






Festool CN pour queues d'arondes...
Page 3 sur 5 •  1, 2, 3, 4, 5
1, 2, 3, 4, 5 

 Re: Festool CN pour queues d'arondes...
Re: Festool CN pour queues d'arondes...
![]() Strib Jeu 2 Oct 2014 - 16:23
Strib Jeu 2 Oct 2014 - 16:23
C'est vraiment bluffant !
Petite question, tu dessines tes queues d'aronde sur SW avant d'importer dans cambam, ou tu dessines tout sur cambam ?
A+
Stéphane
Strib- complétement accro

- Messages : 2473
Date d'inscription : 25/04/2012 -


Re: Festool CN pour queues d'arondes...
![]() toutenbois Jeu 2 Oct 2014 - 17:13
toutenbois Jeu 2 Oct 2014 - 17:13
diomédéa a écrit:Je comprends parfaitement! Personnellement je vois plutôt ça comme une mécanisation de taches rébarbatives... Pourtant vu ta maitrise de la 3D, je t'aurais bien vue t'amusant avec ce type de bécane... Cela dit, rien ne t'empêche de faire des QA à la main ou à la défonceuse sous table, et d'avoir une CNC!
j'y viendrai peu être un jour...

toutenbois- complétement accro
- Messages : 2049
Points : 4170
Date d'inscription : 13/09/2013
Age : 48 -
Re: Festool CN pour queues d'arondes...
![]() diomedea Sam 4 Oct 2014 - 9:45
diomedea Sam 4 Oct 2014 - 9:45
Je n'avais pas encore lu vos derniers messages... Merci!
Sincèrement, je ne l'était pas non plus!sangten a écrit:Je suis comme Samuel pour les QA, mais je reconnais la qualité et la beauté du travail. Je ne suis pas encore prêt pour la CN...
Oui Stéphane, c'est parti d'une modélisation SW.
Sur Cambam j'en suis bien incapable!
JPaul

diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Festool CN pour queues d'arondes...
![]() Brouno Sam 4 Oct 2014 - 9:55
Brouno Sam 4 Oct 2014 - 9:55


Brouno- complétement accro
- Messages : 2932
Points : 3634
Date d'inscription : 23/09/2014
Age : 67
Localisation : Doubs
Re: Festool CN pour queues d'arondes...
![]() diomedea Sam 4 Oct 2014 - 10:28
diomedea Sam 4 Oct 2014 - 10:28
Tu semble oublier que bientôt tu vas avoir la même machine!
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Festool CN pour queues d'arondes...
![]() Brouno Sam 4 Oct 2014 - 11:05
Brouno Sam 4 Oct 2014 - 11:05
diomedea a écrit:
Tu semble oublier que bientôt tu vas avoir la même machine!
Oui, mais pour faire le gabarit, la machine ne suffit pas... Sinon tu publie les plans dans la revue Bois+
PS : Super ta desserte billot.
Brouno- complétement accro
- Messages : 2932
Points : 3634
Date d'inscription : 23/09/2014
Age : 67
Localisation : Doubs
Re: Festool CN pour queues d'arondes...
![]() diomedea Sam 4 Oct 2014 - 11:15
diomedea Sam 4 Oct 2014 - 11:15
Merci!Brouno a écrit:PS : Super ta desserte billot.
De quel gabarit parle tu?
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Festool CN pour queues d'arondes...
![]() Brouno Sam 4 Oct 2014 - 16:45
Brouno Sam 4 Oct 2014 - 16:45
Brouno- complétement accro
- Messages : 2932
Points : 3634
Date d'inscription : 23/09/2014
Age : 67
Localisation : Doubs
Re: Festool CN pour queues d'arondes...
![]() Patrick le Belge Dim 5 Oct 2014 - 5:00
Patrick le Belge Dim 5 Oct 2014 - 5:00

Patrick le Belge- complétement accro
- Messages : 2822
Points : 6440
Date d'inscription : 15/06/2011
Age : 75
Localisation : Comines Belgique -
Re: Festool CN pour queues d'arondes...
![]() athanase Dim 5 Oct 2014 - 15:20
athanase Dim 5 Oct 2014 - 15:20
Hâte de voir tes prochaines réalisations, tu mets la barre très haut !
A+
Denis

athanase- complétement accro
- Messages : 648
Points : 1160
Date d'inscription : 10/01/2014
Age : 54
Localisation : Tarn
Re: Festool CN pour queues d'arondes...
![]() kristoc'h Mar 7 Oct 2014 - 20:30
kristoc'h Mar 7 Oct 2014 - 20:30
bravo! respect J Paul!
j'en est rêvé, tu l'as fait.
je me disais bien qu'un jour il y aurait quelqu'un qui trouverait un système pour motoriser une machine du style woodrat.
ton système oscille entre la magie et le génie.
merci pour le partage

kristoc'h- je prends du galon

- Messages : 52
Points : 126
Date d'inscription : 23/04/2012
Age : 49
Localisation : Penn Ar Bed
Re: Festool CN pour queues d'arondes...
![]() dh42 Sam 10 Jan 2015 - 23:03
dh42 Sam 10 Jan 2015 - 23:03
@JP ; un script CamBam qui arrive à point nommé, comme s'il était fait pour toi
http://www.metabricoleur.com/t8580-script-tenons-mortaises
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Festool CN pour queues d'arondes...
![]() diomedea Dim 11 Jan 2015 - 7:34
diomedea Dim 11 Jan 2015 - 7:34
Merci David, Je viens juste de lire le sujet!
Il va falloir que je m'y remette un peu, la dernière fois qu'elle a servi c'était le 19 novembre!

Comment prévoit il les usinages en bout, comme moi ou en montant la broche à l'horizontale?
++
JPaul
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Festool CN pour queues d'arondes...
![]() Strib Dim 11 Jan 2015 - 10:07
Strib Dim 11 Jan 2015 - 10:07
diomedea a écrit:Bonjour à tous,
Comment prévoit il les usinages en bout, comme moi ou en montant la broche à l'horizontale?
++
JPaul
Bonjour JPaul,
Rassures toi, la configuration par défaut est adaptée à ton montage
A+
Stephane

Strib- complétement accro
- Messages : 2473
Points : 4676
Date d'inscription : 25/04/2012
Age : 52
Localisation : Corse du Sud -
Re: Festool CN pour queues d'arondes...
![]() diomedea Dim 11 Jan 2015 - 10:37
diomedea Dim 11 Jan 2015 - 10:37
Ok!
Sinon je suppose qu'il faut changer de position à la broche ?
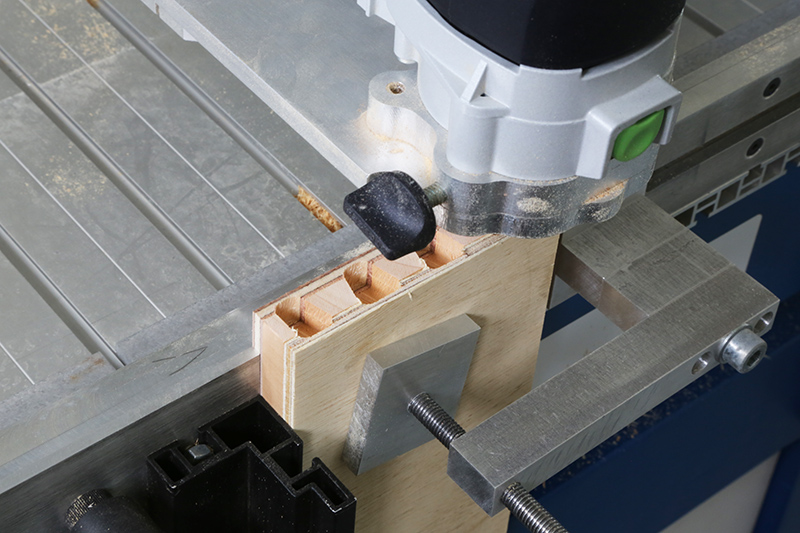
Cela dit, la configuration travail en bout est quand même bien pratique, comme ici pour des assemblages par tourillons.

On aperçois le gabarit pour les perçage à plat sur la table.
Bon dimanche,
JPaul
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Festool CN pour queues d'arondes...
![]() quentin91800 Dim 11 Jan 2015 - 10:47
quentin91800 Dim 11 Jan 2015 - 10:47
Avec quel types de fraises ou mèche réalise tu tes perçages, j'ai vu dernièrement des mèches que l'on utilise dans l'industrie du bois avec des queue de 8 (habituellement elles sont en 10).

quentin91800- complétement accro
- Messages : 1264
Points : 3226
Date d'inscription : 02/01/2011
Age : 31
Localisation : Annecy
Re: Festool CN pour queues d'arondes...
![]() diomedea Dim 11 Jan 2015 - 11:56
diomedea Dim 11 Jan 2015 - 11:56
Ce sont des forets à métaux série courte.
Mais je pense me prendre les forets dont tu fais allusion, ce doit être les mêmes que ceux que l'on utilise sur les tourillonneuses.
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Festool CN pour queues d'arondes...
![]() quentin91800 Dim 11 Jan 2015 - 12:48
quentin91800 Dim 11 Jan 2015 - 12:48
Il y a différent types de forets pour les perceuses multibroches, ceux pour perçage non débouchant et ceux débouchant qui on l'avantage de ne pas avoir besoin de martyr pour éviter les éclats à la sortie.
Généralement elles sont en carbure c'est parfait pour percer le MDF ou l'agglo et le CP !
Mèches de types non débouchant
Mèches de types débouchant
J'en ai récupérer quelque un en queue de 10 je vais essayer de les reprendre en pince pour avoir une queue de 8
quentin91800- complétement accro
- Messages : 1264
Points : 3226
Date d'inscription : 02/01/2011
Age : 31
Localisation : Annecy
Re: Festool CN pour queues d'arondes...
![]() diomedea Dim 11 Jan 2015 - 12:51
diomedea Dim 11 Jan 2015 - 12:51
Non je n'ai pas trop de brulures, mais il ne faut pas hésiter à réduire la vitesse de coupe.
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Festool CN pour queues d'arondes...
![]() quentin91800 Dim 11 Jan 2015 - 12:55
quentin91800 Dim 11 Jan 2015 - 12:55
J'oubliait, la couleur est normalisé pour le sens de rotation !
Orange c'est le sens de rotation à droite
Noir c'est le sens de rotation à gauche (le plus classique)
quentin91800- complétement accro
- Messages : 1264
Points : 3226
Date d'inscription : 02/01/2011
Age : 31
Localisation : Annecy
Re: Festool CN pour queues d'arondes...
![]() diomedea Dim 11 Jan 2015 - 13:00
diomedea Dim 11 Jan 2015 - 13:00

diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
temp_postJP
![]() quentin91800 Dim 11 Jan 2015 - 13:27
quentin91800 Dim 11 Jan 2015 - 13:27
diomedea a écrit:Effectivement, maintenant que tu le dit ce sont des coupes à droites! Je pensais bêtement que c'était des CMT!
Hé non !
C'est due au agrégat de perçage c'est des trains de mèches qui sont entraînés par un seul moteur avec les pignons à l'intérieur une fois sur deux le sens de rotation change.
Comme on peux le voir ci dessous

Je vous laisse imaginer la cadence de perçage d'une ligne automatique...
quentin91800- complétement accro
- Messages : 1264
Points : 3226
Date d'inscription : 02/01/2011
Age : 31
Localisation : Annecy
Re: Festool CN pour queues d'arondes...
![]() dh42 Lun 12 Jan 2015 - 14:06
dh42 Lun 12 Jan 2015 - 14:06
Sujet nettoyé, merci de poster ICI pour les questions qui concernent le script pour tenon/mortaises
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Festool CN pour queues d'arondes...
![]() diomedea Jeu 18 Juin 2015 - 7:07
diomedea Jeu 18 Juin 2015 - 7:07
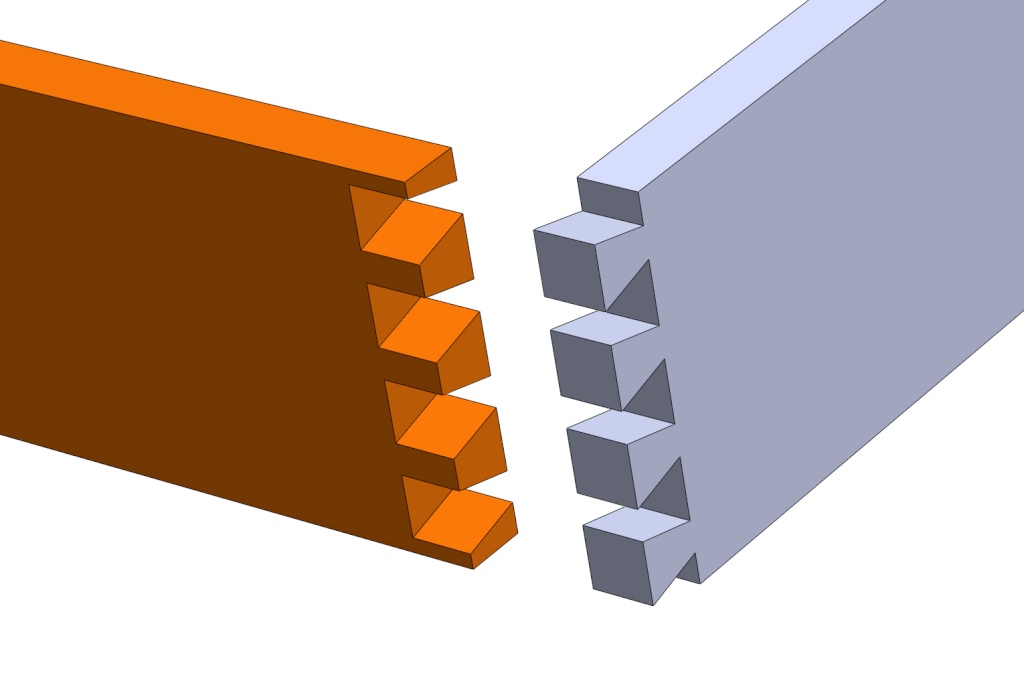
Bien, revenons donc à nos queues d'arondes!
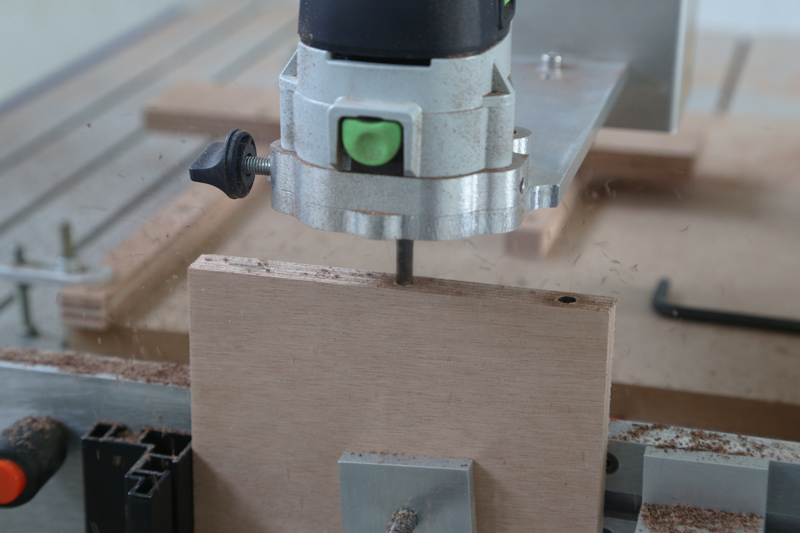
Voici donc comment j'ai contourné le problème de remontés d'outils, dont je parle ici et ici.
Pour les fraises droites, pas de problème, je reste sur un fraisage de contour, les remontés d'outils sont sans conséquence.

Je fais toujours mes fraisage de QA en deux opération, ça évite de trop forcer avec les fraises à QA qui sont relativement fragiles.

Le casse tête débutait ici! Que ce soit en opération de contour ou de poche, je n’arrivais pas à gérer ces remontées imposées par Cambam...
Restait donc à explorer la troisième possibilité, la gravure... Et ça a été la bonne!
J'ai donc tracé le chemin de la fraise sous SW et le tour à été joué!
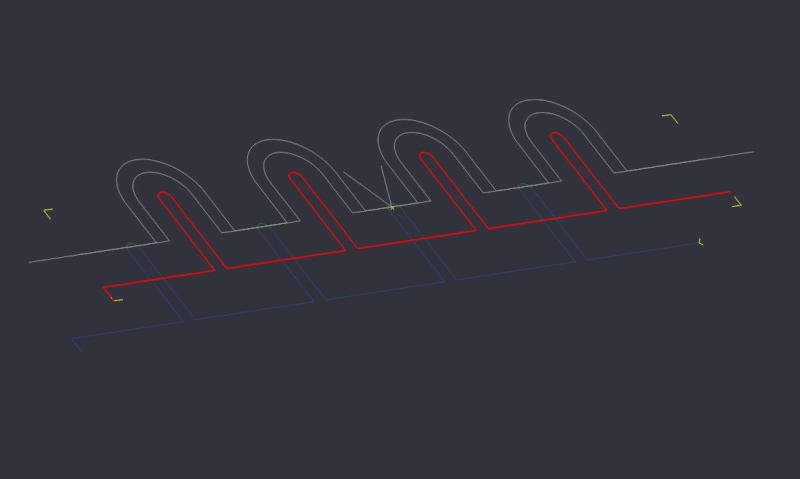

La fraise à plongée en début de parcourt en dehors de la pièce, a suivie le tracé pour ressortir tranquillement à l'autre extrémité sans rien endommager!
Même chose pour les mâles recouvertes

Cette fois la fraise fait un allé retour. Notez qu'il y a deux polylignes et deux opérations gravures à suivre, une pour l’allée, et une pour le retour.

A chaque fois j'utilise deux fichiers Cambam, un pour l'ébauche et un pour la fraise à QA, ça me permet de faire de la série, d'abord toutes les ébauches, puis toutes les QA, en ne changeant que le référencement de la hauteur de fraise entre les deux opérations.

Voila le résultat pour les recouvertes

Il y a encore quelques imprécisions, mais c'est de ma faute, je n'ai pas été très rigoureux sur l'équerrage des pièces sur la machine...
Elles ont toutes le même défaut!

Les parties AR en opérations de poche, avec toujours le CP comme pare éclat.
Voila, La mise au point a été un peu fastidieuse, mais le résultat est la!

Il y a encore eu quelques éclats en bois de bout, due en grande partie à la fraise utilisée. J'ai utilisé une fraise sans hélice, la seule que j'avais en queue de Ø8 pour le moteur Festool.
Une fraise hélicoïdale bien affutée fera certainement un travail de bien meilleur qualité...
Cependant pour une première, je suis assez content du résultat!

Bonne journée,
JPaul
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Festool CN pour queues d'arondes...
![]() chado Jeu 18 Juin 2015 - 7:29
chado Jeu 18 Juin 2015 - 7:29
C'est, comme toujours, du beau boulot.
Amicalement
Dominique

chado- complétement accro
- Messages : 2039
Points : 3709
Date d'inscription : 21/09/2010
Age : 77
Localisation : F-44140
Re: Festool CN pour queues d'arondes...
![]() Guilhèlmus Jeu 18 Juin 2015 - 8:26
Guilhèlmus Jeu 18 Juin 2015 - 8:26
Comment ça ?! T'as manqué de rigueur !
Le résultat reste vraiment bien, c'est l'essentiel.
Tu vas faire, dans les prochaines étapes, des queues asymétriques ?
Ça ouvre des horizons la cnc.
Je sors.

Guilhèlmus- complétement accro
- Messages : 3334
Points : 5981
Date d'inscription : 25/10/2013
Age : 45
Localisation : 13oqp
Page 3 sur 5 • 1, 2, 3, 4, 5

 Sujets similaires
Sujets similaires» Un gabarit pour assemblage à queues droites
» 2 demi gabarits pour queues d'arondes
» Gabarit queues d'arondes pour scie à ruban
» Générateur de G-code pour usinage de queues d'aronde