






Choix et installation d'une broche CNC 2.2kW water-cooled
Page 5 sur 7 •  1, 2, 3, 4, 5, 6, 7
1, 2, 3, 4, 5, 6, 7 

 Re: Choix et installation d'une broche CNC 2.2kW water-cooled
Re: Choix et installation d'une broche CNC 2.2kW water-cooled
![]() diomedea Mer 24 Aoû 2016 - 16:30
diomedea Mer 24 Aoû 2016 - 16:30
Sur les miennes, les portiques étaient strictement identiques.

Ta photo doit montrer une machine d'une génération différente.
diomedea- complétement accro

- Messages : 12658
Date d'inscription : 14/01/2009

Re: Choix et installation d'une broche CNC 2.2kW water-cooled
![]() dh42 Mer 24 Aoû 2016 - 17:06
dh42 Mer 24 Aoû 2016 - 17:06
je sais qu'il y a quelques petites différences entre les moteurs.
Gagné ! ... sur la 1000 les axes des moteurs ne sortent pas de l'autre coté
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25659
Points : 38368
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Choix et installation d'une broche CNC 2.2kW water-cooled
![]() diomedea Mer 24 Aoû 2016 - 17:50
diomedea Mer 24 Aoû 2016 - 17:50


diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Choix et installation d'une broche CNC 2.2kW water-cooled
![]() diomedea Sam 27 Aoû 2016 - 8:50
diomedea Sam 27 Aoû 2016 - 8:50
La suite...
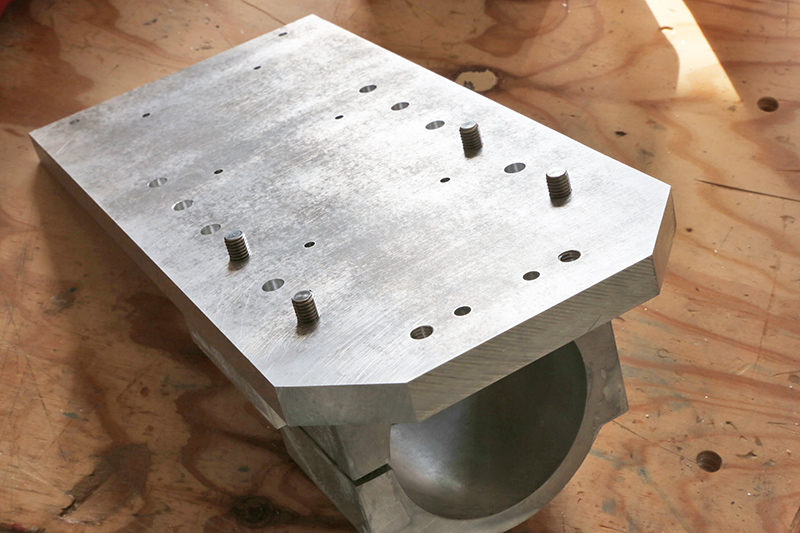
Avant de percer la plaque d'alu, j'ai préférer valider l'emplacement des perçages sur un prototype en bois.

les prises de cotes étant bonne, je suis passé à la plaque d'alu.

la plaque à été mise à la cote à la scie.

Et comme toujours à la CNC, tout tombe pile poil! Les perçage sont tous fait au Ø des vis, donc avec très peu de jeux.
Deux des six trous tarauder M4 qui n'existaient pas sur la PFE 500.
Je vais bien sur mettre des entretoises entre la plaque et la structure en acier du Z.
Reste à fixer la bride, mais je n'ai toujours pas trouver la façon dont j'allais m'y prendre pour la percer...

J'ai également gardé la possibilité de remettre la bride d'origine.

A suivre...
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Choix et installation d'une broche CNC 2.2kW water-cooled
![]() stanloc Sam 27 Aoû 2016 - 10:18
stanloc Sam 27 Aoû 2016 - 10:18
Perso je pointerais à la cnc les trous sur la plaque support et ensuite j'appliquerais la bride avec deux serre-joint contre la plaque et je percerais le tout.
Stan

stanloc- Banni
- Messages : 536
Points : 916
Date d'inscription : 12/10/2014
Age : 79
Re: Choix et installation d'une broche CNC 2.2kW water-cooled
![]() diomedea Dim 28 Aoû 2016 - 10:10
diomedea Dim 28 Aoû 2016 - 10:10
Les petites avancées du jour...
Pour percer les entretoises, j'ai dû remettre la bride pour la Suhner.

Problème, les trous ou doivent passer les vis sont dorénavant tarauder...

J'ai donc fabriqué deux vis spéciales auxquelles j'ai supprimé une partie, celle qui correspond à l'emplacement des taraudages de la plaque.

C'est là que je me rend compte que la tôle d'alu d’origine agit comme un véritable résonateur! dorénavant c'est tous juste si j'entant bouger le Z!

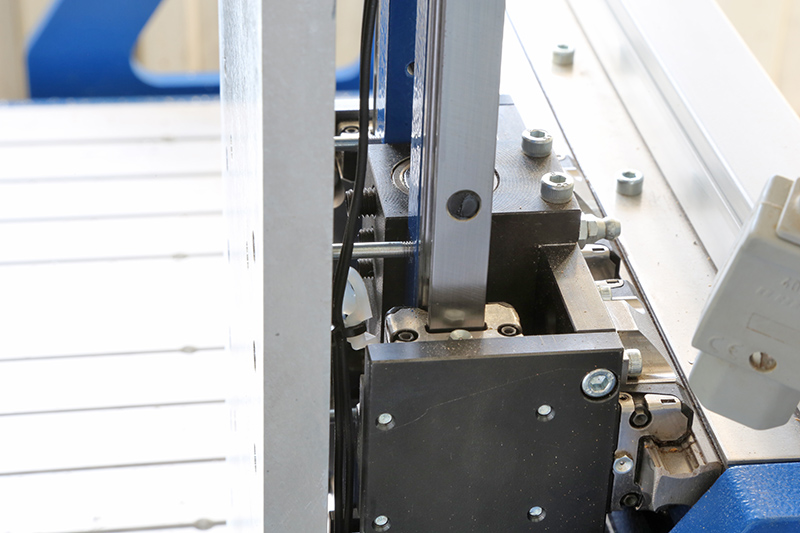
Les entretoises sont en alu de 15mm, elles ne descendent pas jusqu'en bas pour laisser passer les fils du contact de référencement.
Ces fils passent désormais sur le coté de l'entretoise.

Juste pour m’assurer que les têtes de vis du collier passent... Ayant tout modélisé dans SW, c'est sans surprise!

Par contre les vis, elles, ne passent pas! il n'y a pas assez d'espace entre les rails et la plaque pour mettre des vis suffisamment longue.
je vais donc monter des goujons sur le collier et mettre des écrous.
Sinon, hier après midi, j'ai eu le grand plaisir de recevoir Quentin! Ses connaissances dans le domaine du bois sont vraiment remarquable!
A suivre...
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Choix et installation d'une broche CNC 2.2kW water-cooled
![]() dh42 Dim 28 Aoû 2016 - 17:00
dh42 Dim 28 Aoû 2016 - 17:00
Par contre les vis, elles, ne passent pas! il n'y a pas assez d'espace entre les rails et la plaque pour mettre des vis suffisamment longue.
Je ne suis pas sur de comprendre
Dommage que tu n'ai pas directement taraudé dans la plaque comme moi, c'est plus simple non ?
Edit: Je ne comprends pas le montage de broche sur les 2 dernières photos, pourquoi y a t'il une petite plaque verticale et pourquoi la broche est elle aussi haute ?
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25659
Points : 38368
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Choix et installation d'une broche CNC 2.2kW water-cooled
![]() diomedea Dim 28 Aoû 2016 - 17:33
diomedea Dim 28 Aoû 2016 - 17:33
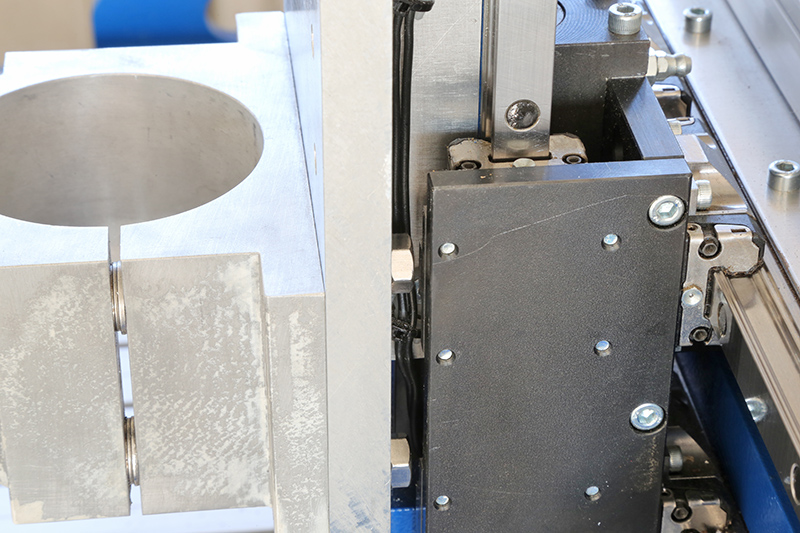
Voici le problème.
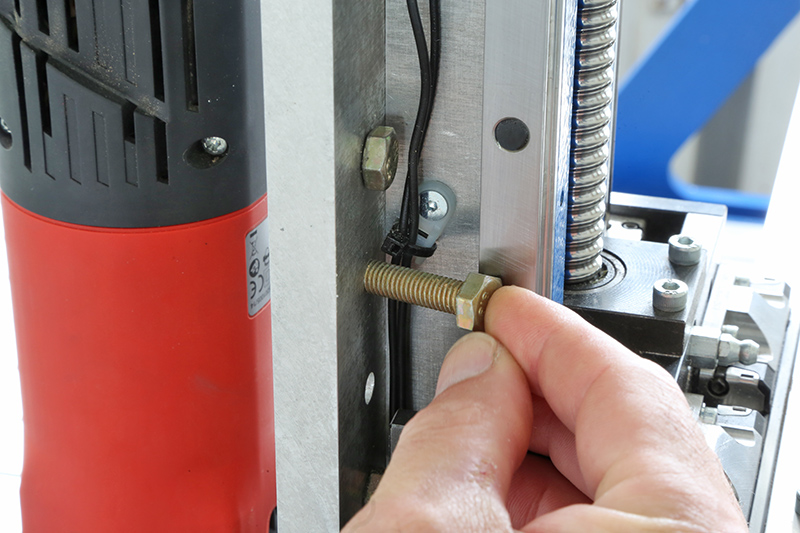
Les vis qui passent sont trop courtes.
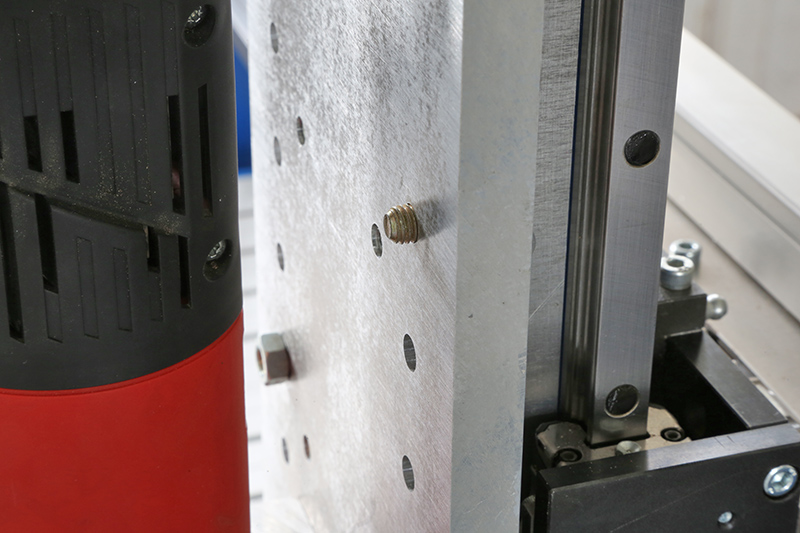
Mais en utilisant des goujons il n'y aura pas de soucie... je pense que ce sera même plus facile!
JPaul
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Choix et installation d'une broche CNC 2.2kW water-cooled
![]() dh42 Dim 28 Aoû 2016 - 17:41
dh42 Dim 28 Aoû 2016 - 17:41
bon, je vais allez me faire la partie câblage de l'imprimante ... avec un peu de chance elle tournera ce soir ... si je n'ai pas fondu avant
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25659
Points : 38368
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Choix et installation d'une broche CNC 2.2kW water-cooled
![]() diomedea Dim 28 Aoû 2016 - 19:42
diomedea Dim 28 Aoû 2016 - 19:42
Aller, une petite photo souvenir histoire de te rafraichir!dh42 a écrit:... si je n'ai pas fondu avant

Sinon, j’attends avec impatience la suite de ton sujet sur ton imprimante!
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Choix et installation d'une broche CNC 2.2kW water-cooled
![]() dh42 Dim 28 Aoû 2016 - 19:51
dh42 Dim 28 Aoû 2016 - 19:51
Sur l'imprimante, je viens de casser une petite patte qui sert à fixer la carte électronique, donc suite du câblage en attendant que la colle sèche (saleté, ça sèche pas vite !), mais elle ne tournera surement pas aujourd'hui ; j'ai plein de photos en stock du montage .. reste à trouver le courage de les poster
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25659
Points : 38368
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Choix et installation d'une broche CNC 2.2kW water-cooled
![]() diomedea Mar 30 Aoû 2016 - 8:12
diomedea Mar 30 Aoû 2016 - 8:12
Bon, la colle doit être sèche maintenant!dh42 a écrit:Sur l'imprimante, je viens de casser une petite patte qui sert à fixer la carte électronique, donc suite du câblage en attendant que la colle sèche (saleté, ça sèche pas vite !)
La suite...
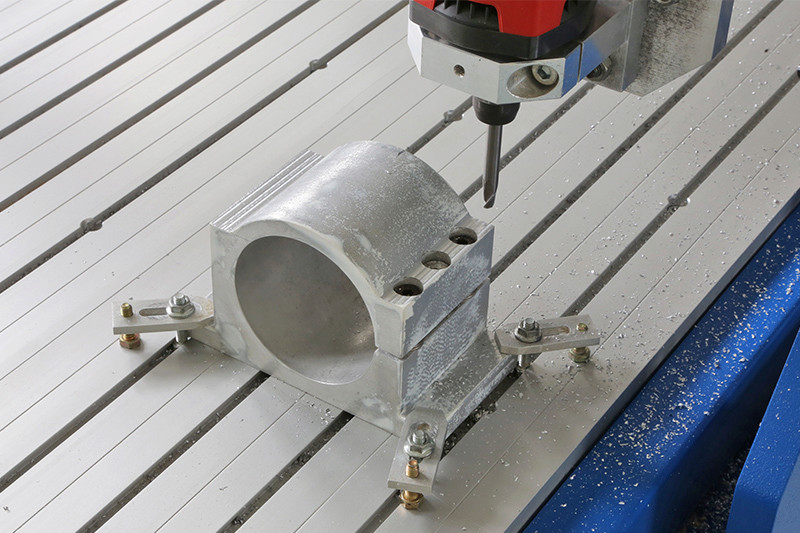
La première étape va consister à créer une surface parfaitement parallèle à l'arrière de la bride, pour la fixer sur la table.
Pour éviter les vibrations, j'ai immobilisé la fente coté vis de serrage par des rondelles. Notez les vis TF modifiées, les têtes des vis d'origines dépassent le plan à fraiser.

Il y avait environ 5/10eme (En diagonale) entre les deux cotés.
Pour la brider en position de perçage j'ai utilisé des écrous.

Petit contrôle...
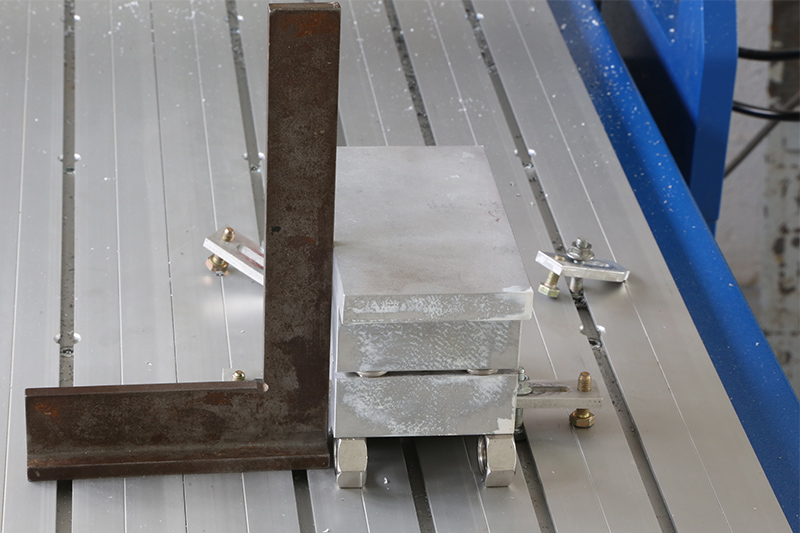
Pour l'aligner la pièce en X/Y, j'ai utilisé un tracé fait à l'équerre bien centré sur le dos. J'ai utilisé une pointe (aiguille d'injecteur) pour suivre ce trait.

Voila pour les perçages de la bride.
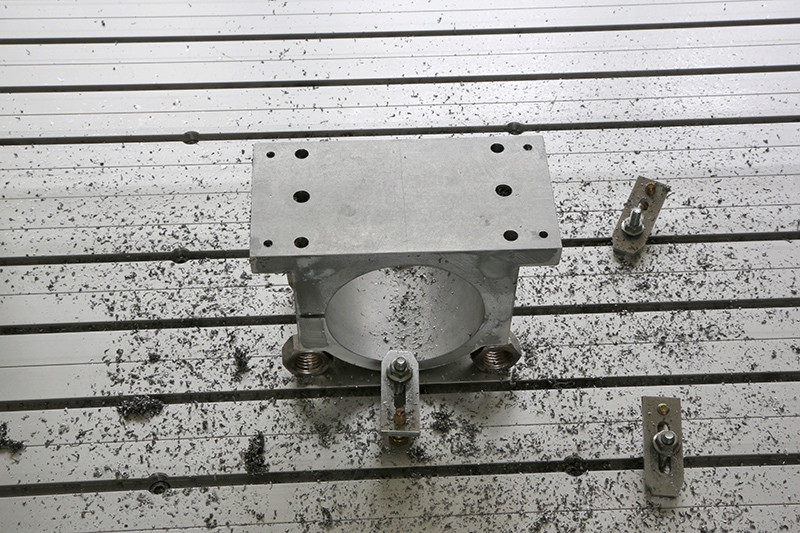
Les taraudages sont fait à la PAC. Vu le faible jeu entre les pièces, il n'y a pas le droit à l'erreur!

Les goujons sont des vis (inox) coupées.

J'ai dû reprendre tout les perçages avec un foret de 8, il étaient trop petits d'un dixième... C'est sans doute à cause de la pointe de la fraise qui était cassée (perçage en spirale).
Ça rentre sans sans jeux, si je doit reprendre le lignage, je diminuerais l'épaisseur du filet au niveau du passage dans la tôle.

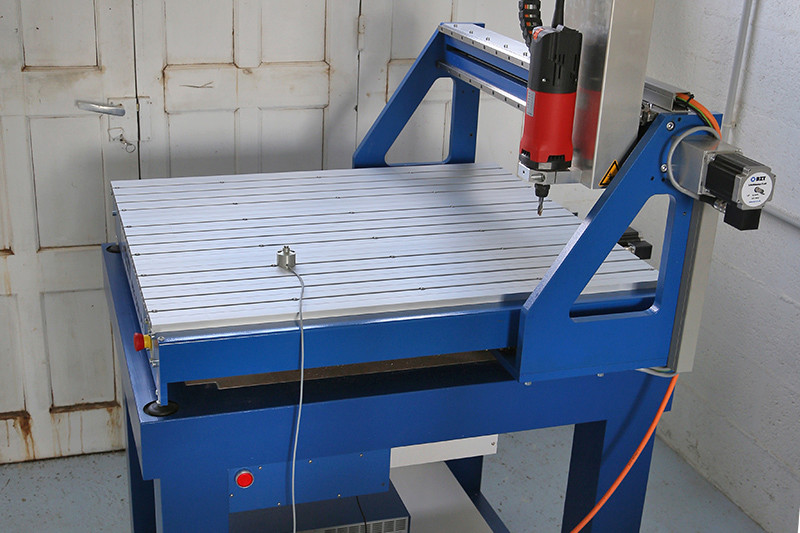
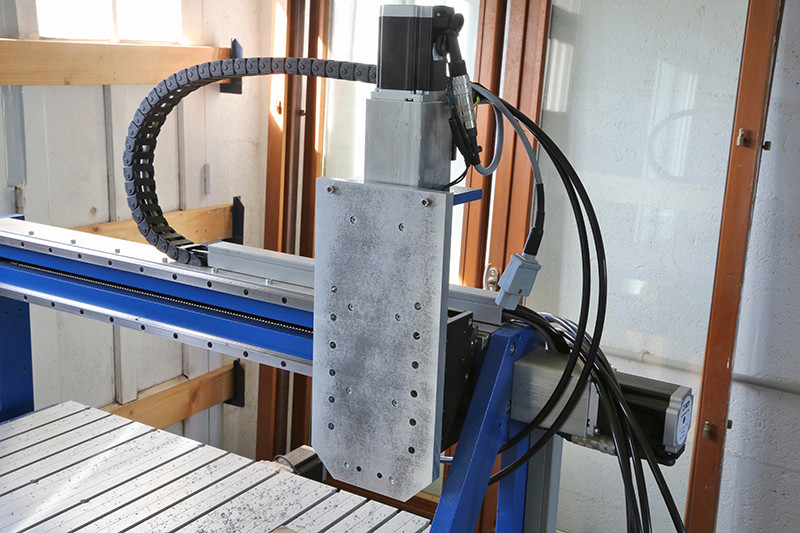
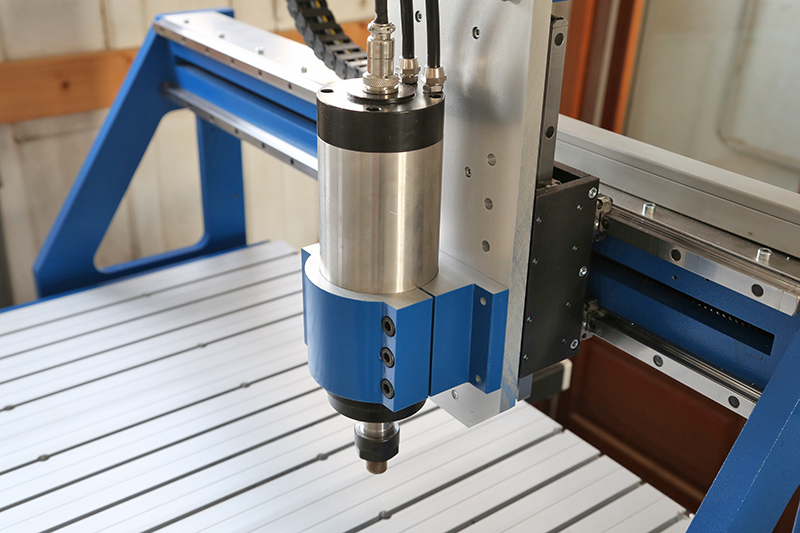
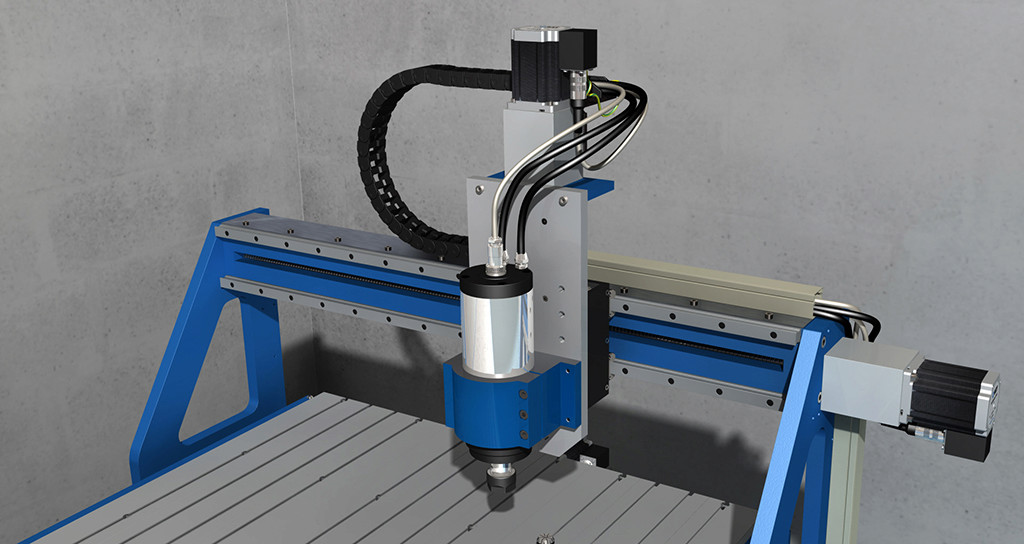
La voila en place!

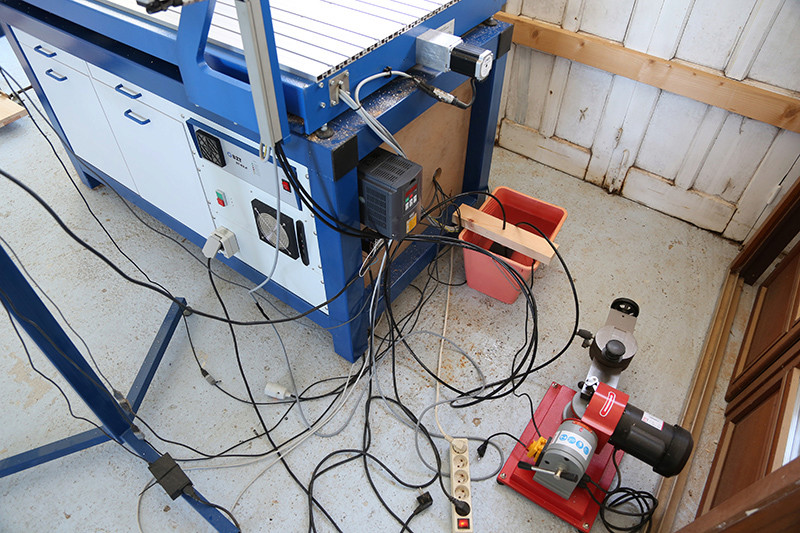
Tout passe dans la chainette... j'espère que le câble d'alimentation ne parasitera pas des autres!

La réserve d'eau de 15l, c'est juste histoire de voir s'il n'y à pas de fuite... J'ai de très gros doute quand au 3m3/h annoncé!

Il me reste plus qu'a mettre de l'ordre dans ce bazar! Le convertisseur et le contacteur vont passer à l'intérieur.
A suivre...
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Choix et installation d'une broche CNC 2.2kW water-cooled
![]() diomedea Mar 30 Aoû 2016 - 15:16
diomedea Mar 30 Aoû 2016 - 15:16
Après avoir mis de l'ordre dans tout ça, j'ai fais mes premiers essais à blanc sans fraise histoire de voir si tout ce passe bien.
Tout à l'air de ce dérouler normalement, les vitesses demandées via CB sont prises en comptes, mais je n’arrive pas à avoir le temps nécessaire au lancement de la broche,
elle plonge alors qu'elle est en début d'accélération.
Voici mes fenêtres Mach3.
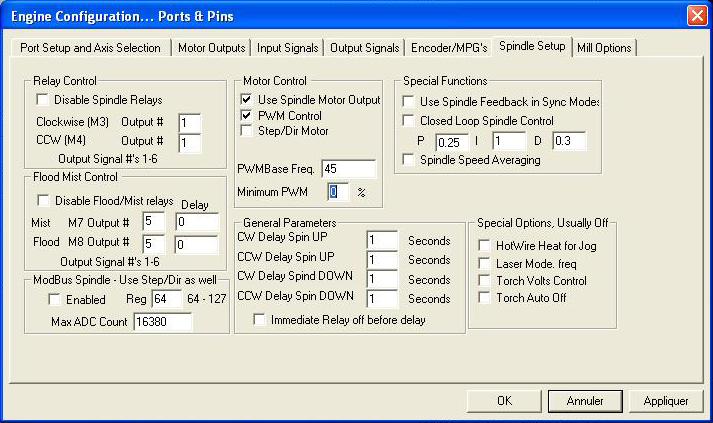
A noter que le G04 soit coché ou pas, rien ne change, et je ne peux pas entrer la valeur de 5000 m/s...

diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Choix et installation d'une broche CNC 2.2kW water-cooled
![]() Guilhèlmus Mar 30 Aoû 2016 - 15:40
Guilhèlmus Mar 30 Aoû 2016 - 15:40
Je ne vais être d'aucune utilité, le seul truc (débile) que je puis dire, c'est que je regrette de ne pas être ton voisin.
@+ Pegvi

Guilhèlmus- complétement accro
- Messages : 3334
Points : 5981
Date d'inscription : 25/10/2013
Age : 45
Localisation : 13oqp
Re: Choix et installation d'une broche CNC 2.2kW water-cooled
![]() diomedea Mar 30 Aoû 2016 - 16:15
diomedea Mar 30 Aoû 2016 - 16:15
Ça aurait été avec un très grand plaisir!
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Choix et installation d'une broche CNC 2.2kW water-cooled
![]() dh42 Mar 30 Aoû 2016 - 17:01
dh42 Mar 30 Aoû 2016 - 17:01
rien ne change, et je ne peux pas entrer la valeur de 5000 m/s...
Je ne comprends pas, que se passe t'il ? la case refuse la valeur ? (CW Delay spin UP) ..
(PS il ne faut pas valider par "entrée" après avoir entré la valeur, mais cliquer sur "appliquer")
Bon, la colle doit être sèche maintenant!
Ouai ! ... mais j'ai fumé l'électronique entre temps
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25659
Points : 38368
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Choix et installation d'une broche CNC 2.2kW water-cooled
![]() diomedea Mar 30 Aoû 2016 - 17:35
diomedea Mar 30 Aoû 2016 - 17:35
J'ai essayé toutes les combinaisons, mais sans succès... Par contre je n'avais pas remarqué la touche "appliquer", je me contentais comme d’habitude de cliquer sur OK!
Je doit donc essayer de mettre 5 dans la case de gauche, et 000 dans celle de droite, c'est bien ça?
Ah Me*de! c'est balo...dh42 a écrit:Ouai ! ... mais j'ai fumé l'électronique entre temps
++
David
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Choix et installation d'une broche CNC 2.2kW water-cooled
![]() dh42 Mar 30 Aoû 2016 - 18:05
dh42 Mar 30 Aoû 2016 - 18:05
Je doit donc essayer de mettre 5 dans la case de gauche, et 000 dans celle de droite, c'est bien ça?
Heu !! je crois que tu n'est pas sur la bonne case.
dh42 a écrit:Je ne comprends pas, que se passe t'il ? la case refuse la valeur ? (CW Delay spin UP) ..
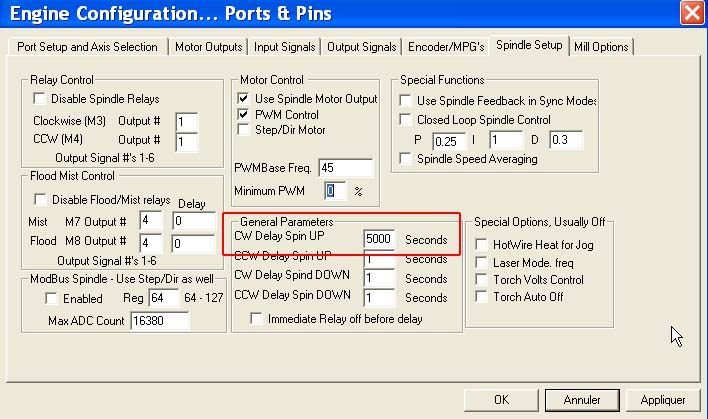
5000 si tu est réglé en ms dans la config générale, ou 5 si tu est réglé en s
M7 output# et M8 output# doivent être sur 4, pas sur 5 ; 4 c'est ne n° de sortie attribué à la mise en marche de l'aspi et de la lubrif quand il y a un M7 ou un M8 dans le Gcode (le 2ieme relais de ton controleur, c.a.d la 2ieme prise 220 en dessous de celle de la broche)
++
David
EDIT: je pense que c'est l'image qui est ici qui t'a induit en erreur
http://www.metabricoleur.com/t7383p50-choix-et-installation-d-une-broche-cnc-2-2kw-water-cooled#237285
je précise bien dans le texte que c'est la case CV Delay Spin Up qu'il faut modifier, mais j'ai utilisé une image existante qui avait autre chose d'entouré ! .. je la changerais quand tu aura vu ce message
Dernière édition par dh42 le Mar 30 Aoû 2016 - 18:12, édité 1 fois
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25659
Points : 38368
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Choix et installation d'une broche CNC 2.2kW water-cooled
![]() diomedea Mar 30 Aoû 2016 - 18:11
diomedea Mar 30 Aoû 2016 - 18:11
Je vais rectifier ça!
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Choix et installation d'une broche CNC 2.2kW water-cooled
![]() diomedea Mar 30 Aoû 2016 - 18:29
diomedea Mar 30 Aoû 2016 - 18:29
Bon, tout marche bien, la broche est opérationnelle!
En plus du démarrage de la broche, j'ai mis un câble pour alimenter la ppe directement sur la prise, comme ça elle est asservie à la broche.

Pour l’instant je me contente de mes 15l d'eau, je verrais plus tard si je met un radiateur ou pas...

Encore merci!
JPaul
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Choix et installation d'une broche CNC 2.2kW water-cooled
![]() dh42 Mar 30 Aoû 2016 - 18:36
dh42 Mar 30 Aoû 2016 - 18:36

j'ai modifié l'image dans le post plus haut
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25659
Points : 38368
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Choix et installation d'une broche CNC 2.2kW water-cooled
![]() diomedea Mar 30 Aoû 2016 - 19:09
diomedea Mar 30 Aoû 2016 - 19:09
Pile poil!dh42 a écrit:Pile poil, prêt à temps pour la reprise

Merci pour la modif'...
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Choix et installation d'une broche CNC 2.2kW water-cooled
![]() diomedea Mer 31 Aoû 2016 - 8:06
diomedea Mer 31 Aoû 2016 - 8:06
Allez, histoire de faire les choses proprement!


Je suis en train de préparer un comparateur pour contrôler sa perpendicularité.
Voila, je n'ai plus qu'à vendre la Suhner!
Bonne journée,
JPaul
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Choix et installation d'une broche CNC 2.2kW water-cooled
![]() diomedea Mer 31 Aoû 2016 - 15:41
diomedea Mer 31 Aoû 2016 - 15:41
Suite et fin...
Comme je le supposais, j'ai dû réduire les goujons au niveau de leurs passage dans la plaque d'alu, j'avais plus d'1mm d'écart dans le sens du X! Contre 5/100e dans le sens du Y.

Au final j'ai réussi à avoir environ 2/100e à 115mm du centre de la broche, ce qui me convient bien.

Voila, yapluqua!

Ah si... Il faut que je trouve ce qui cloche dans ma télécommande, j'ai plusieurs touches (non essentielles) qui ne fonctionnent plus...
Bonne journée,
JPaul
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Choix et installation d'une broche CNC 2.2kW water-cooled
![]() dh42 Mer 31 Aoû 2016 - 18:34
dh42 Mer 31 Aoû 2016 - 18:34
Pour le réglage de la perpendicularité de la broche, t'est tu assuré que la table était parfaitement alignée par rapport aux axes X et Y avant de t'en servir de référence ?
Normalement il aurait fallu mettre une plaque et la surfacer pour l'utiliser comme référence pour le palpage.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25659
Points : 38368
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Choix et installation d'une broche CNC 2.2kW water-cooled
![]() diomedea Mer 31 Aoû 2016 - 18:52
diomedea Mer 31 Aoû 2016 - 18:52
Oui, j'y est pensé, mais vu le défaut qu'elle avait, j'aurais eu une surface en dents de scie!dh42 a écrit:Normalement il aurait fallu mettre une plaque et la surfacer pour l'utiliser comme référence pour le palpage.
Sinon, j'ai quand même contrôlé la planéité de la table à l'endroit ou j'ai fais les mesures, dans cette zone j'avais moins d'un centième de défaut(X et Y).
JPaul
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Page 5 sur 7 • 1, 2, 3, 4, 5, 6, 7

 Sujets similaires
Sujets similaires» INSTALLATION ET PARAMETRAGE CNC XHC MK4-ET-T8S
» CHOIX DU MOTEUR DE BROCHE
» Choix d'une broche
» Moteurs pas à pas