






Fabrication CNC de Patrick
Page 8 sur 23 •  1 ... 5 ... 7, 8, 9 ... 15 ... 23
1 ... 5 ... 7, 8, 9 ... 15 ... 23 

 Re: Fabrication CNC de Patrick
Re: Fabrication CNC de Patrick
![]() Rémi(de la Montagne Noire 31/07/14, 09:15 pm
Rémi(de la Montagne Noire 31/07/14, 09:15 pm
Rémi(de la Montagne Noire- complétement accro

- Messages : 1747
Date d'inscription : 28/04/2012

Re: Fabrication CNC de Patrick
![]() ramses 31/07/14, 09:31 pm
ramses 31/07/14, 09:31 pm
beau boulot, tu avances ! Patrick, le maintien transversal arriere de ton chariot ne risque-t-il pas de reduire trop fortement la hauteur libre sur ton plateau ?
Bien a vous tous

ramses- complétement accro
- Messages : 2020
Points : 2542
Date d'inscription : 10/07/2011
Age : 64
Localisation : Province de Namur en BELGIQUE
Re: Fabrication CNC de Patrick
![]() Patrick le Belge 01/08/14, 06:54 am
Patrick le Belge 01/08/14, 06:54 am
Je verrais ça de plus près quand je ferais la table, car je ne sais pas encore comment je vais la faire. Je pensais faire ça avec des profilés que j'ai, mais je crains que ça va pas le faire, je ne parviendrais pas à avoir un plat parfait de la table.
Je vais probablement la faire avec une simple planche de bois de forte épaisseur (3 ou 4 cm) que je percerais tout les 10 cm dans les deux sens sur la surface des trous de 8 mm, dans lesquels j'insèrerais par le dessous, des écrous M8 et que je scellerais avec de l'époxy.
Ensuite quand j'aurais bien réglé la table, je passerais le dessus à la fraise sur toute la surface en utilisant le chariot. Les bords qui ne pourront pas être fraisé avec le chariot seront alors fait avec ma fraiseuse portative, de façon à avoir un bon niveau avec la surface totale de travail.
Je ne sais pas si je me suis bien fait comprendre dans cette explication qui me paraît quand même compliquée.
Patrick.

Patrick le Belge- complétement accro
- Messages : 2822
Points : 6440
Date d'inscription : 15/06/2011
Age : 75
Localisation : Comines Belgique -

Re: Fabrication CNC de Patrick
![]() dh42 01/08/14, 03:59 pm
dh42 01/08/14, 03:59 pm
Pour ta table martyre, je te conseille ce genre d'écrou
http://www.vis-express.fr/fr/4333-ecrous-a-griffes
Je te conseil de faire la table quand la machine sera fonctionnelle, de cette manière, tu monte ta table à l'envers, tu te sert de la CN pour faire les trous et les lamages pour les écrous, puis tu la retourne et tu la surface, toujours avec la machine.
Ps, quand on démonte une table martyre, il faut la re surfacer à chaque remontage.
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25658
Points : 38367
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Fabrication CNC de Patrick
![]() Patrick le Belge 02/08/14, 08:03 am
Patrick le Belge 02/08/14, 08:03 am
La table va faire exactement 60 cm de large, la surface de travail de 50 cm. Si je veux avoir des trous à l'extérieur de la surface de travail, la machine ne pourra pas les faire.
Je compte mettre le premier trou à 5 cm sur la largeur et les 5 suivant tous les 10 cm, je finirais donc avec le dernier à 5 cm. Cela va se répéter sur 7 rangs. Tout les écrous se trouvant à l'extérieur de la surface de travail ne pourront être fait à la cnc.
De plus, je ne sais pas encore faire de programmes Gcode pour l'instant, donc je risque fort de foirer ma table.
Concernant les écrous, c'est ceux que tu me montre ci-dessus que je compte bien mettre, merci pour l'idée!
Je prendrais deux plaques de contre plaqué de 15 mm d'épaisseur, 600 de large sur 1100 de long. J'assemblerais ces deux plaques l'une au dessus de l'autre en les fixant ensemble. Je prendrais la mesure manuellement sur la surface et je ferais patiemment mes 42 trous avec ma foreuse portable. Je détacherais les deux plaques pour y placer mes écrous, j'approfondirais chaque trou de façon à ce que la base des écrous entrent légèrement dans le bois et je collerais les deux plaques avec les écrous entre les deux. comme presse, j'utiliserais des boulons M8 que je visserais dans certains écrous de la table et ajouterais un écrou ordinaire derrière pour le serrage, je n'ai pas de presse et pas assez de serres joints.
Ensuite, je passerais ma défonceuse sur la surface extérieure à la surface de travail de la table pour en retirer quelques millimètres (là où la cnc ne pourra passer) Je monterais la table sur la machine et là je pourrais la surfacer définitivement et correctement. Les surfaces extérieures à la surface de travail peuvent être un rien plus bas de façon à ce qu'ils ne gênent pas à la fixation de la plaque martyr qui sera placée entre la table et la pièce à travailler.
Je pense que j’irais plus vite et avec moins de difficultés de cette façon, ensuite je pourrais étudier correctement CamBam. (que je compte acheter)
Patrick.
Patrick le Belge- complétement accro
- Messages : 2822
Points : 6440
Date d'inscription : 15/06/2011
Age : 75
Localisation : Comines Belgique -
Re: Fabrication CNC de Patrick
![]() ramses 02/08/14, 01:51 pm
ramses 02/08/14, 01:51 pm
une solution en ce qui concerne les martyrs et que j'utilise pratiquement tout le temps est de prendre une plaque deja decoupee comme martyr, un coup de papier de verre pour virer les echardes et de la glisser entre la plaque a decouper et le plateau ! C'est d'une efficacite remarquable, ca permet de s'affranchir d'un plateau qui finit en gruyere et, en plus, ca ne coute rien puisque c'est la chute de la decoupe. Il reste "gentillement" en place puisque coince par la piece a decouper elle-meme bridee sur le plateau. Pour la decoupe des pistolets, je faisais une 40aine de decoupe avec le meme martyr avant d'en changer !
Neanmoins, il faut necessairement qu'elle soit d'epaisseur constante sans quoi ... Je "trie" donc mes chutes quand je decoupe en les mesurant avec precision et ce tant sur le pourtour qu'au centre.
J'admets que cette solution n'est pas applicable dans tous les cas mais pour le type de decoupe que je pratique, c'est le pied.
Bien a vous tous
ramses- complétement accro
- Messages : 2020
Points : 2542
Date d'inscription : 10/07/2011
Age : 64
Localisation : Province de Namur en BELGIQUE
Re: Fabrication CNC de Patrick
![]() dh42 02/08/14, 05:50 pm
dh42 02/08/14, 05:50 pm
Je ne sais pas si c'est la même chose que ce que fait Ramses, mais j'ai aussi 2 plaques de 15mm de CP l'une sur l'autre ; celle de dessous est fixée à la machine et dispose de quelques inserts qui ne servent qu'à fixer le "vrai" martyre dessus.
Il est ainsi facile de changer de martyre quand il est mort ou quand il ne convient pas pour le travail demandé (et on peut récupérer les inserts quand il est HS) ; j'ai un martyre avec des inserts tous les 5cm, un qui n'est qu'une plaque de CP sur lequel je clous ou j’agrafe les pièces à découper, et des martyres avec des inserts uniquement à des positions stratégiques (prévus pour une fabrication spécifique)
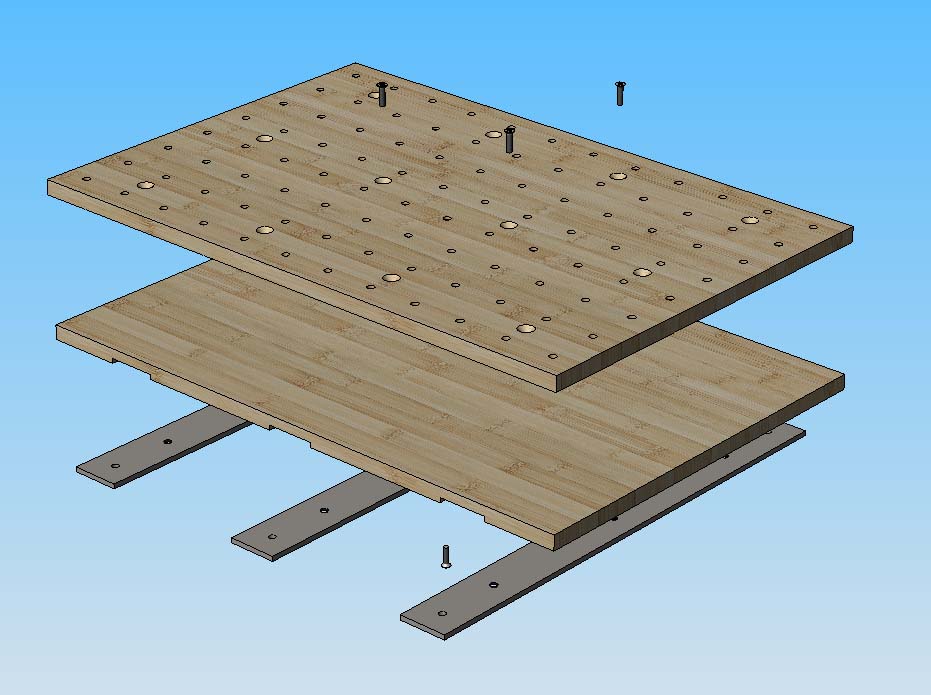
PS sur le dessin, il manque les trous et les inserts sur la plaque de dessous, qui devraient être en regard des 12 trous fraisés du dessus
Les 3 barres métalliques ne servent qu'à fixer l'ensemble sur ma table alu sur la CN qui en a une
Sauf cas particulier, mes martyres n'ont que 10mm de plus que la course XY de la machine, ce qui fait que je peux les surfacer complétement avec une fraise de 20 ou de 25.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25658
Points : 38367
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Fabrication CNC de Patrick
![]() Patrick le Belge 03/08/14, 08:22 am
Patrick le Belge 03/08/14, 08:22 am
Ce n'est pas comme ça que je voyais l'histoire David, moi, mes deux plaques de 15mm servent uniquement à mon plateau, et je coince les écrous entre les deux plaques avant de les coller ensemble. Une autre plaque de 10mm viens en tant que martyr entre la pièce à travailler et le plateau. Ainsi mon plateau ne peut que rester bien stable vu son épaisseur totale de 30mm. C'est pourquoi aussi (maintenant j'en suis sûr) que je vais devoir rehausser la traverse arrière de mon chariot. Ce sera vite fait.
Patrick.
Patrick le Belge- complétement accro
- Messages : 2822
Points : 6440
Date d'inscription : 15/06/2011
Age : 75
Localisation : Comines Belgique -
Re: Fabrication CNC de Patrick
![]() Patrick le Belge 14/08/14, 08:04 am
Patrick le Belge 14/08/14, 08:04 am
Cela commence à être un peu la fin de la construction du châssis.
Ici l'une des traverses supportant les tiges filetées de l'axe X

Ici, la deuxième traverse supportant les tiges filetées, avec le moteur et les couroies.

L'un des roulements des tiges filetées.

Un autre roulement.

Ici l'une des deux noix.

Hé oui, vous l'avez remarqué, petite erreur du choix de la grandeur des courroies... Un cm trop longues, sur le coup j'ai commandé deux nouvelles poulies avec une dent en plus. Les deux poulies centrales seront remplacées par les nouvelles, ce qui fait que les courroies seront presque à mesure. avec les poulies que je vais remplacer, je vais faire des tendeurs. Avec deux roulements qui tendront également les courroies, par dessus alors que les poulies des tendeurs seront placées par dessous des courroies, comme pour faire un S.

Après il faudra attendre encore un peu avant que je place les fins de courses et le démontage complet du tout pour le passage à la peinture. Viendra ensuite les branchements électriques, puis les branchements à l'ordinateur. Cela se fera à l'intérieur de mon atelier, à la place prévue pour la cnc. Mais avant, j'ai un tourne broche pour méchouis à faire pour mon fils. C'est urgent alors la cnc devra attendre encore un peu.
Patrick.
Patrick le Belge- complétement accro
- Messages : 2822
Points : 6440
Date d'inscription : 15/06/2011
Age : 75
Localisation : Comines Belgique -
Re: Fabrication CNC de Patrick
![]() Patrick le Belge 14/08/14, 08:08 am
Patrick le Belge 14/08/14, 08:08 am
Patrick.
Patrick le Belge- complétement accro
- Messages : 2822
Points : 6440
Date d'inscription : 15/06/2011
Age : 75
Localisation : Comines Belgique -
Re: Fabrication CNC de Patrick
![]() ducran lapoigne 14/08/14, 09:43 am
ducran lapoigne 14/08/14, 09:43 am
peut être le sait tu, mais sur certains sites il y a des calculateurs de longueur de courroie
tu rentre les poulies et l' entraxe et hop !!
de toute manière, un tendeur sera obligatoire
une petite question: qu'est ce qui justifie le choix d' un pas qui m' a l'air bien grand a coté des miennes ??

Antoine

ducran lapoigne- complétement accro
- Messages : 642
Points : 1277
Date d'inscription : 04/02/2012
Age : 75
Localisation : Athus Belgique du sud
Re: Fabrication CNC de Patrick
![]() dh42 14/08/14, 05:54 pm
dh42 14/08/14, 05:54 pm
Mais avant, j'ai un tourne broche pour méchouis à faire pour mon fils. C'est urgent alors la cnc devra attendre encore un peu.
Il suffit de rajouter un 4ieme axe à ta CNc
C'est difficile à voir sur les photos, mais attention il y a 2 types de courroie crantées ; les courroies de positionnement comme sur l'image d'Antoine et les courroies de transmission (de puissance). Ces dernières ne sont pas utilisables pour du positionnement. J'ai un doute sur les courroies que tu utilise Patrick ; elles ressemble beaucoup à des courroies de transmission vu d'ici .. mais je me trompe peut être.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25658
Points : 38367
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Fabrication CNC de Patrick
![]() Patrick le Belge 14/08/14, 06:52 pm
Patrick le Belge 14/08/14, 06:52 pm
Je sais qu'il y a des calculateurs sur le net, et nous en avons utilisé un pour le calcul. C'est Philippe qui l'a fait, donc soit le calculateur calcul mal, soit j'ai donné les mauvaises mesures (ce qui est le plus probable), soit Philippe s'est trompé et c'est rare que cela lui arrive.
Si c'est le cas, faudra que je change tout le Bazard, poulies et courroies.

Patrick.
Patrick le Belge- complétement accro
- Messages : 2822
Points : 6440
Date d'inscription : 15/06/2011
Age : 75
Localisation : Comines Belgique -
Re: Fabrication CNC de Patrick
![]() F6FCO 14/08/14, 09:49 pm
F6FCO 14/08/14, 09:49 pm

F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: Fabrication CNC de Patrick
![]() Prétender 49 14/08/14, 11:19 pm
Prétender 49 14/08/14, 11:19 pm
Suis en retard dans mes lectures

Prétender 49- complétement accro
- Messages : 2923
Points : 4582
Date d'inscription : 08/04/2014
Age : 75
Localisation : Belgique/Mouscron -
Re: Fabrication CNC de Patrick
![]() ducran lapoigne 15/08/14, 12:06 am
ducran lapoigne 15/08/14, 12:06 am
c' est du T5

plus tard, si je dois encore faire une transmission, ce sera du htd
ben oui cambam a un plugin pour faire les poulies htd
donc en principe, je n'achèterai que les courroies
Antoine
ducran lapoigne- complétement accro
- Messages : 642
Points : 1277
Date d'inscription : 04/02/2012
Age : 75
Localisation : Athus Belgique du sud
Re: Fabrication CNC de Patrick
![]() c.phili 15/08/14, 07:56 am
c.phili 15/08/14, 07:56 am
Suite a des recherches je m'étais décidé pour du HTD en lisant un article sur CNC loisir mais au moment de la commande chez Tridistribution je me suis gouré, en fait en haut de page ils donnent les différents types y compris le HTD mais les premières venant sur la liste sont poulies syndromes standards et les HTD sont plus bas sur la page.
Me disais bien qu'il y avait quelque chose qui clochais quand je les ai reçus d'autant plus qu'il me restait encore des courroies de ce type qui provienne de la modif faite sur une petite BF25.
Pour la longueur, difficile de trouver la courroie au cm près, et Patrick n'a prévu aucun réglage de tension des courroies.
Pour la CNC de Patrick, à sa place je ne soucierais pas trop de ça du fait que pour lui, comme il le dit, c'est un essai principalement didactique et je ne pense pas qu'il frôlera le 1/100mm avec sont premier essais et de plus il peut s'attendre a une augmentation du prix.
Par contre je vais quand même téléphoner chez tri pour voir s'ils peuvent me les échanger mais ce ne sera plus avant la semaine prochaine.
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)


c.phili- Modérateur

- Messages : 3570
Points : 7573
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Fabrication CNC de Patrick
![]() Patrick le Belge 15/08/14, 08:43 am
Patrick le Belge 15/08/14, 08:43 am
Toutefois, j'envisage quand-même de mettre des bonnes courroies et poulies, donc si tu peux changer les courroies chez tri ainsi que deux des poulies les autres étant transformées, ce sera bien même si je dois ajouter un peu de yards!
Si ce n'est pas possible, il faudra alors commander les bonnes courroies et poulies pour en faire le changement.
Qui a dis que je n'avais pas prévu de tendeurs?... Là tu te trompe Philippe, je voulais attendre un peu pour ça, pour voir comment que j'allais goupiller ça!
Heureusement que nous avons ici de bons conseilleurs, je me serais demandé pourquoi ça déconne!
Patrick.
Patrick le Belge- complétement accro
- Messages : 2822
Points : 6440
Date d'inscription : 15/06/2011
Age : 75
Localisation : Comines Belgique -
Re: Fabrication CNC de Patrick
![]() F6FCO 15/08/14, 01:01 pm
F6FCO 15/08/14, 01:01 pm
J'ai choisi du HTD 5 en 15mm de large.
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: Fabrication CNC de Patrick
![]() ducran lapoigne 15/08/14, 03:44 pm
ducran lapoigne 15/08/14, 03:44 pm

ducran lapoigne- complétement accro
- Messages : 642
Points : 1277
Date d'inscription : 04/02/2012
Age : 75
Localisation : Athus Belgique du sud
Re: Fabrication CNC de Patrick
![]() c.phili 15/08/14, 04:05 pm
c.phili 15/08/14, 04:05 pm
Ca va pas mal et c'est simple d'emplois, vaut mieux le laisser dans sa langue parce que si on le traduit ça ne veut plus dire grand chose
Je pense aussi revoir ça pour du HTD en 15mm de large, j’aurais du faire un peu plus attention.
J’ai envoyé un mail chez tri parce que d’ici lundi je risque d’oublier et ça va trainer.
Philippe
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3570
Points : 7573
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Fabrication CNC de Patrick
![]() Patrick le Belge 15/08/14, 06:18 pm
Patrick le Belge 15/08/14, 06:18 pm
Patrick.
Patrick le Belge- complétement accro
- Messages : 2822
Points : 6440
Date d'inscription : 15/06/2011
Age : 75
Localisation : Comines Belgique -
Re: Fabrication CNC de Patrick
![]() Patrick le Belge 15/08/14, 06:21 pm
Patrick le Belge 15/08/14, 06:21 pm
Patrick.
Patrick le Belge- complétement accro
- Messages : 2822
Points : 6440
Date d'inscription : 15/06/2011
Age : 75
Localisation : Comines Belgique -
Re: Fabrication CNC de Patrick
![]() Patrick le Belge 16/09/14, 06:36 pm
Patrick le Belge 16/09/14, 06:36 pm
Voili voilou! Le tourne broche terminé, je peux revenir à mes moutons!
Pour commencer, séparation des cadres X et Y dans le but de mettre les pates sur le cadre principal le X.
Ayant récupéré les tubes d'une tonnelle HS venant de mon club de peinture, j'ai trouvé là ce qu'il me fallait pour faire mes pates. Nous utilisons dans notre club 10 tonnelles de 12 m de long sur 4 de large, de ce fait j'en ai pas mal de ces tubes de cette tonnelle à remplacer par une neuve.
Les tubes sont fins (1 mm d'épaisseur) mais très solides d'un diamètre de 30 mm, , c'est la toile qui a pris un jour un sale coup lors d'une tempête de vent survenue d'un seul coup lors de l'une de nos sorties. La toile s'est alors arrachée. Cette tonnelle était donc destiné pour la poubelle.
Voici ce que ça donne.

Quatre bases de piquets pour commencer, sont fixés à l'aide de trois vis à métaux de 10mm par pied. Ils sont bien sûr fixées dans les coins en dessous du cadre

Ensuite, j'ai coupé quatre pates volontairement de 80 cm. Un peu long me direz-vous. Cela me permettra par après de reprendre ces pieds à la bonne mesure par rapport à ma hauteur. Il faut dire que j'aime travailler bien droit pour ménager mon pauvre dos dont deux vertèbres lombaire se sont ressoudées, il y à plus de vingt ans.

Après j'ai coupé huit renforts de 70 cm que j'ai un peu "bricolé" de façon à les fixer d'une part sur les pieds avec de bons rivets pop de 6 mm de diamètre, et d'autre part par des vis à métaux de 10 mm de long

Détail sur la partie vissée du renfort de pied. Je peux ainsi démonter les pieds du cadre.

Détail sur une partie rivetée avec des rivets pop.

Pour demain ce sera séance peinture des pieds et du cadre. Ca va faire beaucoup plus BÔ
Patrick le Belge- complétement accro
- Messages : 2822
Points : 6440
Date d'inscription : 15/06/2011
Age : 75
Localisation : Comines Belgique -
Re: Fabrication CNC de Patrick
![]() Patrick le Belge 18/09/14, 08:41 am
Patrick le Belge 18/09/14, 08:41 am
Ici, le matériel de préparation de la peinture et nettoyage du matériel.

Ici, mon tout nouveau pistolet, acheté pour l'occasion.

Je n'ai pas voulu dérégler mes rails, de ce fait, j'ai fait un beau petit emballage maison.

L'autre rail a aussi été habillé de son papier réclame.

Cette première couche donne quand-même mieux que sans peinture. L'effet de la lumière donne ici une couleur jaune, mais en fait elle est orange.

Pour la deuxième couche, je vais quand-même démonter les pates à nouveau, histoire d'aller plus facilement dans les coins. De toutes façon je dois quand-même les démonter pour pouvoir déplacer l'ensemble dans mon atelier, car je rappelle que je n'ai pas beaucoup de place dans ce dernier et, je ne pourrais pas le déplacer d'un seul bloc.
Patrick le Belge- complétement accro
- Messages : 2822
Points : 6440
Date d'inscription : 15/06/2011
Age : 75
Localisation : Comines Belgique -
Re: Fabrication CNC de Patrick
![]() Patrick le Belge 18/09/14, 07:11 pm
Patrick le Belge 18/09/14, 07:11 pm
Là, j'ai re démonté les pates et mis une deuxième couche sur le dessous du cadre.

Ca change du tout au tout, déjà les coins difficiles sont mieux peints.

Une pate (deuxième couche) et quelques pièces intérieurs du cadre, (première couche).

Les trois autres pates (deuxième couche).

Quelques petites pièces (première couche d'un seul côté)

La suite sera pour lundi ou mardi, car à partir de demain je serais bien pris par le Mariage.
Patrick le Belge- complétement accro
- Messages : 2822
Points : 6440
Date d'inscription : 15/06/2011
Age : 75
Localisation : Comines Belgique -
Page 8 sur 23 • 1 ... 5 ... 7, 8, 9 ... 15 ... 23

 Sujets similaires
Sujets similaires» presentation patrick
» Patrick le Belge
» Présentation Patrick
» Une CNC pour Patrick