






cablage servo moteur
Page 5 sur 8 •  1, 2, 3, 4, 5, 6, 7, 8
1, 2, 3, 4, 5, 6, 7, 8 

 Re: cablage servo moteur
Re: cablage servo moteur
![]() brinus974 Dim 23 Mar 2014 - 17:12
brinus974 Dim 23 Mar 2014 - 17:12
me revoila,
j'ai fait des modifications sur le portique ,il vibrait de trop,désormais cela fonctionne ,plus de vagues lors du passage de la défonceuse dans la matière , enfin ...
je vais régler mes fins de courses comme dans ton article et après je fais quoi?
MERCI
brinus974- posteur Régulier

- Messages : 188
Date d'inscription : 26/10/2013 -


Re: cablage servo moteur
![]() dh42 Dim 23 Mar 2014 - 18:35
dh42 Dim 23 Mar 2014 - 18:35
je vais régler mes fins de courses comme dans ton article et après je fais quoi?
En principe une fois que ton système de référencement et tes limites sont OK, c'est fini ... tu peux commencer à faire des copeaux
Ensuite, c'est les essais d'usinage pour te rendre compte de ce que la machine peut supporter comme effort sans vibrer ou tuer les cotes.
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25659
Points : 38368
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: cablage servo moteur
![]() brinus974 Mar 25 Mar 2014 - 19:35
brinus974 Mar 25 Mar 2014 - 19:35
Comme tu sais j utilise Match3 pour piloter la CNC
J'utilise libre cad pour le dessin ,mais il bug de temps en temps surtout qu il est pas 100/100 compatible avec HEEKS CNC et pis c'est une usine a gaz ,surtout pour le texte en autre
je voudrais savoir si tu peux me conseiller un logiciel de dessin et un logiciel pour générer le Gcode pour match3 un logiciel en français simple et pratique
tu m'avais dit que tu utilisais un logiciel chez qui tu étais traducteur c'est quoi précisément et ou l'acheter
Pour information j'ai usiné des pièces ,après quelques petits réglages de souplesse et a vitesse lente ça tourne désormais je m attaque aux fraises et logiciel
merci d'avance pour tout

brinus974- posteur Régulier
- Messages : 188
Points : 486
Date d'inscription : 26/10/2013
Age : 56 -
Re: cablage servo moteur
![]() dh42 Mar 25 Mar 2014 - 19:48
dh42 Mar 25 Mar 2014 - 19:48
Le soft de FAO que j'utilise, c'est CamBam. (Dessin + génération du Gcode)
La doc
http://www.atelier-des-fougeres.fr/Cambam/Aide/Contents.htm
Le lien pour l'acheter
http://www.cambam.info/shop/
Téléchargement du soft (40 lancements avec toutes les fonctions, puis limité à 1000 lignes de Gcode et désactivation des plugins)
http://www.cambam.info/downloads/
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25659
Points : 38368
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: cablage servo moteur
![]() brinus974 Mer 26 Mar 2014 - 15:47
brinus974 Mer 26 Mar 2014 - 15:47
je télécharge le version évaluation ,je te tiens au courant
merci des informations
brinus974- posteur Régulier
- Messages : 188
Points : 486
Date d'inscription : 26/10/2013
Age : 56 -
Re: cablage servo moteur
![]() passionair Jeu 27 Mar 2014 - 9:07
passionair Jeu 27 Mar 2014 - 9:07
J'avais cru comprendre que les dessins étaient fais avec solidwork ?
J'ai très envie de numériser ma fraiseuse et souhaite commencer par l'apprentissage du DAO, j'ai déjà une petite expérience en CNC fil chaud.
J'ouvrirai un post spécifique.
Cdlt
Philippe
passionair- complétement accro

- Messages : 1454
Points : 2366
Date d'inscription : 26/03/2013
Age : 68
Localisation : 83 -
Re: cablage servo moteur
![]() brinus974 Jeu 27 Mar 2014 - 9:23
brinus974 Jeu 27 Mar 2014 - 9:23
je viens de télécharger la version d essai,interessant ma fois.
une ou 2 questions:
mon métier est la fabrication de meubles en carton,donc sa découpe avec un 4 emme axe rotatif 0 a 360° avec une lame de cutter sur une queue de diamètre 6 en carbure.(la défonceuse actuelle est installé pour les essais mais sera remplacé par un 4 emme moteur )
ma question est la suivante:est ce que sur le logiciel ,il y a un endroit ou je peux référencer le 4 emme axe ? ET générer le gcode? comme les 3 autres.
Aussi j'ai cru comprendre qu il y avait un plugins pour les lettres ? ou est ce que je peux trouver ce plugins?
merci encore
brinus974- posteur Régulier
- Messages : 188
Points : 486
Date d'inscription : 26/10/2013
Age : 56 -
Re: cablage servo moteur
![]() dh42 Jeu 27 Mar 2014 - 19:50
dh42 Jeu 27 Mar 2014 - 19:50
J'avais cru comprendre que les dessins étaient fais avec solidwork ?
Uniquement pour la 3D, Cambam n'a pas de fonction de dessin 3D.
En 3D, tu importe un fichier au format STL ou 3DS, tu peux donc faire le dessin avec n'importe quel soft de 3D qui sauve à un de ces formats.
pour ma part, c'est SolidWorks, 3DStudio Max et mon scanner 3D (qui a son propre soft de retouche)
Pour la 2D, j'utilise Cambam, et aussi AutoCad LT pour les dessins compliqués, mais de toute façon si tu importe un dessin, il y a quand même du travail dans Cambam (en 2D) pour optimiser les tracés avant de les appliquer à une op d'usinage.
ma question est la suivante:est ce que sur le logiciel ,il y a un endroit ou je peux référencer le 4 emme axe ? ET générer le gcode?
Non, Cambam ne gère que 3 axes ; il est possible d'insérer du code pour faire tourner un 4ieme axe en "positionnement", mais uniquement entre 2 opérations d'usinage distinctes, et si je comprends bien le fonctionnement du cutter, ce n'est pas ce que tu veux ? il doit pouvoir tourner à chaque changement de direction .. c'est bien ça ?
Aussi j'ai cru comprendre qu il y avait un plugins pour les lettres ? ou est ce que je peux trouver ce plugins?
Cambam gère directement le texte, pas besoin de plugin.
Il existe par contre un plugin qui permet de faire des textes en arc de cercle, ainsi qu'une police spéciale CNc avec des caractères "filaires" (à installer comme une police Windows ordinaire)
Une liste (non exhaustive) des plugins dispo pour Cambam.
http://www.metabricoleur.com/t4325-cambam-plugin-quelques-plugins-utiles#70172
Les polices filaires
http://www.metabricoleur.com/t2243-cambam-utilitaires-polices-filaires-pour-gravure#31696
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25659
Points : 38368
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: cablage servo moteur
![]() brinus974 Ven 28 Mar 2014 - 19:47
brinus974 Ven 28 Mar 2014 - 19:47
tu me dis :Cambam ne gère que 3 axes ; il est possible d'insérer du code pour faire tourner un 4ieme axe en "positionnement", mais uniquement entre 2 opérations d'usinage distinctes, et si je comprends bien le fonctionnement du cutter, ce n'est pas ce que tu veux ? il doit pouvoir tourner à chaque changement de direction .. c'est bien ça ?
oui le 4 emme axe doit tourner a chaque changement de direction.le problème insérer des codes entre 2 opérations cela va poser un problème ,tu t en doute ,on va dire qu il faut qu il soit gérer comme le l'axe Z
autrement ,
je te re-merci pour le lien des textes .
brinus974- posteur Régulier
- Messages : 188
Points : 486
Date d'inscription : 26/10/2013
Age : 56 -
Re: cablage servo moteur
![]() dh42 Ven 28 Mar 2014 - 20:22
dh42 Ven 28 Mar 2014 - 20:22
Ok, donc Cambam ne fera pas l'affaire pour ça ; en fait j'ai bien peur qu'il ne faille un soft de FAO spécifique pour ce genre de travail.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25659
Points : 38368
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: cablage servo moteur
![]() brinus974 Mar 1 Avr 2014 - 19:11
brinus974 Mar 1 Avr 2014 - 19:11
Bon tu as une idée de soft FAO que je pourrais utiliser pour faire ca ?
je te remercie
pour information j'ai commencé a usiner des pièces pas mal du tout ,mais j'ai du mal pour le réglage d'avance , sachant que mes moteurs on une vitesse max de 14100 en x et y et j utilise des mèches hémisphérique 1 dent en carbone monobloc diamètre 2 voir 3 ou 6
voila voilou
serge
brinus974- posteur Régulier
- Messages : 188
Points : 486
Date d'inscription : 26/10/2013
Age : 56 -
Re: cablage servo moteur
![]() dh42 Mar 1 Avr 2014 - 19:50
dh42 Mar 1 Avr 2014 - 19:50
Bon tu as une idée de soft FAO que je pourrais utiliser pour faire ca ?
Non, pas la moindre ; en fait je ne connais que Cambam et Visual Mill, bien orientés mécanique tous les 2 ... et j'ai essayé Aspire, que je n'ai pas aimé du tout, par contre j'ignore si lui il possède des fonctions de gestion d'une tête rotative.
Je n'ai jamais fait de découpe à la lame jusqu'à présent.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25659
Points : 38368
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: cablage servo moteur
![]() michel.be Mar 1 Avr 2014 - 19:55
michel.be Mar 1 Avr 2014 - 19:55
regarde un peu du coté de NINOS ... de mémoire il avait une fonction découpe vinyle ...
++
michel be
michel.be- complétement accro
- Messages : 826
Points : 2005
Date d'inscription : 15/07/2012
Age : 56
Localisation : Belgique - Namur/Luxembourg
Re: cablage servo moteur
![]() dh42 Mar 1 Avr 2014 - 20:18
dh42 Mar 1 Avr 2014 - 20:18
+ d'info ici
http://tmonnot.free.fr/Fraisage/Couteau.htm
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25659
Points : 38368
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: cablage servo moteur
![]() brinus974 Jeu 3 Avr 2014 - 19:09
brinus974 Jeu 3 Avr 2014 - 19:09
concernant le couteau j'avais déjà vu la vidéo il y a quelque temps déjà mais merci
Je vais regarder cela de plus prêt dans peu de temps ,mais il faut une sortie rs232 et une carte qui va avec a ce que j'ai vu
Je voudrais avoir une explication sur le logiciel cambam concernant la vitesse d'avance
s'agit il de la vitesse des moteurs X et Y parce que dans le logiciel ils sont mis par défaut a 800
et moi avec mes servo moteurs max 14000 en vitesse j'ai du mal a mis retrouver
De plus je voudrais savoir,quand j usine une pièce droite un carré rectangle il n'y aucun défaut de coupe,par contre dés que j'usine des diagonales ou du cercle mon axe X saccade donc je me retrouve avec des diagonales ou des cercles en dents de scie minimes mais perceptible au toucher ou a l’œil j utilise des mèches hémisphérique carbure mono-bloc 1 dent diamètre 2ou 3 et 6 avec une vitesse de 20 000tr environ
J'ai diminuer les vitesses et l'accélération mais c'est guère mieux .
je vois pas d ou vient le problème s'agit il d un paramètre a modifier ou un défaut mécanique
Super les vidéos pour le logiciel cambam ,je commence a le prendre en main
Des mes problèmes résolus ,je passe a la découpe du carton
merci encore
serge
brinus974- posteur Régulier
- Messages : 188
Points : 486
Date d'inscription : 26/10/2013
Age : 56 -
Re: cablage servo moteur
![]() dh42 Jeu 3 Avr 2014 - 19:59
dh42 Jeu 3 Avr 2014 - 19:59
s'agit il de la vitesse des moteurs X et Y parce que dans le logiciel ils sont mis par défaut a 800
et moi avec mes servo moteurs max 14000 en vitesse j'ai du mal a mis retrouver
Les 14000, c'est la V maxi qu'atteindra la machine en rapide (G0, donc hors matière), cette vitesse ne doit pas être modifiée (sauf si tu trouve que le rapide est trop rapide lol) ... et elle ne se règle pas dans Cambam, mais dans Mach3.
Ce que tu règle dans Cambam, c'est la vitesse de déplacement en usinage, et elle dois se régler pour chaque opération d'usinage, en fonction de la V de rotation de la fraise, du nb de dents, de la matière usinée ..etc .. (tu en a même 2, une pour les déplacements en usinage et une pour les descentes en plongée dans la matière)
dés que j'usine des diagonales ou du cercle mon axe X saccade
Possible que tu ne soit pas en mode vitesse constante ; dans ton opération d'usinage sous Cambam, vérifie que le paramètre "Mode de déplacement" soit sur Vitesse constante.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25659
Points : 38368
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: cablage servo moteur
![]() brinus974 Jeu 3 Avr 2014 - 20:11
brinus974 Jeu 3 Avr 2014 - 20:11
Il était indéfini ,donc je l'ai mis en constant grrrrrrrrr,il fallait savoir ,la preuve j'ai pas encore tout lu j’espère que cela vient de la et je serais sauvé
je fais les essais demain matin et je tiens au courant merci d'avance
Pour les vitesses ,les fraises,les dents ,je crois que tu as fait un tuto la dessus non ?
merci encore
il faudrait si tu veux que tu me communique tes coordonnées ,j'aurais un truc a te faire parvenir ,c'est la moindre des choses que je peux faire
merci encore
serge
brinus974- posteur Régulier
- Messages : 188
Points : 486
Date d'inscription : 26/10/2013
Age : 56 -
Re: cablage servo moteur
![]() dh42 Jeu 3 Avr 2014 - 20:18
dh42 Jeu 3 Avr 2014 - 20:18
C'est pas vraiment un tuto, mais un utilitaire Excel pour les calculer en fonction des paramètres de coupe.
http://www.metabricoleur.com/t1259p7-calcul-de-parametres-de-coupe#102612
Il y avait par eu pas mal de discussions à ce sujet, mais il me semble que c'était sur usinage, dans une réponse à un sujet sur Cambam, je vais voir si je retrouve ça .... c'est pas gagné !
il faudrait si tu veux que tu me communique tes coordonnées ,j'aurais un truc a te faire parvenir ,c'est la moindre des choses que je peux faire
Mais non, pas besoin, donner un petit coup de main, c'est le principe des forums ..
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25659
Points : 38368
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: cablage servo moteur
![]() brinus974 Dim 13 Avr 2014 - 16:14
brinus974 Dim 13 Avr 2014 - 16:14
merci pour l utilitaire de coupe ,cela ma rendu service
Par contre ,j'ai toujours ce problème récurant
 " />
" />dans cambam j'ai réglé vitesse constante ,mais rien ne change ,sur match 3 dans option générale j'ai validé aussi vitesse constante mais rien toujours le même problème
dans les paramètres de mes drivers j'ai modifié le paramètre 44 OUTPUT PULSES PER SINGLE TURN par défaut il était a 2500 je l'ai passé a 15500 mais toujours le même problème (la je lui disait d'augmenter ma résolution mais c'est comme si j'avais rien fait)
Pour moi ,quand on regarde le dessin cela fait des escaliers pour les diagonales nickel pour les lignes droites
les dessins des escaliers s'agit pour moi des impulsions envoyés dans le moteur ,je me trompe peut etre mais bon
Alors ma question est la suivante dans les paramètres drivers il y a t il d autres fonctions qui pourraient modifier ou qui sont liées et qui pourrait solutionner mon problème
pas simple encore
merci de vos réponses
serge
brinus974- posteur Régulier
- Messages : 188
Points : 486
Date d'inscription : 26/10/2013
Age : 56 -
Re: cablage servo moteur
![]() brinus974 Dim 13 Avr 2014 - 19:10
brinus974 Dim 13 Avr 2014 - 19:10
je viens de voir une fonction sur match 3 option configuration machine/encodeur et manivelles
j'ai rien de programmer la dedans est je viens de voir sur le manuel de match 3 qu il fallait que la valeur impulsion /unité corresponde a la résolution de l encodeur
est ce utile de programmer cette fonction?
brinus974- posteur Régulier
- Messages : 188
Points : 486
Date d'inscription : 26/10/2013
Age : 56 -
Re: cablage servo moteur
![]() dh42 Dim 13 Avr 2014 - 20:34
dh42 Dim 13 Avr 2014 - 20:34
brinus974 a écrit:RE
je viens de voir une fonction sur match 3 option configuration machine/encodeur et manivelles
j'ai rien de programmer la dedans est je viens de voir sur le manuel de match 3 qu il fallait que la valeur impulsion /unité corresponde a la résolution de l encodeur
est ce utile de programmer cette fonction?
Salut,
L'encodeur manivelle, c'est pour les manivelles 'électroniques' comme il y a sur les raquettes de commande. En principe tu n'a pas à t'en soucier.
Pour le reste, j'avoue que je ne sais pas
Jette un œil à tout hasard sur ce post, ici il est question d'à coup, mais pas sur que ce soit le même pb.
http://www.usinages.com/mach/vitesse-constante-pas-constante-t29954.html#p342206
peut tu mettre ton fichier .cb et ton Gcode en pièce jointe histoire d'avoir une idée de ce que Mach lui envoi ?
(met les 2 fichiers dans un dossier vide, et compresse le dossier en .zip pour que ça passe en pièce jointe)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25659
Points : 38368
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: cablage servo moteur
![]() brinus974 Dim 13 Avr 2014 - 21:12
brinus974 Dim 13 Avr 2014 - 21:12
pas les escaliers nouvelle police de windows (lol) plus fort tu meurt .................je plaisante
je t'adresse le fichiers joint
Par contre dans match3 au niveau configuration moteur j'ai pour les 3 axes 1 en délai direction et 1 pour impulsion pas je vois pas a quoi ca sert
fichiers joint
- Fichiers joints

- zippa.zip zippVous n'avez pas la permission de télécharger les fichiers joints.(2 Ko) Téléchargé 3 fois
brinus974- posteur Régulier
- Messages : 188
Points : 486
Date d'inscription : 26/10/2013
Age : 56 -
Re: cablage servo moteur
![]() dh42 Dim 13 Avr 2014 - 21:29
dh42 Dim 13 Avr 2014 - 21:29
Apparemment pas de soucis avec le Gcode lui même, il y a bien le G64 (vitesse constante).
Attention par contre, il me semble que tu n'utilise pas le post-pro pour Mach3 ; n'oublie pas de le sélectionner dans les options du dossier d'usinage, ça risque de te faire des blagues si tu a des cercles
Par contre dans match3 au niveau configuration moteur j'ai pour les 3 axes 1 en délai direction et 1 pour impulsion pas je vois pas a quoi ca sert
Si c'est comme chez moi, soit c'est bon et ça fonctionne, soit ce n'est pas bon et la machine ne réagit pas .... je ne saurais t'expliquer exactement ce que c'est, il te faudrait un électronicien pour ça. Totem l'a expliqué quelque part sur le forum ... mais ou ??
Regarde si les réglages dont je parle dans le lien on un effet.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25659
Points : 38368
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: cablage servo moteur
![]() brinus974 Lun 14 Avr 2014 - 6:29
brinus974 Lun 14 Avr 2014 - 6:29
c'est quoi le post pro pour match3 et ou change t'on cette fonction sur le logiciel cambam ou sur match3?
MERCI
brinus974- posteur Régulier
- Messages : 188
Points : 486
Date d'inscription : 26/10/2013
Age : 56 -
Re: cablage servo moteur
![]() dh42 Lun 14 Avr 2014 - 15:18
dh42 Lun 14 Avr 2014 - 15:18
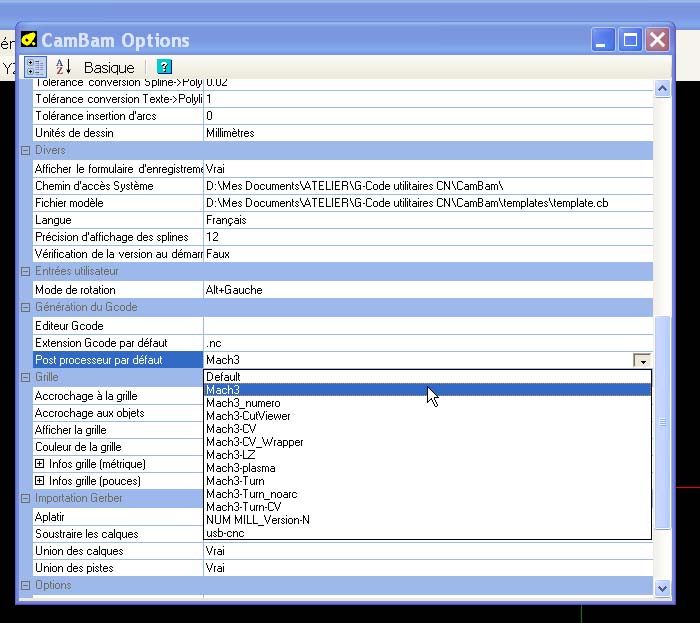
Menu Outils/options - post pro par défaut.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25659
Points : 38368
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: cablage servo moteur
![]() brinus974 Lun 14 Avr 2014 - 19:11
brinus974 Lun 14 Avr 2014 - 19:11
merci pour l impression écran,je vais modifier ca sur cambam
les réglages dont tu me parle ne change a rien a mon problème
j'ai envoyé un email hier en Allemagne avec la photo de découpe voila ce qu il me réponds
Hello Serge,
The P44 is for the output pulses (OA± OB±). Every parameter that is for the input is named with "...command pulse...".
If you want to scale the command pulses use P46 and 4B (page 125 and 126). I know the explanations are a very complicated and have mistakes in it.
But it is very logic.
The encoder of the Motor produces 10000 pulses/revolution = F
You want the motor to make 1 revolution with 15500 pulses = f
We take the fomular on page 126 in a better form:
F = P46
f P4B
The maximum value of P46 and P4B is 10.000 so we have to divide both by 2.
P46 = 5000
P4B = 7750
Maybe later we have to optimize the gain tuning but first start with this.
For further questions please contact us at any time.
j'ai changé les valeurs du p46 et p4b et aussi le p4a =0 cela change en rien ,,de plus les axes n'avance presque +
quel chantier ce truc ,je sais pas si on va y arriver un jour,on a fait un long chemin déja ,mais il me reste + que ca autrement tout fonctionne gggggggggggggg
brinus974- posteur Régulier
- Messages : 188
Points : 486
Date d'inscription : 26/10/2013
Age : 56 -
Page 5 sur 8 • 1, 2, 3, 4, 5, 6, 7, 8

 Sujets similaires
Sujets similaires» moteur et servo moteur
» Moteur PAP vs SERVO Moteur
» Cablage moteur
» Cablage moteur M.A.L.