée, mais sur la PFE ça glisse tout seul ! Le soucis, c'est que tu peux faire 200x le même mouvement et que ça ne bloquera qu'une fois ... ou pas du tout !!
Eh ben dans les 30 secondes qui ont suivi, j'ai retrouvé mes 900 mm/mn !!
Donc ça venait du PC !! et pourtant je l'ai testé !!
Sur que le PC semble aussi avoir son importance, ainsi que ses réglages de base (de windows et du BIOS) ; pour ma part j'ai utilisé 3 PC assez différents, et ça ne semble rien changer au problème. (qui se produit aussi sur les PF)
tu avais copié ton fichier .xml de config d'un PC à l'autre ? .. tu est sur que ce n'est pas un réglage oublié.
Je me souviens d'avoir lu plusieurs fois que des PC semblaient carrément inutilisables pour la CNc, et pas forcément à cause de "trop de modernité" ; pour ma part, j'ai un dual-core récent et un vieux mono-core et le comportement des machines est exactement le même.
Carte mère ou simplement port // défectueux ? ... ça reste une explication pour ton problème. Si tu en a une qui traine, tu peux tenter d'installer une carte PCI-// sur le PC qui ne veux pas.
http://www.ldlc.com/fiche/PB00036506.html
par "testé", que veux tu dire exactement, de quel test s'agit t'il ?. Je doute que ce soit un pb de perf du PC, car avec mach3 réglé à 25000 hz pour le noyau même un PC à 1Ghz à largement assez de rapidité pour gérer des moteurs à 1000 mm/min ... je vois plus une défaillance du port //
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Question parcours d'outil
![]() Cyrille6901 Dim 6 Déc 2015 - 21:28
Cyrille6901 Dim 6 Déc 2015 - 21:28
dh42 a écrit: ce qui ferais un rapide à maxi 5360 mm/min en XY et 2680 pour le Z (mais ça ne dit pas si il reste assez de couple pour maintenir une accélération à 400 à cette vitesse), donc 5000/2500 devrait être un réglage fiable
Bonsoir à tous,
On est loin des 8000mm/min annoncés alors....
Sinon, je ne serai pas vraiment étonné si il s'agissait tout simplement d'un "bug" de windows ou du PC... et comme toi tu utilises ta machine 8h par jour, forcément ça doit t'arriver plus souvent qu'aux autres qui ont la même électronique.... enfin, c'est juste une idée, mais un ordinateur "grand public", ce n'est pas non plus de la qualité "Arianespace"
Cordialement.Cyrille
Cyrille6901- acharné du forum
- Messages : 492
Points : 704
Date d'inscription : 13/08/2015
Age : 46
Re: Question parcours d'outil
![]() dh42 Dim 6 Déc 2015 - 22:41
dh42 Dim 6 Déc 2015 - 22:41
et comme toi tu utilises ta machine 8h par jour, forcément ça doit t'arriver plus souvent qu'aux autres
"Utilisais" serait plus juste, elles ne tournent plus beaucoup depuis quelque temps les machines ; mais c'est vrai que la prod en série à l'avantage d'être un bon banc de test.
On est loin des 8000mm/min annoncés alors....
C'est sur, en fait même si je n'ai pas tenté sur la PFE, sur la PF c'est la limite à laquelle ça ne marche plus du tout ; à 7500 ça arrive à passer 9 x sur 10, à 6000 99x sur 100 ... etc .. ou alors il faut réduire drastiquement l'accélération ; mais en usinage il est plus utile d'avoir une forte accélération qu'une haute vitesse.
enfin, c'est juste une idée, mais un ordinateur "grand public", ce n'est pas non plus de la qualité "Arianespace"
Aussi, resterais à tenter le smoothsteper Ethernet ... peut être un jour ....
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Question parcours d'outil
![]() Hervé-34 Lun 7 Déc 2015 - 0:00
Hervé-34 Lun 7 Déc 2015 - 0:00
Bonsoir David,
dh42 a écrit:Salut Hervé,
Sur que le PC semble aussi avoir son importance, ainsi que ses réglages de base (de windows et du BIOS)
tu avais copié ton fichier .xml de config d'un PC à l'autre ? .. tu est sur que ce n'est pas un réglage oublié. Non, car comme je ne savais pas quoi copier, je me suis refait les réglages, avec les 2 PC allumés !!
Carte mère ou simplement port // défectueux ? ... ça reste une explication pour ton problème. Si tu en a une qui traine, tu peux tenter d'installer une carte PCI-// sur le PC qui ne veux pas. Je vais de ce pas, en " dépouiller " un pour voir si ça le fait !! sinon, c'est vrai que c'est pas cher une PCI
http://www.ldlc.com/fiche/PB00036506.html
par "testé", que veux tu dire exactement, de quel test s'agit t'il ?.oui, c'est le test que Mach 3 propose pour " tester " le PC Je doute que ce soit un pb de perf du PC, car avec mach3 réglé à 25000 hz pour le noyau même un PC à 1Ghz à largement assez de rapidité pour gérer des moteurs à 1000 mm/min ... je vois plus une défaillance du port //
++
David
Je te redit ça bientôt,
Hervé
Hervé-34- complétement accro
- Messages : 4608
Points : 5827
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Question parcours d'outil
![]() dh42 Lun 7 Déc 2015 - 0:32
dh42 Lun 7 Déc 2015 - 0:32
oui, c'est le test que Mach 3 propose pour " tester " le PC
Ok, en fait tout ce que ça teste c'est la stabilité de l'horloge, mais pas le port // (la preuve, je peux le lancer sur mon PC qui n'a même pas de port //).
Pour ma part, après quelques heures de recherches supplémentaires, je pense que je vais privilégier le SmoothStepper aux drivers numériques, ainsi je m'affranchirais complètement des perf du PC et des problèmes liés au fait que la moindre perturbation du système (windows) peux faire perdre des pas (simplement bouger la souris ou pire ce qui marche à tous les coups, trifouiller la vue des parcours sur mach3) ... en plus, le SS me coute moins cher que 4 drivers numériques avec à mon avis plus de chances de solutionner le pb (et en plus ça marche avec un portable, même si ce n'est pas vraiment le but recherché)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Question parcours d'outil
![]() Hervé-34 Lun 7 Déc 2015 - 13:11
Hervé-34 Lun 7 Déc 2015 - 13:11
dh42 a écrit: je pense que je vais privilégier le SmoothStepper aux drivers numériques,
++ David
Tu peux expliquer ce que c'est ? et comment ça marche ? ou comment on s'en sert ??
Je l'ai déjà entendu ce terme, mais je n'y ai rien compris !!
Merci à toi,
Hervé
Hervé-34- complétement accro
- Messages : 4608
Points : 5827
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Question parcours d'outil
![]() dh42 Lun 7 Déc 2015 - 16:13
dh42 Lun 7 Déc 2015 - 16:13
Et bien je ne suis pas électronicien donc je ne pourrais pas rentrer dans les détails ... ni garantir que j'ai tout compris ...
si j'ai bien capté:
Pour faire tourner des PàP, il faut envoyer des impulsions sur les drivers moteur ; chaque impulsion fait tourner le moteur d'un pas (ou fraction de pas si en mode µpas) ; donc le nb d’impulsions donne la distance à parcourir et le temps mis pour envoyer ces impulsions donne la vitesse.
En port //, Mach3 calcule combien il faut d'impulsions et en combien de temps elles doivent être envoyées aux drivers (fréquence), puis créé lui même ces impulsions ; ce qui nécessite une horloge du PC parfaitement stable et qui ne soit pas perturbée par le multitâche de Windows, qui est toujours susceptible de mettre mach3 "en pause" quelques millisecondes le temps de faire autre chose .... et c'est la cata, car les impulsions envoyées par le PC ne sont plus synchro et le moteur perd des pas.
Avec un SmoothStepper (SS), mach3 ne génère plus les impulsions lui même, il ne fait que dire au SS combien d’impulsions générer en combien de temps, et c'est le SS qui crée ces impulsions et les envoi aux drivers (via une BoB). Le SS ne peux donc pas être perturbé par ce qui se passe sur le PC, et bien sur, c'est un circuit spécialement fait pour ce type de job qui génère les impulsions, ce qui n'est pas vraiment le cas d'un port // ; ça permet donc une meilleure gestion des moteurs.
D'un point de vu pratique, le SS est intercalé entre le PC et le contrôleur, et il faut un plugin pour Mach3 pour le gérer. (donc s'assurer que c'est une version compatible)
D'un coté il est relié au PC en USB ou en Ethernet (préférable) et de l'autre, il dispose d'un port // qui se connecte directement au port // de ton contrôleur (BoB). (ça ne remplace donc pas le contrôleur)
Le "vrai" SS dispose de 3 ports // en sortie, ce qui permet en plus de gérer un tas d'entrées/sorties supplémentaires
http://www.ebay.fr/itm/CNC-Ethernet-SmoothStepper-for-Mach3-Mach-4-CNC-Smooth-Stepper-Motion-Control-/271242258619?hash=item3f274c68bb:g:yUAAAOSwQiRUl4sH
voila, si les électroniciens peuvent confirmer, ce serait bien
++
David
Dernière édition par dh42 le Mer 4 Mai 2016 - 18:34, édité 1 fois
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Question parcours d'outil
![]() Hervé-34 Lun 7 Déc 2015 - 17:44
Hervé-34 Lun 7 Déc 2015 - 17:44
Bon, j'ai à peut près tout compris !! merci !!
Sauf; qu'est-ce que le branchement Ethernet ? ça ce branche où ?
-- sur la photo du lien, je n'ai pas vu de prise pour le branchement du câble // ?
ou alors j'ai pas bien regardé !!
Merci
Hervé
Hervé-34- complétement accro
- Messages : 4608
Points : 5827
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Question parcours d'outil
![]() Cyrille6901 Lun 7 Déc 2015 - 19:29
Cyrille6901 Lun 7 Déc 2015 - 19:29
Je ne connaissais pas ce truc... Si ça marche vraiment ça vaut le coup c'est sûr, même si ce n'est pas donné.
Au sujet des vitesses max et accélérations; j'ai fait quelques essais sur X et Y à 8000mm/min et 500mm/sec en accélération. Visiblement les moteurs ne brochent pas, ça à l'air de marcher; toutefois j'ai remarqué qu'en bout de course (avec limites logicielles), le freinage n'est pas très fluide et ça fait comme des petits a-coups si on regarde de près. Peut être est-ce normal vu la vitesse élevée, le poids du portique et donc le couple demandé au moteur pour le stopper.
Cordialement. Cyrille
Cyrille6901- acharné du forum
- Messages : 492
Points : 704
Date d'inscription : 13/08/2015
Age : 46
Page 1 sur 6 • 1, 2, 3, 4, 5, 6

 Sujets similaires
Sujets similaires» Optimiser les parcours d'outils
» Parcours d'usinage 3d
» Parcours bizarre ????
» Parcours d'un "audiophile"