






message erreur aprés chargement G code
4 participants
métabricoleur :: FAO, Pilotage Machine CNc, Gcode, réalisations en CNC :: Autres logiciels de pilotage
Page 2 sur 2
Page 2 sur 2 •  1, 2
1, 2

 Re: message erreur aprés chargement G code
Re: message erreur aprés chargement G code
![]() rooyon Sam 16 Nov 2013 - 22:19
rooyon Sam 16 Nov 2013 - 22:19
je suis en ethernet,
j'ai changé le format en .txt pour pouvoir l'envoyer sur le forum
j'ai changé le format en .txt pour pouvoir l'envoyer sur le forum
- Fichiers joints

- cnc.txt Vous n'avez pas la permission de télécharger les fichiers joints.(50 Ko) Téléchargé 10 fois
rooyon- je prends du galon

- Messages : 63
Date d'inscription : 17/06/2013

Re: message erreur aprés chargement G code
![]() rooyon Sam 16 Nov 2013 - 22:27
rooyon Sam 16 Nov 2013 - 22:27
je viens de regarder un peu les données du fichier et je trouve :
positive limitx=0
positive limity=0
positive limitz=0
ect...
et surtout
negative limitx=-520
negative limity=-630
negative limitz=-135
ce qui devrait être pour ma machine??
positive limitx=0
positive limity=0
positive limitz=0
ect...
et surtout
negative limitx=-520
negative limity=-630
negative limitz=-135
ce qui devrait être pour ma machine??

rooyon- je prends du galon
- Messages : 63
Points : 146
Date d'inscription : 17/06/2013
Age : 52
Localisation : 05
Re: message erreur aprés chargement G code
![]() dh42 Sam 16 Nov 2013 - 22:39
dh42 Sam 16 Nov 2013 - 22:39
Je suppose que oui ; je viens de l'essayer, problème il demande un mot de passe pour aller dans le setup une fois le fichier en place, donc si il ne t'on pas donné le mot de passe, impossible de changer (ou de vérifier) les réglages ... ou même de le passer en français 
++
David
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: message erreur aprés chargement G code
![]() dh42 Sam 16 Nov 2013 - 22:45
dh42 Sam 16 Nov 2013 - 22:45
re
le mot de passe c'est "33818"
par contre je n'arrive plus à bouger les axes avec le clavier
++
David
le mot de passe c'est "33818"
par contre je n'arrive plus à bouger les axes avec le clavier
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: message erreur aprés chargement G code
![]() dh42 Sam 16 Nov 2013 - 22:49
dh42 Sam 16 Nov 2013 - 22:49
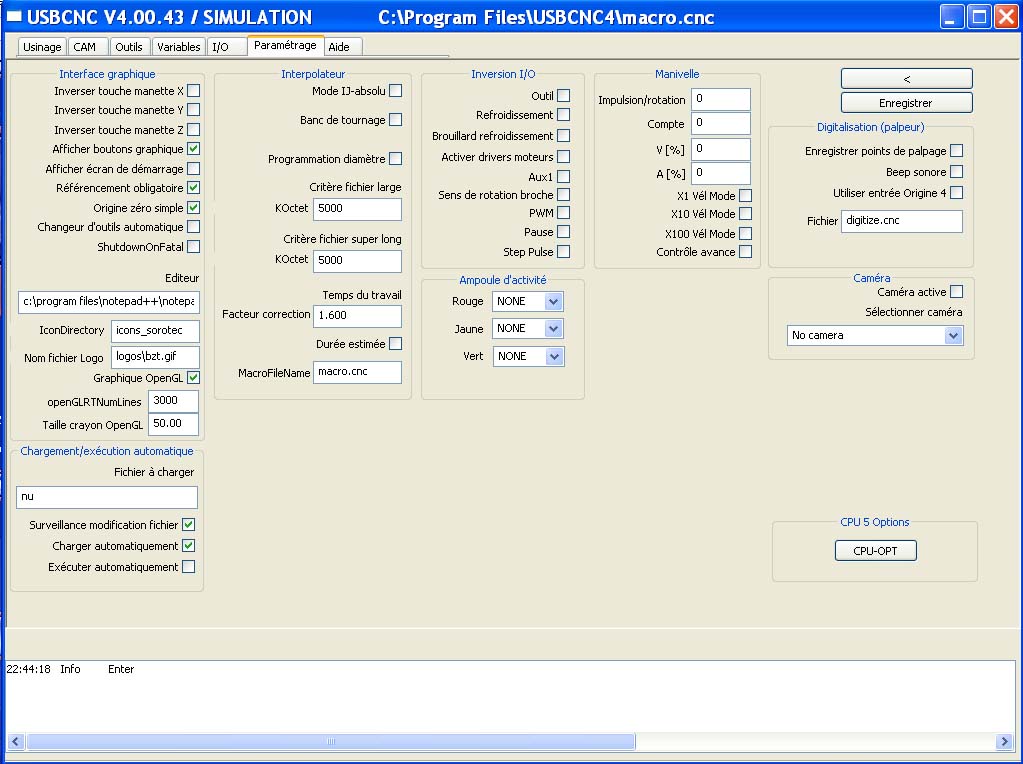
en image, les réglages de BZT

++
David
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: message erreur aprés chargement G code
![]() rooyon Sam 16 Nov 2013 - 22:52
rooyon Sam 16 Nov 2013 - 22:52
je viens de réaliser que j'avais mal installé ces fichiers
je viens de tout réinstaller et là j' effectivement un password qui m'est demandé ....???
ok pour le password!!!mais comment as tu trouver? jesus!!!
effectivement il n'y a plus le jog pad
j'arrive à faire bouger mais juste avec le jog
bon et
et  je m'y remets demain...
je m'y remets demain...
en tout cas merci david encore et encore
je viens de tout réinstaller et là j' effectivement un password qui m'est demandé ....???
ok pour le password!!!mais comment as tu trouver? jesus!!!
effectivement il n'y a plus le jog pad
j'arrive à faire bouger mais juste avec le jog
bon
et je m'y remets demain...en tout cas merci david encore et encore
Dernière édition par rooyon le Sam 16 Nov 2013 - 23:14, édité 1 fois
rooyon- je prends du galon
- Messages : 63
Points : 146
Date d'inscription : 17/06/2013
Age : 52
Localisation : 05
Re: message erreur aprés chargement G code
![]() dh42 Sam 16 Nov 2013 - 23:13
dh42 Sam 16 Nov 2013 - 23:13
Non, Jésus n'y connais rien en CNCok pour le password!!!mais comment as tu trouver? jesus!!!
Pour le jog qui ne marche plus ; il faut obligatoirement référencer pour avoir accès au jog ... ou changer le réglage page 2 ; décoche "référencement obligatoire" si tu veux pouvoir utiliser la machine sans référencement.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
happy new year!
![]() rooyon Dim 12 Jan 2014 - 19:09
rooyon Dim 12 Jan 2014 - 19:09
ouf! l'année commence bien ! aprés pas mal de déboire pour être raccordé en tri phasé (pour la pompe de la table aspirante ) et pour le jus pour la bzt ,j'ai pour la pemière fois aujourd'hui fraisé une semelle!!! merci david  !
! 


par contre dégouté pas moyen d'utiliser la table (double face oblige) ,elle ne tient pas les matériaux ? y a t il des fuites ?
avez vous déjà rencontré des difficultés avec une table ? je me demande si la pompe aspire suffisamment ?
si vous avez des pistes....
par contre dégouté pas moyen d'utiliser la table (double face oblige) ,elle ne tient pas les matériaux ? y a t il des fuites ?
avez vous déjà rencontré des difficultés avec une table ? je me demande si la pompe aspire suffisamment ?
si vous avez des pistes....
rooyon- je prends du galon
- Messages : 63
Points : 146
Date d'inscription : 17/06/2013
Age : 52
Localisation : 05
Re: message erreur aprés chargement G code
![]() dh42 Dim 12 Jan 2014 - 19:41
dh42 Dim 12 Jan 2014 - 19:41
Salut,
C'est le pied, ça marche
Aucun trou de la table ne dois être découvert, et il n'est pas sur que ça fonctionne sur des matériaux très poreux comme la mousse.
pour boucher les trou qui sont en dehors de la pièce, j'utilise du film plastique.
Il va aussi de soi qu'il ne faut pas "traverser" la pièce lors de l'usinage, sinon ... fuite d'air.
Il semble aussi qu'il existe 2 types de pompe, si j'ai bien tout compris, une qui fournis une forte dépression, et une avec une dépression plus faible qui est utilisée pour plaquer le film à découper, papier, ... à voir ce que ta a comme modèle. (pour ma part, je n'ai qu'un aspi)
Tu aurais des photos de ta table et de ta pompe.
++
David
C'est le pied, ça marche
par contre dégouté pas moyen d'utiliser la table (double face oblige) ,elle ne tient pas les matériaux ? y a t il des fuites ?
avez vous déjà rencontré des difficultés avec une table ? je me demande si la pompe aspire suffisamment ?
Aucun trou de la table ne dois être découvert, et il n'est pas sur que ça fonctionne sur des matériaux très poreux comme la mousse.
pour boucher les trou qui sont en dehors de la pièce, j'utilise du film plastique.
Il va aussi de soi qu'il ne faut pas "traverser" la pièce lors de l'usinage, sinon ... fuite d'air.
Il semble aussi qu'il existe 2 types de pompe, si j'ai bien tout compris, une qui fournis une forte dépression, et une avec une dépression plus faible qui est utilisée pour plaquer le film à découper, papier, ... à voir ce que ta a comme modèle. (pour ma part, je n'ai qu'un aspi)
Tu aurais des photos de ta table et de ta pompe.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: message erreur aprés chargement G code
![]() rooyon Lun 13 Jan 2014 - 16:05
rooyon Lun 13 Jan 2014 - 16:05
voici le lien de la pompe : (rien en retour de bzt ! toujours aussi efficace en aprés vente...)
http://www.bzt-cnc.de/en/shop/cnc-accessories/45-vakuumtechnik/662-seitenkanalverdichter-165-ms-22-kw-405-mbar
il s'agit de mousse de densité élevé donc normalement aucun problème d’adhérence sous le vide (toutes les machines livrées clés en main fonctionne avec table aspirante) ?....
dans mes questions de débutant persiste la question de la maintenance : graissage ,oui mais ou doit on graisser ( guide ...??) et tout les combien de temps?
y a t il un tutos sur la maintenance ? j'ai vu quelques infos dans diverses discussions?
je pensais que bzt livrerai la machine avec un manuel de maintenance ,sais tu s'il en existe?
++
http://www.bzt-cnc.de/en/shop/cnc-accessories/45-vakuumtechnik/662-seitenkanalverdichter-165-ms-22-kw-405-mbar
il s'agit de mousse de densité élevé donc normalement aucun problème d’adhérence sous le vide (toutes les machines livrées clés en main fonctionne avec table aspirante) ?....
dans mes questions de débutant persiste la question de la maintenance : graissage ,oui mais ou doit on graisser ( guide ...??) et tout les combien de temps?
y a t il un tutos sur la maintenance ? j'ai vu quelques infos dans diverses discussions?
je pensais que bzt livrerai la machine avec un manuel de maintenance ,sais tu s'il en existe?
++
rooyon- je prends du galon
- Messages : 63
Points : 146
Date d'inscription : 17/06/2013
Age : 52
Localisation : 05
Re: message erreur aprés chargement G code
![]() dh42 Lun 13 Jan 2014 - 21:29
dh42 Lun 13 Jan 2014 - 21:29
Salut,
Bon, je ne suis pas un expert en la matière, mais il semble que ta pompe soit une version qui ne crée pas une forte dépression (-405mbar), mais qui a un fort débit (160m3/h), contrairement a l'autre modèle du même ordre de prix. (-999 mbar / 41m3/h).
http://www.bzt-cnc.de/en/shop/cnc-accessories/45-vakuumtechnik/659-vakuumpumpe-41-msh-15-kw-999-mbar
Je ne sais pas trop, mais par exemple avec du MDF, il y a des pertes, car c'est poreux.
Tu bouche bien tous les trous de la table qui ne sont pas utilisés ?
Tu devrais avoir un graisseur sur chaque patin INA (ce qui coulisse), et au niveau de chaque écrou à billes.
Il n'est pas inutile de nettoyer les guides eux mêmes de temps en temps (et les vis) avec un chiffon propre et un peu de WD40, surtout si tu usine du bois ; je ne pense pas que la mousse soit aussi gênante du point de vue encrassement.
Pour la périodicité, ça dépend un peu des vitesses utilisées sur la machine ; si tu usine des matériaux tendres, donc avec de fortes vitesses d'avance, il faudra graisser plus souvent. .. de toutes façon, graisser trop souvent ne nuis pas, contrairement à l'inverse. Disons une fois toutes les 50h d'usinage pour avoir une idée. (graisse à roulement fluide banale, au savon de lithium)
++
David
Bon, je ne suis pas un expert en la matière, mais il semble que ta pompe soit une version qui ne crée pas une forte dépression (-405mbar), mais qui a un fort débit (160m3/h), contrairement a l'autre modèle du même ordre de prix. (-999 mbar / 41m3/h).
http://www.bzt-cnc.de/en/shop/cnc-accessories/45-vakuumtechnik/659-vakuumpumpe-41-msh-15-kw-999-mbar
il s'agit de mousse de densité élevé donc normalement aucun problème d’adhérence sous le vide (toutes les machines livrées clés en main fonctionne avec table aspirante
Je ne sais pas trop, mais par exemple avec du MDF, il y a des pertes, car c'est poreux.
Tu bouche bien tous les trous de la table qui ne sont pas utilisés ?
dans mes questions de débutant persiste la question de la maintenance : graissage ,oui mais ou doit on graisser ( guide ...??) et tout les combien de temps?
Tu devrais avoir un graisseur sur chaque patin INA (ce qui coulisse), et au niveau de chaque écrou à billes.
Il n'est pas inutile de nettoyer les guides eux mêmes de temps en temps (et les vis) avec un chiffon propre et un peu de WD40, surtout si tu usine du bois ; je ne pense pas que la mousse soit aussi gênante du point de vue encrassement.
Pour la périodicité, ça dépend un peu des vitesses utilisées sur la machine ; si tu usine des matériaux tendres, donc avec de fortes vitesses d'avance, il faudra graisser plus souvent. .. de toutes façon, graisser trop souvent ne nuis pas, contrairement à l'inverse. Disons une fois toutes les 50h d'usinage pour avoir une idée. (graisse à roulement fluide banale, au savon de lithium)
je pensais que bzt livrerai la machine avec un manuel de maintenance ,sais tu s'il en existe?
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: message erreur aprés chargement G code
![]() rooyon Mar 14 Jan 2014 - 21:47
rooyon Mar 14 Jan 2014 - 21:47
alors tu avais bien raison d'être mort de rire :
en fait il y avait 6 trous sur le coté de la table qu'il fallait boucher!!ceux pour un branchement latéral!!! bref,là c'est déjà bcp mieux!
bref,là c'est déjà bcp mieux!
et vu que le ridicule ne tue pas (il y aura peut être plus "neuneu" que moi et cela pourra peut être aider quelqu'un...)
pourrais tu m'expliquer quels sont les éléments à graisser? guides,vis ?
merci++
en fait il y avait 6 trous sur le coté de la table qu'il fallait boucher!!ceux pour un branchement latéral!!!
bref,là c'est déjà bcp mieux!et vu que le ridicule ne tue pas (il y aura peut être plus "neuneu" que moi et cela pourra peut être aider quelqu'un...)
pourrais tu m'expliquer quels sont les éléments à graisser? guides,vis ?
merci++
rooyon- je prends du galon
- Messages : 63
Points : 146
Date d'inscription : 17/06/2013
Age : 52
Localisation : 05
Re: message erreur aprés chargement G code
![]() dh42 Mer 15 Jan 2014 - 0:22
dh42 Mer 15 Jan 2014 - 0:22
Salut,
C'est l'idée d'une bonne doc de la BZT qui m'a fait rire.
Ma machine étant assez différente de la tienne, je n'ai pas de photo qui te serais utile, il faudrait que tu fasse des photos de tes guidages, au niveau des patins, et vers les écrous à billes, on devrais y repérer des graisseurs. (pas dit qu'ils soient super accessibles)
sur cette image, on vois bien les graisseurs en bout de patin. (il est possible que ce soit des graisseur "cuvette" si il n'y a pas trop de place)

++
David
alors tu avais bien raison d'être mort de rire :
C'est l'idée d'une bonne doc de la BZT qui m'a fait rire.
pourrais tu m'expliquer quels sont les éléments à graisser? guides,vis ?
Ma machine étant assez différente de la tienne, je n'ai pas de photo qui te serais utile, il faudrait que tu fasse des photos de tes guidages, au niveau des patins, et vers les écrous à billes, on devrais y repérer des graisseurs. (pas dit qu'ils soient super accessibles)
sur cette image, on vois bien les graisseurs en bout de patin. (il est possible que ce soit des graisseur "cuvette" si il n'y a pas trop de place)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Page 2 sur 2 • 1, 2

 Sujets similaires
Sujets similaires» message d erreur cam bam "il existe une erreur dans le document xml (1052, 70 )"
» [Résolu] Cambam messages d'erreur de chargement de plugin
» Paramétrage carte ethernet XHC dans Mach3
» message d'erreur
» Message d'erreur
» [Résolu] Cambam messages d'erreur de chargement de plugin
» Paramétrage carte ethernet XHC dans Mach3
» message d'erreur
» Message d'erreur
métabricoleur :: FAO, Pilotage Machine CNc, Gcode, réalisations en CNC :: Autres logiciels de pilotage
Page 2 sur 2
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum