






Festool CN pour queues d'arondes...
Page 1 sur 5 • 1, 2, 3, 4, 5 

 Festool CN pour queues d'arondes...
Festool CN pour queues d'arondes...
![]() diomedea Ven 12 Sep 2014 - 10:10
diomedea Ven 12 Sep 2014 - 10:10
Je ne savais vraiment pas ou poster ce sujet, alors je le mets ici, puisque ça parle aussi de portique CN!
Rappelez vous ce que je disais ici: "En tout cas j'ai déjà quelques idées pour adapter des accessoires sur ce bloc moteur!" Et bien pour le coup c'est la MFK Festool qui c'est transformée en accessoire!
Donc pour ceux qui n'auraient pas suivi, une affleureuse Festool MFK c'est ça! L'idée est donc de réutiliser ce bloc moteur (710W), sur la CNC.

Le moteur se monte sur la semelle via deux ergots qui permettent un démontage rapide et sans clé.

Ici la principale difficulté va être de recréer la partie femelle de ce système de montage rapide. En effet pour que cela puisse fonctionner, les tolérances doivent être très serrées.
Voici ce que j'envisage de faire.
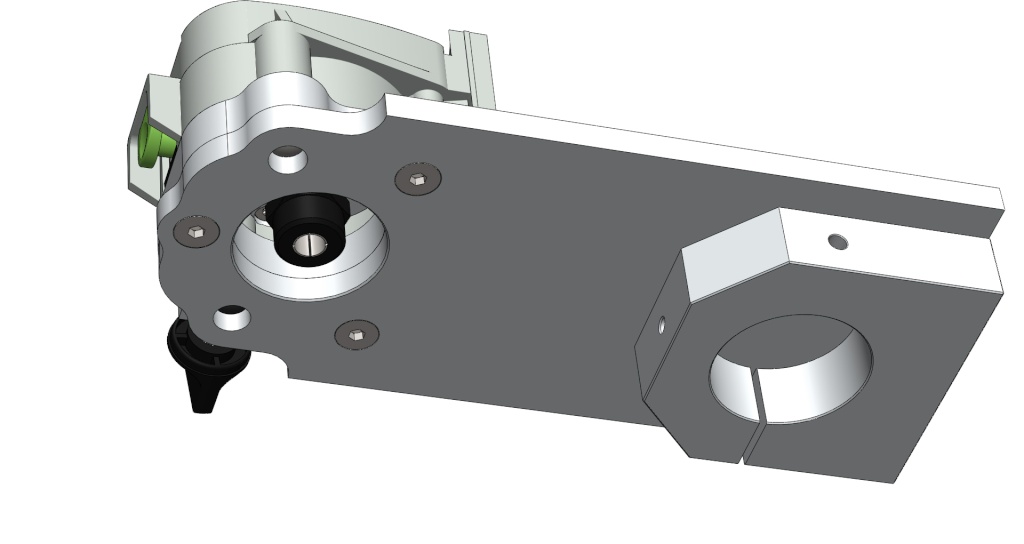
En plus d'être monté sur la CN, elle devra être déportée vers l'avant de la machine, et donc y être en porte à faux, d’où l’intérêt d'y monter une broche légère, 1,340kg pour la Festool, contre 2,850kg pour la Suhner. Les 720W seront suffisant pour l'usage que je compte en faire.
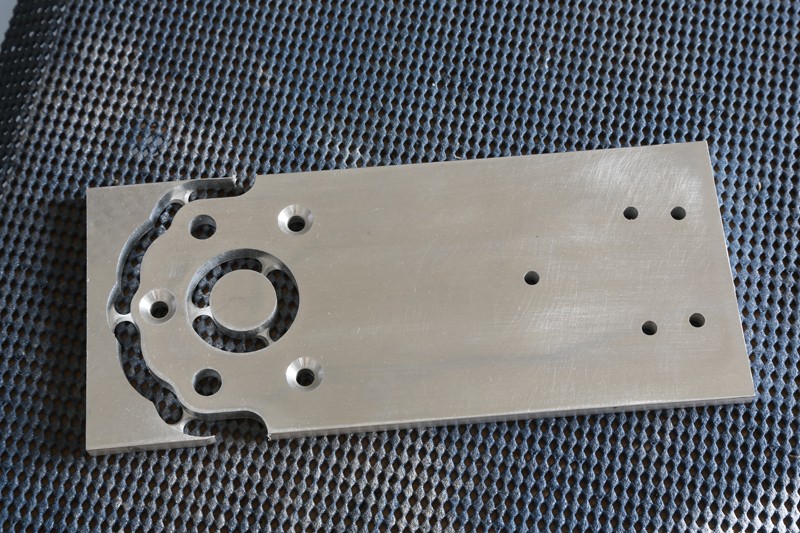
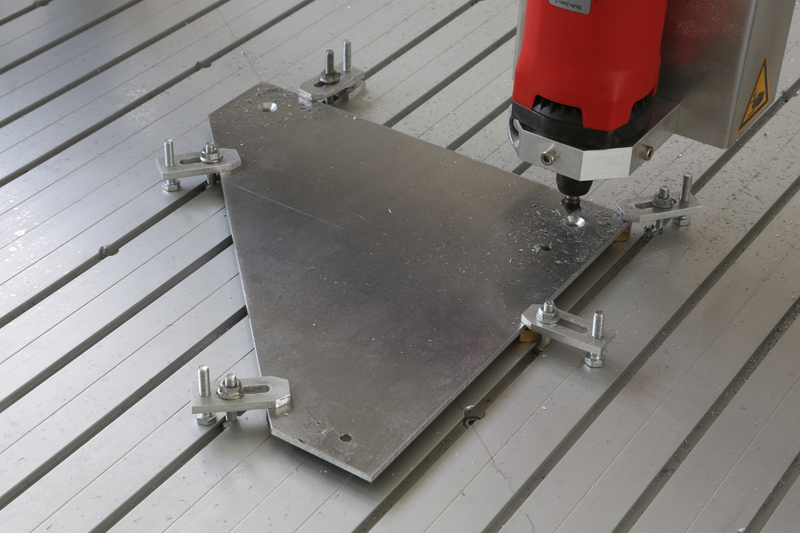
Seconde étape après les tracasseries informatiques d'usage! (Solidworks => DXF => CamBam => Mach3...) et ma pièce d'essai en MDF (il va vraiment falloir que je m'intéresse à CutViewer!) le fraisage de la plaque en alu.
Pour être certain d'avoir ma plaque bien parallèle au X, j'ai au préalable fraisé une rainure de 2mm sur la largeur pièce dans une plaque de MDF. Le zéro des X et Y est fait a l'aide d'un pointeau (aiguille d'injecteur Diesel), sur un des angle de la tole.

Deux cycle de perçages, deux de contours, un de poche et un de gravure plus tard...

J'ai eu beaucoup de vibrations, sans doute dues à une fraise plus très... fraiche! Les bavures visibles sur les bords des fraisages, sont typiques d'un outil mal affuté. Cette fraise avait "bouffée" un peu de MDF, le pouvoir désajustant de

Les attaches triangulaires (3X2mm).
Je les coupes à la pince, et quand je peux, comme ici, je fait sauter le reste à la défonceuse équipée d'une fraise à affleurer.

Premier essais... Pile poil! C'est vraiment bluffant! tous les perçages sont parfaitement centrés. L'affleureuse rentre légèrement en force et sans aucun jeu.

La vidéo avec les paramètres d'usinages. Ce qu'elle ne dit pas, c'est les vitesses de rotations de la broche: Elles étaient de 13000 tr/min pour les contours et poches, et 30000 pour la gravure des fraisages des têtes de vis.
A suivre...

diomedea- complétement accro

- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)

Re: Festool CN pour queues d'arondes...
![]() ricoud Ven 12 Sep 2014 - 10:18
ricoud Ven 12 Sep 2014 - 10:18
Ne penses tu pas que tu as un gros porte a faux et que ça risque emmener des vibrations?

ricoud- complétement accro
- Messages : 1491
Points : 1842
Date d'inscription : 04/01/2014
Age : 45
Localisation : Nord Isere
Re: Festool CN pour queues d'arondes...
![]() Fred_36 Ven 12 Sep 2014 - 10:26
Fred_36 Ven 12 Sep 2014 - 10:26
décidément tu as un sacré "joujou" maintenant, et en plus les idées & le temps de les réaliser !!
Fred

Fred_36- complétement accro
- Messages : 736
Points : 1560
Date d'inscription : 22/12/2011
Age : 48
Localisation : Soucieu En Jarrest
Re: Festool CN pour queues d'arondes...
![]() sangten Ven 12 Sep 2014 - 10:30
sangten Ven 12 Sep 2014 - 10:30
En dehors du fait que je n'y connais strictement rien en CN, JP, tu me scotches. A chaque fois que tu démarres un truc, on dirait que tu as fait ça toute ta vie.
C'est même un peu décourageant pour le besogneux que je suis.
Ce petit usinage est magnifique. Je suis en admiration devant ce que vous autres métalleux êtes capable de faire avec ce que moi j'appelle un bout de ferraille.
Bon d'accord, c'est de l'alu, mais c'est tout juste si je fais la différence.
Alors quand quelqu'un comme toi (il y en a d'autres, je ne les nomme pas, suivez mon regard) manie aussi bien la CN, le tour à métaux et les machines à bois, je me demande de plus en plus quel sens donner à ce qu'il me reste à vivre.
Boooooouuuuhhh !
_________________
La perfection est atteinte lorsqu'il n'y a plus rien à retirer. Aphorisme Zen
Le monde phénoménal est un geste de l'Ultime (12e Tai Situpa)
Si un moustique se pose sur ton testicule, demande-toi d'abord si la violence est la solution. Proverbe chinois.

sangten- Modérateur

- Messages : 15099
Points : 20511
Date d'inscription : 23/01/2013
Localisation : Tarn et garonne
Re: Festool CN pour queues d'arondes...
![]() bilou(te) Ven 12 Sep 2014 - 11:06
bilou(te) Ven 12 Sep 2014 - 11:06
Encore une réalisation sympa, quelques questions cependant : l'intérêt de déporter est de pouvoir sortir de ta zone de travail ? ou tout autre ?
Comptes-tu mettre des équerres de renfort pour éviter la flexion de la pièce ?
Je regarde et surveille, c'est intéressant de travailler l'alu (surtout que ça se fait à la défonceuse
bilou(te)- complétement accro
- Messages : 1804
Points : 3079
Date d'inscription : 28/08/2013
Age : 40
Localisation : Gironde, dans la banlieue bordelaise
Re: Festool CN pour queues d'arondes...
![]() diomedea Sam 13 Sep 2014 - 11:31
diomedea Sam 13 Sep 2014 - 11:31
La réponse bientôt!ricoud a écrit:Ne penses tu pas que tu as un gros porte a faux et que ça risque emmener des vibrations?
Comme tu dis, "un sacré joujou"! Quand on pense que ces pièces sont directement issues d'un dessin fait sur l'ordi!Fred_36 a écrit:décidément tu as un sacré "joujou" maintenant, et en plus les idées & le temps de les réaliser !!
Alain, quand on voit ce que tu fait avec tes bouts de bois, je suis certain que si tu te mettais aux travail des métaux tu en ferrais autant!! Et ce ne sont pas les exemples de membres avec des compétences dans les deux domaines qui manquent sur MB! Note que la CN est pluridisciplinaire...sangten a écrit:En dehors du fait que je n'y connais strictement rien en CN, JP, tu me scotches. A chaque fois que tu démarres un truc, on dirait que tu as fait ça toute ta vie.
C'est même un peu décourageant pour le besogneux que je suis.
Ce petit usinage est magnifique. Je suis en admiration devant ce que vous autres métalleux êtes capable de faire avec ce que moi j'appelle un bout de ferraille.
Bon d'accord, c'est de l'alu, mais c'est tout juste si je fais la différence.
Alors quand quelqu'un comme toi (il y en a d'autres, je ne les nomme pas, suivez mon regard) manie aussi bien la CN, le tour à métaux et les machines à bois, je me demande de plus en plus quel sens donner à ce qu'il me reste à vivre.
Boooooouuuuhhh !
Réponses à suivre!bilou(te) a écrit:Encore une réalisation sympa, quelques questions cependant : l'intérêt de déporter est de pouvoir sortir de ta zone de travail ? ou tout autre ?
Comptes-tu mettre des équerres de renfort pour éviter la flexion de la pièce ?
Effectivement, ces pièces sont réalisables à la défonceuse (voir ici), en tout cas pour la plus fine... mais avec la bride en 15mm d'épaisseur, et vu ses dimensions, je ne tenterais pas l'expérience!bilou(te) a écrit:Je regarde et surveille, c'est intéressant de travailler l'alu (surtout que ça se fait à la défonceuse)
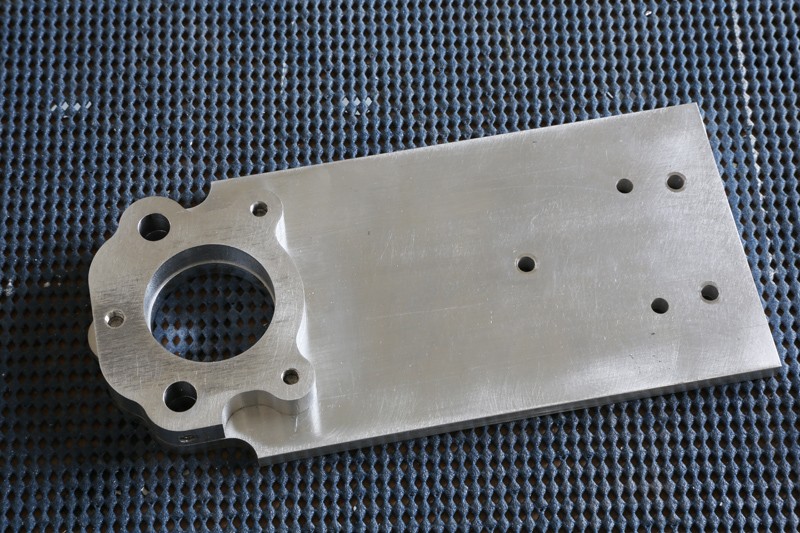
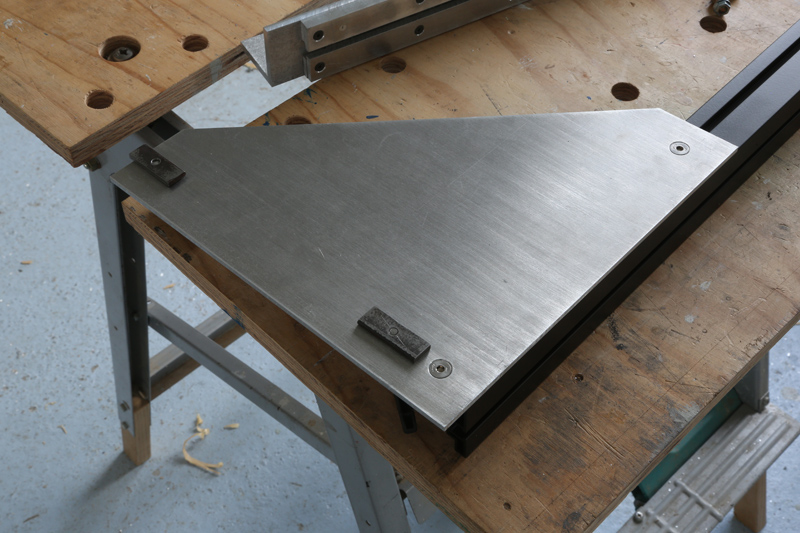
Voila donc cette seconde pièce, en alu de 15mm. A noter que le brut porte déjà des traces de fraisages... faites à la défonceuse!
Ici encore, j'ai eu pas mal de vibrations, cette fois je pense, dues à un défaut de bridage du CP sur la table.

Le fraisage de cette bride à pris environ une dizaine de minute. Avec une fraiseuse conventionnelle je pense que l'on ne se serait pas amusé à faire un contour aussi tortueux, et que l'on se serait contenté d'un simple rectangle! Mais avec la CN ça n'est vraiment pas un problème!

La pièce ne faisant que 12mm, j'ai enlevé les 3mm en trop au tour (et du coup les reste des attaches avec!).

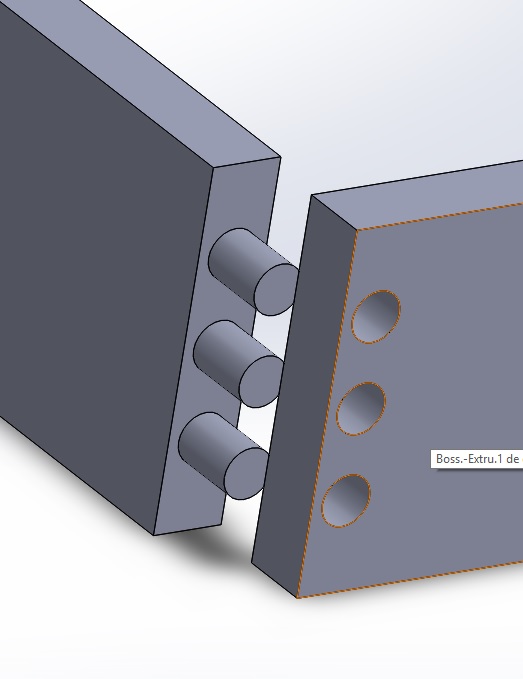
Et la encore la précision est au rendez-vous! Le moindre défaut d’entraxe, et les tétons ne rentraient pas! C'est quand même un peu serré, mais ça l'était également sur la semelle Festool.

Les deux pièces solidarisées par des vis à têtes fraisées HC inox (A4 70)

Noté que j'ai utilisé le tracé du chanfrein que j'avais modélisé sur SW pour l’alésage central de la bride, mais c'est sans conséquence!
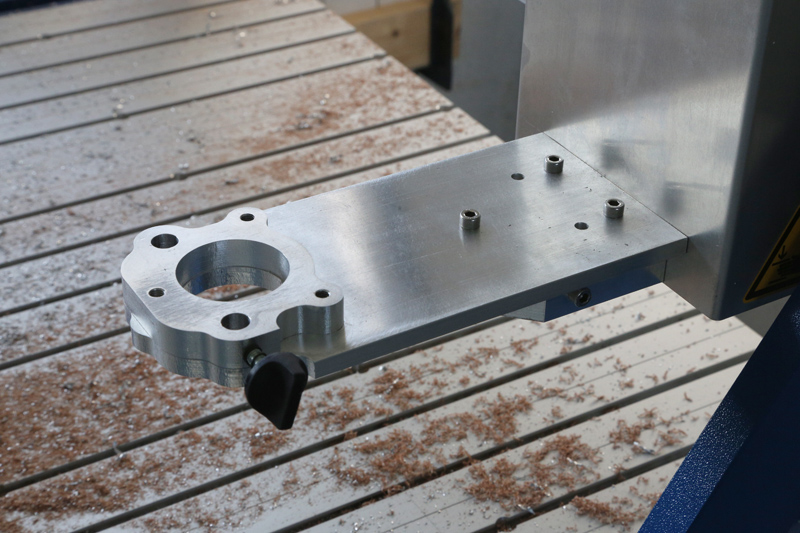
J'utilise les trous filetés disponible de la bride d'origine pour fixer le nouveau support de broche. La encore, les perçages sont parfaitement centrés!
Le premier perçage pour la vis de blocage...
... Et le second!
En effet, j'ai mal interprété la position de la vis pointeau. En la plaçant au centre de la gorge, on n'obtient pas une bocage efficace. La bride étant symétrique, je l'ai retournée et repercée.

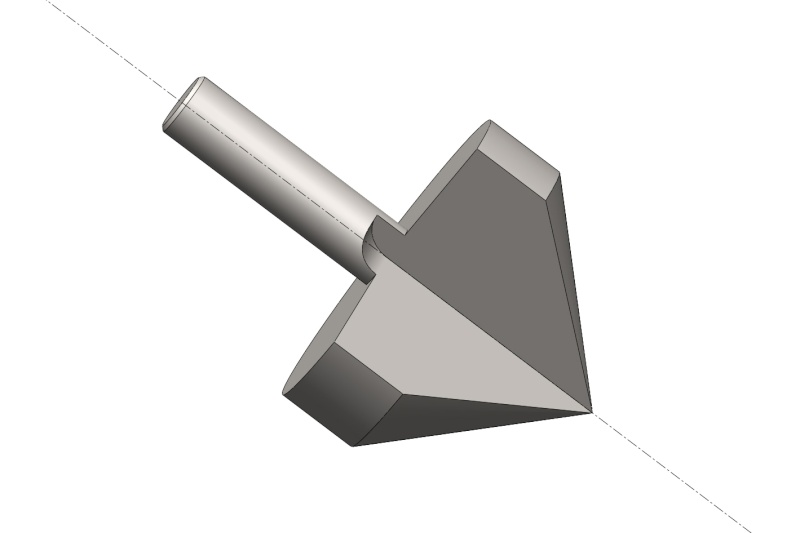
En réexaminant l'embase Festool, il apparait que la vis est légèrement désaxée vers le bas pour que son pointeau (en rouge), appuie uniquement sur la partie basse de la gorge (en vert).
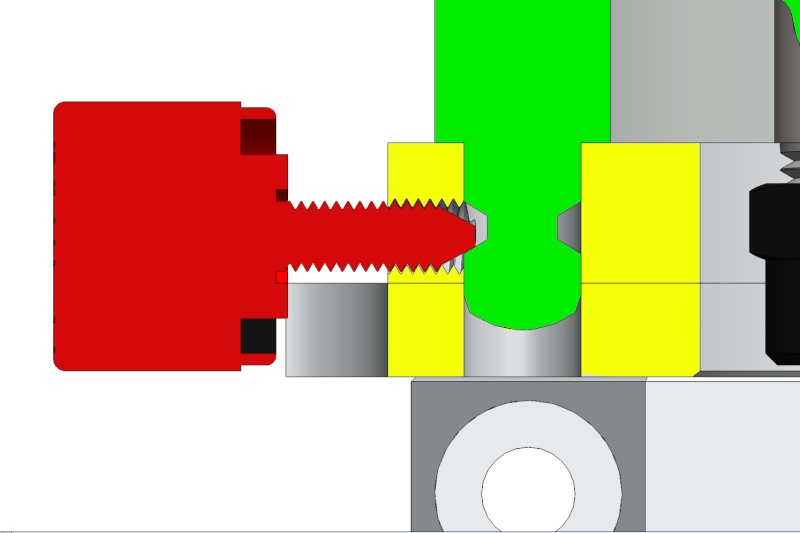
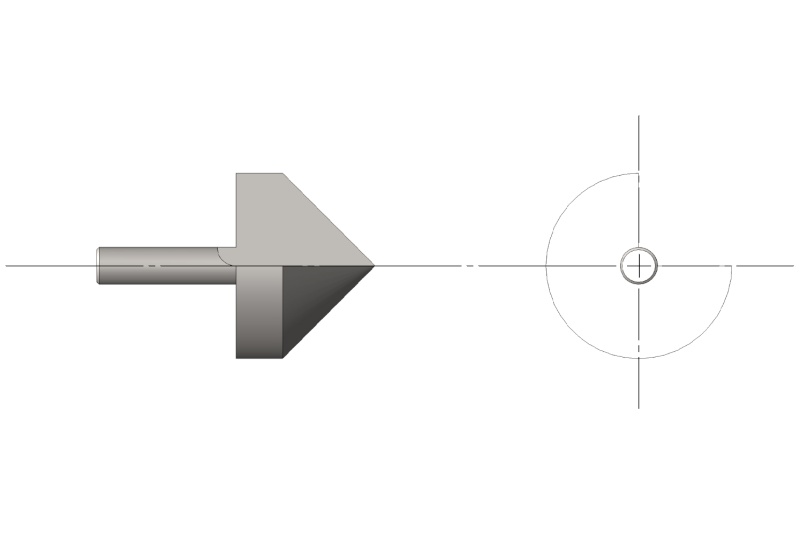
La vis pointeau.

Elle ne doit s'appuyer que sur la partie basse de la gorge.

Après plusieurs changements de fraises, le démontages (comme sur l'embase d'origine), devient plus facile.

Le blacage: Rapide simple et efficace!

Voila paré pour les premiers essais!

Vue de dessous, l'écrou de la pince affleure la plaque.

Le débord est désormais de 50mm sur l'avant de la machine. Le montage peut paraitre assez léger (Et il l'est) mais je suis confiant, c'est quand même une tôle de 8mm et c'est pour travailler le bois! Si ça ne suffit pas, je rajouterais des renforts.

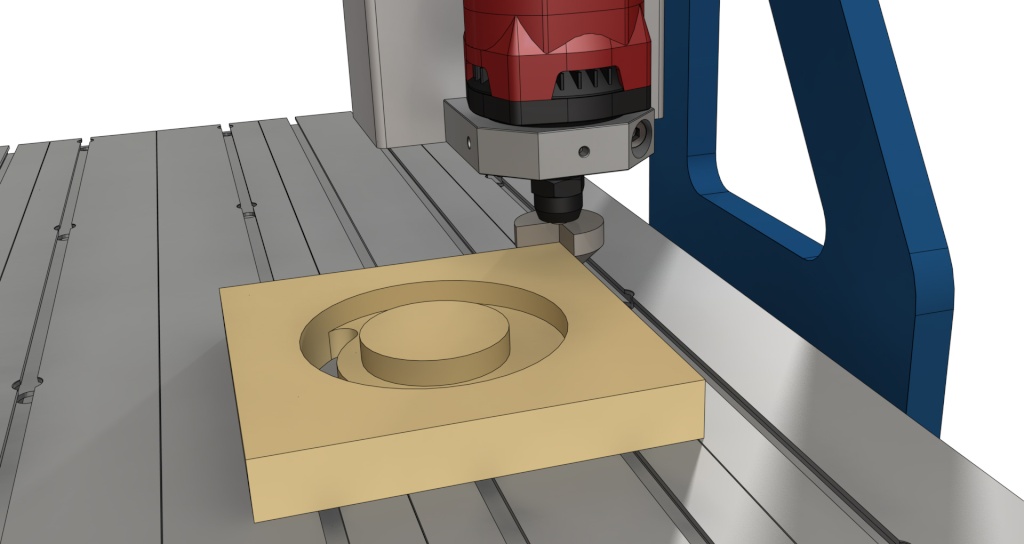
Et c'est parti pour les premières QA!
Les femelles sont faites avec une fraise de Ø6 en trois passes pour 12.7mm de profondeur.

Toujours la méthode du pointeau pour faire le zéro du X & Y. Pour le Y je le fais en deux fois. Une première fois ici, puis je recule jusqu’à +10 avec mach3 et je refait mon zéro, car pour les dégagements d'outils, le zéro de CamBam est à 10mm de la pièce..

J'ai dans l'idée de remplacer le pointeau par quelque chose comme ça:
C'est basé sur le même principe géométrique qui permet de trouver le centre d'un cercle.
Je m'en servirais comme ça:
Avant de passer à la fraise à queue d'aronde, je dégage le maximum de matière à la fraise droite.

C'est parti pour les queues mâles!

Et voila!

Verdict...

La précision est au encore la!
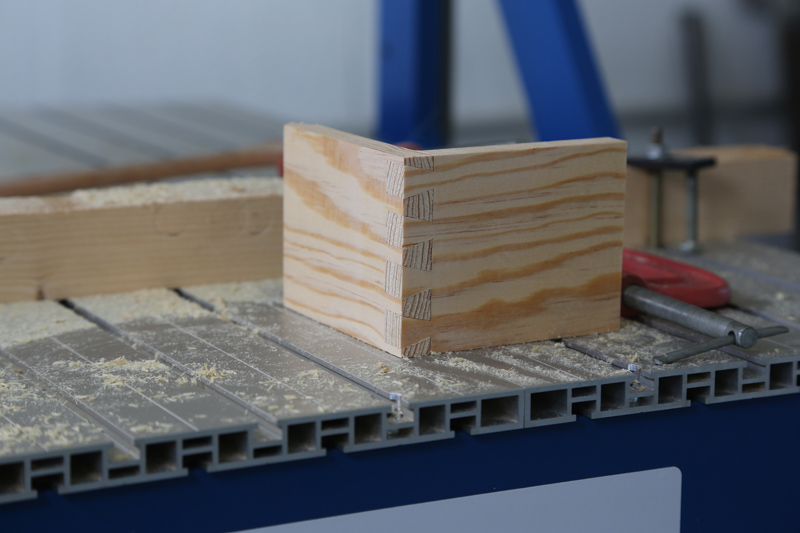
Pour les queues débouchantes, ça marche, mais pour les recouvertes je rencontre quelques problèmes (voir ici)...
A suivre...
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Festool CN pour queues d'arondes...
![]() sangten Sam 13 Sep 2014 - 11:48
sangten Sam 13 Sep 2014 - 11:48
Question pratique. Tu nous montres là comment faire des QA sur des petits bouts de bois.
Comment vas-tu faire pour des longs morceaux, pour des tiroirs par exemple ?
Ce n'est pas une colle, je me doute que tu as une solution.
_________________
La perfection est atteinte lorsqu'il n'y a plus rien à retirer. Aphorisme Zen
Le monde phénoménal est un geste de l'Ultime (12e Tai Situpa)
Si un moustique se pose sur ton testicule, demande-toi d'abord si la violence est la solution. Proverbe chinois.
sangten- Modérateur
- Messages : 15099
Points : 20511
Date d'inscription : 23/01/2013
Localisation : Tarn et garonne
Re: Festool CN pour queues d'arondes...
![]() JeanPierre Sam 13 Sep 2014 - 12:03
JeanPierre Sam 13 Sep 2014 - 12:03
Non seulement le Monsieur a des machines super mais il trouve toujours le moyen d'améliorer ou de détourner!
Voici maintenant l'affleureuse Festool à commande numérique. Chapeau!!
Il va peut-être nous faire un système comme pour sa B² mais Version 2. J'ai bon JP?Sangten a écrit:Comment vas-tu faire pour des longs morceaux, pour des tiroirs par exemple ?
Amicalement
JeanPierre

JeanPierre- complétement accro
- Messages : 1631
Points : 2732
Date d'inscription : 19/11/2011
Age : 73
Localisation : 34560
Re: Festool CN pour queues d'arondes...
![]() Strib Sam 13 Sep 2014 - 12:11
Strib Sam 13 Sep 2014 - 12:11
sangten a écrit:Superbe. JP, ce métal c'est beau.
Question pratique. Tu nous montres là comment faire des QA sur des petits bouts de bois.
Comment vas-tu faire pour des longs morceaux, pour des tiroirs par exemple ?
Ce n'est pas une colle, je me doute que tu as une solution.
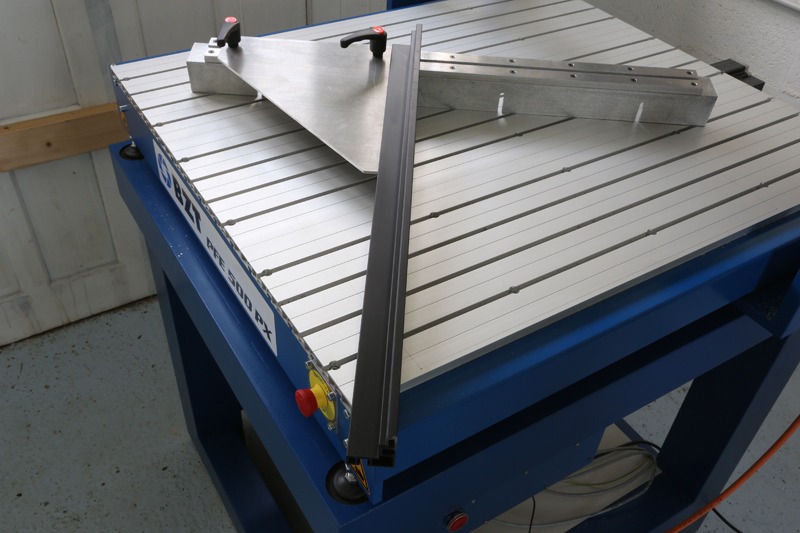
C'est à mon avis, tout l'intérêt de sa platine d'adaptation avec autant de déport, voir la photo ci après.
Cela permettra de travailler en dehors de la table
A+
Stéphane

Strib- complétement accro
- Messages : 2473
Points : 4676
Date d'inscription : 25/04/2012
Age : 52
Localisation : Corse du Sud -

Re: Festool CN pour queues d'arondes...
![]() sangten Sam 13 Sep 2014 - 12:12
sangten Sam 13 Sep 2014 - 12:12
_________________
La perfection est atteinte lorsqu'il n'y a plus rien à retirer. Aphorisme Zen
Le monde phénoménal est un geste de l'Ultime (12e Tai Situpa)
Si un moustique se pose sur ton testicule, demande-toi d'abord si la violence est la solution. Proverbe chinois.
sangten- Modérateur
- Messages : 15099
Points : 20511
Date d'inscription : 23/01/2013
Localisation : Tarn et garonne
Re: Festool CN pour queues d'arondes...
![]() beni Dim 14 Sep 2014 - 2:46
beni Dim 14 Sep 2014 - 2:46
je pensais à une autre façon de faire grâce à ton système qui aurait le mérite de ne pas être limité par la fraise à QA et plus simple :
J'avais récupéré des fichiers d'ailleurs qui donné tout un tas d'assemblages, tu pourras les trouver ici, je n'ai pas essayé encore mais ça peut donner des idées.
et sinon, pour ton système pour faire le 0, je ne sais pas si tu possèdes des fraises de ce type :
je n'en ai pas mais je crois qu'elles sont "coupé" au milieu.
Elle pourrait donc te permettre de faire ton 0 en X et Y facilement mais en 2 fois

beni- complétement accro
- Messages : 727
Points : 1786
Date d'inscription : 31/08/2011
Age : 45
Localisation : Guyane
Re: Festool CN pour queues d'arondes...
![]() Fred_36 Dim 14 Sep 2014 - 6:32
Fred_36 Dim 14 Sep 2014 - 6:32
diomedea a écrit:Bonjour à tous,
La précision est au encore la!
Bonjour,
j'en ai fait pas mal de queue d'aronde avec l'outil de Festool, et pour obtenir ce genre de précision, il faut passer beaucoup de temps à régler. Franchement le résultat est vraiment impressionnant !
et est-ce que tu peux lui demander à ta machine d'attaquer le bois à un endroit et de remonter à un autre ? Parce que c'est un problème régulier avec la défonceuse, notamment pour les formes, on n'attaque pas n'importe ou et surtout pas en progressif .. ?
amicalement
Fred
Fred_36- complétement accro
- Messages : 736
Points : 1560
Date d'inscription : 22/12/2011
Age : 48
Localisation : Soucieu En Jarrest
Re: Festool CN pour queues d'arondes...
![]() jb53 Dim 14 Sep 2014 - 7:14
jb53 Dim 14 Sep 2014 - 7:14
Je suis toujours autant
 quand je regarde tes reportages.
quand je regarde tes reportages.Bravo et merci pour le partage.
A bientôt
joël
jb53- complétement accro
- Messages : 2187
Points : 4716
Date d'inscription : 28/11/2010
Age : 71
Localisation : 89250
Re: Festool CN pour queues d'arondes...
![]() 6°sens Ven 19 Sep 2014 - 14:25
6°sens Ven 19 Sep 2014 - 14:25
Pourquoi ce dispositif n'existait pas ailleurs que dans ton cerveau ?
Maintenant, on pense CNC... à cause de David et toi et des autres intervenants.
C'est grave, çà !
Amicalement,
Renaud
_________________
« Heureux sont les fêlés, car ils laissent passer la lumière » M. Audiard
« Je ne perds jamais, soit je gagne soit j'apprends " Nelson Mandela
« Un jour, j'irai vivre en THÉORIE parce qu'en théorie tout se passe toujours bien » Pierre Desproges

6°sens- Modérateur
- Messages : 9442
Points : 16191
Date d'inscription : 25/03/2011
Age : 71
Localisation : Cambrésis
Re: Festool CN pour queues d'arondes...
![]() diomedea Mar 23 Sep 2014 - 10:13
diomedea Mar 23 Sep 2014 - 10:13
Je vois que tu as eu la réponse!sangten a écrit:Question pratique. Tu nous montres là comment faire des QA sur des petits bouts de bois.
Comment vas-tu faire pour des longs morceaux, pour des tiroirs par exemple ?
Ce n'est pas une colle, je me doute que tu as une solution.
Tout juste! Mais version 3, tu oublie le perceuse à colonne!JeanPierre a écrit:Il va peut-être nous faire un système comme pour sa B² mais Version 2. J'ai bon JP?
Comme tu dis! J'avoue que j'étais quand même un peu septique... Mais quand tout c'est emboité à la perfection, j'ai trouvé ça presque magique!Strib a écrit:Très beau travail JP, c'est bluffant
Je n'y avais pas pensé, mais c'est clair que je vais essayer!beni a écrit:très propre ces queues d'aronde
je pensais à une autre façon de faire grâce à ton système qui aurait le mérite de ne pas être limité par la fraise à QA et plus simple :
Merci pour les liens
J'ai rencontré ce problème avec les QA recouvertes (voir ici), mais tu sais qu'il à été résolu!Fred_36 a écrit:et est-ce que tu peux lui demander à ta machine d'attaquer le bois à un endroit et de remonter à un autre ? Parce que c'est un problème régulier avec la défonceuse, notamment pour les formes, on n'attaque pas n'importe ou et surtout pas en progressif .. ?
Merci joël!jb53 a écrit:Bravo et merci pour le partage.
Ça y est, ça va être de ma faute si tu traine de plus en plus souvent sur les sujets CNC! Attention Renaud, c'est comme ça que j'ai commencé!6°sens a écrit:Pourquoi ce dispositif n'existait pas ailleurs que dans ton cerveau ?
Maintenant, on pense CNC... à cause de David et toi et des autres intervenants.
C'est grave, çà !
Allez, la suite!
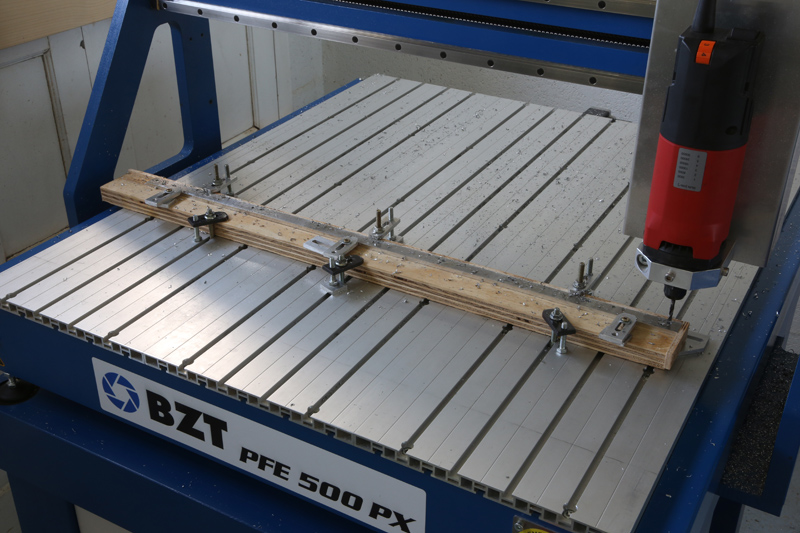
Comme je vais avoir pas mal d'éléments a positionner, et pour ne pas avoir à refaire mon zéro en X et Y à chaque fois, je me suis fraisé ces petites butées qui reprennent le même principe que celui que je vous avais montré dans le post précédant, mais en inversé!
Cette fois c'est une pige montée dans la broche qui sert de référence. La première des deux butées est donc positionnée pour le x et le Y, et après y avoir fait le zéro...

... je fait translater mon X jusqu'à la position ou je souhaite mettre ma seconde butée et je recommence la même opération.

Ma pièce positionnée bien parallèle au X

Même chose avec cette cornière.

Cornière qui servira de base pour le futur support verticale qui perdra place en bout de table. Je commence par fraiser les boutonnières qui serviront à la boulonner dans les rainures de la table.

La seconde aile est percée à 3,2 pour être taraudé à M4. Notez le bridage sur des cales de bois.

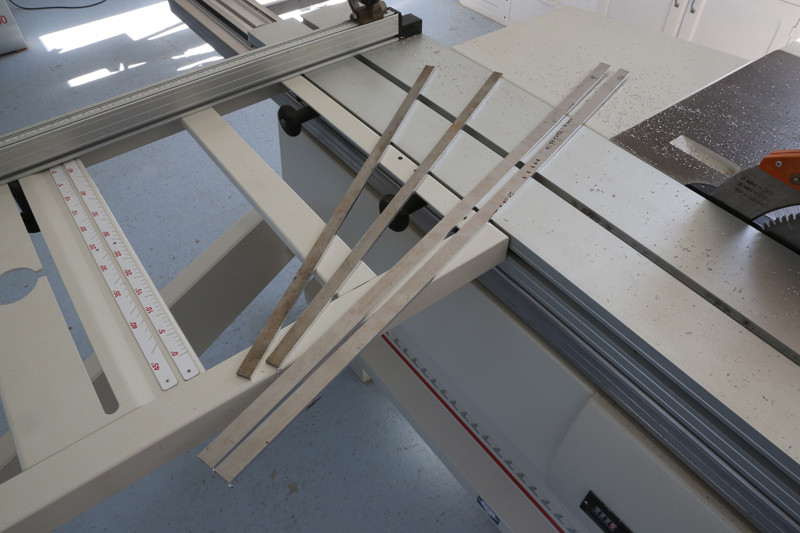
La cornière va être équipée d'un rainure en T sur sa face verticale. J'ai voulu utiliser un profilé genre "T track", mais je le trouvais trop léger. J'ai donc décidé de faire ma rainure avec deux épaisseurs de tôle d'alu de 5mm.
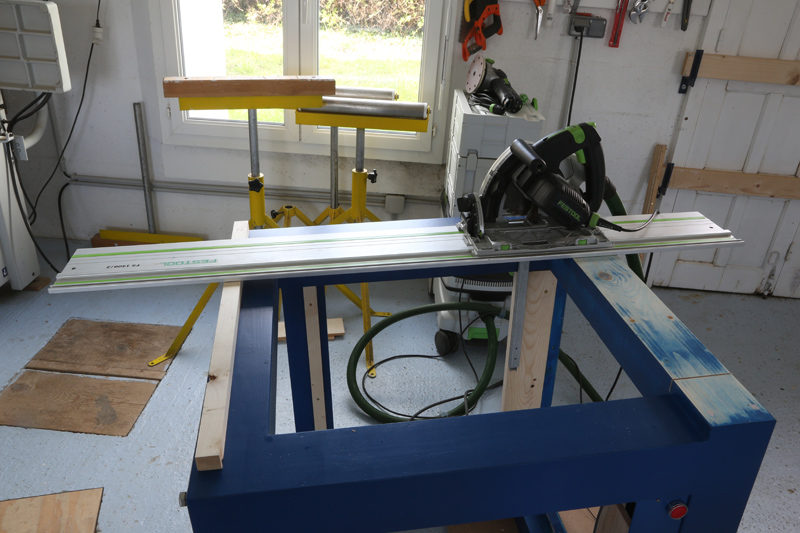
La tôle est sciée à la scie à format avec une lame type "Heller"


Le temps n'est pas loin ou je m'em..rdais à les couper à la disqueuse, puis à les rectifier à la défonceuse!
J'utilise à nouveau le bois pour maintenir mes pièces à percer. Ce CP est calé contre mes deux butées, et c'est une bande de CP vissée sur son chant qui sert de nouvelles références.
Perçage à 4.

Fraisage pour les têtes de vis en mode de gravure. La fraise est un modèle prévu pour le bois.

Le tout assemblé. La précision de l'écartement de tout ces perçages est vraiment étonnante!

Il y a quand même un bug... Je n'ai pas réussi à savoir ce qui c'est passé

Mais bon! j'ai quand même arasé ce qui dépassait! Comme la pièce était trop longue (750mm) pour la CN, je l'ai fait à la défonceuse, et comme je ne trouvais pas le résultat satisfaisant, je l'ai finalement repris à la fraiseuse!
Voici mon premier fraisage à dreuz!
Dans cette position, j'ai 910mm d'axe en axe.
Une dernière bidouille.
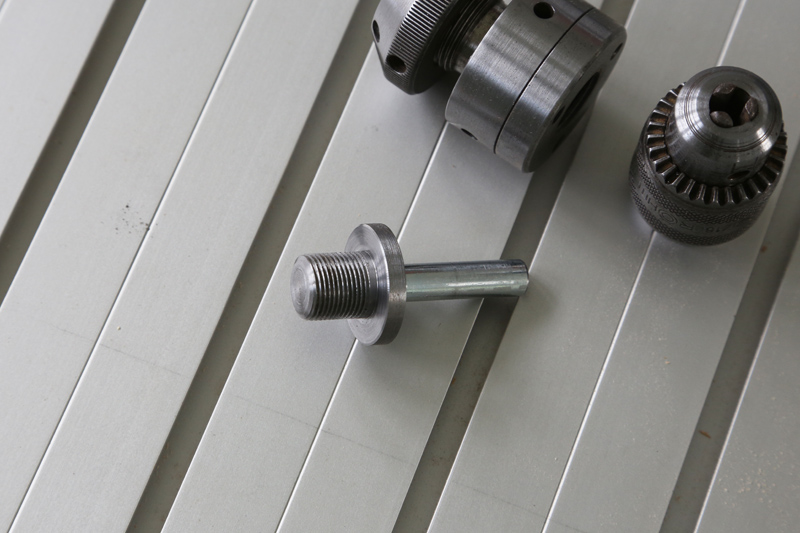
Je me suis tourné un porte mandrin à monter dans la pince de Ø8 de la broche.

Résultat, et malgré que ça tourne rond, ça vibre vraiment trop. Ces mandrins ne sont vraiment pas prévu pour tourner au delà de 5000tr/mn ...

A suivre...
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Festool CN pour queues d'arondes...
![]() Rémi(de la Montagne Noire Mar 23 Sep 2014 - 12:11
Rémi(de la Montagne Noire Mar 23 Sep 2014 - 12:11
Rémi(de la Montagne Noire- complétement accro
- Messages : 1747
Points : 3460
Date d'inscription : 28/04/2012
Age : 69
Localisation : Aude
Re: Festool CN pour queues d'arondes...
![]() Jivé Mar 23 Sep 2014 - 12:46
Jivé Mar 23 Sep 2014 - 12:46
Cdlt
Jean

Jivé- complétement accro
- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Re: Festool CN pour queues d'arondes...
![]() Guilhèlmus Mar 23 Sep 2014 - 13:40
Guilhèlmus Mar 23 Sep 2014 - 13:40
Je crois que je vais arrêter de fréquenter ce forum ! C'est écœurant Jean-Paul !
Ça à l'air si facile !
Ça donne envie, heureusement que le prix est important, sinon, on serait nombreux à en avoir des CNC.
En tous cas tes reportages sont toujours aussi plaisant à lire !
Foi (gras) de gascon !
@+ Guilhèlmus

Guilhèlmus- complétement accro
- Messages : 3334
Points : 5981
Date d'inscription : 25/10/2013
Age : 45
Localisation : 13oqp
Re: Festool CN pour queues d'arondes...
![]() JeanPierre Mar 23 Sep 2014 - 16:41
JeanPierre Mar 23 Sep 2014 - 16:41
Je suis content,j'avais presque tout bon.
Pour le reste c'est toujours aussi magique!
Je me sens petit, petit, petit....
Amicalement
JeanPierre
JeanPierre- complétement accro
- Messages : 1631
Points : 2732
Date d'inscription : 19/11/2011
Age : 73
Localisation : 34560
Re: Festool CN pour queues d'arondes...
![]() diomedea Mer 24 Sep 2014 - 11:28
diomedea Mer 24 Sep 2014 - 11:28
Et merci pour vos messages!
Plus exactement "de travers" . On utilise le plus souvent ce terme pour désigner quelque chose de mal construit ou mal monté.Rémi(de la Montagne Noire a écrit:C' est vraiment impressionnant. Merci pour le partage! PS " à dreuz ", je suppose que ça veut dire " en diagonale " en breton?
Le projet sous SolidWorks, pas encore totalement finalisé
Pour en revenir au mandrin de perçage, voici comment j'ai résolu le problème.
J'ai simplement percé un rond de laiton de Ø6 au Ø4, puis je l'ai fendu d'un coup de scie à métaux.
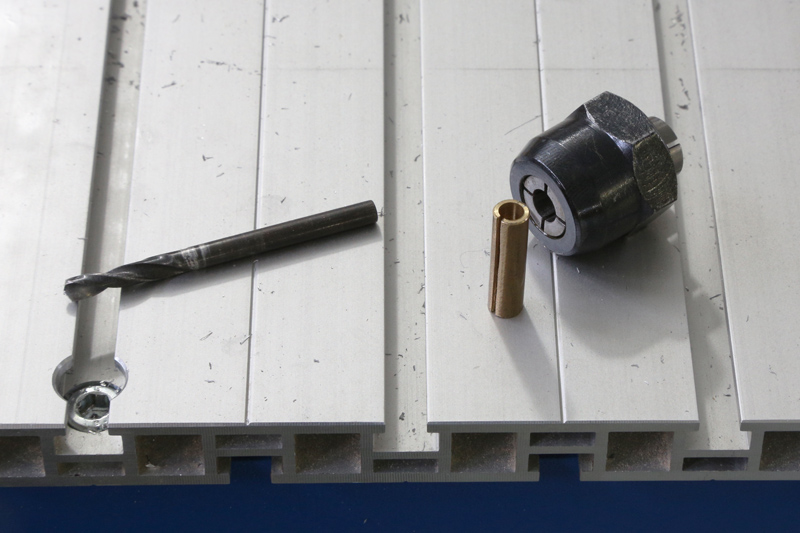
C'est tout simple, et ça marche très bien... Pour du perçage, c'est largement suffisant!

La tôle de 4mm qui va servir de base au guide, est scié sur la scie à format et percé sur la CN.
Voila le tout est parfaitement d’équerre!
Le profilé noir est un vestige de mon ancienne scie Ryobi.
La photo ne le met pas en évidence, mais il va falloir modifier le meuble support...

Du coup j'ai ressorti la chèvre et remise à sécher! Notez les deux bouts en sécurité, on en sait jamais...

La peintures des dessous laisse à désirer!


Je vais donc supprimé la partie centrale du tasseau que j'avais due rajouter (voir ici).
Je commence par donner un coup de scie sur la profondeur max de lame...

... puis je retire ce qu'il reste au ciseau à bois. Le sapin est tendre, ça va assez vite. En utilisant trait le de scie pour guider le ciseau, j'ai réussi à avoir un bon résultat.

Après ponçage. J'ai quand même utilisé un peu de mastic pour cacher quelques défauts.

Repose de la machine.
Ce contre jour en hauteur est une calamité pour les photos! Je suis obliger de les triturer sous PhotoShop pour les rendre plus lisible, mais ça les rends façade plates et sans reliefs... Il va vraiment falloir que je ressorte mon flash!

Le tout remonté et repeint.

Le guide vertical à trouvé sa bonne place.

Il est boulonné sur la table en quatre points.

Voila, il me reste encore la butée de hauteur et la presse à faire.

Le débord par apport à l'axe de la fraise, est de 51mm, c'est suffisant pour faire des tiroirs.

A suivre...
Dernière édition par diomedea le Mer 24 Sep 2014 - 11:44, édité 1 fois
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Festool CN pour queues d'arondes...
![]() sangten Mer 24 Sep 2014 - 11:33
sangten Mer 24 Sep 2014 - 11:33
Tu pourrais pas faire une pause ? On ne peut plus te suivre ! Quand je vois tout ce que tu fais, j'ai envie de retourner me coucher. Avec une pizza de Dulcinée. Ou une brioche de Guilhèlmus.
Déjà que je n'ai même pas le temps de me mettre au métal, si il faut envisager la CN, il va me falloir un certain nombre de vies parallèles.
_________________
La perfection est atteinte lorsqu'il n'y a plus rien à retirer. Aphorisme Zen
Le monde phénoménal est un geste de l'Ultime (12e Tai Situpa)
Si un moustique se pose sur ton testicule, demande-toi d'abord si la violence est la solution. Proverbe chinois.
sangten- Modérateur
- Messages : 15099
Points : 20511
Date d'inscription : 23/01/2013
Localisation : Tarn et garonne
Re: Festool CN pour queues d'arondes...
![]() Vincent 38 Mer 24 Sep 2014 - 12:05
Vincent 38 Mer 24 Sep 2014 - 12:05
moi tous pareil à Alain, j’étais passé à coté de ce fil, mais comme d'habitude, tu réussi tous, facile, et je regarde en bavant.
moi qui n'ose pas attaquer une queue d'aronde au ciseau, toi tu délègue à ta CNC, et c'est parfait!
quand je pense que tu bosse dessus depuis quoi, 6 mois ?
Vraiment ça énerve, tient, je vais allez manger, ça me calmera ...
bravo quand même!
Vincent

Vincent 38- complétement accro
- Messages : 2316
Points : 3172
Date d'inscription : 10/04/2014
Age : 61
Localisation : Isere ( Nord)
Re: Festool CN pour queues d'arondes...
![]() Wyldix Mer 24 Sep 2014 - 12:44
Wyldix Mer 24 Sep 2014 - 12:44
Tout d'abord félicitations pour le travail réalisé qui est d'une grande qualité !
Il me venait une question en voyant les photos, pourquoi ne pas avoir monter la broche à l'horizontale (comme une mortaiseuse horizontale) ? Ainsi il y aurait eu moins de travail à faire (juste une plaque pour monter l'affleureuse mais tu as de toute façon eu besoin de la faire). Par contre la programmation aurait été plus compliquée mais rien d'insurmontable pour toi !
Wyldix- complétement accro
- Messages : 721
Points : 1615
Date d'inscription : 27/02/2012
Age : 29
Localisation : Fribourg/CH
Re: Festool CN pour queues d'arondes...
![]() dh42 Mer 24 Sep 2014 - 14:53
dh42 Mer 24 Sep 2014 - 14:53
Belle adaptation
Félicitation pour ton adaptation rapide à la CNC
Ne pense tu pas que le bouton d'AU risque de te gêner ; ne faudrait il pas le déplacer ?
Il me venait une question en voyant les photos, pourquoi ne pas avoir monter la broche à l'horizontale (comme une mortaiseuse horizontale) ? Ainsi il y aurait eu moins de travail à faire (juste une plaque pour monter l'affleureuse mais tu as de toute façon eu besoin de la faire). Par contre la programmation aurait été plus compliquée mais rien d'insurmontable pour toi !
Non, pas vraiment ; en fait c'est le même programme; c'est sur Mach3 que tu inverse les axes ; Y devenant Z ; tu peux avoir plusieurs "profils" de machine mémorisés et donc en faire un pour chaque config de la machine (3 axes, 4 axes,fraisage horizontal, tournage ... etc)
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Festool CN pour queues d'arondes...
![]() Wyldix Mer 24 Sep 2014 - 19:53
Wyldix Mer 24 Sep 2014 - 19:53
Wyldix- complétement accro
- Messages : 721
Points : 1615
Date d'inscription : 27/02/2012
Age : 29
Localisation : Fribourg/CH
Page 1 sur 5 • 1, 2, 3, 4, 5

 Sujets similaires
Sujets similaires» Un gabarit pour assemblage à queues droites
» 2 demi gabarits pour queues d'arondes
» Gabarit queues d'arondes pour scie à ruban
» Générateur de G-code pour usinage de queues d'aronde