






cablage servo moteur
Page 4 sur 8 •  1, 2, 3, 4, 5, 6, 7, 8
1, 2, 3, 4, 5, 6, 7, 8 

 Re: cablage servo moteur
Re: cablage servo moteur
![]() brinus974 Jeu 13 Mar 2014 - 5:26
brinus974 Jeu 13 Mar 2014 - 5:26
je vais faire les modifications que tu me demande 4000 et 400 en accélération ,je vais faire une vidéo par la même occasion
Mais je reste persuader qu il y a un paramètre dans les drivers ou plutôt un coefficient multiplicateur pour l'accélération qui doit être rentré dedans
Pas simple cette étape ........je te tiens au courant
Noté pour ne plus toucher au pas/mm
brinus974- posteur Régulier

- Messages : 188
Date d'inscription : 26/10/2013 -


Re: cablage servo moteur
![]() brinus974 Jeu 13 Mar 2014 - 8:12
brinus974 Jeu 13 Mar 2014 - 8:12
je fais le point de ce matin ,
impossible de régler 4000 et 400 en accélération erreur 26 vitesse trop haute
Par contre :
j'ai réglé les paramètres suivant sur les drivers qui avaient les valeurs par défaut:
PR10 A 150 au lieu de 50
PR11 A 158 au lieu de 100
PR12 A 28 au lieu de 50
PR13 a 2 au lieu de 4
PR14 a 35 au lieu de 50
PR20 a 59 au lieu de 100
PR57 a 495 au lieu de 300
c’était les paramètres qu ils y avaient quand j'ai reçu les moteurs.
le résultat est le suivant :
je monte a 3000 et 300 en accélération sur les 2 axes x et y
au dessus :
quand j appuie sur la touche de déplacement l'axe bouge bien mais c'est quand j’arrête d'appuyer sur la touche qu'a ce moment le moteur s’arrête brutalement et ce mets en erreur 26
voila ce que je peux te dire ce matin ,ça commence a venir bon .
mais je suis surpris quand même par la vitesse encore houfffffffff ca décoiffe
voila,
merci encore

brinus974- posteur Régulier
- Messages : 188
Points : 486
Date d'inscription : 26/10/2013
Age : 56 -
Re: cablage servo moteur
![]() dh42 Jeu 13 Mar 2014 - 19:47
dh42 Jeu 13 Mar 2014 - 19:47
mais je suis surpris quand même par la vitesse encore houfffffffff ca décoiffe
C'est comme les voitures et les motos, au début tu te dis que ça pousse assez .... mais tu t'habitue ... et tu en redemande
Un truc que j'aurais besoin de savoir, c'est le pas de tes vis en X Y et Z, car il vas de soi que la vitesse obtenue dépend aussi du pas des vis.
Je suis parti du principe que tu avais du pas de 10, mais ce n'est peut être pas le cas, par contre, je ne comprend pas pourquoi tes moteurs se mettent en sécu.
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25659
Points : 38368
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: cablage servo moteur
![]() brinus974 Jeu 13 Mar 2014 - 20:43
brinus974 Jeu 13 Mar 2014 - 20:43
l'axe x est monté sur une poulie de 18 dents (pas 5.08je crois) le moteur 36 dents
de meme pour le y
le Z en direct *
il se mette en sécurité quand j’arrête d'appuyer sur la touche avance , ça STOP trop rapidement ......
l'erreur indique vitesse trop élevée.
MAIS tu vois cela change beaucoup quand même en ayant changer quelques paramètres sur les drivers
A mon avis il y a d'autres choses surement a affinés .mais quoi ?
Je crois que je vais envoyer un email en Allemagne et leur expliquer le problème si toute fois on trouve pas
brinus974- posteur Régulier
- Messages : 188
Points : 486
Date d'inscription : 26/10/2013
Age : 56 -
Re: cablage servo moteur
![]() dh42 Ven 14 Mar 2014 - 1:34
dh42 Ven 14 Mar 2014 - 1:34
l'axe x est monté sur une poulie de 18 dents (pas 5.08je crois) le moteur 36 dents
de meme pour le y
Tu est bien sur ?
Si c'est le cas, tu a monté les poulies à l'envers, on démultiplie, on ne sur-multiplie pas. Si ton moteur à la grosse poulie ça veux dire que la vis tourne plus vite que le moteur, et surtout que tu divise le couple par le rapport de poulie (36/18=2), c'est l'inverse qu'il faut. (d'autant plus qu'un servo peut tourner vite, dans les 3000 tr il me semble).
Dans ton cas par exemple, à 3000 mm/min avec un pas de 10, ça veux dire que la vis tourne à 300 tr/min et si tu à sur multiplié d'un facteur 2 via les poulies, le moteur tourne donc à seulement 150 tr/min. A ce régime, un servo n'a pas beaucoup de couple contrairement à un PAP.
Si au contraire les poulies sont bien dans le bon sens (18 sur moteur, 36 sur vis), ton moteur doit tourner à 600 tr pour avoir les 3000 mm/min et tu a au moins 2x plus de couple. (dans ce cas la démultiplication double le couple et en plus le moteur est dans une plage de fonctionnement plus propice).
En théorie, avec les poulies dans le bon sens, en faisant tourner le moteur au maxi de sa vitesse (3000) tr, ta vis tournerais à 1500 tr, et les axes avanceraient à 15000 mm/min, ce qui est largement suffisant pour ne pas avoir besoin de sur-multiplier.
Qu'a tu actuellement comme valeurs de "pas/mm" sur chaque axe ? (calibrés bien sur)
Juste pour le coté mathématique de la chose ; SI tes poulies sont bien inversées et SI ton "pas/mm" de 100 te donne effectivement les bonnes valeurs de déplacement, sa signifierait que tes servos sont équivalents à un moteur 2000 pas par tour (si c'était un PAP) .. ça pourrait être utile de le savoir.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25659
Points : 38368
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: cablage servo moteur
![]() brinus974 Ven 14 Mar 2014 - 6:04
brinus974 Ven 14 Mar 2014 - 6:04
ERREUR de ma part grrrr (faute d’inattention)grrrrrrrrr
les roues crantées de 36 dents sont bien sur les axes et les roues de 18 dents sont sur les moteurs .
Qu'a tu actuellement comme valeurs de "pas/mm" sur chaque axe ? (calibrés bien sur)
sur l'axe x j'ai la valeur 76.38825911
sur l'axe y j'ai la valeur 76.01410681
sur l'axe z j'ai la valeur 2525.241379
voila les valeurs je les ai encore affinées hier sur les longueurs maxi des axes ,je suis en dessous du mm
brinus974- posteur Régulier
- Messages : 188
Points : 486
Date d'inscription : 26/10/2013
Age : 56 -
Re: cablage servo moteur
![]() dh42 Ven 14 Mar 2014 - 14:42
dh42 Ven 14 Mar 2014 - 14:42
OK, mais dans ce cas ça n'explique pas l'erreur que tu a, ni le fait que tu ne puisse pas monter au delà de 3000 mm/min, on est largement en dessous des vitesses que peuvent atteindre des servos. Si tu a l'occasion, essaie de mettre les accélérations à 200 au lieu de 300 et de tenter de monter progressivement la vitesse pour voir si ça passe.
Tes valeurs de pas/mm me semble également un peu curieuses, je me serais attendu à une valeur nettement plus élevée pour les X et Y, et la valeur du Z devrais logiquement être la même que les autres si tes 3 drivers ont les mêmes réglages ; une vis au pas de 5 en prise directe, c'est la même chose qu'une vis au pas de 10 avec une réduction de 1/2 par tes poulies. Ton driver de l'axe Z doit avoir des réglages différents des 2 autres
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25659
Points : 38368
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: cablage servo moteur
![]() brinus974 Ven 14 Mar 2014 - 16:46
brinus974 Ven 14 Mar 2014 - 16:46
voila les résultats définitifs
AXE X
vitesse 2900 pour 200 accélaration
axe Y
vitesse 2800 pour 270 accélération
axe Z
vitesse 2800 pour 240 accélération
au dessus de 2900 en vitesse cela est impossible ,le drivers se mets en erreur a un moment aléatoire en plein mouvement de déplacement erreur 26 par contre je peux monter l’accélération vers 290
j'ai changé la configuration du drivers pour le Z et c'est vrai je retombe a un pas/mm a 76.25560458
j'ai refait des calibrages pour les 3 axes c'est ok pour moi je dois etre en dessous du mm ,meme avec mon laser il m indique la bonne valeur
je t'adresse la dernière vidéo
Même ma femme a eu peu ,elle pensait que j'allais défoncer le mur
comme tu peux voir par rapport a la 1er vidéo on a augmenté sérieusement la vitesse
je vais essayer de joindre par email Panasonic en Allemagne et leur expliquer le problème de cette erreur 26
a ton avis on peux commencer a faire du gribouillage avec la cnc?
brinus974- posteur Régulier
- Messages : 188
Points : 486
Date d'inscription : 26/10/2013
Age : 56 -
Re: cablage servo moteur
![]() dh42 Ven 14 Mar 2014 - 18:19
dh42 Ven 14 Mar 2014 - 18:19
Wraoum !!!
Il me semble qu'elle vas à plus de 3000 mm/min.
Fait un test chrono sur l'axe le plus long (et dis moi le temps mis et la longueur de l'axe)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25659
Points : 38368
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: cablage servo moteur
![]() brinus974 Ven 14 Mar 2014 - 19:41
brinus974 Ven 14 Mar 2014 - 19:41
ca veut dire koi Wraoum !!! ???
D’après mes calculs on est a 56 cm /seconde ,mais si tu veux demain je te confirme ça
c'est rapide non?
brinus974- posteur Régulier
- Messages : 188
Points : 486
Date d'inscription : 26/10/2013
Age : 56 -
Re: cablage servo moteur
![]() dh42 Ven 14 Mar 2014 - 19:53
dh42 Ven 14 Mar 2014 - 19:53
ca veut dire koi Wraoum !!! ???
Que ça dépote, que ça déménage, que ça envoi la purée, que ça décoiffe ...
56 cm/s = 560mm/s = ..... 33600 mm/min
Il me semblait bien qu'elle allait à bien plus de 3000 mm/min .... il doit y avoir encore un "truc" à régler dans les drivers. Pas étonnant qu'ils te disent "trop vite" !! ... Et il va falloir trouver, sinon tu n'aura jamais les bonnes vitesses en usinage.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25659
Points : 38368
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: cablage servo moteur
![]() brinus974 Ven 14 Mar 2014 - 20:10
brinus974 Ven 14 Mar 2014 - 20:10
tu sais au niveau drivers j'ai un paramètre (le PR 4A) nommé multiplicateur de commande de ratio pulsation ,il était a 0 lors de la réception des moteurs .
je l'ai passé a 9 sur une échelle de 17 ,plus tu augmente + le moteur va vite.
demain je te confirme pour les valeurs exactes .
Tu vois ,cela me fait plaisir ,on arrive a trouver des solutions aux problèmes ,pas simple surtout pour un néophyte comme moi ,mais grâce a ton aide ,ça avance et je t en remercie encore.
Mais le plus dur reste a venir je pense ........
de toute façon ,je me fais pas de toute on va trouver la solution
Une question ,comment on va savoir que la vitesse indiqué sur match3 correspond a ma vitesse de déplacement ?
faut il qu elle soit identique?
brinus974- posteur Régulier
- Messages : 188
Points : 486
Date d'inscription : 26/10/2013
Age : 56 -
Re: cablage servo moteur
![]() dh42 Ven 14 Mar 2014 - 22:37
dh42 Ven 14 Mar 2014 - 22:37
tu sais au niveau drivers j'ai un paramètre (le PR 4A) nommé multiplicateur de commande de ratio pulsation ,il était a 0 lors de la réception des moteurs .
Ok, c'est surement lui qui doit multiplier
il y a une formule de calcul en page 126 du PDF ... mais pas des plus claire ... en tout cas 3 paramètres sont liées, + le pas/mm de mach3
Une question ,comment on va savoir que la vitesse indiqué sur match3 correspond a ma vitesse de déplacement ?
En chronométrant l'axe sur un déplacement long et à petite vitesse pour vérifier.
exemple dans l'interface de commande manuelle, tu rentre G1 F100 X500, après avoir mis ton X à zéro et lui avoir laissé de la place pour se déplacer de 500mm. G1 = vitesse d'avance travail F100 = réglage de la vitesse de travail sur 100mm/min et tu chronomètre le temps mis pour faire les 500 mm à cette vitesse. (soit en principe 5 min)
Edit: le multiplicateur est une puissance ..à 9 -> 2^9 = 512x à 0 -> 2^0 = 1x ... mais il faudrait comprendre ce que sont f, F, et savoir si tu a un encodeur 10000 pt ou 131000 pt
Edit2: Si tu a un encodeur 10000 pt, essais ces paramètres ; PR46 = 10000 PR4A = 0 ; PR4B = 5000 et règle le "pas/mm" sur Mach3 à 1000. (pense à noter les "anciens" paramètres avant de modifier ; et ne modifie qu'un seul axe pour tester
"pas/mm" sur Mach3 à 1000 car je pense que le (f) correspond au nb d’impulsions par TOUR que doit envoyer Mach3, et il doit être de 5000 pour les réglages ci-dessus, avec ta démultiplication par poulie de 1/2 + vis de 10, 1 tour moteur = 5mm, autrement dit 1000 "pas/mm" (donc 5000 pour 5mm ou un tour moteur complet)
Bonne chance
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25659
Points : 38368
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: cablage servo moteur
![]() brinus974 Sam 15 Mar 2014 - 10:02
brinus974 Sam 15 Mar 2014 - 10:02
je fais le point aux questions précédentes :
je viens de faire un déplacement sans avoir modifié quoique se soit au niveau des drivers
déjà je dois taper G1F100X50 au lieu de G1F100X500 autrement il se déplace de 500cm
donc en tapant G1F100X50 je mets un temps de 33secondes pour un déplacement de 50cm
En modifiant les paramètres suivant , la ou ça commence a venir interessant ,et je pense que tu es sur la bonne piste :
paramétrés modifiés sur le drivers:
PR46 A 10000
PR4A a 0
PR4B a 5000
réglage sur match a 1000 pas/mm
résultat:
la je tape la commande :G1F100X500 et non pas G1F100X50 pour avoir un déplacement de 50cm
résultat je mets 5minutes 05 secondes et 34 d
voila ,interessant non?
j'ai fait les essais sur X l'axe le plus long
tu en penses quoi?
brinus974- posteur Régulier
- Messages : 188
Points : 486
Date d'inscription : 26/10/2013
Age : 56 -
Re: cablage servo moteur
![]() brinus974 Sam 15 Mar 2014 - 11:28
brinus974 Sam 15 Mar 2014 - 11:28
je viens de remarquer une chose ,suite au précédent réglages des drivers,j'ai fait une calibration de mon axe x et j'ai la valeur 997.006985 pas/mm
avec cette valeur je peux pas monter au dessus de 2700 en vitesse et 677 en accélération,je suis en butée au niveau des curseurs de match3 dans la partie réglage moteur
voila pour information
brinus974- posteur Régulier
- Messages : 188
Points : 486
Date d'inscription : 26/10/2013
Age : 56 -
Re: cablage servo moteur
![]() dh42 Sam 15 Mar 2014 - 16:42
dh42 Sam 15 Mar 2014 - 16:42
Ok, ça commence à sentir bon
Donc on a désormais la bonne distance de déplacement et le bonne vitesse.
avec cette valeur je peux pas monter au dessus de 2700 en vitesse et 677 en accélération,je suis en butée au niveau des curseurs de match3 dans la partie réglage moteur
Oui, c'est tout à fait normal, j'attendais que tu le constate avant de t’inonder d'infos supplémentaires.
La raison est qu'à la fréquence ou est réglé Mach3, il ne peux pas sortir plus d’impulsions par seconde.
2 moyen de régler le problème, qui peuvent être mixés:
- augmenter la fréquence de sortie de Mach3
ou/et
- changer le multiplicateur dans le drivers, et modifier le "pas/mm" en conséquence.
Pour augmenter la fréquence de Mach3, il faut 2 conditions:
- a) que tu ai la licence pour Mach3, sinon tu sera bloqué à la fréquence de base de 25Khz
- b) que ton PC soit assez puissant pour tenir une fréquence plus élevée de manière stable.
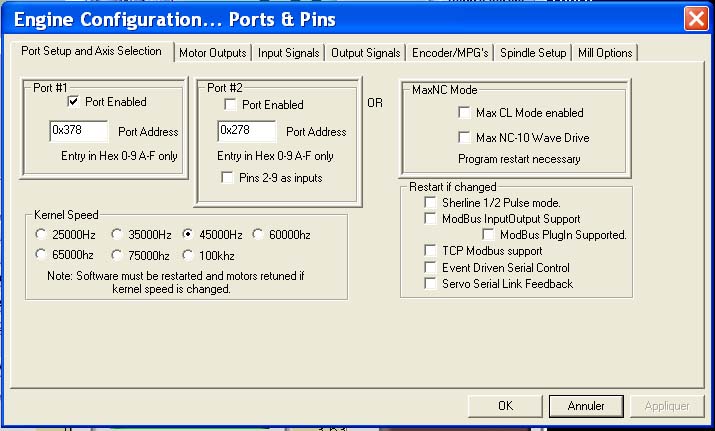
D'après ce que tu me dit de la V maxi, je pense que ton Mach3 est réglé à 45Khz, à vérifier. (menu config/port&pin 1ier onglet)
Pour l'instant, on ne vas pas changer la fréquence, mais utiliser le multiplicateur.
- sur ton driver, règle le paramètre PR4A à 2 au lieu de 0, ce qui nous donne un multiplicateur de 4 (2^2)
- dans Mach3, change le "pas/mm" sur 250 au lieu de 1000.
refait un essais, tu devrais toujours avoir les bonnes taille et les bonnes vitesse, mais le curseur de vitesse de Mach3 devrait pouvoir monter jusqu'à 5400.
Si c'est OK, ensuite, tu peux tenter de régler la fréquence de Mach3 plus haut, sans rien changer aux autres réglages, ça augmentera la V maxi disponible. (PS, après un changement de fréquence, il faut ré-démarrer Mach3)
Si tout est OK, tu n'aura plus qu'à "copier" les paramètres pour les 2 autres axes (dans Mach et dans les drivers) ... et on pourra passer à la suite
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25659
Points : 38368
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: cablage servo moteur
![]() brinus974 Sam 15 Mar 2014 - 16:56
brinus974 Sam 15 Mar 2014 - 16:56
j'ai la licence pour match 3 et il est déjà réglé sur 45khz donc je changerais le paramètre sur le drivers
Mais bon ça commence a venir bon. houffffffff
au faite c'est toujours aussi compliqué ? ce réglage?
demain matin je refait les réglages ce soir repos et fiesta
merci encore je te tiens au courant demain matin des résultats
merci encore
ps Désormais je pense que tu en connais une bonne partie sur servo Moteurs alors quand les échanges de tes moteurs?
brinus974- posteur Régulier
- Messages : 188
Points : 486
Date d'inscription : 26/10/2013
Age : 56 -
Re: cablage servo moteur
![]() dh42 Sam 15 Mar 2014 - 17:28
dh42 Sam 15 Mar 2014 - 17:28
au faite c'est toujours aussi compliqué ? ce réglage?
Sur des moteurs pas à pas, non, c'est tout simple, mais sur des servos, apparemment c'est plus compliqué ... mais vu que c'est la première fois que je m'intéresse de près à la mise en service de ce type de moteurs, j'ignore si c'est toujours autant le cirque !!
ps Désormais je pense que tu en connais une bonne partie sur servo Moteurs alors quand les échanges de tes moteurs?
Probablement jamais, les servos n'ont guère d’intérêt sur une machine de petite taille et son bien trop couteux rapport au prix de la machine, et de toute façon je ne veux pas faire de modifs importantes sur une machine du commerce, après c'est plus difficile à revendre. D'autre part, maintenant que j'ai résolu tous mes problèmes de pertes de pas sur les 2 machines, une modif moteur ne se justifie plus. (et je pense que j'aurais pris des PAP avec encodeurs plutôt que des servos si j'avais dut changer)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25659
Points : 38368
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: cablage servo moteur
![]() brinus974 Sam 15 Mar 2014 - 17:40
brinus974 Sam 15 Mar 2014 - 17:40
je viens de faire les nouveaux réglages:
PR4A a 2 je mets 5 minutes 3sc et 2d pour un déplacement de 500 mm en ayant modifié le 1000 en 250 pas/mm
j'ai réussi a changer la vitesse , par conséquent 14400 max avec une fréquence de 45khz mais c'est pas aussi rapide qu'y hier.
j'ai changer la fréquence jusqu'a 75 khz je peux aller a 18800 en vitesse mais le "chien de garde se mets en route " je sais pas ce que sait mais bon .....
A vrai dire elle se traine la bête par rapport a hier ( dernière vidéo)
de plus j'ai remarqué qu'elle vibre davantage lorsque j’arrête le déplacement
concernant accélération j'ai de la marge
voila les news
brinus974- posteur Régulier
- Messages : 188
Points : 486
Date d'inscription : 26/10/2013
Age : 56 -
Re: cablage servo moteur
![]() dh42 Sam 15 Mar 2014 - 22:06
dh42 Sam 15 Mar 2014 - 22:06
Bon, et bien good news
Fait gaffe quand même avec les vitesses et accélérations, même si l'électronique accepte, ça brutalise pas mal la mécanique.
chien de garde se mets en route
C'est que Mach3 à détecté que le PC n'arrivait plus à suivre !! (ou que quelque chose à perturbé le signal)
A ta place, je me calerais sur 45 Khz avec une V maxi de 10000 et une accélération de 500 ... ce serait bête d'exploser la mécanique par trop de brutalité
Ps, pour ton axe Z, une vitesse de 5000 devrait suffire ... de toute façon sur si peu de course, je doute qu'il ai le temps d'atteindre la V de 10000 ou plus.
j'ai réussi a changer la vitesse , par conséquent 14400 max avec une fréquence de 45khz mais c'est pas aussi rapide qu'y hier.
Edit: Tu est sur ? sur Mach3 avec les mêmes réglages je n'arrive pas aux mêmes vitesses ; 18000 en 75 Khz , 10800 en 45 Khz , 8400 à 35 Khz ... 14400 c'est à 60 Khz
ne dépasse pas 15000 mm/min pour la V ; tes moteurs sont prévus pour tourner à 3000 tr/min maxi, ce qui, avec une vis au pas de 5 (ou de 10 avec réduction 1/2) fait 3000x5 = 15000
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25659
Points : 38368
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: cablage servo moteur
![]() brinus974 Dim 16 Mar 2014 - 9:05
brinus974 Dim 16 Mar 2014 - 9:05
Axe X et Y ok 10 000 vitesse pour 500 accélération déplacement 500mm relevé 500 mm
Axe Z et ok aussi 5000 vitesse pour 500 accélération
Juste un problème ,mon portique Y balance avant arrière lorsque j’arrête la course de mon axe X
il faudrait qu il stop en douceur
autrement RAS
brinus974- posteur Régulier
- Messages : 188
Points : 486
Date d'inscription : 26/10/2013
Age : 56 -
Re: cablage servo moteur
![]() dh42 Dim 16 Mar 2014 - 15:50
dh42 Dim 16 Mar 2014 - 15:50
Juste un problème ,mon portique Y balance avant arrière lorsque j’arrête la course de mon axe X
Dans ce cas la, il faut réduire l'accélération sur cet axe (c'est également le freinage) ... ou construire une machine plus rigide
... et ce sera pire avec la broche montée si elle ne l'est pas déjà.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25659
Points : 38368
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: cablage servo moteur
![]() brinus974 Dim 16 Mar 2014 - 16:04
brinus974 Dim 16 Mar 2014 - 16:04
j'ai fait qu elles petits réglages mécanique sur l'axe X est désormais il vibre plus,j'ai sous la table un cable en croix pour diminuer les vibrations ,je l'ai serré davantage est hop dans le sac cool
J'ai utiliser ma défonceuse cette apm pour voir un peu si ça usinait droit
axe X ok droit niquel
axe Y a revoir un léger accordéon lors de la découpe ,le portique bouge( de haut en bas) ,je vais augmenter la robustesse en soudant que elle morceaux d acier sur les bras et je pense que cela sera bon
autrement désormais on attaque koi?
brinus974- posteur Régulier
- Messages : 188
Points : 486
Date d'inscription : 26/10/2013
Age : 56 -
Re: cablage servo moteur
![]() dh42 Dim 16 Mar 2014 - 16:12
dh42 Dim 16 Mar 2014 - 16:12
Je dirais, réglage des limites et des paramètres du système de référencement, ça évitera des misères si tu l'envoi taper à 10 m/min dans les butés
jette un œil ici pour les explications sur la config sur Mach3.
http://www.metabricoleur.com/t1578-mach3-branchement-et-parametrage-contacts-home-et-e-stop#19339
Allez, je vais profiter un peu du soleil, c'est le premier jour de l'année ou il fait si beau et chaud
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25659
Points : 38368
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: cablage servo moteur
![]() brinus974 Dim 16 Mar 2014 - 16:16
brinus974 Dim 16 Mar 2014 - 16:16
alors pour le soleil ici on a 300 jours de beau aujourd’hui au moins 30 degrés pour information et 26 dans l eau hé hé
tu peux venir je te paierais un bon rhum arrangé ,je te dois au moins ça
alors pour les fin de courses ils sont câblés juste a rentrer les limites dans le logiciel
brinus974- posteur Régulier
- Messages : 188
Points : 486
Date d'inscription : 26/10/2013
Age : 56 -
Re: cablage servo moteur
![]() brinus974 Dim 23 Mar 2014 - 17:12
brinus974 Dim 23 Mar 2014 - 17:12
me revoila,
j'ai fait des modifications sur le portique ,il vibrait de trop,désormais cela fonctionne ,plus de vagues lors du passage de la défonceuse dans la matière , enfin ...
je vais régler mes fins de courses comme dans ton article et après je fais quoi?
MERCI
brinus974- posteur Régulier
- Messages : 188
Points : 486
Date d'inscription : 26/10/2013
Age : 56 -
Page 4 sur 8 • 1, 2, 3, 4, 5, 6, 7, 8

 Sujets similaires
Sujets similaires» moteur et servo moteur
» Moteur PAP vs SERVO Moteur
» Cablage moteur
» Cablage moteur M.A.L.