






message erreur aprés chargement G code
métabricoleur :: FAO, Pilotage Machine CNc, Gcode, réalisations en CNC :: Autres logiciels de pilotage
Page 1 sur 2 • 1, 2 

 message erreur aprés chargement G code
message erreur aprés chargement G code
![]() rooyon Lun 21 Oct 2013 - 19:28
rooyon Lun 21 Oct 2013 - 19:28
bonjour,
je suis désol ,mais au risque de passer pour le "boulet" du forum !!!que je suis effectivement (pour l'instant!!!)
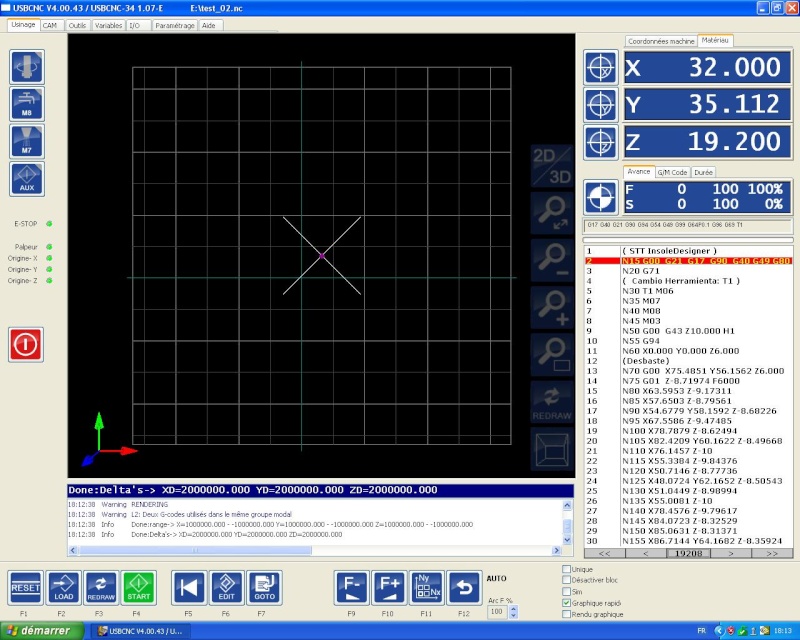
je vous sollicite car aprés avoir chargé mon G code (fichier ci joint) j'ai le message suivant qui apparait ...que faut il faire?

- Fichiers joints

- test02.nc.txt Vous n'avez pas la permission de télécharger les fichiers joints.(491 Ko) Téléchargé 7 fois
Dernière édition par rooyon le Lun 21 Oct 2013 - 22:52, édité 1 fois

rooyon- je prends du galon

- Messages : 63
Points : 146
Date d'inscription : 17/06/2013
Age : 52
Localisation : 05

Re: message erreur aprés chargement G code
![]() meles Lun 21 Oct 2013 - 22:39
meles Lun 21 Oct 2013 - 22:39
Suivant la formule consacrée :
Merci de ne pas utiliser la fonction "JOINDRE UN FICHIER " pour poster une image.
Cette fonction stocke les images sur le forum qui à un espace de stockage limité, contrairement à SERVIMG.
Merci de lire ce TUTO qui explique comment poster une image.
Merci de ta compréhension.
@+

meles- Admin

- Messages : 14930
Points : 21887
Date d'inscription : 13/05/2011
Localisation : Aubagne
rooyon- je prends du galon
- Messages : 63
Points : 146
Date d'inscription : 17/06/2013
Age : 52
Localisation : 05
Re: message erreur aprés chargement G code
![]() gwen-ctn Mar 22 Oct 2013 - 0:18
gwen-ctn Mar 22 Oct 2013 - 0:18
je ne sais pas si ça peut t'aider mais ton code tourne sans soucis avec mach3, je viens de le tester.
je ne connais pas usbcnc donc juste un avis à prendre avec des pinces,
sur mach3 quant tu lance un code le prog en fait "le tour" lors du chargement, et si tu a une erreur il s’arrête sur la ligne incriminée
sur ton sreen, usbcnc a l'air de se comporter de la même manière.
ton code erreur ressemble à une commande qui n'est pas supportée par ton prog, un G en l’occurrence.
certains sont inutiles ce n'est pas parce que ton générateur de code te les mets de base qu'ils sont indispensables.N15 G00 G21 G17 G90 G40 G49 G80
c'est un avis perso et je fait peut être erreur mais mes deux machines ont toujours tournées comme cela et sans soucis, que du contraire.
bref, essaye en supp cette ligne et lance ton prog. (machine off bien sur ;-) )
@+

gwen-ctn- je prends du galon
- Messages : 78
Points : 210
Date d'inscription : 19/09/2012
Age : 42
Localisation : Tournai
Re: message erreur aprés chargement G code
![]() rooyon Mar 22 Oct 2013 - 11:39
rooyon Mar 22 Oct 2013 - 11:39
cependant une autre erreur de collision se manifeste alors :
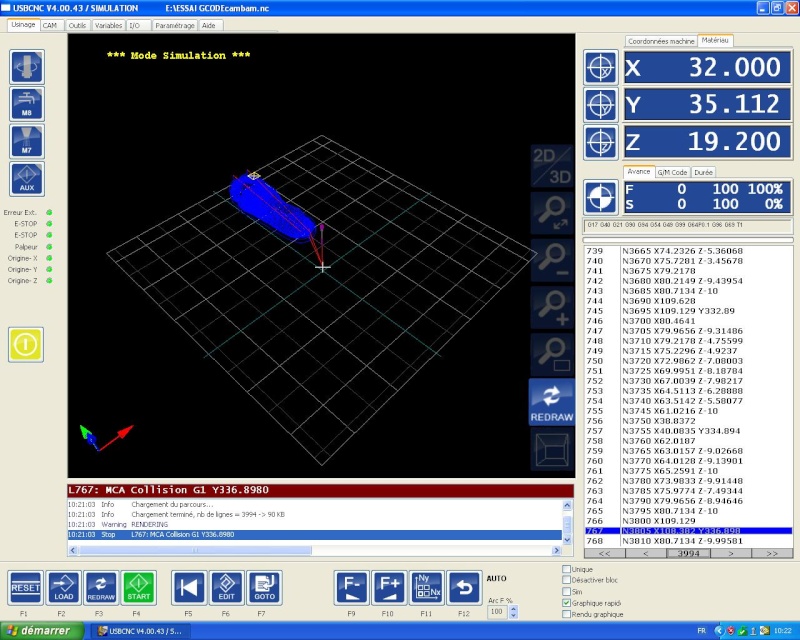
c'est quoi une collision?
rooyon- je prends du galon
- Messages : 63
Points : 146
Date d'inscription : 17/06/2013
Age : 52
Localisation : 05
Re: message erreur aprés chargement G code
![]() gwen-ctn Mar 22 Oct 2013 - 14:25
gwen-ctn Mar 22 Oct 2013 - 14:25

a part cela je ne connais pas les dimensions de ta table, tu a l'air d'avoir l’équivalent de l'option soft limits (mach3) activée
donc soit la surface de ta table renseignée dans usbcnc est trop petite
soit tu a fait ton zéro pièce trop loin et il ne lui reste pas assez de place sur la table pour finir ton usinage.
pour tester met zéro sur tout tes axes, aussi bien en ref machine que pièce et relance.
si ça ne va pas essaye de vérifier les dimension de la table renseignée elle doit au moins faire 120mm en X et 330mm en Y
@+
gwen-ctn- je prends du galon
- Messages : 78
Points : 210
Date d'inscription : 19/09/2012
Age : 42
Localisation : Tournai
Re: message erreur aprés chargement G code
![]() dh42 Mar 22 Oct 2013 - 21:48
dh42 Mar 22 Oct 2013 - 21:48
Pour le premier pb, c'est le G00 qui n'est pas reconnu, les autres codes de la ligne sont OK, dans ton soft qui génère le Gcode, tu dois choisir un post processeur compatible avec USBCNC si tu veux avoir une syntaxe correcte
Pour ton 2iem pb, si tu utilise les réglages par défauts du soft de pilotage, ce qui semble bien être le cas vu les images, alors le problème est évident ; les limites de la taille de la machine sont définie sur -300 / +300 en X et Y, donc 0,0 au centre du carré (onglet paramétrage), et tu a une commande qui demande à aller à 336.8980, donc en dehors de la machine. Il te faut déjà paramétrer correctement ton soft en fonction de la taille et des perf de ta machine avant toute chose, sinon tu vas avoir des soucis.
++
David
Edit: sujet déplacé, merci de poster dans la bonne rubrique
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: message erreur aprés chargement G code
![]() rooyon Mar 22 Oct 2013 - 22:17
rooyon Mar 22 Oct 2013 - 22:17
rooyon- je prends du galon
- Messages : 63
Points : 146
Date d'inscription : 17/06/2013
Age : 52
Localisation : 05
Re: message erreur aprés chargement G code
![]() dh42 Mar 22 Oct 2013 - 22:30
dh42 Mar 22 Oct 2013 - 22:30
Oui, absolument ... en fait je me demande même ce qu'il peut bien faire la tout seul sans coordonnées associées.crois tu que je puisse enlever le G00 sans soucis?
Pour régler ton pb de limites, tu peux aussi tout simplement déplacer ton axe Y vers le bas de l'affichage (avec les flèches du clavier -> Majuscule + flèche bas = déplacement rapide en Y--) , puis ensuite tu met Y à 0 (le bouton "cible" à gauche de la visu Y) et tu pourra re lancer le Gcode sans avoir d'erreurs.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: message erreur aprés chargement G code
![]() rooyon Mar 22 Oct 2013 - 22:33
rooyon Mar 22 Oct 2013 - 22:33
je vais tester çà dès demain...
en tout cas merci à toi et à ce forum!
@++
yann
rooyon- je prends du galon
- Messages : 63
Points : 146
Date d'inscription : 17/06/2013
Age : 52
Localisation : 05
Re: message erreur aprés chargement G code
![]() dh42 Mar 22 Oct 2013 - 22:49
dh42 Mar 22 Oct 2013 - 22:49
Je ne peux pas te dire, c'est toi qui a installé et réglé tes paramètresc'est le homing qui n'est pas bon?(ou les réglages paramètre) ?
Le Homing te donne le point 0,0,0 sur la machine, mais il faut que le soft ai les bon paramètres de dimension de machine pour afficher le 0,0,0 machine au bon endroit ... et connaitre la taille de la machine.
Je ne sais pas ou tu l'a acheté, mais si tu a des soucis de paramétrage tu devrais demander au vendeur de te fournir le fichier de config correspondant à ta machine ... à moins qu'il ne soit déjà dans l'insta. ??? je n'ai pas trouvé comment charger un fichier de configuration machine ... à voir sur ta doc (moi je ne l'ai pas)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: message erreur aprés chargement G code
![]() rooyon Mer 23 Oct 2013 - 11:52
rooyon Mer 23 Oct 2013 - 11:52
pas encore eu le temps d'essayer mais voilà le retour mail de bzt:
Hello Mister !
We think you use the wrong Postprocessor. We see some Code that USBCNC can’t understand (Like H1).
....? c'est quoi le postprocessor?
est ce que le fait d'importer mes scan format .stl dans cambam et de générer le g code dans cambam pourrait contourener le problème?
rooyon- je prends du galon
- Messages : 63
Points : 146
Date d'inscription : 17/06/2013
Age : 52
Localisation : 05
Re: message erreur aprés chargement G code
![]() dh42 Mer 23 Oct 2013 - 13:51
dh42 Mer 23 Oct 2013 - 13:51
Oui, c'est aussi ce que je pensais.We think you use the wrong Postprocessor. We see some Code that USBCNC can’t understand (Like H1).
Un soft de FAO sort un Gcode standard ISO, mais tous les contrôleurs (Mach3, USBCNC ...) ne parlent pas exactement la même "langue". Le Post pro et une sorte de "traducteur" qui convertis le Gcode ISO sorti par ton soft de FAO en Gcode au standard spécifique utilisé par le contrôleur. C'est un peu comme un drivers.....? c'est quoi le postprocessor?
Quel soft utilise tu pour générer ton Gcode ? c'est dans ce soft que tu dois sélectionner le post pro approprié.
Si tu ne trouve pas de post pro dans le soft que tu utilise, oui, Cambam a un post pro compatible USBCNC (le post pro par défaut fonctionne il me semble, mais j'en ai vu un spécifique à USBCNC sur le forum Cambam)est ce que le fait d'importer mes scan format .stl dans cambam et de générer le g code dans cambam pourrait contourener le problème?
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: message erreur aprés chargement G code
![]() rooyon Dim 3 Nov 2013 - 19:08
rooyon Dim 3 Nov 2013 - 19:08
j'ai donc refait quelques essais en enlevant la ligne de code qui me donnait le premier message d'erreur et en changeant dans les paramètres les amplitudes en + ou en - des différents axes pour avoir ma pièce à usiner à l'intérieur de la surface de ma table et là je n'ai plus le message d'erreur de collision
par contre j'ai ensuite essayé de positionner ma fraise au niveau du palpeur pour essayer de définir un zéro en z mais là au lieu d'aller au contact du palpeur par pas ,cà ma donné l'impression d'aller plutôt vers le haut jusqu'au maximum jusqu'au blocage??....?
j'ai aussi essayé de recharger le fichier de config utilisateur mais il me redonne toujours les paramètres de 300 et -300 qui ne vont pas...???
ma machine est une pfk 0605 :
Clamping area: X = 500 x Y= 870 mm
Processing area:: X = 520 mm Y = 630 mm Z = 135 mm
bref,si vous avez des pistes?
rooyon- je prends du galon
- Messages : 63
Points : 146
Date d'inscription : 17/06/2013
Age : 52
Localisation : 05
Re: message erreur aprés chargement G code
![]() rooyon Sam 16 Nov 2013 - 19:25
rooyon Sam 16 Nov 2013 - 19:25
j'ai résolu les problèmes du post processeur qui maintenant ne me donne plus d'erreur de code, cependant je pédale dans la semoule concernant le homing,le point d'origine du G code,les paramètres d'amplitude des axes x y et z dans la fenêtre paramètres...???
pouvez vous m'expliquer un peu?
rooyon- je prends du galon
- Messages : 63
Points : 146
Date d'inscription : 17/06/2013
Age : 52
Localisation : 05
Re: message erreur aprés chargement G code
![]() dh42 Sam 16 Nov 2013 - 19:51
dh42 Sam 16 Nov 2013 - 19:51
Peux tu faire une copie d'écran de ta fenêtre de paramètres (j'ai désinstallé le soft)
En principe sur les BZT le point de homing est aux coordonnée ++ maxi sur tous les axes, donc toutes les tailles de zone de travail seront en négatif.
Le point d'origine du Gcode ... et bien c'est a toi de le définir sur ton soft de FAO ; par exemple dans Cambam il est au centre de la croix des axes X et Y (par défaut). Tu dois donc amener ta fraise en manuel à l'endroit que tu considère comme le 0,0, puis cliquer sur les boutons de remise à zéro des axes X et Y sur usbcnc (les espèces de "cibles" à gauche des visus des axes)
Il y a de vagues ressemblances avec Mach3 ; regarde ce post, ça t'aidera peut être à comprendre le principe de la prise de 0,0,0 du Gcode.
http://www.metabricoleur.com/t401-cn-du-dessin-a-la-piece-debutants
et ici une vidéo de comment débuter un usinage. (tu doit zapper le référencement = homing) tant que ta machine n'est pas réglée, sinon ça fera n'importe quoi. Si tu n'a pas de palpeur pour le Z, fait comme sur le post du premier lien ; une feuille de papier et mise à 0 du Z manuellement.
http://www.metabricoleur.com/t5314p15-fabrication-cnc-coffret-electrique-en-mdf#89192
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: message erreur aprés chargement G code
![]() rooyon Sam 16 Nov 2013 - 20:00
rooyon Sam 16 Nov 2013 - 20:00
rooyon- je prends du galon
- Messages : 63
Points : 146
Date d'inscription : 17/06/2013
Age : 52
Localisation : 05
Re: message erreur aprés chargement G code
![]() rooyon Sam 16 Nov 2013 - 20:56
rooyon Sam 16 Nov 2013 - 20:56
en fait j'ai déjà réussi à faire le homing de la machine ,
mais pourquoi régler le z0 avec le palpeur si on fait ensuite un z0 sur le matériau à usiner? (je ne sais d'ailleurs pas comment utiliser mon palpeur?)
comment dois t on paramétrer les amplitudes des axes x y et z dans l'onglet paramètres en fonctions de la machine ,je m'explique:
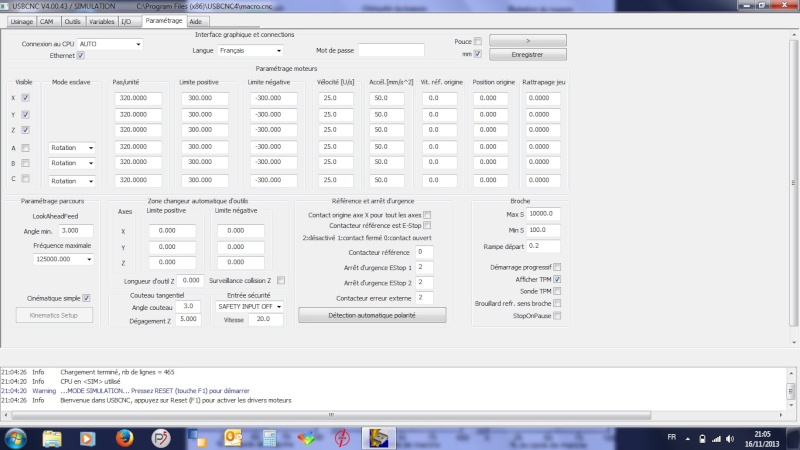
j'ai chargé un fichier (user) fourni par bzt, qui devait paramètrer le logiciel mais il me donne comme réglage -300 ET +300 selon les 3 axes ,donc je pense que ce n'est pas bon compte tenu de ma machine pfk 0605 dime table:Processing area:: X = 520 mm Y = 630 mm Z = 135 mm ?
++
yann
rooyon- je prends du galon
- Messages : 63
Points : 146
Date d'inscription : 17/06/2013
Age : 52
Localisation : 05
Re: message erreur aprés chargement G code
![]() dh42 Sam 16 Nov 2013 - 21:01
dh42 Sam 16 Nov 2013 - 21:01
dh42 a écrit:Peux tu faire une copie d'écran de ta fenêtre de paramètres (j'ai désinstallé le soft)
Non, c'est l'un ou l'autre ; si tu utilise un palpeur, tu le pose sur la surface qui représente le 0 et tu palpe. Le logiciel tiendra compte de la hauteur du palpeur et la soustraira à la valeur donnée par le palpeur pour avoir le 0, tu n'a pas à faire le 0 à la main dans ce cas, mais il est bien évident que la hauteur de ton palpeur devra être connue par le soft ; ça doit donc se paramétrer quelque part.mais pourquoi régler le z0 avec le palpeur si on fait ensuite un z0 sur le matériau à usiner? (je ne sais d'ailleurs pas comment utiliser mon palpeur?)
La méthode avec la bout de papier, c'est si tu n'a pas de palpeur.
Ou à tu acheté ta machine ?
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: message erreur aprés chargement G code
![]() rooyon Sam 16 Nov 2013 - 21:10
rooyon Sam 16 Nov 2013 - 21:10
rooyon- je prends du galon
- Messages : 63
Points : 146
Date d'inscription : 17/06/2013
Age : 52
Localisation : 05
Re: message erreur aprés chargement G code
![]() rooyon Sam 16 Nov 2013 - 21:20
rooyon Sam 16 Nov 2013 - 21:20
 " />
" />est ce que c'est F2 qui permet de régler le palpeur? sur matériau cela me donne 48.000 en z à chaque fois (réglage hauteur du palpeur?)
et F2 sur coordonnées machine monte à chaque appui de 5.000 ???
rooyon- je prends du galon
- Messages : 63
Points : 146
Date d'inscription : 17/06/2013
Age : 52
Localisation : 05
Re: message erreur aprés chargement G code
![]() dh42 Sam 16 Nov 2013 - 21:44
dh42 Sam 16 Nov 2013 - 21:44
On n'y voit pas grand chose sur ton image, il te faudrait essayer avec ces valeurs pour des courses de X = 520 mm Y = 630 mm Z = 135 mm.rooyon a écrit:voilà pour la page de paramètres :
https://i.servimg.com/u/f55/18/37/65/28/page_p11.jpg
| Axes | Limite positive | limite négative |
| X | 0 | -515 |
| Y | 0 | -625 |
| Z | 0 | -130 |
Soit prudent, ce n'est qu'une supposition, d'autre part il y a peut être (surement) d'autres choses qui ne sont pas réglées ; comme les valeurs de pas / unité ; il faudrait vérifier que sur chaque axe, le déplacement correspond bien à la valeur demandée. exemple, déplace un axe de 50mm (affichage de la visu) et vérifie que l'axe réel s'est bien déplacé de cette valeur. Les valeurs de vélocité et accélération semblent aussi complètement à l'ouest.
Je l'ignore, désolé .. et en plus sur la version téléchargeable du soft (du site BZT) il n'y a aucune doc avec.est ce que F2 qui permet de régler le palpeur?
Je te repose la question, ou a tu acheté la machine ?
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: message erreur aprés chargement G code
![]() rooyon Sam 16 Nov 2013 - 21:58
rooyon Sam 16 Nov 2013 - 21:58
rooyon- je prends du galon
- Messages : 63
Points : 146
Date d'inscription : 17/06/2013
Age : 52
Localisation : 05
Re: message erreur aprés chargement G code
![]() dh42 Sam 16 Nov 2013 - 22:05
dh42 Sam 16 Nov 2013 - 22:05
rooyon a écrit:c'est une machine qui vient de chez bzt mais c'est assez dur d'obtenir des infos de leur part...
peut tu mettre le fichier que BZT t'a envoyé en PJ que je regarde. apparemment tous les paramètres sont sauvés dans un fichier "cnc.ini" qui se trouve dans le dossier d'insta du soft.
Ta machine est en USB ou Ethernet ? ... sur tes réglages elle est configurée en Ethernet
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: message erreur aprés chargement G code
![]() rooyon Sam 16 Nov 2013 - 22:19
rooyon Sam 16 Nov 2013 - 22:19
j'ai changé le format en .txt pour pouvoir l'envoyer sur le forum
- Fichiers joints
- cnc.txt Vous n'avez pas la permission de télécharger les fichiers joints.(50 Ko) Téléchargé 10 fois
rooyon- je prends du galon
- Messages : 63
Points : 146
Date d'inscription : 17/06/2013
Age : 52
Localisation : 05
Page 1 sur 2 • 1, 2

 Sujets similaires
Sujets similaires» [Résolu] Cambam messages d'erreur de chargement de plugin
» Paramétrage carte ethernet XHC dans Mach3
» message d'erreur
» Message d'erreur
métabricoleur :: FAO, Pilotage Machine CNc, Gcode, réalisations en CNC :: Autres logiciels de pilotage