






télécommande type ramses...
Page 3 sur 6 •  1, 2, 3, 4, 5, 6
1, 2, 3, 4, 5, 6 

 Re: télécommande type ramses...
Re: télécommande type ramses...
![]() diomedea Mer 30 Déc - 16:37
diomedea Mer 30 Déc - 16:37
Bon, j'ai transféré tout les fichiers de l'ordi de la machine sur celui ci, et ça ne semble pas mieux...
J'ai ça:
Est ce l'archive dont tu parle?

Alors ça je ne vois pas du tout ce que c'est...dh42 a écrit:... je te conseillerais de ré activer l'affichage des extensions de fichiers, c'est plus clair pour s'y retrouver.
diomedea- complétement accro

- Messages : 12658
Date d'inscription : 14/01/2009

Re: télécommande type ramses...
![]() dh42 Mer 30 Déc - 16:47
dh42 Mer 30 Déc - 16:47
Oui, c'est ça ; et ton fichier de config écran s’appelle JP_BZT.
1) sans toucher à ton insta de Mach3:
copie le contenu du dossier Bitmaps de l'archive (le dossier nommé David) dans le dossier Bitmaps de Mach3 (ce dossier David contient des images de boutons "francisés" spécifiques à mon interface)
copie JP_BZT.set dans le dossier Mach3
2) ouvre Mach3 ; il aura la même apparence que précédement
3) menu View/load screen -> cherche le fichier JP_BZT.set que tu viens de copier et charge le ... ton affichage devrait changer.
http://www.commentcamarche.net/faq/825-afficher-les-extensions-et-les-fichiers-caches-sous-windowsAlors ça je ne vois pas du tout ce que c'est...
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: télécommande type ramses...
![]() diomedea Mer 30 Déc - 17:12
diomedea Mer 30 Déc - 17:12
Par contre il manque plein de boutons, j'ai pas du les coller dans le bon fichier!

En tout cas, j'arrive à l'ouvrir dans Machscreen.

J'ai mis les fichiers ici:


diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: télécommande type ramses...
![]() Cyrille6901 Mer 30 Déc - 20:06
Cyrille6901 Mer 30 Déc - 20:06
J'avais le même souci, David confirmera mais je crois qu'il faut copier le dossier entier nommé David, pas seulement son contenu. Dans Machscreen, si tu cliques sur un des trois boutons manquant, tu aura le chemin exact où ies fichiers devraient se trouver.
Cordialement. Cyrille

Cyrille6901- acharné du forum

- Messages : 492
Points : 704
Date d'inscription : 13/08/2015
Age : 46
Re: télécommande type ramses...
![]() dh42 Mer 30 Déc - 21:14
dh42 Mer 30 Déc - 21:14
oui, c'est ça, c'est le dossier David (et tout son contenu) qu'il faut copier dans C:\Mach3\Bitmaps\
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: télécommande type ramses...
![]() diomedea Jeu 31 Déc - 8:01
diomedea Jeu 31 Déc - 8:01
C'est bon, ça marche!

Maintenant que j'ai la possibilité de me faire mon propre écran j'aimerais simplifier celui ci, en effet, il y a une foule de chose dont je ne me sert jamais... Peut être simplement parce que je ne sais pas ce que c'est!
David, peux tu m'en dire plus sur ce qui suit:
"V constante" "Arrêt sur M01" ?
Je ne me sert que de: "Ouvrir G-Code", "Fermer G-Code", "Démarrer ici" , mais en faisant défiler le G-Code, et évidemment des 3 touches de gauche!

"M" "G" "Historique" "Effacer" "Affichage 3D on/off" ?
"Offset 0.00" et "Offset courant" ? Je n'utilise ni "V palp." ni "Haut. Palpeur"

Je n'utilise que le pourcentage, en rentrant la valeur au clavier.
Quel est l'utilité de: "Manuel ON/OFF Ctrl-Alt-J"

Quelle est l'utilité de la case du haut?
Seul le Voyant "Changement d'outil" me parait utile.
Je n'utilise jamais "Z+0.5" et "Z+10"
"G54 à G59" ? "Coordonnées courantes G 54" ?
"Durée 00:00" ?

Je n'utilise jamais ces fonctions, de mémoire j'ai du l'essayer, mais sans effet...

Je n'utilise jamais "XYZ=0" ni les "Reste à parcourir"

Je n'utilise que le "Soft limits" J'ignore tout de l'utilité du reste...

Je n'utilise que "Marche" et "Arrêt"
Le reste n'est d'aucune utilité, puisque je ne peux pas piloter la vitesse de ma broche via Mach3.
Je ne regarde jamais le compteur horaire.

J'ouvre parfois les pages "Simulations" "Limites et utilitaires" réglages" diag" mais sans réellement savoir à quoi elles correspondent...
"Mill-> G15 ............................................G97" ?

?

Et puisqu'on y est!
Comment modifier la taille du rectangle en rouge directement dans Cambam, et sans avoir à tous reprendre aux niveaux des fonctions d'usinages?

Bonne journée,
JPaul
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: télécommande type ramses...
![]() c.phili Jeu 31 Déc - 9:20
c.phili Jeu 31 Déc - 9:20
Tu la modifie et OK
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)


c.phili- Modérateur

- Messages : 3568
Points : 7571
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: télécommande type ramses...
![]() diomedea Jeu 31 Déc - 10:25
diomedea Jeu 31 Déc - 10:25
Il n'y a pas plus simple? Parce que c'est pas très intuitif!

Mais quand je le modifie, je n’arrive pas à conserver les opérations d'usinages, elles disparaissent...
Je me rappelle avoir vu David récupérer un fichier d'usinage et le réutiliser sur une autre pièce... mais ou?
Pour Machscreen, ça commence à rentrer!

Je me suis amusé à mettre un coup de poing, et ça marche! Par contre, je n'arrive pas à modifier le "Reset" d'origine.
J'ai récupéré L'AU de la CNC modélisé sur SW, puis je l'ai détouré sur PS et enregistré sous PNG pour ne garder que le cercle.
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: télécommande type ramses...
![]() beni Jeu 31 Déc - 14:52
beni Jeu 31 Déc - 14:52
Mais quand je le modifie, je n’arrive pas à conserver les opérations d'usinages, elles disparaissent...
chez moi ça fonctionne, tu sélectionnes le carré puis tu changes les valeurs et tu régénères le gcode.
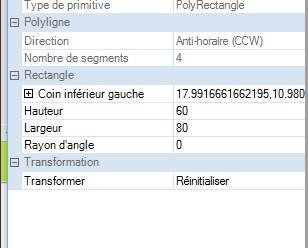
es-tu que ce soit bien un polyrectangle et non une polyligne ?

beni- complétement accro
- Messages : 727
Points : 1786
Date d'inscription : 31/08/2011
Age : 45
Localisation : Guyane
Re: télécommande type ramses...
![]() diomedea Jeu 31 Déc - 15:37
diomedea Jeu 31 Déc - 15:37
C'est un DXF importé... Comment savoir de quoi il s'agit?
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: télécommande type ramses...
![]() beni Jeu 31 Déc - 16:01
beni Jeu 31 Déc - 16:01
Mais vu que c'est un dxf importé, ce sera surement une polyligne ou peu être une spline je pense. Le mieux, si tu dois le remodifier ou juste pour être plus propre, tu devrais peu être le redessiner.

mais par contre, que l'opération d'usinage disparaisse, c'est quand même pas normal.
beni- complétement accro
- Messages : 727
Points : 1786
Date d'inscription : 31/08/2011
Age : 45
Localisation : Guyane
Re: télécommande type ramses...
![]() diomedea Jeu 31 Déc - 16:44
diomedea Jeu 31 Déc - 16:44
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: télécommande type ramses...
![]() Strib Jeu 31 Déc - 16:49
Strib Jeu 31 Déc - 16:49
J'arrive trop tard, désolé : CTRL + E (modifier l'échelle), et tu rentres les nouvelles mesures
A+
Stéphane

Strib- complétement accro
- Messages : 2473
Points : 4676
Date d'inscription : 25/04/2012
Age : 52
Localisation : Corse du Sud -
Re: télécommande type ramses...
![]() dh42 Jeu 31 Déc - 17:04
dh42 Jeu 31 Déc - 17:04
Oui, c'est une polyligne, pas un rectangle donc tu ne peux pas modifier la taille directement.
Pour ré affecter (ou ajouter) des tracés à une op d'usinage existante, c'est tout simple:
1) clic droit sur l'op d'usinage dans l'arborescence.
2) dans le menu contextuel -> sélectionner les objets de dessin, puis clique les objets à assigner à l'opération (éventuellement avec la touche ctrl enfoncée pour une sélection multiple ; tu peux aussi désélectionner des objets de dessin que tu voudrait retirer d'une op d'usinage)
3) valide par le touche Entrée ou par le bouton du milieu de la souris.
pour les questions sur l'interface de Mach3 ..... Je reviendrais ..

++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: télécommande type ramses...
![]() diomedea Jeu 31 Déc - 17:12
diomedea Jeu 31 Déc - 17:12
Ça marche... mais l'inconvénient c'est qu'il se déplace... C'est pas simple!
Ce qui serait bien, c'est que je puisse récupérer mes opérations d’usinages, entre deux passages sur SW, parce que sur SW sa prend trois secondes!
Salut David,
je viens de voir ta réponse!
Prend ton temps, y'a pas d'urgence!
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: télécommande type ramses...
![]() dh42 Jeu 31 Déc - 17:37
dh42 Jeu 31 Déc - 17:37
Ça marche... mais l'inconvénient c'est qu'il se déplace... C'est pas simple!
Oui, c'est l'inconvénient de la commande de changement d'échelle ; la modif se fait systématiquement en utilisant le centre de l'univers (de la croix) comme centre de transformation. Quand j'aurais le temps et l'inspiration, je rajouterais un onglet de plus à mon plugin "Déplacement numérique" pour sélectionner le centre de transformation (comme pour les rotations)
il existe par contre un script en python qui permet de modifier l'échelle en prenant le centre de l'objet (de chaque objet si plusieurs sélectionnés) comme centre de transformation. (PJ)
1) dans CB, menu outil/explorer le dossier système -> une fenêtre win s'ouvre.
2) décompressez le fichier en PJ et mettez le dans le dossier script qui est dans la fenêtre qui s'est ouverte.
pas besoin de redémarrer CB
pour l'utiliser:
menu script/ouvrir -> ouvrir le fichier que l'on viens de copier (redim_en_place.py)
une fenêtre script s'ouvre ; elle contient le texte du script.
1) sélectionnez l'objet (ou les objets) à redimensionner.
2) dans le texte du script, modifier la ligne: scale=2 .. et remplacer le 2 par la valeur d'échelle que vous voulez.
3) dans le menu de la fenetre script, outils/compiler(F5) pour lancer l’exécution.
++
David
- Fichiers joints

- Redim_en_place.zip Vous n'avez pas la permission de télécharger les fichiers joints.(1 Ko) Téléchargé 5 fois
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: télécommande type ramses...
![]() dh42 Jeu 31 Déc - 17:42
dh42 Jeu 31 Déc - 17:42
Je ne sais pas si le pb pour ton rectangle était d'ajuster le "jeu" suite à un essais d'usinage, mais si c'est le cas, il y a une autre méthode "prévue" pour ça.
Il s'agit de ne pas toucher au dessin, mais d'ajouter une sur épaisseur positive ou négative à l'op d'usinage de façon à couper plus ou moins de matière.
(paramètre Surépaisseur dans la zone "contrôle des déplacements latéraux)
Exemple, sur ton rectangle, si tu veux le faire 0.5 mm plus grand (tout le tour) tu peux mettre la valeur de surépaisseur à -0.5 (surépaisseur négative pour enlever plus de matière que prévue, ou positive pour enlever moins de matière)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: télécommande type ramses...
![]() diomedea Jeu 31 Déc - 17:58
diomedea Jeu 31 Déc - 17:58
Non pas du tout, le nouveau rectangle n'est pas un simple changement d'échelle...dh42 a écrit:Je ne sais pas si le pb pour ton rectangle était d'ajuster le "jeu" suite à un essais d'usinage...
Mais j'en reparlerais quand j'aurais reçu ma nouvelle commande de fraises! Les Z3 Tin pour l'acier (Ø1mm) dans le PVC ça l'a pas fait!
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: télécommande type ramses...
![]() Strib Jeu 31 Déc - 18:17
Strib Jeu 31 Déc - 18:17
Pour les plastiques, en général, je tourne doucement et j'avance vite, ça résout pas mal de problèmes
A+
Stéphane
Strib- complétement accro
- Messages : 2473
Points : 4676
Date d'inscription : 25/04/2012
Age : 52
Localisation : Corse du Sud -
Re: télécommande type ramses...
![]() dh42 Jeu 31 Déc - 18:40
dh42 Jeu 31 Déc - 18:40
"V constante" "Arrêt sur M01" ?
Vconstante (le bouton) permet de passer du mode "vitesse constante" au mode "trajectoire exacte" et vice-versa si rien d'autre n'a été défini dans le Gcode (donc dans les op de cambam), et bien sur la LED indique si tu est en V constante (V constante = Mach tente de conserver une vitesse de déplacement constante, mais à haute vitesse il peut en résulter qu'il "coupe les virages")
arrêt sur M01: tu peux ajouter manuellement dans le Gcode (ou dans un pied d'op d'usinage dans Cambam) une commande M01 ; c'est une pause qui ne sera effectuée que SI arrêt sur M01 est actif (contrairement à M00 qui est une pause obligatoire) .. ça peut être utile pour la mise au point de programme ; tu met des pause M01, et quand tout est au point, il te suffit de désactiver l'option sans avoir à retoucher le code pour les enlever.
"M" "G" "Historique" "Effacer" "Affichage 3D on/off" ?
M et G affiche la liste des codes du Gcode compris par Mach3, ainsi que leur syntaxe et une mini doc.
Historique: affiche la liste des opération faites sur mach3, avec l'heure exacte de ce qui s'est passé (heure de début d'usinage d'une opération, heure des changements d'outils, des messages d'erreur etc ..)
effacer: efface les messages d'erreurs/infos affichés plus bas.
Affichage 3D on/off: permet de désactiver l'affichage des parcours d'outils ; parfois utile en usinage 3D si la carte VGA est faiblarde, acr ça ralentis Mach3 et provoque des pertes de pas.
"Offset 0.00" et "Offset courant" ? Je n'utilise ni "V palp." ni "Haut. Palpeur"
ne touche à rien ici, tous est nécessaire pour le fonctionnement du code de palpage ; si tu efface un truc, ça ne marchera plus.
V palp = vitesse utilisée pour le palpage (mettre à 300)
Haut palp= hauteur de ton palpeur d'outil (donc à régler avec précision si tu veux que ton 0 en Z soit ok) .. sur le palpeur sorotec ça doit tourner autour des 38mm
offset courant= le décalage éventuel entre le point 0 en Z que tu veux (par exemple la surface de la pièce) et le point ou est réellement posé le palpeur (par exemple sur la table)
Quel est l'utilité de: "Manuel ON/OFF Ctrl-Alt-J"
Active/désactive les déplacements manuels par les touches clavier/jog ..
Pour les outils, effectivement si comme moi tu ne gère pas de base de donnée d'outil dans Mach3, seul la LED et la case Outil sont vraiment utile. (Outil, c'est le n° d'outil défini dans le Gcode, donc dans Cambam, c'est bien utile pour vérifier que l'on monte le bon outil)
"G54 à G59" ? "Coordonnées courantes G 54" ?
C'est comme des mémoires de position ; chaque G5x peut contenir une origine 0,0,0 (pièce) différente ; par défaut c'est le G54 qui est utilisé.
Exemple, tu définis ton 0,0,0 à l'angle de ton martyre pour faire un travail, et tu a un autre job qui nécessite de faire le 0,0,0 ailleurs. Plutôt que de perdre ton 0,0,0 définis à l'angle et qui sert souvent, tu passe en G55 (par exemple) en cliquant sur G55, et tu fait ton 0,0,0 à une autre position ; celle à l'angle du martyre (en G54) ne sera pas perdu et tu pourra y revenir simplement en cliquant sur G54.
par défaut au démarrage Mach utilise les coordonnées en G54.
"Durée 00:00" ?
temps d'usinage en cours
Je n'utilise jamais ces fonctions, de mémoire j'ai du l'essayer, mais sans effet...
Le curseur vert et les 2 flèches permettent d'augmenter/diminuer la V d'avance (en cours d'usinage), mais aussi le rapide (qui ne peux pas augmenter mais seulement diminuer) ; ça peut permettre d'ajuster "à l'oreille" la V d’avance en cours d'usinage.
Lorsque tu n'est pas sur de ce qui vas se passer, ça permet aussi de réduire fortement avance et avance rapide, ça te permet de voir ce qui se passe "lentement", de préférence en cochant aussi le mode "pas à pas" (un clic sur départ cycle = une seule ligne exécutée à la fois).
Conjointement aux afficheurs "Reste à parcourir" tu peux par exemple voir ce que l'axe doit encore parcourir comme distance et te rendre compte d'une blague ... du genre : je suis à 2mm au dessus de la pièce et le Z me dit que j'ai 20mm à parcourir ... si je ne suis pas censé creuser de 18mm dans la pièce, c'est qu'il y a un truc qui ne vas pas.
Reset: remet à 100% de la v d'avance.
Assistants: affiche la liste des assistants (= menu Wizard/pick wizard)
centre cercle: lance directement l'assistant permettant de trouver le centre d'un cercle (ou autre)
Dernier assist.: relance le dernier assistant utilisé
mem pos: mémorise la position actuelle des axes (en coord machine)
>> pos: les axes retournent à la position mémorisée (les 3 afficheurs au dessus des boutons montre la position mémorisée en coord machine)
XYZ à droite: les coordonnées machine courantes.
regen toolpath: régénère l'affichage des parcours d'outil (à conserver, parfois nécessaire)
Display mode/jog follow: change la manière dont sont affichés les parcours d'outil (suivi de l'outil, vue de la zone d'usinage)
Pour la broche, sans pilotage de la vitesse, seul le M/A et éventuellement Réelle sont utiles (affiche la vitesse programmée dans le Gcode)
Le compteur d'heure ne peux fonctionner que si tu a aussi installé les macros commandes spécifiques (voir la doc de l'archive que je t'avais envoyée)
Je l'avais fait pour ne pas oublier de changer les charbons sur la Kress.
"Mill-> G15 ............................................G97" ?
Affiche les codes d'initialisation ; autrement dit les réglages "de base " pour le Gcode en cours (ex: G17 = plan XY, G21 = mm, G54 jeu de coordonnées courantes utilisée)
permet d'entrer du Gcode à la volée: exemple, si tu tape M3 (puis Entrée pour valider) ta broche va démarrer, si tu tape M5 elle vas s’arrêter.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: télécommande type ramses...
![]() Hervé-34 Ven 1 Jan - 0:17
Hervé-34 Ven 1 Jan - 0:17
Bonsoir David,
Pendant que tu es sur des explications Mach3,
Peux-tu me dire vite fait comment je peut ( si c'est possible !! )
régler la vitesse de ma broche ( VDF Hang ) à travers Mach3 ??
Merci , et tous mes vœux pour cette nouvelle année !!
Hervé
Hervé-34- complétement accro
- Messages : 4609
Points : 5828
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: télécommande type ramses...
![]() Cyrille6901 Ven 1 Jan - 5:58
Cyrille6901 Ven 1 Jan - 5:58
Je me permet d'ajouter une autre petite question Mach3:
Avec EMC2, j'enclenchais l'aspi (arrosage) avant de lancer le programme et s'arrêtait tout seul à la fin; avec mach3 je suis obligé de le stopper manuellement en fin de programme. Y a t'il une option d'arrêt automatique ?
Cordialement. Cyrille
Cyrille6901- acharné du forum
- Messages : 492
Points : 704
Date d'inscription : 13/08/2015
Age : 46
Re: télécommande type ramses...
![]() diomedea Ven 1 Jan - 9:53
diomedea Ven 1 Jan - 9:53
Et bonne année à tous!
Merci David, il me reste plus qu'à métaboliser tout ça!
J'ai quand même poursuivi mes essais et recherches sur MachScreen et je bute sur quelques trucs...
Je voudrais faire quelque chose de sobre comme l'ébauche ci dessous: Comme je n'arrive pas faire des inscriptions verticales comme le "REF ALL HOME" sur un "Bouton", j'ai utilisé un "Bouton image" avec une image JPEG faite sur PS (ou autre), mais comme je n’arrive pas à édité les boutons d'origines, je suis contrains de les effacer pour les remplacer...

... Mais pour "REF ALL HOME" il y a un loup! Je n'ai pas trouver le code dans la liste...

En double cliquant sur: "Exécuter code", j'ouvre cette fenêtre.

Il semble que l'on ne puisse pas intervenir sur ces touches :

Bonne journée,
JPaul
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: télécommande type ramses...
![]() dh42 Ven 1 Jan - 16:46
dh42 Ven 1 Jan - 16:46
Peux-tu me dire vite fait comment je peut ( si c'est possible !! )
régler la vitesse de ma broche ( VDF Hang ) à travers Mach3 ??
Je suppose que tu veux parler d'une VFD Huanyang ? .... ça n'a rien de simple ; Totem avait fait un article ici
http://www.metabricoleur.com/t3028-broche-vfd-huanyang-conseils-pour-mise-en-service-svp#45466
Avec EMC2, j'enclenchais l'aspi (arrosage) avant de lancer le programme et s'arrêtait tout seul à la fin; avec mach3 je suis obligé de le stopper manuellement en fin de programme. Y a t'il une option d'arrêt automatique ?
Il suffit d'éditer ton post processeur sur CamBam ; dasn la section "Pied de page" tu a le set de macro suivant:
{$clearance}
{$spindle(off)}
{$cbfile.footer}
{$endrewind}
il suffit de mettre un M9 juste avant le M30 ( {$endrewind} ) et l'aspi/lubrif s’arrêtera à la fin du programme.
{$clearance}
{$spindle(off)}
{$cbfile.footer}
M9
{$endrewind}
Je voudrais faire quelque chose de sobre comme l'ébauche ci dessous: Comme je n'arrive pas faire des inscriptions verticales comme le "REF ALL HOME" sur un "Bouton", j'ai utilisé un "Bouton image" avec une image JPEG faite sur PS (ou autre), mais comme je n’arrive pas à édité les boutons d'origines, je suis contrains de les effacer pour les remplacer...
il suffit de changer le chemin d'accès à l'image dans la case entourée en rouge (un premier clic pour sélectionner la ligne, et un 2ieme pour accéder au sélecteur de fichier)

... Mais pour "REF ALL HOME" il y a un loup! Je n'ai pas trouver le code dans la liste...
Il n'y a pas de code unique pour "ref all home", c'est un bouton qui lance un script en Visual Basic (donc le code que tu trouve dans exécuter code)
Il semble que l'on ne puisse pas intervenir sur ces touches :
Si, mais ce sont des boutons accessibles sur toutes les pages ... et ce type de boutons (et autres "objets") se trouve sur la page 0 ; il faut donc que tu sélectionne cette page dans la liste en haut à gauche de la fenêtre de paramétrage. Tout ce qui est créé sur la page 0 apparaitra dans toutes les pages (écrans)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: télécommande type ramses...
![]() diomedea Ven 1 Jan - 17:05
diomedea Ven 1 Jan - 17:05
Merci David!
Mais là j'ai un gros problème... Je ne vois plus que ça:

Impossible de voir la page de MachScreen! C'est survenu après plusieurs plantages.
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Page 3 sur 6 • 1, 2, 3, 4, 5, 6

 Sujets similaires
Sujets similaires» une télécommande MACH3
» TELECOMMANDE MPG PENDANT CNC
» télécommande mach3
» MANIVELLE en connexion USB