






Mes usinages / Problèmes rencontrés
Page 4 sur 11 •  1, 2, 3, 4, 5 ... 9, 10, 11
1, 2, 3, 4, 5 ... 9, 10, 11 

 Re: Mes usinages / Problèmes rencontrés
Re: Mes usinages / Problèmes rencontrés
![]() dh42 Mar 8 Juil 2014 - 22:38
dh42 Mar 8 Juil 2014 - 22:38
Maintenant si je cherche a déplacer (avec précision) un cercle, une polyligne, je pense que cela doit se faire avec "Numerical move" a moins qu'il existe une autre méthode?
Oui, avec mon plugin c'est le plus simple, sinon il faut utiliser la matrice de transformation. (tu a vu qu'il y avait une VF)
http://www.atelier-des-fougeres.fr/Cambam/Aide/cad/Transformations.htm#matrix
++
David
dh42- Admin

- Messages : 25655
Date d'inscription : 21/06/2009 -


Re: Mes usinages / Problèmes rencontrés
![]() juleo68 Mer 9 Juil 2014 - 20:34
juleo68 Mer 9 Juil 2014 - 20:34
En tout cas j'ai pu faire ce que je voulais et c'est l'essentiel!
Comme je t'es sous la mains...ben j'en profite, j'aimerais supprimer les angles arrondies sur cet objet, hors je pensais qu'en allant sur "Rayon" et en mettant la valeur sur "0" j'aurais a nouveau un angle a 90°...ben cela ne fonctionne pas, il y a sans doute une astuce...je ne trouve pas dans le tuto CB!


juleo68- complétement accro

- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
Re: Mes usinages / Problèmes rencontrés
![]() dh42 Mer 9 Juil 2014 - 21:56
dh42 Mer 9 Juil 2014 - 21:56
Si c'est un polyrectangle, tu peux changer le rayon dans ses propriétés, par contre si tu l'a transformé en polyligne, c'est foutu ; tu dois le re-dessiner.
Dans ce cas, le plus simple (pour ce genre de forme uniquement), c'est:
- sélectionne le rectangle.
- menu: Dessiner/liste de points/étendu
ça te créera des points au quatre coins (entre autre), et tu pourra t'en servir d'accroche pour redessiner un polyrectangle.
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Mes usinages / Problèmes rencontrés
![]() juleo68 Jeu 10 Juil 2014 - 17:44
juleo68 Jeu 10 Juil 2014 - 17:44
dh42 a écrit:Salut,
Si c'est un polyrectangle, tu peux changer le rayon dans ses propriétés, par contre si tu l'a transformé en polyligne, c'est foutu ; tu dois le re-dessiner.
Dans ce cas, le plus simple (pour ce genre de forme uniquement), c'est:
- sélectionne le rectangle.
- menu: Dessiner/liste de points/étendu
ça te créera des points au quatre coins (entre autre), et tu pourra t'en servir d'accroche pour redessiner un polyrectangle.
++
David
C'était bien un polyligne...bref la technique que tu cite fonctionne a merveille!
Une fois le nouveau rectangle en place, on supprimer celui en arrière plan.

juleo68- complétement accro
- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
Re: Mes usinages / Problèmes rencontrés
![]() juleo68 Sam 12 Juil 2014 - 18:01
juleo68 Sam 12 Juil 2014 - 18:01
Aujourd'hui j'ai voulu faire un test en usinant de l'alu 2024T3...ben c'est vraiment très dur, donc pas trop adapté pour une ID-CNC...je me pose donc la question si il existe des alu plus "tendre"...
Même avec une avance très lente et fraise neuve la machine vibre beaucoup trop a mon gout!
Voila je cherche des réf d'alu et bien sur des fournisseurs ou je pourrais m'en procurer, voir pourquoi pas en GSB...je ne cherche pas d'alu particulier, c'est essentiellement pour un usage modélisme.
Merci.
juleo68- complétement accro
- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
Re: Mes usinages / Problèmes rencontrés
![]() dh42 Sam 12 Juil 2014 - 18:34
dh42 Sam 12 Juil 2014 - 18:34
L'alu mou c'est horriblement ch** à usiner, ça colle aux fraises, ça bourre les goujures .. et bien sur la fraise casse au bout de peu de temps si les copeaux restent collés ... et il vaut mieux lubrifier. (fraise à une dent fortement recommandée)

Tu prends quoi en prof de passe, avec quel outil ? ... en principe, si ça vibre trop alors que tu a les bons paramètres de coupe, il suffit de réduire la prof de passe. (attention aussi à la V de plongée verticale ; autour de 50 mm/min, voir moins) ... pense aussi à monter la fraise au plus court.
En général l'alu de GSB c'est du profilé extrudé, donc de l'alu tendre (je ne connais pas la désignation), par contre attention ; s'il est anodisé la couche supérieure est très dure ..
Pour les fournisseurs ; blokenstock, Qualichutes, RC machines, Siderméca .... etc
En principe l'alu à usiner courant, c'est l'AU4G (2017A)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Mes usinages / Problèmes rencontrés
![]() dh42 Sam 12 Juil 2014 - 18:57
dh42 Sam 12 Juil 2014 - 18:57
Quelques infos trouvées ici
petite récap (duretée Brinel)
7075 T73 -> 135 B
2024 T3 -> 120 B
2017A T4 -> 105 B
6061 T4 -> 65 B
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Mes usinages / Problèmes rencontrés
![]() juleo68 Sam 12 Juil 2014 - 23:13
juleo68 Sam 12 Juil 2014 - 23:13
La fraise que j'utilise est une 2 dents hélicoïdal dia. 4mm et elle est rentrée au maximum dans la pince.
En plongée je suis à 20mm/mn, en avance 300mm/mn...et passe de 0,15mm, de ce côté je pense être bien!
Lorsque le Z descends, au moment de toucher la matière, le Z prends du ballant...comme si la fraise refusait d'aller plus loin!
J'ai donc de suite penser que le 2024 était trop dur...
juleo68- complétement accro
- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
Re: Mes usinages / Problèmes rencontrés
![]() dh42 Sam 12 Juil 2014 - 23:36
dh42 Sam 12 Juil 2014 - 23:36
Tu peux peut être utiliser les entrées dans la matière avec une V d'avance faible pour l'entrée, ça résous bien des problèmes.
http://www.atelier-des-fougeres.fr/Cambam/Aide/cam/LeadMoves.htm
Ce qui va particulièrement bien, c'est d'avoir une pénétration en spirale continue tout au long du parcours ; pour ça, dans tes op de contour, met les entrées en mode 'spirale' avec l'angle d'hélice à 0 ; ça te fera une spirale continue ou un tour de spire = incrément de passe.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Mes usinages / Problèmes rencontrés
![]() juleo68 Sam 12 Juil 2014 - 23:47
juleo68 Sam 12 Juil 2014 - 23:47
Dois je donc me tourner vers un alu plus tendre?
Le plongée était bien spirale, mais le perçage est devenu ovale tellement c'était dur, ou alors le foret / fraise ne coupaient plus?
Voici le foret alu que j'ai utilisé , donc seul le Z travaillait.

Et la fraise alu Z2

Les fraise Z1 sont réellement un plus dans l'alu?
juleo68- complétement accro
- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
Re: Mes usinages / Problèmes rencontrés
![]() dh42 Dim 13 Juil 2014 - 0:17
dh42 Dim 13 Juil 2014 - 0:17
Les fraise Z1 sont réellement un plus dans l'alu?
Aucune idée, je n'en ai jamais essayé (l'alu je l'usine sur la Z1)
Dois je donc me tourner vers un alu plus tendre?
Oui, je pense ; du 2017A ou du 6061 ... à condition bien sur que ce soit suffisamment résistant pour l'utilisation de la pièce.
N'oublie pas que l'ID-CNc n'a jamais été conçue pour usiner de l'alu ; c'est une machine pour les bois et matières plastiques
Même sur ma machine (la CN) j'ai remarqué que le perçage au foret ce n'était pas son truc ... ou celui de la Kress (ça vibre) ; depuis je les fais systématiquement à la fraise en mode fraisage en spirale ; en plus de ça tu n'a besoin que d'une seule fraise pour tous les Ø, donc moins de changement d'outil qu'en perçage au foret.
En fraisage en spirale, ça rentre beaucoup mieux et ça ne vibre pas.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Mes usinages / Problèmes rencontrés
![]() juleo68 Dim 13 Juil 2014 - 8:29
juleo68 Dim 13 Juil 2014 - 8:29
Pour la qualité de l'alu je ne cherche rien de spécifique, comme dit plus haut c'est essentiellement pour de la restauration de mes modèles réduit qui seront de toute façons
en statique pour la plupart car en ancien.
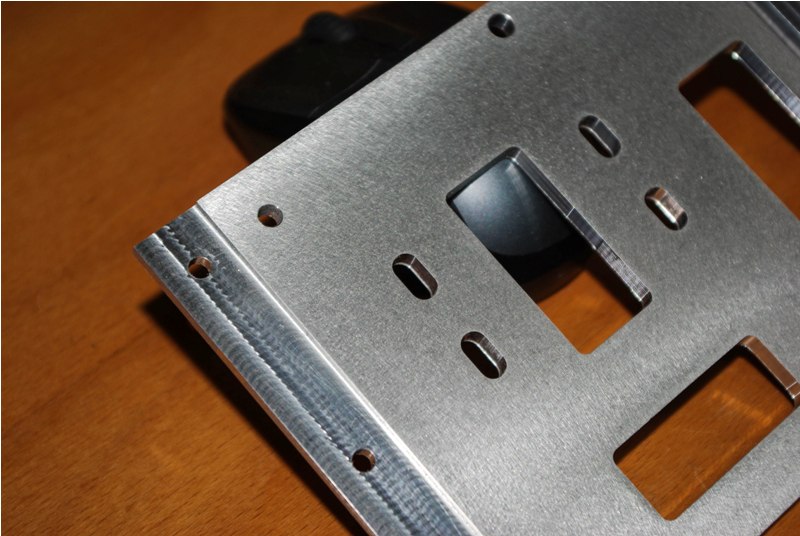
Voici les pièces que j'aimerais refaire...

Donc peut être même avec du 6061 cela devrait être ok...a voir si pour la platine de 1.8mm en épais. (a gauche sur la photo) ce type d'alu n'est pas trop "mou"
J'avais aussi remarqué que lorsque le foret entrait en contact avec la matière il se baladait autour de sont point de contact...de au moins 1mm...pas bon ça!
Est ce que cela pourrait aussi venir du fait que j'avais dans un premier temps fait une pièce en MDF...donc la fraise / foret auraient pris un coups sur le tranchant?
juleo68- complétement accro
- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
Re: Mes usinages / Problèmes rencontrés
![]() dh42 Dim 13 Juil 2014 - 16:13
dh42 Dim 13 Juil 2014 - 16:13
Est ce que cela pourrait aussi venir du fait que j'avais dans un premier temps fait une pièce en MDF...donc la fraise / foret auraient pris un coups sur le tranchant?
Ah oui, il ne faut jamais utiliser tes outils prévus pour le métal dans du bois, ou pire des dérivés de bois ; ça désafute très vite les outils et ensuite ils sont HS pour le métal (et dans l'alu il faut des outils super tranchants)
J'avais aussi remarqué que lorsque le foret entrait en contact avec la matière il se baladait autour de sont point de contact...de au moins 1mm...pas bon ça!
Sur, problème de rigidité du Z ; de plus la fixation de la Kress uniquement par la base n'arrange pas non plus les choses.
Même sur ma CN qui est censée être nettement plus rigide je me suis bien rendu compte qu'elle n'aimait pas du tout le perçage, et puis même sur une grosse machine, tu ne perce pas en direct ; il faut d'abord "pointer" les trous au foret à centrer/pointer pour éviter justement que le foret ne se balade lors de la rentrée, ou à la rigueur avoir des forets avec un affutage "pointe en croix" pour les petit Ø ; ils se centrent mieux même si ce n'est pas la panacée.
Attention aussi à l'affutage, il doit être parfaitement symétrique (angle et longueur des 2 lèvres du foret) sinon tu aura un foret qui aura tendance à partir en c*** et en plus tu n'aura pas le bon Ø final.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Mes usinages / Problèmes rencontrés
![]() juleo68 Dim 13 Juil 2014 - 18:45
juleo68 Dim 13 Juil 2014 - 18:45
Si je comprends alors une frais CN en Z1 est bien plus adaptée..comme celle ci?
Que ce soit en perçage droit, spirale ou détourage.

juleo68- complétement accro
- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
Re: Mes usinages / Problèmes rencontrés
![]() dh42 Dim 13 Juil 2014 - 18:57
dh42 Dim 13 Juil 2014 - 18:57
Oui, ça dégage mieux les copeaux et ça évite le bourrage entre les dents vu qu'il n'y en a qu'une.
Si tu fais du perçage en plongée (cycle de perçage), lubrifie bien et utilise le système de débourrage, sinon ça va tout coller et tu vas casser la fraise.
Je te conseille plus que vivement de faire plutôt du perçage en spirale que par cycle ; ça laisse plus de place pour dégager les copeaux .. et ce d'autant plus qu'une fraise n'est pas faite pour percer, même si elle à une coupe au centre.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Mes usinages / Problèmes rencontrés
![]() juleo68 Dim 13 Juil 2014 - 19:57
juleo68 Dim 13 Juil 2014 - 19:57
dh42 a écrit:par Z1, je suppose que tu veux dire à une dent?
Oui!
Pour certain perçage, je n'aurais pas le choix, fraise de Ø4 et trou de Ø4 donc cycle "normal", a moins que dans ce cas là une fraise Z2 sera plus adaptée...?
Mais je pense que sous Ø3 la fraise devient vraiment très fragile!
juleo68- complétement accro
- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
Re: Mes usinages / Problèmes rencontrés
![]() dh42 Dim 13 Juil 2014 - 19:59
dh42 Dim 13 Juil 2014 - 19:59
 surtout si la fraise est longue.
surtout si la fraise est longue._________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Mes usinages / Problèmes rencontrés
![]() juleo68 Dim 13 Juil 2014 - 20:22
juleo68 Dim 13 Juil 2014 - 20:22
dh42 a écrit:même du 3 ça casse facile dans l'alu
Une idée me vient a l'instant...dis moi ce que tu en pense!
Prendre une fraise de déf. en queue de Ø6 ou 8 et dia. de coupe 4 ou 3mm genre ça?

Pourquoi, parce que la plupart des fraises que je trouve en Ø3 ou 4 ont une queue de Ø4 ou 3.17 donc pas du tout rigide!
Alors qu'avec une queue de Ø6 ou 8 et une hauteur de coupe de 8 ou 10mm la fraise sera nettement plus rigide...
juleo68- complétement accro
- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
Re: Mes usinages / Problèmes rencontrés
![]() dh42 Dim 13 Juil 2014 - 20:38
dh42 Dim 13 Juil 2014 - 20:38
Alors les fraises à une dent de def, je les casse même dans du bois tendre si je les utilise sur la CNc ... je ne m'y risquerais pas dans l'alu.
Pourquoi, parce que la plupart des fraises que je trouve en Ø3 ou 4 ont une queue de Ø4 ou 3.17 donc pas du tout rigide!
Il te faut choisir des fraises dont la longueur taillée est faible, et faire rentrer la fraise au maxi dans la pince. (mais sans serrer sur les dents)
Exemple ici ; la longueur taillée (Spiral length) est de 10 mm ; si tu ne laisse sortir que les dents de la pince tu a une fraise relativement courte que tu peut utiliser pour usiner jusqu'à 7mm de profondeur en rainurage. (NL (Usable Spiral length) = 0,7 x Spiral length ).
EDIT
un autre lien avec plus de choix et d'infos sur les fraises.
http://www.metiers-et-passions.com/is-bin/INTERSHOP.enfinity/WFS/MetP-France-Site/fr_FR/-/EUR/Navigation-Dispatch?Ns=p_Rang_SkuGroup&Nu=p_SkuGroup_ID&N=16038+25459+4292877442+4294964876+4291599684+4291597209&subFamily=true
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Mes usinages / Problèmes rencontrés
![]() juleo68 Dim 13 Juil 2014 - 22:16
juleo68 Dim 13 Juil 2014 - 22:16
dh42 a écrit:Re
Alors les fraises à une dent de def, je les casse même dans du bois tendre si je les utilise sur la CNc ... je ne m'y risquerais pas dans l'alu.
Non, je parle bien de fraise HM Z2 a coupe droite...comme sur la photo ci dessus!
juleo68- complétement accro
- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
Re: Mes usinages / Problèmes rencontrés
![]() dh42 Dim 13 Juil 2014 - 22:23
dh42 Dim 13 Juil 2014 - 22:23
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Mes usinages / Problèmes rencontrés
![]() juleo68 Mar 22 Juil 2014 - 17:34
juleo68 Mar 22 Juil 2014 - 17:34
Me revoilà...aujourd'hui tout était réuni pour que je puisse usiner ma pièce...je suis en congé, il ne fait pas beau et en plus il pleut des cordes et madame est sorti, bref la journée devant moi
La pièce est usinée!

L'état de surface est vraiment bon je trouve...en tout cas pour une ID-CNC qui a la base n'est pas faite pour cela


Me reste a supprimer les attaches!

Voici comment je supprime les restes des attaches...avec une fraise hélicoïdale (CMT) sur roulement, il suffit de régler le Z, de mettre en route la broche et de bouger la pièce manuellement dans le même esprit qu'une déf. sur table!

Dernière étape, la finition, ponçage fin a l' Abranet 600 recto verso et un petit coup de fraisoir sur les troues
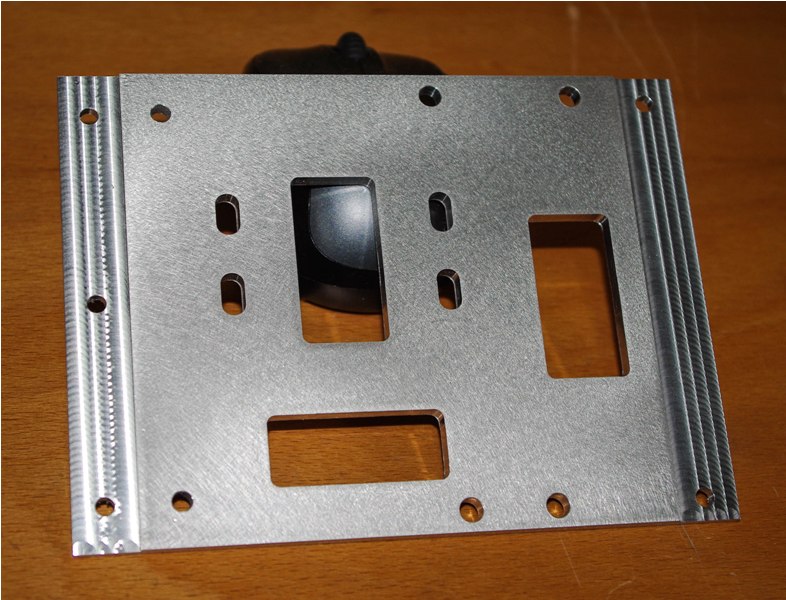
Je suis quand même un peu fière de moi... , j'en ai tellement bavé jusqu’à ce que tout les éléments soient réuni pour que enfin je puisse sortir cette pièce!
Bref le seul point "noir"...c'est le temps d'usinage, 5H
, mais je pense pouvoir monter un peu en vitesse, comme je n'avais aucun retour en la matière j'ai préféré y aller tranquille.Lubrification au WD40
Les paramètres
Fraise hélicoïdale Ø4mm Z1 pour tout les perçages et contours et fraise Ø6mm pour les deux feuillures
Vitesse d'avance 200mm/mn
Vitesse de plongée 15mm/mn
Broche 12500 tr/mn
Passe 0.15mm
La fraise Z1 (1 dent) est réellement un plus...rien a voir avec une Z2 fond plat!
Pour info la petit ID-CNC n'a pas bronché en 5H d'usinage, presque pas de vibration!
Donc je confirme, on peu bien usiner de l'alu avec cette petite CN...c'était en plus du 2024T3!
Dernière édition par juleo68 le Mer 23 Juil 2014 - 9:35, édité 2 fois
juleo68- complétement accro
- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
Re: Mes usinages / Problèmes rencontrés
![]() Le Canayien Mar 22 Juil 2014 - 17:42
Le Canayien Mar 22 Juil 2014 - 17:42
Très belle pièce.
Tu me rassure pour l'utilisation future de ma CNC qui est exactement la même que toi.
Bravo pour la persévérance!

Le Canayien- acharné du forum

- Messages : 570
Points : 824
Date d'inscription : 08/08/2011
Age : 72
Localisation : Boucherville, Province de Québec, Canada
Re: Mes usinages / Problèmes rencontrés
![]() juleo68 Mar 22 Juil 2014 - 20:43
juleo68 Mar 22 Juil 2014 - 20:43
Le Canayien a écrit:Félicitation!
Très belle pièce.
Tu me rassure pour l'utilisation future de ma CNC qui est exactement la même que toi.
Bravo pour la persévérance!
Merci!
Tu compte aussi acheter un ID-CNC?
juleo68- complétement accro
- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
Re: Mes usinages / Problèmes rencontrés
![]() Le Canayien Mar 22 Juil 2014 - 20:52
Le Canayien Mar 22 Juil 2014 - 20:52
Le sort est contre moi pour trouver le temps de m'y mettre.
En ce moment, je ne suis même pas chez moi. Ma femme et moi somment en camping car pour suivre son travail dans l'Amérique du nord.
Alors pour patienter, je li tout vos beaux sujets de discussion.
Merci de les partager.
Le Canayien- acharné du forum
- Messages : 570
Points : 824
Date d'inscription : 08/08/2011
Age : 72
Localisation : Boucherville, Province de Québec, Canada
Re: Mes usinages / Problèmes rencontrés
![]() dh42 Mar 22 Juil 2014 - 21:15
dh42 Mar 22 Juil 2014 - 21:15
Belle pièce
Tu tournais à quelle vitesse à la broche ?
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Page 4 sur 11 • 1, 2, 3, 4, 5 ... 9, 10, 11

 Sujets similaires
Sujets similaires» Gare aux traductions
» usinages ???
» Quelques usinages ...
» "usinages " ne répond plus