






cablage servo moteur
Page 3 sur 8 •  1, 2, 3, 4, 5, 6, 7, 8
1, 2, 3, 4, 5, 6, 7, 8 

 Re: cablage servo moteur
Re: cablage servo moteur
![]() brinus974 Jeu 20 Fév 2014 - 16:08
brinus974 Jeu 20 Fév 2014 - 16:08
j'ai changé le paramètre PR02 en 2 et dans la foulée le PR42 A 3 comme disait l email précedent
Tu veux connaitre la réponse :ca tourne de feu de dieu
Bizarre ma carte commande interface fonctionne ,
Voila une bonne nouvelle ce soir ,maintenant que tu connais le systéme pour le brochage et le setup des drivers tu va pouvoir changer tes NEMA alors
Je voudrais dire une chose merci a vous mais tout particulièrement a toi DH42 tu as été un grand secours je t'en dois une .......
Allez ce week end je monte ca sur la CNC et je te tiens au courant de la suite
merci encore KENAO
brinus974- posteur Régulier

- Messages : 188
Date d'inscription : 26/10/2013 -


Re: cablage servo moteur
![]() dh42 Jeu 20 Fév 2014 - 17:09
dh42 Jeu 20 Fév 2014 - 17:09
Ouf !!!
On tournait donc bien autour des bons paramètres alors, c'était bien le 02 et le 42 ... fallait juste trouver le bon 'dosage'
Bon, y a plus qu'à .... faire la suite.
On calibrera le 46 et le 'step per' quand tes vis seront montées et qu'il sera possible de faire des mesures de déplacement.
Bon courage
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25659
Points : 38368
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: cablage servo moteur
![]() brinus974 Jeu 20 Fév 2014 - 17:12
brinus974 Jeu 20 Fév 2014 - 17:12
Pas de soucis pour les ajustements,je te tiens au courant des avancées des travaux,normalement je reçois les poulies et courroies crantées ce weekend end
merci encore pour tout
serge

brinus974- posteur Régulier
- Messages : 188
Points : 486
Date d'inscription : 26/10/2013
Age : 56 -
Re: cablage servo moteur
![]() dh42 Jeu 20 Fév 2014 - 17:14
dh42 Jeu 20 Fév 2014 - 17:14
j'ai changé le paramètre PR02 en 2 et dans la foulée le PR42 A 3 comme disait l email précedent
Pour le PR02, ils disent 0 dans le mail, pas 2
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25659
Points : 38368
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: cablage servo moteur
![]() brinus974 Jeu 20 Fév 2014 - 17:16
brinus974 Jeu 20 Fév 2014 - 17:16
brinus974- posteur Régulier
- Messages : 188
Points : 486
Date d'inscription : 26/10/2013
Age : 56 -
Re: cablage servo moteur
![]() brinus974 Dim 9 Mar 2014 - 18:05
brinus974 Dim 9 Mar 2014 - 18:05
dh42 a écrit:Salut,
Ouf !!!
On tournait donc bien autour des bons paramètres alors, c'était bien le 02 et le 42 ... fallait juste trouver le bon 'dosage'
Bon, y a plus qu'à .... faire la suite.
On calibrera le 46 et le 'step per' quand tes vis seront montées et qu'il sera possible de faire des mesures de déplacement.
Bon courage
++
David
hello
me revoilà
j'ai enfin reçu les roues crantées et courroies ,je viens de monter mon axe x .
je viens de faire les 1er essais de déplacement ,mais il y a un léger problème au début
quand je lance la commande de déplacement via match3 ,l'axe X bouge ,mais tellement il y a de couple que mon portique bouge après c'est bon et la je peux pousser sans aucun prb .
j'ai réglé la vitesse de déplacement sur match3 même au minimum ,mais rien ne change ,on va prendre comme exemple une voiture :
si on lâche trop brutalement l embrayage la voiture va décoller par contre si on relâche tout doucement la pédale ,on a a un démarrage souple et tranquille .
Je pense que l on peux sur les drivers modifier une valeur et lui dire :tu démarre tranquille et apres un temps donné tu va au plus vite ou alors monté en puissance tout doucement
tu en penses koi?
MERCI
brinus974- posteur Régulier
- Messages : 188
Points : 486
Date d'inscription : 26/10/2013
Age : 56 -
Re: cablage servo moteur
![]() dh42 Dim 9 Mar 2014 - 19:47
dh42 Dim 9 Mar 2014 - 19:47
tu en penses koi?
2 choses ; premièrement, une machine doit être fixée, deuxièmement tu peux régler la valeur d'accélération/freinage pour chaque moteur dans Mach3.
menu config/motor tuning (réglages moteur) et pour chaque axe tu peux régler la V maxi (velocity) et l'accélération maxi.(acceleration )

n'oublie pas de cliquer sur "save axis settings" pour chaque axe.
Note que tant que ta machine n'est pas calibrée, les réglages de vitesse et accélération ne reflèterons peux être pas la réalité.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25659
Points : 38368
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: cablage servo moteur
![]() brinus974 Mar 11 Mar 2014 - 6:37
brinus974 Mar 11 Mar 2014 - 6:37
merci pour l'information,j'y ai pensé après, cool ,mes 3 axes tournent sans vibrations désormais
les 3 fins de courses sont câblés en Home en série pin 15 et le bouton stop en parallèle sur les fins de courses comme indiqué sur un tuto sur ce forum
Désormais ,je pense qu'il faut régler les courses des axes et vitesse de ralentissement non?
et après? on fait un dessin sur libre cad ou DraftSight c'est ca ?
par contre pour le logiciel qui génère le gcode tu utilise quoi? il y a boire et a manger
merci pour les informations
il y a t il autres choses a régler avant usinage? j'ai une défonceuse pour l instant de monter .
brinus974- posteur Régulier
- Messages : 188
Points : 486
Date d'inscription : 26/10/2013
Age : 56 -
Re: cablage servo moteur
![]() dh42 Mar 11 Mar 2014 - 14:58
dh42 Mar 11 Mar 2014 - 14:58
par contre pour le logiciel qui génère le gcode tu utilise quoi? il y a boire et a manger
J'utilise Cambam (et je suis le traducteur pour la France
Pour un dessin simple, tu peux le faire directement sous Cambam ; sinon, n'importe quel prog de DAO qui sauve en DXF (format autocad 2000) peux faire l'affaire.
Ensuite, dans Cambam, tu défini des opérations d'usinage basées sur tes tracés, tu génère le Gcode et tu le donne à Mach3.
Sur la machine, après avoir monté une fraise, il te faudra régler le point 0,0,0 de tes coordonnées DE TRAVAIL dans Mach3 afin qu'elle correspondent à ton dessin, ainsi que la V de rotation de ta broche.
quelques infos sur le processus.
http://www.metabricoleur.com/t401-cn-du-dessin-a-la-piece-debutants
http://www.metabricoleur.com/t5314p15-fabrication-cnc-coffret-electrique-en-mdf#89054
la doc de Cambam.
http://www.atelier-des-fougeres.fr/Cambam/Aide/Contents.htm
et la page de téléchargement du soft (100% fonctionnel pour 40 lancements, puis limité à 1000 lignes de Gcode)
http://www.cambam.info/downloads/
Désormais ,je pense qu'il faut régler les courses des axes et vitesse de ralentissement non?
Non, avant il te faut calibrer la machine, ça ne sert à rien de régler les courses si elles ne correspondent pas aux déplacements réels.
Tu dois donc vérifier que lorsque tu demande un déplacement, disons de 100mm sur un axe, cet axe se déplace réellement de 100mm (en mesurant le déplacement). Si ce n'est pas le cas, il faudra modifier la valeur du 'step per' dans la config du moteur de l'axe en question pour que ça corresponde.
Ce calibrage doit se faire pour chaque axe.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25659
Points : 38368
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: cablage servo moteur
![]() brinus974 Mar 11 Mar 2014 - 17:00
brinus974 Mar 11 Mar 2014 - 17:00
tu rentre des valeurs comme ca a la louche ou as tu une formule toute faite ?
je vais regarder ton logiciel pour les 1000 lignes il s'agit d'un cumul ou par application?
MERCI encore de ton aide
serge
brinus974- posteur Régulier
- Messages : 188
Points : 486
Date d'inscription : 26/10/2013
Age : 56 -
Re: cablage servo moteur
![]() dh42 Mar 11 Mar 2014 - 17:57
dh42 Mar 11 Mar 2014 - 17:57
tu rentre des valeurs comme ca a la louche ou as tu une formule toute faite ?
Voici une procédure de calibrage simple, ne nécessitant pas d'outillage de précision (un réglet, une lame de cutter et du scotch
http://id-conception.fr/Forum/viewtopic.php?f=22&t=18
il y a un autre sujet sur MB, malheureusement les vidéos sont très floues et tremblantes, donc pas facile de voir ce que fait Eric ..
le fichier Excel pourra par contre te servir faire les calculs pour la procédure du premier lien ; regarde l'onglet "calibrage des axes".
http://www.metabricoleur.com/t2697-technique-cnc-calibrage-cnc-bzt1000px-tutoriel#40322
Comme pour l'instant on a pas la moindre idée du réglage, soit prudent, ne fais pas un déplacement sur toute la course de façon à ne pas taper en butée.
Exemple, si tu a 500 mm de course, fait un premier essais sur 100mm sans chercher une mesure très précise ... juste pour voir si tu n'est pas complètement à coté de la plaque. Si c'est le cas, fait un premier calibrage approximatif de chaque axe, puis ensuite recommence pour affiner, cette fois ci avec la plus longue course possible (plus la course mesurée sera longue, plus le calibrage sera précis)
Dans un premier temps, fixe la vitesse sur 500 mm/min et l'accélération sur 100 sur chaque axe pour ne rien brusquer, ensuite on pourra tenter de trouver les valeurs de V maxi et d'accélération qui conviennent, mais la aussi, il faut avant tout que le calibrage soit fait.
je vais regarder ton logiciel pour les 1000 lignes il s'agit d'un cumul ou par application?
limite à 1000 lignes pour chaque projet. (PS; la licence ne coute que 100€, elle reste valable pour toutes les mise à jours à venir)
Andy, le concepteur de Cambam vends des packs de licences (Cambam, Mach3, CutViewer) ... à voir sur son site.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25659
Points : 38368
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: cablage servo moteur
![]() brinus974 Mar 11 Mar 2014 - 18:22
brinus974 Mar 11 Mar 2014 - 18:22
j'ai bien vu la fonction sur match3,cool ca
vu pour la vitesse ca allait taper dans une butée mais grâce a l’arrêt d urgence je l'ai arrêté ,je suis surpris du couple......
ok pour le logiciel c'est parfait ca surtout qu il fait les 2 en 1 :dessin + générateur de Gcode
pour le Vmax j'ai rentré des petites valeurs mais les moteurs se sont des bourrins je suis presque que mini en vitesse et accélaration aussi
il faut savoir aussi que sur les drivers je peux aussi régler la vitesse en changeant un coefficient
a ton avis est il préférable de faire koi?
brinus974- posteur Régulier
- Messages : 188
Points : 486
Date d'inscription : 26/10/2013
Age : 56 -
Re: cablage servo moteur
![]() dh42 Mar 11 Mar 2014 - 18:36
dh42 Mar 11 Mar 2014 - 18:36
a ton avis est il préférable de faire koi?
Impossible à dire sans valeurs numérique, je ne vois pas comment se comporte ta machine.
Tu peux déjà vérifier si ça à l'air de correspondre en chronométrant le temps mis pour faire 500 mm à une vitesse de 500 mm/min réglée sur Mach ; ça devrais prendre ... 1 minute ; si ce n'est pas le cas, c'est qu'il y a un réglage ailleurs dans les drivers, mais ça je ne connais pas ; sur des moteurs PAP, si le step per est réglé correctement (autrement dit que tu a les bonnes valeurs de déplacement) alors les vitesses sont correctes aussi, mais sur un servo, je ne sais pas.
Tu peux faire une vidéo de la machine en fonctionnement ?
Je retourne faire des copeaux
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25659
Points : 38368
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: cablage servo moteur
![]() brinus974 Mar 11 Mar 2014 - 19:29
brinus974 Mar 11 Mar 2014 - 19:29
j'ai un réglage a faire, la vis qui tiens la roue crantée sur mon axe trapézoïdale tourne de temps en temps dans le vide je viens de remarquer ca ,mais il y est déja tard ici ,je te prépare ca pour demain soir
je règle ce détail et après je te fais une belle vidéo
tu me dis:le temps mis pour faire 500 mm à une vitesse de 500 mm/min réglée sur Mach
tu règle cette valeur de 500mm/min dans match dans réglage moteur fonction vitesse en mm/min
brinus974- posteur Régulier
- Messages : 188
Points : 486
Date d'inscription : 26/10/2013
Age : 56 -
Re: cablage servo moteur
![]() dh42 Mar 11 Mar 2014 - 21:41
dh42 Mar 11 Mar 2014 - 21:41
tu règle cette valeur de 500mm/min dans match dans réglage moteur fonction vitesse en mm/min
oui, tu met 500 dans velocity et 100 dans acceleration ; il faut le faire pour chaque axe, et cliquer sur le bouton "save axis settings" pour chaque axe.
http://www.metabricoleur.com/t6652p45-cablage-servo-moteur#120193
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25659
Points : 38368
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: cablage servo moteur
![]() brinus974 Mer 12 Mar 2014 - 12:28
brinus974 Mer 12 Mar 2014 - 12:28
pour la vidéo je viens de la mettre en ligne ,on ne rigole pas c'est ma 1 er mais bon c'est ainsi:
je viens de faire des essais concernant la vélocity et accélération voila l image écran
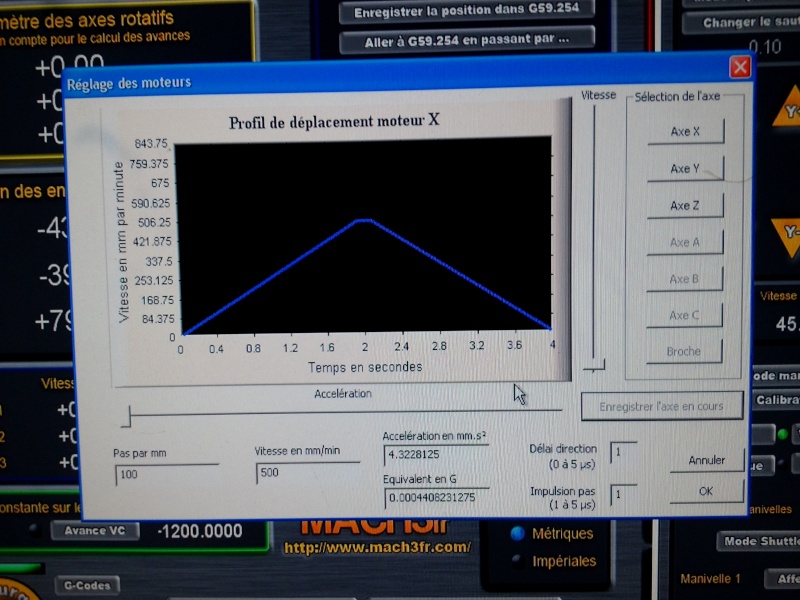
j'ai réglé la vitesse lente a 45% apparemment cela modifie la vitesse de déplacement ,a mon avis il y a un truc que j'ai zappé
 " />
" />le résultat est de 35 secondes pour un déplacement de 50 mm ,mais en variant la vitesse Lente je peux y arriver au 50sc pour 50 mm
voila
tiens moi au courant
et merci encore pour tout
brinus974- posteur Régulier
- Messages : 188
Points : 486
Date d'inscription : 26/10/2013
Age : 56 -
Re: cablage servo moteur
![]() dh42 Mer 12 Mar 2014 - 16:20
dh42 Mer 12 Mar 2014 - 16:20
Tu t'est trompé de case ; c'est dans accélération que tu aurais du mettre la valeur de 100.
"pas par mm", c'est ce qui est appelé "step per" sur la V anglaise ; ça tu dois le régler une fois pour toute (c'est le calibrage que tu a dut faire plus haut)
il te faut être absolument sur qu'avec ce "pas par mm" réglé sur 100 tu a bien un déplacement qui correspond à ce qui est demandé (en terme de distance) tant que ce n'est pas bon, les autres valeurs n'ont pas de sens ..
Il ne faut pas faire tes déplacements en vitesse lente, mais à la vitesse maxi (donc en G0) ; pour ça tu peux faire.
- majuscule + flèche (= avance rapide à la vitesse maxi donnée dans les paramètres)
ou
tu passe sur l'écran "Manuel Alt-2", tu tape sur la touche Entrée du clavier pour activer l'entrée manuelle de données, et tu tape une commande directement en Gcode ; exemple G0 X100 puis tu valide par la touche Entrée. Ton axe X se déplacera en rapide du point actuel jusqu'à la coordonnée 100 en X ; attention ce sont des coordonnées absolues, ça ne veux pas dire que tu vas te déplacer de 100mm en X, mais que tu vas allez jusqu'à la position X =100. Ca dépend donc de l'endroit ou tu a fait ton 0 en X ; il faut donc le faire avant de lancer un déplacement (clique sur "Zéro X" à gauche de la visu)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25659
Points : 38368
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: cablage servo moteur
![]() brinus974 Mer 12 Mar 2014 - 17:39
brinus974 Mer 12 Mar 2014 - 17:39
j'ai refait par conséquent les réglages de calibration X Y ET Z c'est ok pour moi
par contre si je mets 100 en accélération ca torpille ,je suis obligé de passer sur beaucoup moins ,je pense avoir régler ce point sur les 3 axes
j'ai fait Le G0X100 ca correspondant pratiquement à 998
c'est pas mal je pense
désormais j'attaque quoi? OU il y a des réglages a faire encore?
brinus974- posteur Régulier
- Messages : 188
Points : 486
Date d'inscription : 26/10/2013
Age : 56 -
Re: cablage servo moteur
![]() dh42 Mer 12 Mar 2014 - 19:33
dh42 Mer 12 Mar 2014 - 19:33
Re
par contre si je mets 100 en accélération ca torpille
Oui, c'est normal, j'ai même 300 sur la mienne (et 500 d'origine) ... d'ailleurs sur la vidéo on vois bien qu'elle est très molle à l'accélération ta machine ; ça ne le fera pas pour usiner
Maintenant vérifie que la vitesse correspond ; autrement dit, fait un déplacement de 500mm par exemple, à 500 mm/min (donc avec un G0 et avec les réglages que tu a pour l'instant, mais avec accélération réglée à 100) et vérifie si ça met à peu prêt une minute. Si c'est OK, tu pourra mettre des vitesses plus adaptées soit dans les 4000 pour X et Y et 2500 pour Z, et passer l'accélération à 400 environ.
j'ai fait Le G0X100 ca correspondant pratiquement à 998
tu veux dire 99.8 je suppose ; oui c'est suffisant pour un pré-réglage, mais il faudra affiner plus tard ; 0.2 mm d’erreur tous les 100mm ce n'est pas acceptable pour une CN
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25659
Points : 38368
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: cablage servo moteur
![]() brinus974 Mer 12 Mar 2014 - 19:46
brinus974 Mer 12 Mar 2014 - 19:46
pour usiner on va aller aussi vite ,je pense pas non? ou c'est simplement la vitesse de déplacement du chariot sans usinage
je descends dans mon atelier et je te dis ca de suite pour les 500 mm
brinus974- posteur Régulier
- Messages : 188
Points : 486
Date d'inscription : 26/10/2013
Age : 56 -
Re: cablage servo moteur
![]() dh42 Mer 12 Mar 2014 - 20:35
dh42 Mer 12 Mar 2014 - 20:35
Compte tenu des moteurs "DeLuxe" que tu a acheté, ce serais vraiment bête de les utiliser à 10% de leurs performances
En gros d'après les essais que j'ai fait, il faut au moins 1/10 de la valeur de la V d’usinage maxi en accélération pour avoir un suivi correct de la trajectoire demandée.
Exemple, si tu pense utiliser la machine avec des V d'usinage de 4000mm/min, il te faut régler tes accélération à 400mm/s² mini, sinon, à cette vitesse de 4000 , la machine ne fera pas des angles vifs mais arrondira les angles ... très gênant.
Pour le rapide, sur la mienne je suis à 6000 mm/min ; et ce ne sont que de simples moteurs pas à pas, pas des servos !
Avec des servo, suivant le pas de tes vis, ce serait plutôt dans les 10000 mm/min en rapide (donc la V que tu règle dans les paramètres moteur).
Exemple, ici les rapides sont à 6000 mm/min, accélération à 400 mm/s².
Ici, usinage d'ébauche, fraise de 8, passe de 5mm avance à 3000 mm/min ... et c'est du bois dur, dans du pin je pourrais aller 2x plus vite (si les moteurs voulaient bien ... )
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25659
Points : 38368
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: cablage servo moteur
![]() brinus974 Mer 12 Mar 2014 - 20:41
brinus974 Mer 12 Mar 2014 - 20:41
j'ai réglé le paramètre du drivers 4A a 5 au lieu de 9 (multiplicateur de ratio de pulsions)
j'ai fait avancer mon axe de 500 mm pour un temps de 58sc par contre j'ai réglé l’accélération a 100 et vitesse a 480 au lieu de 500 mais je remarque une chose si je tape G0X50 Il se déplace de 6 cm (en ayant fait le Zéro d'origine) par contre si je fais de nouveau un calibrage il se déplace bien de 500 mais a plus grande vitesse
il a un truc que je comprends pas la
brinus974- posteur Régulier
- Messages : 188
Points : 486
Date d'inscription : 26/10/2013
Age : 56 -
Re: cablage servo moteur
![]() dh42 Mer 12 Mar 2014 - 20:46
dh42 Mer 12 Mar 2014 - 20:46
Il ne faut plus toucher aux réglages des drivers après avoir fait le calibrage, sinon le calibrage est à refaire
Tu est sur de bien avoir sauver tes réglages ? (sur Mach3)
Refait ton calibrage, et refais un test de distance.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25659
Points : 38368
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: cablage servo moteur
![]() brinus974 Mer 12 Mar 2014 - 21:17
brinus974 Mer 12 Mar 2014 - 21:17
et si je rentre en vitesse 2050 et en accélération 25 c'est bon ,mon drivers indique une vitesse 4350 pour information mais il est trop rapide pour faire le G0X50 il mets 20 secondes
je viens de regarder ta vidéo le déplacement des axes et rapide
on mettant mes derniers paramètres je dois aller encore + vite ça me fait peur ......
merci encore pour le temps consacré a mon projet,
il va Falloir que je t envoie une bouteille de rhum arrangé de 10 ans d age
brinus974- posteur Régulier
- Messages : 188
Points : 486
Date d'inscription : 26/10/2013
Age : 56 -
Re: cablage servo moteur
![]() dh42 Mer 12 Mar 2014 - 22:10
dh42 Mer 12 Mar 2014 - 22:10
Premièrement, pourquoi met tu des vitesses bâtardes ? ... pourquoi 2050 en vitesse ? et surtout pourquoi 25 en accélération alors que je t'ai dis que ton accélération devrait être au environ de 1/10 de la V d'usinage maxi ?
Note qu'à 2050 mm/min, soit 2050/60 = 34mm/s, il faut 500/34 = 15s pour faire 500 mm + le temps d'accélération et freinage, donc ça correspond à peux prêt à ce que tu trouve. (PS ce qu'affiche le driver, on s'en fiche, ce qui compte c'est ce que la machine fais réellement)
met 4000 en vitesse et 400 en acc pour X et Y, 2500 sur Z et aussi 400 en acc, et ne touche plus au pas/mm ni au drivers.
Il ne te reste plus qu'à faire un essais avec un stylo à la place de la broche ; dessine un carré et vérifie qu'il à la bonne taille une fois "usiné", puis essaye avec un texte gravé, pour voir si les moteurs tournent dans le bon sens (si ce n'est pas le cas, ton texte sera inversé)
lorsque tu sera sur que tes 3 axes se déplacent bien de la valeur demandée, on pourra alors régler les limites et la plage de décélération.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25659
Points : 38368
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: cablage servo moteur
![]() brinus974 Jeu 13 Mar 2014 - 5:26
brinus974 Jeu 13 Mar 2014 - 5:26
je vais faire les modifications que tu me demande 4000 et 400 en accélération ,je vais faire une vidéo par la même occasion
Mais je reste persuader qu il y a un paramètre dans les drivers ou plutôt un coefficient multiplicateur pour l'accélération qui doit être rentré dedans
Pas simple cette étape ........je te tiens au courant
Noté pour ne plus toucher au pas/mm
brinus974- posteur Régulier
- Messages : 188
Points : 486
Date d'inscription : 26/10/2013
Age : 56 -
Page 3 sur 8 • 1, 2, 3, 4, 5, 6, 7, 8

 Sujets similaires
Sujets similaires» moteur et servo moteur
» Moteur PAP vs SERVO Moteur
» Cablage moteur
» Cablage moteur M.A.L.