






Festool CN pour queues d'arondes...
Page 2 sur 5 •  1, 2, 3, 4, 5
1, 2, 3, 4, 5 

 Re: Festool CN pour queues d'arondes...
Re: Festool CN pour queues d'arondes...
![]() Wyldix Mer 24 Sep 2014 - 19:53
Wyldix Mer 24 Sep 2014 - 19:53
Wyldix- complétement accro

- Messages : 721
Date d'inscription : 27/02/2012

Re: Festool CN pour queues d'arondes...
![]() diomedea Jeu 25 Sep 2014 - 11:24
diomedea Jeu 25 Sep 2014 - 11:24
A bon?!!sangten a écrit:
Tu pourrais pas faire une pause ? On ne peut plus te suivre !
Ça tu pourra le faire quand tu sera comme moi définitivement à la retraite!sangten a écrit:Déjà que je n'ai même pas le temps de me mettre au métal, si il faut envisager la CN, il va me falloir un certain nombre de vies parallèles.
 En plus de la bricole, j'ai même le temps de faire des pizzas et des brioches!
En plus de la bricole, j'ai même le temps de faire des pizzas et des brioches!Les queues d’arondes est le type même d’assemblage qu'il est intéressant de mécaniser. Il y a de nombreux exemples, comme ici avec la déf' sous table de Samuel. En ce qui concerne la CNC proprement dite, la partie la plus complexe, et de loin! aura été pour moi la maitrise du dessin.VIP a écrit:
moi tous pareil à Alain, j’étais passé à coté de ce fil, mais comme d'habitude, tu réussi tous, facile, et je regarde en bavant.
moi qui n'ose pas attaquer une queue d'aronde au ciseau, toi tu délègue à ta CNC, et c'est parfait!
quand je pense que tu bosse dessus depuis quoi, 6 mois ?
Vraiment ça énerve, tient, je vais allez manger, ça me calmera ...
Allez, bon appétit!
J'y ai également pensé! Et il n'est pas impossible que je le fasse...Wyldix a écrit:Il me venait une question en voyant les photos, pourquoi ne pas avoir monter la broche à l'horizontale (comme une mortaiseuse horizontale) ? Ainsi il y aurait eu moins de travail à faire (juste une plaque pour monter l'affleureuse mais tu as de toute façon eu besoin de la faire).
Mais avec mon adaptation, j'ai d'autres vues que les queues d’arondes! On en reparlera certainement...
Ça je l'avais présupposé!dh42 a écrit:Non, pas vraiment ; en fait c'est le même programme; c'est sur Mach3 que tu inverse les axes ; Y devenant Z ; tu peux avoir plusieurs "profils" de machine mémorisés et donc en faire un pour chaque config de la machine (3 axes, 4 axes,fraisage horizontal, tournage ... etc)
Par contre... Est ce que le palpeur fonctionnera avec le Y?JPaul

diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Festool CN pour queues d'arondes...
![]() sangten Jeu 25 Sep 2014 - 14:18
sangten Jeu 25 Sep 2014 - 14:18
Fé trop invufte !JP a écrit:En plus de la bricole, j'ai même le temps de faire des pizzas et des brioches
_________________
La perfection est atteinte lorsqu'il n'y a plus rien à retirer. Aphorisme Zen
Le monde phénoménal est un geste de l'Ultime (12e Tai Situpa)
Si un moustique se pose sur ton testicule, demande-toi d'abord si la violence est la solution. Proverbe chinois.

sangten- Modérateur

- Messages : 15098
Points : 20510
Date d'inscription : 23/01/2013
Localisation : Tarn et garonne
Re: Festool CN pour queues d'arondes...
![]() dh42 Jeu 25 Sep 2014 - 14:36
dh42 Jeu 25 Sep 2014 - 14:36
Est ce que le palpeur fonctionnera avec le Y?
Le palpeur peut fonctionner avec tous les axes, mais dans le cas de fraisage horizontal, l'axe Y sera considéré comme le Z et donc pas de changement non plus pour le palpeur.
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Festool CN pour queues d'arondes...
![]() diomedea Ven 26 Sep 2014 - 10:15
diomedea Ven 26 Sep 2014 - 10:15
Merci David pour la précision!
Hier je n'ai pas beaucoup avancé sur mon projet (étant très occupé par ailleurs!).
J'ai quand même fraisé un bout de plastique (probablement du polyéthylène) tiré d'une planche à découper.

Voici la pièce. Rien d'extraordinaire me direz vous!

Ce matériau est assez intéressant dans la mesure ou il est très facile de s'en approvisionner, il ne coute pas très chère, et peut facilement être usiné avec les mêmes outils que pour le bois, de plus il est très résistant. Inconvénient: Quand on le fraise il fond assez rapidement, et il ne se colle pas (ce qui peut devenir un avantage pour certaines utilisations!).

Temps de réalisation SolidWorks + CamBam... un petit quart d'heure...

A suivre...
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Festool CN pour queues d'arondes...
![]() Fred_36 Ven 26 Sep 2014 - 11:03
Fred_36 Ven 26 Sep 2014 - 11:03
- thermoplastique
- thermodurcissable
- élastomère
le premier fond à la chaleur
le deuxième se détériore et durci
le troisième ça correspond aux élastiques
Si tu veux pas qu'ils fondent à la chaleur il faut en choisir un de la deuxième famille, mais tu risques de te retrouver face à un PVC qui est cassant ..
Les plastiques peuvent être attaqué par trois types d'élément : les chlorés, les phényls et les cétones. Donc, interdiction d'utiliser du thryclo, de l'acétone pour les nettoyer (je parle pas des phényls qui sont pour la plus part introuvable car cancérigène)
Donc, tout ça pour dire que ton PE est une bonne idée, et si tu peux choisis un PEHD il sera plus résistant
Fred

Fred_36- complétement accro
- Messages : 736
Points : 1560
Date d'inscription : 22/12/2011
Age : 48
Localisation : Soucieu En Jarrest
Re: Festool CN pour queues d'arondes...
![]() diomedea Ven 26 Sep 2014 - 11:36
diomedea Ven 26 Sep 2014 - 11:36
Merci pour ces précisions.
Après de plus amples recherches, il se pourrait qu'il s'agisse de PEHD. Elles existent également en PVC, ça doit être celles que l'on trouve à 2 ou 3€...
JP
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Festool CN pour queues d'arondes...
![]() dh42 Ven 26 Sep 2014 - 16:07
dh42 Ven 26 Sep 2014 - 16:07
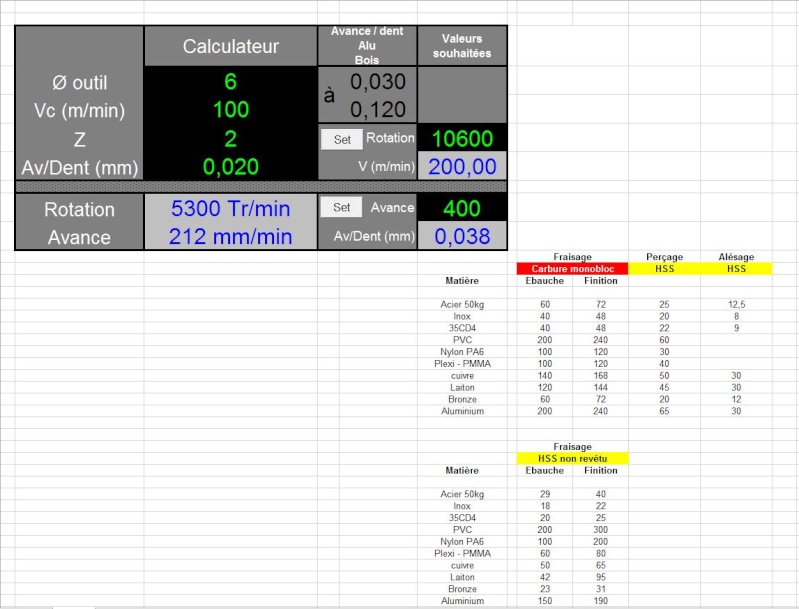
Avec le plastique, il est important d'utiliser les bonnes vitesses de coupe (Vc) pour éviter la fonte, il faut aussi avoir une avance par dent (Fz) suffisante pour que la fraise morde franchement dans la matière (comme avec toutes les matières tendres)
PVC = 200 m/min
Nylon / PA6 = 100 m/min
Plexi - PMMA = 60 m/min
ne pas usiner le plastique avec des fraises à plaquettes, sauf si ce sont des plaquettes pour l'alu ou le bois (très tranchantes)
par exemple, avec une fraise de Ø6 dans du PMMA il faudrait tourner à 3180 tr/min maxi. -> 318 * Vc / Ø (318*60/6)
pour une 2 dents (z), avec Fz = 0.05 avance = 318 mm/min -> Fz * z * RPM (0.05*2*3180)
Pour éviter la fonte si tu ne peux pas tourner assez doucement, tu peux refroidir à l'air comprimé, ou à l'eau, par exemple avec une µ-lub branchée sur ton compresseur ou simplement avec un pinceau en mettant de la flotte dans la rainure faite par l'usinage.
http://www.sorotec.de/shop/product_info.php/info/p2825_noga-minimal-cooling-spray-head.html
Ce système peux ne cracher que de l'air, ou un mélange air + liquide (eau pour le plastique, pétrole pour l'alu, eau de savon pour l'acier ...)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Festool CN pour queues d'arondes...
![]() diomedea Ven 26 Sep 2014 - 16:57
diomedea Ven 26 Sep 2014 - 16:57
200 m/min, c'est énorme! La BZT c'est 4000mm/min max!dh42 a écrit:PVC = 200 m/min
J'avais regardé ce euh... Noga Minimalmengenschmierkopf, mais je me demande si mon compresseur est assez costaud.

Il a une cuve de 10litres
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Festool CN pour queues d'arondes...
![]() dh42 Ven 26 Sep 2014 - 17:36
dh42 Ven 26 Sep 2014 - 17:36
200 m/min, c'est énorme! La BZT c'est 4000mm/min max!
Tu confond ; Vc c'est la vitesse de coupe, soit la vitesse linéaire à laquelle la partie tranchante de l'outil pénètre la matière ; ça sert à calculer la V de rotation de la fraise.
la formule simplifiée 318*Vc/D sert simplement à convertir une vitesse linéaire (les 200 m/min) en vitesse de rotation.
donc 200m/min te donnerais une V de rotation de 318*200/Ø de la fraise -> par exemple pour du 8 -> 318*200/8 = 7950 tr/min .
ensuite tu calcule l'avance de l'axe en utilisant l'avance par dent (~ 1/50 à 1/100 du Ø de la fraise) multipliée par le nb de dent (qui te donne l'avance par tour de broche), puis multiplié par le V de rotation calculée plus haut.
exemple si la fraise à 4 dents et que l'on prend 1/100 du Ø pour l'avance / dent (épaisseur du copeau) on à 0.08*4*7950 -> 2544 mm/min pour la v d'avance.
sert toi de mon fichier Excel, ce sera plus simple.
Pour le Noga, il ne faut pas un gros compresseur, et une pression de 2 bars suffit (il y a peu de débit)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Festool CN pour queues d'arondes...
![]() Strib Ven 26 Sep 2014 - 20:07
Strib Ven 26 Sep 2014 - 20:07
Ma cuve doit faire 2 ou 3 litres , et il tourne par intermittence .
Franchement n'hésite pas.
Dans mon futur atelier méca, je vais utiliser une ou deux vanne 3 voies et un petit reseau pour pouvoir alimenter tour et cnc en plus.
Par contre gaffe au produit utilisé et à se protéger des vaporisations avec un masque. Je me suis fait un malaise un jour : j'avais bossé toute la journée sur la fraiseuse et le tour, et en fin de journée je suis parti faire une petite sortie VTT pour me détendre. ...
Heureusement que je n'étais pas seul, au bout de 15 bornes, j'ai fait une crise de tétanie, en envoyant toute les saletés dans mes muscles !!!
complètement paralysé. ..
Une grosse frayeur !
A+
Stéphane

Strib- complétement accro
- Messages : 2473
Points : 4676
Date d'inscription : 25/04/2012
Age : 52
Localisation : Corse du Sud -
Re: Festool CN pour queues d'arondes...
![]() dh42 Ven 26 Sep 2014 - 20:37
dh42 Ven 26 Sep 2014 - 20:37
Oui, pour le Noga, il faut vraiment le régler avec un très faible débit de liquide ; en gros en 1h00 d'usinage je consomme un dé à coudre de liquide.
pour le réglage, je ferme l'arrivée de liquide, je règle ma pression d'air à 2bars et je met une feuille de papier devant la buse, à 2 ou 3 cm, puis j'ouvre le liquide ; dès que le papier commence à se mouiller c'est bon. En fait on ne vois pas le liquide pulvérisé à l’œil.
Pour le tour et la fraiseuse, je préfère l'arrosage "normal", la µ-lub ne suffit pas pour refroidir et ça fait trop de brouillard, mais bon, sur la Z1 l'arrosage c'est comme un robinet d'eau ouvert à plein
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Festool CN pour queues d'arondes...
![]() Strib Ven 26 Sep 2014 - 20:55
Strib Ven 26 Sep 2014 - 20:55
C'est sur que lorsque tu prends 5mm dans l'acier faut de la grosse lub ...
A+
Strib- complétement accro
- Messages : 2473
Points : 4676
Date d'inscription : 25/04/2012
Age : 52
Localisation : Corse du Sud -
Re: Festool CN pour queues d'arondes...
![]() diomedea Sam 27 Sep 2014 - 10:24
diomedea Sam 27 Sep 2014 - 10:24
dh42 a écrit:Tu confond ; Vc c'est la vitesse de coupe, soit la vitesse linéaire à laquelle la partie tranchante de l'outil pénètre la matière ; ça sert à calculer la V de rotation de la fraise.
J'avoue avoir toujours été un grand adepte de pifomètre en ce qui concerne ces paramètres! Mais ici c'est complètement différent, il n'y a pas les manivelles! Sur un machine "à main" on sent immédiatement que ça ne va pas et on adapte!
Je connais ton fichier exel, mais j'ai beaucoup de mal à l'utiliser...
Je pense que le problème vient du fait que toutes les infos sont éparpillées, d'ailleurs je suis incapable de me souvenir ou j'ai récupéré ton fichier!
Les chiffres qui sont dans les colonnes c'est bien les VC?
Ok, donc pour la micro lub mon petit compresseur fera largement l'affaire!
Merci Stéphane de l'avertissement... Bien que je ne soit pas un grand sportif! (j'ai essayé une fois... j'ai trouvé ça fatiguant alors j'ai abandonné!
)JPaul
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Festool CN pour queues d'arondes...
![]() dh42 Sam 27 Sep 2014 - 18:03
dh42 Sam 27 Sep 2014 - 18:03
Les chiffres qui sont dans les colonnes c'est bien les VC?
Oui, dans les colonnes fraisage/perçage/alésage.
Pour l'utiliser, tu rentre le Ø, la Vc, le nb de dents et l'avance/dent choisie dans la colonne calculateur (cases noires)
pour choisir une avance/dent, tu peux regarder la case en dessous de Avance/dent alu-bois ; le chiffre du haut c'est pour l'alu, celui du bas pour le bois.
(elle est calculée en fonction du Ø de la fraise, il faut donc donner le Ø en premier) ; ça donne une idée ; mais attention avec des fraises vraiment petites (1 à 2mm de Ø) il faudra peut être prendre moins pour l'alu ..
tu obtient le résultat Vitesse de rotation et avance dans les cases Rotation et Avance, toujours dans la colonne Calculateur.
Si pour une raison quelconque la V de rotation ou d'avance ne peut être atteinte ou ne te convient pas, alors tu choisis ta nouvelle V de rotation et tu la rentre dans la case noire de droite (valeurs souhaitées), tu valide par Entrée, puis tu clique sur le bouton SET à gauche pour calculer la nouvelle Vc ; elle s'affichera en dessous mais aussi dans la colonne Calculateur, et tout sera recalculé avec cette nouvelle V de rotation.
Même principe si c'est la V d'avance que tu désire fixer.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Festool CN pour queues d'arondes...
![]() diomedea Dim 28 Sep 2014 - 17:26
diomedea Dim 28 Sep 2014 - 17:26
Il faut vraiment que j'approfondisse le sujet...
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Festool CN pour queues d'arondes...
![]() diomedea Jeu 2 Oct 2014 - 13:03
diomedea Jeu 2 Oct 2014 - 13:03
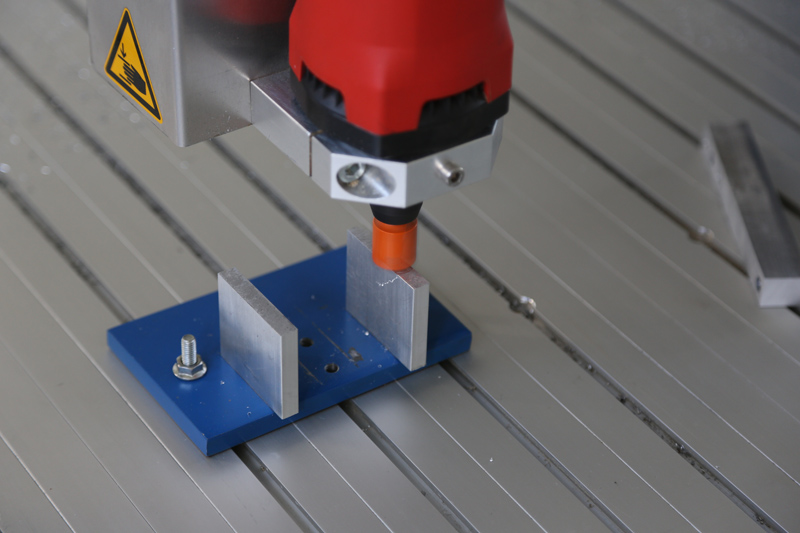
Pour la suite, j'ai, pour la première fois, utilisé le petit étau que j'avais fixé sur une platine en acier.

Il n'est pas très grand, mais il fait l'affaire.
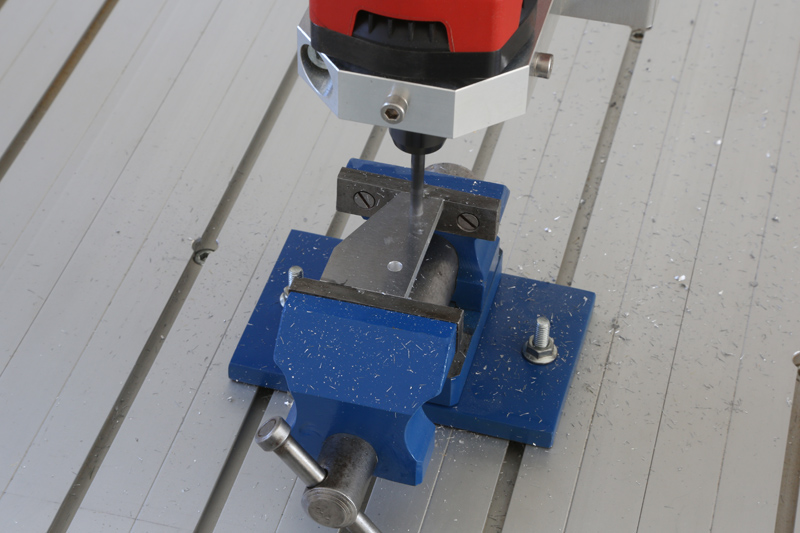
Vous avez certainement reconnue la pièce!
Ce barreau d'alu, scié à la SAF dans une tôle de 15mm, est une chute d'une précédente bricole. Je vais la réutiliser pour en faire un presseur. La je me rends compte qu'un étau sans fond plat n'est pas pratique... Le levier de serrage non plus d’ailleurs!

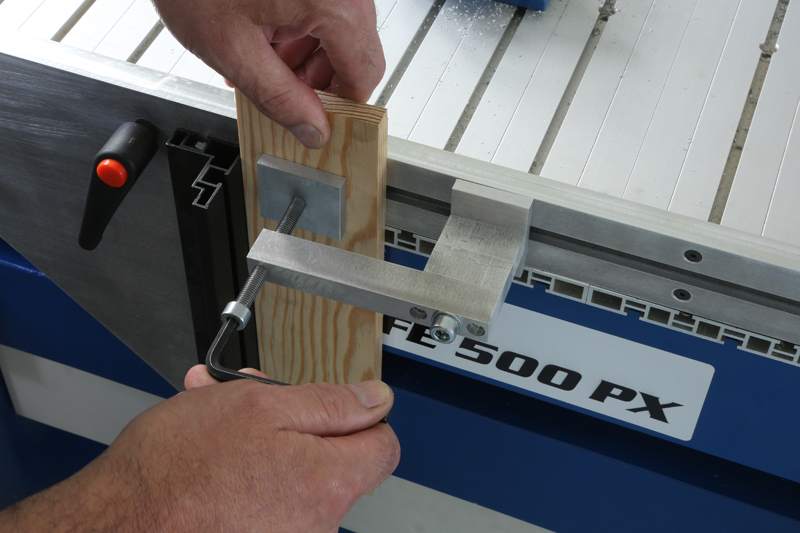
Voici comment j'ai remédié aux défauts. J'ai vissé deux plaques d'alu qui me servent maintenant de références horizontale, et j'ai remplacé le levier par un écrou bloqué par une mécanindus.

Pour être sur d'avoir les plaques à la même hauteur, elles ont été surfacées platine fixée sur la table.
Je l'ai fais en avance manuelle en ne me servant que des touches du clavier.

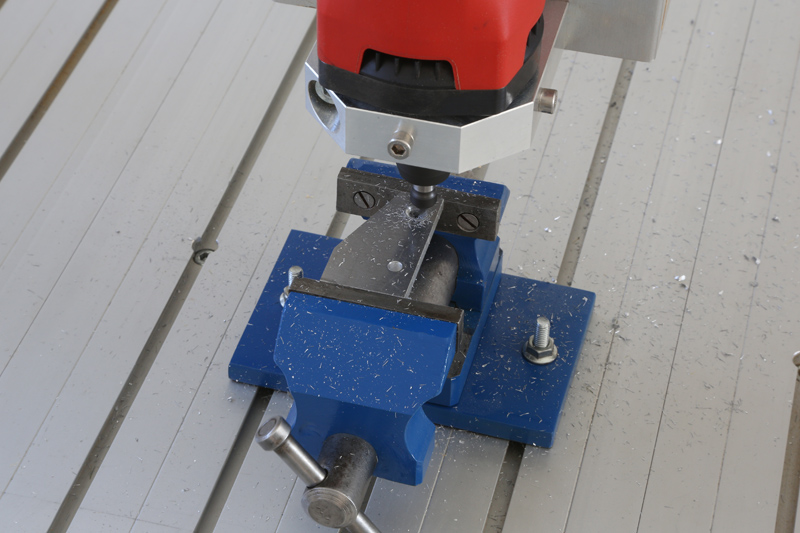
C'est beaucoup mieux et beaucoup plus facile! Ici je reprends mes lamages, ils n'étaient pas assez profonds.

Voila le presseur. Il est constitué d'un empilage d'élément en alu.

Les deux vis sont en M8.

Il fait un quand même un peu frêle...

Finalement ça serre bien! en tout cas largement suffisant pour maintenir du bois.
En règle générale, les éléments de mes tiroirs font dans les 20mm d'épaisseur. Les 51mm de débord sont donc largement suffisants.

Et c'est parti pour les femelles! Donc fraise droite de Ø6.

Le système au grand complet.


Retournement de la pièce, et fraisage des queues mâles après chargement des G-codes. je n'ai pas touché aux zéros des trois axes.
Première passe avec la même fraises que pour les femelles.

Puis la seconde avec la fraise à QA.


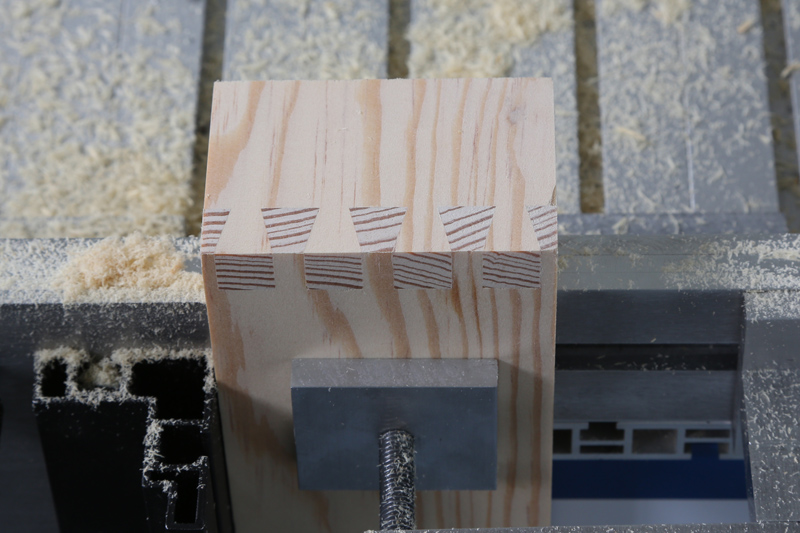
Voila, il n'y a plus qu'à essayer...

Ça rentre légèrement en force, il n'y a pas le moindre jeu.

Après ponçage.

Le résultat est impeccable!
Il n'y a plus qu'à tester les recouvertes...

JPaul
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Festool CN pour queues d'arondes...
![]() chado Jeu 2 Oct 2014 - 13:25
chado Jeu 2 Oct 2014 - 13:25
Toi qui aimes le travail "très bien fait", ce type de machine est fait pour toi.
Amicalement
chado

chado- complétement accro
- Messages : 2039
Points : 3709
Date d'inscription : 21/09/2010
Age : 77
Localisation : F-44140
Re: Festool CN pour queues d'arondes...
![]() toutenbois Jeu 2 Oct 2014 - 13:27
toutenbois Jeu 2 Oct 2014 - 13:27
Par contre je ne suis pas prêt, l’utilisation pour ce type travail de la machine me frustrerai , j'aurais l'impression de délégué mon travail que dis-je mon plaisir...
mais cela ne regarde que moi !
de tout manière belle exploitation de ta machine!

toutenbois- complétement accro
- Messages : 2049
Points : 4170
Date d'inscription : 13/09/2013
Age : 48 -
Re: Festool CN pour queues d'arondes...
![]() dh42 Jeu 2 Oct 2014 - 14:17
dh42 Jeu 2 Oct 2014 - 14:17
Le résultat est vraiment clean ; j'aurais pensé qu'il aurait fallu un martyre pour éviter l'éclatement en sortie mais visiblement ce n'est pas le cas .. pourtant c'est du pin si je ne me trompe pas ... et ça éclate bien ce truc
Vraiment bien le montage
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Festool CN pour queues d'arondes...
![]() elrond Jeu 2 Oct 2014 - 14:36
elrond Jeu 2 Oct 2014 - 14:36


elrond- complétement accro
- Messages : 674
Points : 1352
Date d'inscription : 23/11/2012
Localisation : Ile et vilaine
Re: Festool CN pour queues d'arondes...
![]() James17 Jeu 2 Oct 2014 - 15:05
James17 Jeu 2 Oct 2014 - 15:05
En plus maintenant que tu es retraité, tu vas nous en mettre plein les yeux !!!

James17- complétement accro
- Messages : 1711
Points : 2837
Date d'inscription : 12/05/2011
Age : 57
Localisation : Bordeaux
Re: Festool CN pour queues d'arondes...
![]() diomedea Jeu 2 Oct 2014 - 17:51
diomedea Jeu 2 Oct 2014 - 17:51
Pas plus que vous!chado a écrit:Toi qui aimes le travail "très bien fait"
Je comprends parfaitement! Personnellement je vois plutôt ça comme une mécanisation de taches rébarbatives... Pourtant vu ta maitrise de la 3D, je t'aurais bien vue t'amusant avec ce type de bécane... Cela dit, rien ne t'empêche de faire des QA à la main ou à la défonceuse sous table, et d'avoir une CNC!toutenbois a écrit:Par contre je ne suis pas prêt, l’utilisation pour ce type travail de la machine me frustrerai , j'aurais l'impression de délégué mon travail que dis-je mon plaisir...
Oui c'est bien du pin, mais de caroline. Celui que tu connais doit être le pin Sylvestre connu également sous le nom de sapin rouge du nord, qui est assez différent. Pour éviter au maximum les éclats, j'ai réglé ma vitesse d'avance à 500mm/min, on est pas pressé!dh42 a écrit:Le résultat est vraiment clean ; j'aurais pensé qu'il aurait fallu un martyre pour éviter l'éclatement en sortie mais visiblement ce n'est pas le cas .. pourtant c'est du pin si je ne me trompe pas ... et ça éclate bien ce truc
Quand je le serai, je me fabriquerai des pares éclats... Les deux sont bien!elrond a écrit:Finalement je vais pas copier le gabarit à queue de Samuel mais prendre une BZT et copier JPaul.
C'est drôle, mais depuis que j'ai mis sac à terre, j'y vais beaucoup moins dans l'atelier...James17 a écrit:En plus maintenant que tu es retraité, tu vas nous en mettre plein les yeux !!!
Pour terminer, je veux vous montrer ce support de casque (demande de mon fils).
Cet objet est très simple et pourtant j'aurais eu bien du mal à graver le logo sans la CNC!
(Graver avec V-Grave)

JPaul
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Festool CN pour queues d'arondes...
![]() sangten Jeu 2 Oct 2014 - 18:06
sangten Jeu 2 Oct 2014 - 18:06
Je suis comme Samuel pour les QA, mais je reconnais la qualité et la beauté du travail. Je ne suis pas encore prêt pour la CN, bien que j'admire votre maîtrise. JP, à peine tu démarres une nouvelle activité, tu la maîtrise déjà. Respect.
_________________
La perfection est atteinte lorsqu'il n'y a plus rien à retirer. Aphorisme Zen
Le monde phénoménal est un geste de l'Ultime (12e Tai Situpa)
Si un moustique se pose sur ton testicule, demande-toi d'abord si la violence est la solution. Proverbe chinois.
sangten- Modérateur
- Messages : 15098
Points : 20510
Date d'inscription : 23/01/2013
Localisation : Tarn et garonne
Re: Festool CN pour queues d'arondes...
![]() JeanPierre Jeu 2 Oct 2014 - 18:16
JeanPierre Jeu 2 Oct 2014 - 18:16
Eh ben! Qu'est-ce que ça sera quand tu iras plus souvent.Diomédéa a écrit:C'est drôle, mais depuis que j'ai mis sac à terre, j'y vais beaucoup moins dans l'atelier...
Je ne te fais pas de compliment,je ne sais plus quoi écrire.
Amicalement
JeanPierre

JeanPierre- complétement accro
- Messages : 1631
Points : 2732
Date d'inscription : 19/11/2011
Age : 73
Localisation : 34560
Re: Festool CN pour queues d'arondes...
![]() Strib Jeu 2 Oct 2014 - 18:23
Strib Jeu 2 Oct 2014 - 18:23
C'est vraiment bluffant !
Petite question, tu dessines tes queues d'aronde sur SW avant d'importer dans cambam, ou tu dessines tout sur cambam ?
A+
Stéphane
Strib- complétement accro
- Messages : 2473
Points : 4676
Date d'inscription : 25/04/2012
Age : 52
Localisation : Corse du Sud -
Page 2 sur 5 • 1, 2, 3, 4, 5

 Sujets similaires
Sujets similaires» Un gabarit pour assemblage à queues droites
» 2 demi gabarits pour queues d'arondes
» Gabarit queues d'arondes pour scie à ruban
» Générateur de G-code pour usinage de queues d'aronde